DOIЈә 10.11817/j.issn.1672-7207.2020.11.010

СЎЗшјӨ№вИЫ»ҜAlSi10MgәПҪрҫөөДұнГжРФДЬ
ә«дм1, 2Ј¬ҝөйӘ3Ј¬Ҫ№ҪЁі¬1, 2Ј¬Нхі¬1, 2
(1. ұұҫ©ҝХјд»ъөзСРҫҝЛщЈ¬ұұҫ©Ј¬100094Ј»
2. ПИҪш№вС§ТЈёРјјКхұұҫ©КРЦШөгКөСйКТЈ¬ұұҫ©Ј¬100094Ј»
3. Очұұ№ӨТөҙуС§ Дэ№МјјКх№ъјТЦШөгКөСйКТЈ¬ЙВОч Оч°ІЈ¬710072)
ХӘТӘЈә»щУЪјӨ№вФцІДЦЖФмјјКхККУГУЪёҙФУЗбБҝ»ҜҪб№№№вС§ФӘјюөДҝмЛЩіЙРОЈ¬ЗТІЙУГН¬ЦЦІДБПТ»Ме»Ҝ№в»ъҪб№№ДЬ№»ҪөөНҝХјд№вС§іЙПсПөНіөДОВ¶ИГфёРРФЈ¬МбёЯОИ¶ЁРФЈ¬АыУГСЎЗшјӨ№вИЫ»Ҝ(SLM)јјКхЦЖұёИ«ВБҝХјд№вС§Па»ъУГAlSi10MgВБәПҪр·ҙЙдҫөЎЈСРҫҝҪб№ыұнГчЈәІЙУГSLMЦЖұёөДAlSi10MgВБәПҪрЧйЦҜЦВГЬ(Па¶ФГЬ¶ИҙуУЪ99.5%)Ј¬ЗТНЛ»рәуБҰС§РФДЬУЕТмЈ»НЁ№эөҘөгҪрёХКҜіөПч(SPDT)»сөГ№вС§ј¶ұнГжЈ¬ұнГжҙЦІЪ¶Иҙп8~13 nmЈ¬ГжРОҫ«¶ИҙпөҪ0.28ҰЛ(ҰЛОӘІЁіӨЈ¬ҰЛ=632 nm)ЎЈёГСРҫҝҪб№ыҝЙТФУҰУГУЪҝХјд№вС§·ҙЙдҫөөДЙијЖУлЦЖФмЎЈ
№ШјьҙКЈәФцІДЦЖФмЈ»СЎЗшјӨ№вИЫ»ҜЈ»ВБҫөЈ»ҝХјд№вС§Ј»ұнГжРФДЬЈ»ҪрёХКҜіөПч
ЦРНј·ЦАаәЕЈәTB34Ј»TG113 ОДПЧұкЦҫВлЈәA ҝӘ·ЕҝЖС§(ЧКФҙ·юОс)ұкК¶Вл(OSID)
ОДХВұаәЕЈә1672-7207ЈЁ2020Ј©11-3088-05
Surface characteristics of selective laser melted AlSi10Mg mirrors
HANЎЎXiao1, 2, KANGЎЎNan3, JIAOЎЎJianchao1, 2, WANGЎЎChao1, 2
(1. Beijing Institute of Space Mechanics and Electricity, Beijing 100094, China;
2. Beijing Key Laboratory of Advanced Optical Remote Sensing Technology, Beijing 100094, China;
3. State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi'an 710072, China)
Abstract: Considering that additive manufacturing(AM) technologies is adapted for the optical components with complex lightweight structure, using the opto-mechanical structure with the same material can reduce temperature sensitivity,selective laser melting(SLM) technology was utilized to fabricate the AlSi10Mg mirror for aluminum alloy space optical sensor. The results show that the relative density of as-fabricated AlSi10Mg sample is above 99.5%, and the tensile strength and the ductility are excellent. The single point diamond turning(SPDT) is applied to deliver the optical surface with thoughness of 8-13 nm and accuracy of 0.28ҰЛ(ҰЛ=632 nm). The results can be used to manufacture the lightweight space optical mirrors.
Key words: additive manufacturing; selective laser melting; aluminum mirror; space optical; surface characteristics; diamond turning
ЛжЧЕҝХјд№вС§ТЈёРјјКхөДСёЛЩ·ўХ№Ј¬ёЯ·ЦұжВКЗбЦКҝХјд№вС§Па»ъТСіЙОӘёч№ъСРҫҝИИөгЎЈ№вС§·ҙЙдҫөКЗҫц¶ЁҝХјдПа»ъөДөШГж·ЦұжВКәНЖдЛы№вС§МШРФөД№ШјьІҝјюЈ¬¶ФІДБПј°јУ№ӨЦЖФм№ӨТХөДТӘЗуј«ОӘҝБҝМ[1]ЎЈУЙУЪВБәПҪрТЧУЪјУ№ӨЦЖФмЗТіЙұҫҪПөНЈ¬ТСіЙОӘҝХјдПа»ъҪб№№ј°№вС§·ҙЙдҫөҪПОӘіЈУГөДІДБПЎЈ¶ФУЪВБәПҪр·ҙЙдҫөЈ¬ЦЖұё№ӨТХәНРФДЬКЗКЧТӘҝјВЗөД№ШјьОКМв[2-3]ЎЈФцІДЦЖФм(additive manufacturingЈ¬AM)јјКхК№өГёҙФУҪб№№іЙРОіЙОӘҝЙДЬЈ¬АыУГҪрКфФцІДЦЖФмјјКхЦЖұёВБәПҪрҫөЕчј°ЖдЦ§іЕҪб№№Ј¬ДЬ№»ҙу·щ¶ИМбЙэ№в»ъҪб№№ЗбБҝ»ҜіМ¶ИЎЈН¬КұЈ¬№вС§ФӘјюУлЦ§іЕҪб№№ІЙУГН¬ЦЦІДБПТІҝЙТФҪөөН№вС§ҫөН·¶ФОВ¶Иұд»ҜөДГфёРРФ[4]ЎЈҪьДкАҙЈ¬AlSi10MgәПҪрТтЖдҫЯУРБјәГөД·ЫД©Бч¶ҜРФЎўУЕТмөДЖшГЬРФЗТіЙРО№эіМІ»ТЧІъЙъИИБСОЖөДУЕөгЈ¬ТСҫӯіЙОӘТ»ЦЦјМTC4оСәПҪрәуұ»№г·әСРҫҝУлУҰУГөДФцІДЦЖФмҪрКфІДБПЎЈЧчОӘТ»ЦЦёЯҫ«¶ИҪрКфФцІДЦЖФміЙРО·Ҫ·ЁЈ¬СЎЗшјӨ№вИЫ»Ҝ(selective laser meltingЈ¬SLM)ФЪёҙФУБгјюЦЖФм·ҪГжФҪАҙФҪКЬөҪ№ШЧў[5]ЎЈұҫОДАыУГSLMјјКхЦұҪУНЁ№эҫөЕчөДCADДЈРНіЙРОAlSi10MgВБәПҪр·ҙЙдҫөҫөЕчЈ¬ІўҪшТ»ІҪұнХчЖдПФОўЧйЦҜҪб№№ЎўБҰС§әНұнГжРФДЬЎЈ
1 КФСй·Ҫ·Ё
ұҫСРҫҝЦРК№УГөДҪрКф·ЫД©ОӘҪӯОчұҰәҪУРПЮФрИО№«Лҫ(BAM LTD)ЙъІъөДЖшМеОн»ҜAlSi10Mg·ЫД©Ј¬·ЫД©Чй·Цјыұн1ЎЈНј1ЛщКҫОӘ·ЫД©РОГІөДSEMХХЖ¬Ј¬ҝЙјы·ЫД©ЗтРОМ¬ҪПҫщФИЈ¬ЖҪҫщБЈҫ¶ОӘ30.26 ҰМm(ФЪ20~60 ҰМm·¶О§ДЪ)ЎЈЛщУРКФСщҫщАыУГFS271MСЎЗшјӨ№віБ»эПөНіЦЖұёЈ¬ёГПөНіІЙУГYb№вПЛјӨ№вЖчЈ¬јӨ№в№ҰВКОӘ500 WЈ¬јӨ№в№в°ЯЦұҫ¶ОӘ70 ҰМmЈ¬іЙРО№эіМҫщФЪArЖш·ХЦРҪшРРЈ¬СхЖшЦКБҝ·ЦКэөНУЪ0.1ЈҘЎЈSLM№ӨТХІОКэИзПВЈәјӨ№в№ҰВКОӘ200 WЈ¬ЙЁГиЛЩ¶ИОӘ1 000 mm/sЈ¬ЖМ·ЫІгәс¶ИОӘ30 ҰМmЎЈКФСщіЙРОәуЈ¬ҙУ»щ°еТЖіэБгјюЦ®З°Ј¬ҪшРР300 Ўж/2 hНЛ»рҙҰАнЈ¬ПыіэіЙРО№эіМЦРУЙУЪҝмЛЩДэ№МөјЦВөДДЪУҰБҰЎЈ
ұн1ЎЎAlSi10Mg ·ЫД©Чй·Ц(ЦКБҝ·ЦКэ)
Table 1ЎЎChemical composition of AlSi10Mg powder %


Нј1ЎЎAlSi10Mg·ЫД©SEM ХХЖ¬
Fig. 1ЎЎSEM micrograph of AlSi10Mg powder
АыУГ№вС§ПФОўҫө(OMЈ¬РНәЕОӘKeyence VH-Z50L)әНіЎ·ўЙдЙЁГиөзЧУПФОўҫө(SEMЈ¬РНәЕОӘ Zeiss Gmini500)№ЫІміЙРОСщЖ·өДПФОўЧйЦҜҪб№№ЎЈАыУГ°ў»щГЧөВЕЕЛ®·ЁІв¶ЁКФСщПа¶ФГЬ¶ИЎЈАӯЙмСщЖ·іЯҙзІОҝјGB/T 228.1ЎӘ2010Ј¬НЁ№эКТОВПВөДАӯЙмКФСй(Instron-3382 НтДЬБҰС§КФСй»ъ)ІвКФИИҙҰАнЗ°әуөДСщЖ·БҰС§РФДЬЈ¬АӯЙмЛЩВКОӘ1 mm/minЎЈНЁ№эПФОўУІ¶ИјЖІвБҝСщЖ·өДО¬КПУІ¶ИЈ¬ХэЛДАвЧ¶ҪрёХКҜС№Н·өДГжјРҪЗОӘ136ЎгЈ¬ФЪС№Н·К©јУ10 NС№БҰІўФЪКТОВПВұЈіЦ10 sЈ¬¶ФГҝёцСщЖ·ІвБҝ5ёцІ»Н¬О»ЦГөДО¬КПУІ¶ИЈ¬ИЎЖҪҫщЦөЎЈ
ВБәПҪр·ҙЙдҫөФӯРН»щУЪRC№вС§ПөНіЙијЖЎЈНј2ЛщКҫОӘ·ҙЙдҫөCADДЈРНЈ¬Цұҫ¶ОӘ58 mmЈ¬№вС§ұнГжОӘ·ЗЗтГжЈ¬ҫөМеұіГжОӘЗбЦКҪб№№ЎЈФЪSLMіЙРО№эіМЦРЈ¬CADДЈРНЧӘ»ҜіЙSTLёсКҪЎЈСШНј2ЦРx·ҪПтіЙРОҫөЕчЈ¬јӨ№вЙЁГи·ҪПтФтЖҪРРУЪy-zЖҪГжЎЈ

Нј2ЎЎ·ҙЙдҫөИэО¬ДЈРН
Fig. 2ЎЎ3D models of mirror
АыУГөҘөгҪрёХКҜіөПч(SPDT)¶Ф·ҙЙдҫө№вС§ұнГжҪшРРі¬ҫ«ГЬјУ№ӨЈ¬№ӨТХІОКэИзПВЈәө¶ҫЯЧӘЛЩОӘ1 200 r/minЈ¬ЗРПчЙо¶ИОӘ2 ҰМmЈ¬ҪшёшБҝОӘ2 ҰМm/rЎЈІЙУГZygo°Ч№вёЙЙжТЗәНLuphoScan·ЗҪУҙҘКҪВЦАӘТЗ¶Ф№вС§јУ№ӨәуҫөГжҙЦІЪ¶ИәНГжРОҪшРРјмІвЎЈ
2 Ҫб№ыУлМЦВЫ
2.1ЎЎПФОўЧйЦҜУлПа¶ФГЬ¶И
Нј3ЛщКҫОӘҫӯSLMіЙРОКФСщөДәбПтәНЧЭПтПФОўЧйЦҜЎЈҙУНј3ҝЙТФҝҙіцЈә·ҙЙдҫө№вС§ұнГжҫЯУРёЯЦВГЬ¶ИәНөНҝЧП¶ВКЈ»ФЪSLMјУ№Ө№эіМЦРЈ¬УЙУЪАдИҙЛЩВКёЯ¶шРОіЙБЛПёРЎөДөИЦбҫ§БЈОў№ЫҪб№№[6]Ј»ҙУәбПтЧйЦҜХХЖ¬ҝЙјыИЫіШРОГІЈ¬ҙУЧЭПтЧйЦҜХХЖ¬ҝЙјыөдРНөДЎ°УгБЫЎұРОМ¬[7]ЎЈ№ЫІмәбПтЧйЦҜҝЙЦӘЈ¬ИЫіШҝн¶Иі¬№эјӨ№в№в°ЯЦұҫ¶(Фј70 ҰМm)ЎЈҙЛНвЈ¬ҙУСШЧЕіЙРО·ҪПтөДЎ°УгБЫЎұЧҙЧйЦҜРОМ¬Чоҙуәс¶ИҝЙЦӘИЫіШЙо¶ИОӘ50~150 ҰМmЈ¬Ул30 ҰМmөДЖМ·ЫІгәс¶ИІўІ»НкИ«Т»ЦВЈ¬ұнГчФЪSLMіЙРО№эіМЦРҙжФЪЦШРВИЫИЪөДРВІг[8]ЎЈ
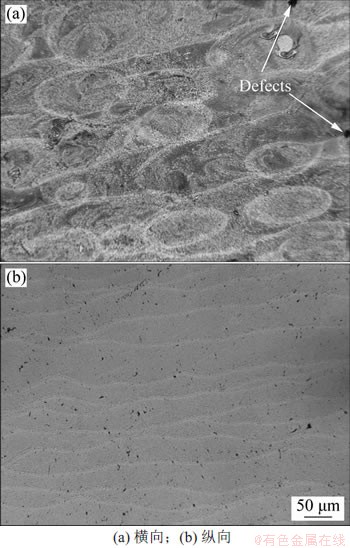
Нј3ЎЎSLM AlSi10MgөДәбПтУлЧЭПтөдРНЧйЦҜРОГІ№вС§ПФОўХХЖ¬
Fig. 3ЎЎOM micrographs of typical etched microstructure,cross section and longitudinal section of SLM AlSi10Mg
НЁ№эЕЕЛ®·ЁІв¶ЁіЙРОСщЖ·өДПа¶ФГЬ¶ИЈ¬ЙиұёОӘИь¶аАыЛ№BS2245өзЧУМмЖҪЈ¬ЖдіЖБҝҫ«¶ИҝЙҙп0.1 mgЎЈСЎФс3ёціӨЎБҝнЎБёЯҫщОӘ10 mmЎБ10 mmЎБ10 mmөДЛжВҜСщЖ·Ј¬ГҝёцСщЖ·ІвБҝ3ҙОЈ¬ІўИЎЖҪҫщЦөЈ¬ЛщөГПа¶ФГЬ¶И·ЦұрОӘ99.74%Ј¬99.43%әН99.56%Ј¬ЖҪҫщЦөҙп99.58%ЎЈ
2.2ЎЎБҰС§РФДЬ
SLMіЙРОөДҪрКфБгјюНЁіЈРиТӘҫӯНЛ»рҙҰАнЈ¬ТФПыіэІРУаУҰБҰЈ¬ө«ҝЙДЬөјЦВұдРОәНОўБСОЖ[9]ЎЈНј4ЛщКҫОӘІ»Н¬ИИҙҰАн№ӨТХПВҫӯSLMіЙРОөДAlSi10MgКФСщАӯЙмРФДЬЎЈіБ»эМ¬СщЖ·өДҝ№АӯЗҝ¶ИәНЗь·юЗҝ¶ИФјОӘ400 MPaәН270 MPaЈ¬УЕУЪЦэФміЙРОСщЖ·өДАӯЙмРФДЬЎЈФЪҫӯ№э300 ЎжНЛ»р2 hәуЈ¬КФСщөДҝ№АӯЗҝ¶ИҪөөНОӘ287.0 MPaЈ¬Зь·юЗҝ¶ИҪөөНОӘ176.5 MPaЈ¬УліБ»эМ¬ПаұИ·ЦұрҪөөН28ЈҘәН33ЈҘЎЈХвЦчТӘКЗУЙУЪФЪ300 ЎжКұЈ¬Al»щМеЦР№эұҘәНөДSiұ»ОціцЈ¬өјЦВАӯЙмЗҝ¶ИҪөөН[10]ЎЈН¬КұЈ¬ЖдЙміӨВКЙэёЯөҪФј10%ЎЈЛжЧЕНЛ»рОВ¶ИҪшТ»ІҪЙэёЯөҪ500 ЎжЈ¬ФЪ¶МКұјдДЪ(Фј1 h)Ј¬СщЖ·өДҝ№АӯЗҝ¶ИәНЗь·юЗҝ¶И·ЦұрҪөөН33%әН45%Ј¬·ЦұрОӘ250 MPaәН100 MPaЎЈ·ҙЦ®Ј¬ЛжЧЕНЛ»рОВ¶ИЙэёЯЈ¬ЙміӨВКҪшТ»ІҪФцҙуЎЈХвЦчТӘКЗУЙУЪНЛ»рОВ¶ИҪшТ»ІҪЙэёЯЈ¬ОціцөДSiПаПФЦшіӨҙуЎЈФЪіБ»эМ¬»тУЪ300 ЎжНЛ»рҙҰАнөДСщЖ·ЦРЈ¬SiПаҝЙТФЖрөҪПФЦшөДOrowanЗҝ»ҜЧчУГЈ¬ө«өұНЛ»рОВ¶ИЙэёЯЎўSiПаПФЦшіӨҙуКұЈ¬ёГЗҝ»Ҝ»ъЦЖПыК§Ј¬өјЦВАӯЙмЗҝ¶ИПФЦшҪөөН[11]ЎЈ

Нј4ЎЎSLM AlSi10MgІ»Н¬НЛ»рМхјюБҰС§РФДЬ
Fig. 4ЎЎTensile properties of SLM AlSi10Mg with different heat treatments
УІ¶ИТІКЗұнХчІДБПөЦҝ№ЛЬРФұдРОДЬБҰөДЦШТӘЦёұкЎЈLIөИ[12]СРҫҝБЛИИҙҰАн¶ФSLMіЙРОөДAlSi10MgКФСщУІ¶ИөДУ°ПмЈ¬·ўПЦЛжЧЕИИҙҰАнОВ¶ИәНіЦРшКұјдФцјУЈ¬»біцПЦіЦРшИн»ҜөДПЦПуЎЈНј5ЛщКҫОӘҫӯҫөЕчНЛ»рҙҰАн(300 Ўж/2 h)әуұнГжЛДАвЧ¶өДС№әЫ№вС§ПФОўХХЖ¬Ј¬ҫӯІвКФЈ¬С№әЫөД¶ФҪЗПЯіӨ¶Иd1ЎЦd2=145 ҰМmЈ¬НЛ»рЗ°әуөДО¬КПУІ¶И(HV)·ЦұрОӘ110ЎА10әН99ЎА5ЎЈ

Нј5ЎЎұнГжС№әЫ№вС§ПФОўХХЖ¬
Fig. 5ЎЎOptical micrographs of indentation on tested surfaces
2.3ЎЎВБҫөјУ№ӨУлұнГжМШРФІвБҝ
Цұҫ¶ОӘ58 mmөДҫөЕчҫӯSLMіЙРОәуЈ¬ІЙУГЕзЙ°ҙҰАнЗеАн№ӨјюұнГжЙПөДІРБф·ЫД©Ј¬SLMіЙРОҫөЕчіЯҙзОуІоОӘЎА0.1 mmЎЈАыУГі¬ҫ«ГЬҪрёХКҜјУ№Ө·Ҫ·ЁЦұҪУ¶Ф·ҙЙдҫө№вС§ұнГжҪшРРіөПчЈ¬ұнГжЧЬЗРПчБҝФјОӘ0.1 mmЎЈНј6ЛщКҫОӘҪрёХКҜөҘөгіөПчәуөДВБҫөКөОпХХЖ¬ЎЈ

Нј6ЎЎSLMВБәПҪрұнГж№вС§јУ№ӨәуКөОпХХЖ¬
Fig. 6ЎЎAluminum mirror produced by SLM after diamond point machining
SLMВБәПҪр№вС§јУ№ӨұнГжSEMХХЖ¬Ўў№вС§јУ№ӨұнГжРОМ¬әН№вС§јУ№ӨұнГжВЦАӘИзНј7ЛщКҫЎЈҙУНј7(a)ҝЙјыІҪіӨОӘ2 ҰМmөДЗРПчәЫјЈЎЈІвөГ№вС§јУ№ӨұнГжРОМ¬(јыНј7(b))өДұнГжҙЦІЪ¶ИОӘ8~13 nmЈ¬·ЗҪУҙҘКҪВЦАӘТЗІвБҝөДұнГжВЦАӘ(јыНј7(c))өДГжРОҫ«¶ИФјОӘ0.28ҰЛ(ҰЛОӘІЁіӨЈ¬ҰЛ=632 nm)ЎЈИ»¶шЈ¬ХвЦЦјУ№ӨөДұнГжҙЦІЪ¶ИЙРІ»ЧгТФВъЧгёЯЦКБҝөД№вС§іЙПсПөНіТӘЗуЈ¬НЁіЈ»№Ри¶ФВБәПҪр·ҙЙдҫөұнГж¶ЖЦЖДш(Ni)ҪрКфДӨІгЈ¬ФЩҪшРРҪрёХКҜҫ«ГЬјУ№ӨЈ¬ТФМбёЯұнГжҙЦІЪ¶И[13]ЎЈУРСРҫҝұнГчЈ¬ИИөИҫІС№(HIP)№ӨТХ¶ФФцІДЦЖФмВБәПҪрөДЦВГЬ»Ҝ·ЗіЈУРР§Ј¬ДЬ№»ИҘіэҫөЕчМеДЪөДЛщУРҝЧП¶Ј¬МбёЯұнГжҫ«ГЬЕЧ№вЦКБҝ[14]ЎЈ

Нј7ЎЎSLMіЙРОөДВБәПҪр№вС§јУ№ӨұнГжSEMХХЖ¬Ўў№вС§јУ№ӨұнГжРОМ¬әН№вС§јУ№ӨұнГжВЦАӘ
Fig. 7ЎЎSEM images of the turning surfaceЈ¬turning surface morphology detected by interferometer and surface profile of the mirror of SLM aluminum alloy
3 ҪбВЫ
1) СЎЗшјӨ№вИЫ»ҜјјКх(SLM)ҝЙТФУҰУГУЪЦЖФмҫ«ГЬ№вС§ФӘјюЈ¬УРЦъУЪёҙФУЗбБҝ»ҜҪб№№өДҪрКф·ҙЙдҫөҫөЕчСРЦЖЎЈ
2) ІЙУГ SLMЦЖФмөДВБәПҪр·ЗЗтГжҫөҫЯУРУЕБјөДОў№ЫҪб№№әНУЕТмөДБҰС§РФДЬЎЈ·ҙЙдҫөұнГжҫӯі¬ҫ«ГЬҪрёХКҜјУ№ӨәуЈ¬ЖдұнГжҙЦІЪ¶ИОӘ8~13 nmЈ¬ГжРОҫ«¶ИОӘ0.28ҰЛ(ҰЛ=632 nm)Ј¬ДЬ№»ВъЧг№вС§іЙПсУҰУГТӘЗуЎЈ
ІОҝјОДПЧЈә
[1] ХЕІ©ОД, НхРЎУВ, ХФТ°, өИ. Мм»щҙуҝЪҫ¶·ҙЙдҫөЦ§іЕјјКхөД·ўХ№[J]. әмНвУлјӨ№в№ӨіМ, 2018, 47(11): 1113001.
ZHANG Bowen, WANG Xiaoyong, ZHAO Ye, et a1. Progress on support technique of space-based large aperture mirror[J]. Infrared and Laser Engineering, 2018, 47(11): 113001.
[2] NEWSWANDERA T, CROWTHERA B, GUBBELSB G, et al. Aluminum alloy AA-6061 and RSA-6061 heat treatment for large mirror applications[C]// Proceeding of SPIE. San Diego, California, United States, 2013: 883704-1-15.
[3] ХЕ¶«ёу, ёөУкМп. ВБәПҪр·ҙЙдҫөөД·ўХ№УлУҰУГ[J]. әмНвјјКх, 2015, 37(10): 814-823.
ZHANG Dongge, FU Yutian. Development and application of aluminum mirrors in optical system[J]. Infrared Technology, 2015, 37(10): 814-823.
[4] AZAM F I, ABDUL RANI A M, ALTAF K, et al. An indepth review on direct additive manufacturing of metals[C]// IOP Conference Series: Materials Science and Engineering, 3rd International Conference on Mechanical, Manufacturing and Process Plant Engineering(ICMMPE 2017) .Batu Ferringhi, Penang, Malaysia, 2017: 012005.
[5] WEI Pei, WEI Zhengying, CHEN Zhen, et al. The AlSi10Mg samples produced by selective laser melting:single track, densification, microstructure and mechanical behavior[J].Applied Surface Science, 2017, 408(30): 38-50.
[6] JAVIDANI M, ARREGUIN-ZAVALA J, DANOVITCH J, et al. Additive manufacturing of AlSi10Mg alloy using direct energy deposition: microstructure and hardness characterization[J]. Journal of Thermal Spray Technology, 2017, 26(4): 587-597.
[7] ХФПюГч, ЖлФӘк», УЪИ«іЙ, өИ. AlSil0MgВБәПҪр3DҙтУЎЧйЦҜУлРФДЬСРҫҝ[J] . ЦэФмјјКх, 2016, 37(11): 2402-2404.
ZHAO Xiaoming, QI Yuanhao, YU Quancheng, et a1. Study on microstructure and mechanical properties of AlSi10Mg alloy produced by 3D printing[J]. Foundry Technology, 2016, 37(11): 2402-2404.
[8] TRADOWSKY U, WHITE J, WARD R M, et al. Selective laser melting of AlSi10Mg: influence of post-processing on the microstructural and tensile properties development[J].Materials & Design, 2016, 105(5): 212-222.
[9] FIOCCHI J, TUISSI A, BASSANI P, et al. Low temperature annealing dedicated to AlSi10Mg selective laser melting products[J]. Journal of Alloys and Compounds, 2017, 695: 3402-3409.
[10] CAO Y, LIN X, WANG Q Z, et al. Microstructure evolution and mechanical properties at high temperature of selective laser melted AlSi10Mg[J]. Journal of Materials Science & Technology, 2021, 62: 162-172.
[11] CHEN B, MOON S K, YAO X, et al. Strength and strain hardening of a selective laser melted AlSi10Mg alloy[J]. Scripta Materialia, 2017, 141: 45-49.
[12] LI Wei, LI Shuai, LIU Jie, et al. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: microstructure evolution, mechanical properties and fracture mechanism[J]. Materials Science and Engineering: A, 2016, 663: 116-125.
[13] HILPERT E, HARTUNG J, RISSE S, et al. Precision manufacturing of a lightweight mirror body made by selective laser melting[J]. Precision Engineering, 2018, 53: 310-317.
[14] HERZOG H, SEGAL J, SMITH J, et al. Optical fabrication of lightweighted 3D printed mirrors[C]// Proc of SPIE, 2015: 957308.
(ұајӯ іВІУ»Ә)
КХёеИХЖЪЈә 2020 -08 -26; РЮ»ШИХЖЪЈә 2020 -09 -22
»щҪрПоДҝ(Foundation item)Јә№ъјТЧФИ»ҝЖС§»щҪрЧКЦъПоДҝ(U1537105) (Project(U1537105) supported by the Natural National Science Foundation of China)
НЁРЕЧчХЯЈәә«дмЈ¬І©КҝЈ¬ёЯј¶№ӨіМКҰЈ¬ҙУКВҝХјд№вС§ТЈёРЖчПИҪшЦЖФмј°ЖдІДБПРФДЬЖАјЫјјКхСРҫҝЈ»E-mailЈәhanxiao1998@126.com

