���±��: 1004-0609(2005)08-1200-08
���Ͻ����������̼�����Ĥ�������ֵģ��
�Ժ���1, I. Ohnaka2
(1. ����������ѧ ��е����ѧԺ, ���� 510640; 2. �����ѧ ���ܹ�ѧϵ, ���� 5650871)
ժ Ҫ: ����ֱ������ַ�, ����˵�Ԫ���������پ��롢 ���������ʺ�����������, ���������������������ɱ������״, ��������Ӧ�ij�������ѧģ��, ���������ɱ�����״�Զ����� ���������������Ӱ��; ����˳��������ɱ�����ײ�б�������Ĥ����, �������������Ĥ�����ļ���ģ�͡� ��ʵ�����Ͻ�����������ģ��Ӧ��, ͨ��ʵ�����������̵�����X����ʵʱ�۲�ͼ�¼, ��ʵ�����������ס� ����ȱ�ݷֲ��ļ��, ��ģ������������֤������ �������: ������ģ������X����ʵʱ�۲����ǺϽϺ�, ���������ɱ���ı仯; ����Ĥ����ģ������ʵ���������ס� ����ȱ�ݵķֲ�����һ���Ķ�Ӧ��ϵ��
�ؼ���: ���Ͻ�����; ������; ���ɱ���; ����Ĥ����; X����ʵʱ�۲�; ��ֵģ��
��ͼ�����: TG24
���ױ�ʶ��: A
Numerical simulation of oxide entrapment and mold filling process of Al casting
ZHAO Hai-dong1, I. Ohnaka2
(1. College of Mechanical Engineering,South China University of Technology, Guangzhou 510640, China;
2. Department of Adaptive Machine Systems,Osaka University, Osaka 5650871, Japan)
Abstract: Surface dimensionless distance, surface filled ratio and volume filled ratio for the direct finite difference method(DFDM) elements were proposed to describe the shape and position of free surface in simulation of mold filling process. The model of the process, taking into account the effect of free surface on transfer of momentum, mass and energy, was established. The method of estimating the breakup of oxide films on free surfaces during collision of the surfaces as well as judging movement of the entrapped broken oxide films was proposed. The model and method were applied to an experimental Al casting. By in-situ observation and recording actual mold filling process of the casting with special X-ray apparatus, and measuring porosities of the casting, the simulation results were further verified and analyzed. The simulation results indicate that mold filling are in good agreement with in-situ X-ray observation, especially in the evolution of free surface, and that the simulation results of entrapped oxides has some relationships with the distribution of porosities in the actual casting.
Key words: Al casting; mold filling; free surface; oxide entrapment; in-situ X-ray observation; numberical simulation
���������̵���ֵģ������Ż�������������ͽṹ�� ��עϵͳ�����ղ���������Ҫ����, �ѳ�Ϊ��ǰ���������ֵģ����ȵ㡣 ��Ȼ�о��߶Դ˽����˴������о�, ����, ��VOF(volume of fluid)������, ���ȷ�������ɱ������״��λ�ü������������������Ӱ��, ��Ҫ��һ��������о�����֤[1-5]�� ���Ͻ�������������, Һ̬�����������ɱ���ͨ������������Ĥ, �ڷ������ɱ��������ɱ������ͱ���ײʱ, ��Щ����Ĥ����������, ����Һ̬��������������ͬ��λ, ��������Ĥ������γ�����Ĥ������[6]�� ���������̹�����, ��Щ����Ĥ������Ϊ���������κ˻���Ӱ�������IJ���, �ٽ���������ȱ�ݵ��γ�, ���ؽ�������������ѧ����[7-9]�� �о������߶Ը�����Ĥ�����ģ���о������ոտ�չ[10-12]��
�������߶�ֱ������ַ�(direct finite difference method, DFDM)��Ԫ����˱��������پ��롢 ���������ʺ�����������, �����������������ɱ������״��λ��, ��������Ӧ�ij�����ģ��; ͨ���ж����ɱ������ײ, ���������Ĥ���������, ����������Ĥ��Һ̬������������ѧģ��, ��Ԥ�����������Ĥ�ľ��롣 ��ʵ�����Ͻ�����������ģ��Ӧ��, ʹ������X����װ�öԸ�����ʵ�ʳ����̼����ɱ��������ʵʱ�۲���֤, ������Ĥ�����ģ������������֤���������ۡ�
1 �����̵���ѧģ��
1.1 ���ɱ��������
��ʹ��DFDM���г�����ģ����, Ϊ���������ɱ����ڵ�Ԫ�е���״��λ��(ͼ1), �����ɱ�����ƴ���Ϊ�뵥Ԫ�ı���ƽ��, ����������µ�Ԫ����[13]:
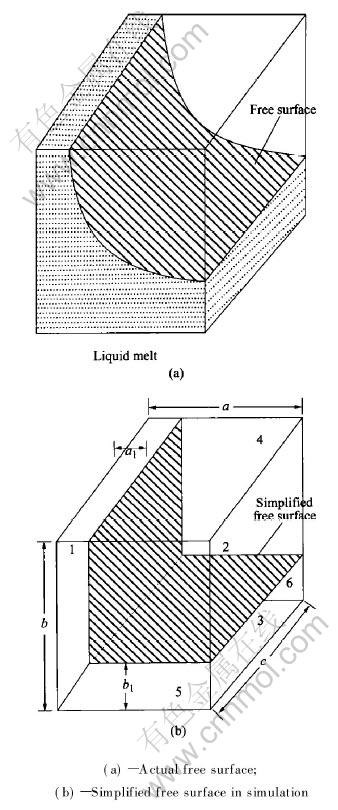
ͼ1 ���ɱ���������ʾ��ͼ
Fig.1 Schematics of description of free surface(1-6 are six surfaces)
1) ���������پ����D, k(k=1, 6), ָ���ɱ�����뵥Ԫ��������ľ����뵥Ԫ�ڴ�ֱ�ڸñ��淽��Ĵ�ֱ����ı�;
2) ���������ʦ�S, k(k=1, 6), ָҺ����������ڵ�Ԫ��������������������ñ������֮��;
3) ���������ʦ�V, ָ��ԪҺ̬�������������������뵥Ԫ���֮�ȡ�
����δ�����ĵ�Ԫ����, ����������پ���Ϊ0�� ����Һ̬����������ȫδ���Ԫ, ���������е�Ԫ������Ϊ0; ������ȫ�����ĵ�Ԫ, ����������پ���Ϊ0.5, ������������Ϊ1.0��
��ͼ1Ϊ��, ������������������:
��D, 1=a1/a, ��D, 3=b1/b, ��D, 2=��D, 4=0,
��D, 5=��D, 6=0, ��S, 1=1, ��S, 2=b1c/(bc),
��S, 3=1, ��S, 4=a1c/(ac),
��S, 5=��S, 6=(a1b+b1a-a1b1)/(ab)
��V=(a1bc+b1ac-a1b1c)/(abc)
1.2 �����غ�
����DFDM��Ԫ, �����̶������̿�����ɢΪ[14]

�����������ɱ������������, �������ɱ���Զ��������Ӱ��, ��ʽ(1)���иĽ�, �ó������̵Ķ�������ʽ(2):

�ɰ����¹�ʽ����:
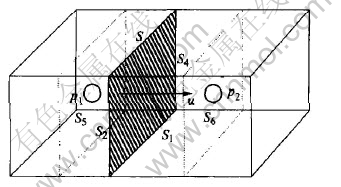
ͼ2 �����̶����غ�ʾ��ͼ
Fig.2 Schematics of momentum conservation during mold filling
1.3 �����غ�
���Գ�����Һ������ܶȵı仯, �������ɱ����ڵ�Ԫ�е���״��λ��, �����������ĵ�Ԫ����, Һ���������������ĵ�Ԫ�����仯���Ա�ʾΪ

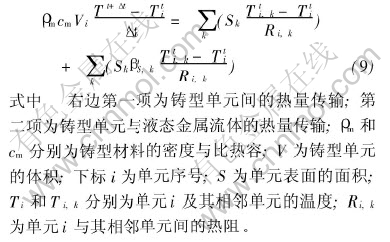
ʽ�� VΪDFDM��Ԫ�����, �±�iΪ��Ԫ���; SΪ��Ԫ��������, �±�kΪ��Ԫ6����ı��; nΪ��������ָ��(����Ϊ1, ����Ϊ-1)��
1.4 �����غ�
��Һ����������� ��Ԫ��Ĵ�������������嵥Ԫ�¶ȱ仯�����Ϊ

���͵�Ԫ֮�估����Һ̬���������Ĵ��ȿɼ���Ϊ
2 ����Ĥ�������ѧģ��
����Һ̬���Ͻ�dz���������������[15], ���, ���������Һ̬���Ͻ��������ɱ���ʼ�ո���������Ĥ(ͼ3)�� ���������ɱ�����Լ����ɱ������ͱ���ײʱ, ���ɱ�������Ĥ����������ͬ�̶ȵ�����, ����������Ĥ���������ɱ�����ײ��, �������ײ��Һ̬���������������IJ�ͬ��λ, ��������Ĥ�ľ��롣
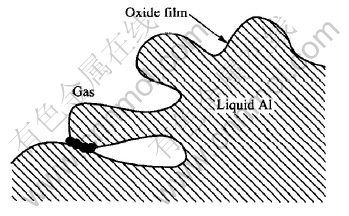
ͼ3 ����������Ĥ�����ʾ��ͼ
Fig.3 Schematic diagram of oxide entrapment during mold filling
2.1 ����Ĥ������
��ͼ4��ʾ, �Գ����������ɱ�����Լ����ɱ������ͱ���ײ�����ж�, �������ɱ�������Ĥ������̶�ȡ���ںϽ����Ժ������ײ���ٶ�[16], �����������ͨ����ʽ������ײ����������Ĥ���ܶ�[10]:
Nis=��1|ujs1-ujs2|+��2(10)
ʽ�� NisΪ��������Ĥ���ܶ�, ��ʾ��ײ������Ĥ����ij̶�, m-2; ��1�ͦ�2Ϊ��Һ̬�����Ͻ�������ص�ϵ��, �����ٷֱ�Ϊs/m3��m-2; ujs1��ujs2Ϊ������ײ���ɱ���������ٶ�; ujs1-ujs2Ϊ��ײ������ٶȡ� ���, ��������Ĥ��ƽ����С������Ϊ
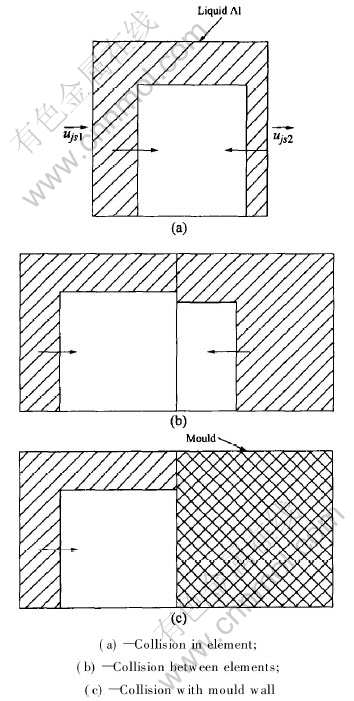
ͼ4 ���������ɱ�����ײʾ��ͼ
Fig.4 Schematic diagram of collision of free surfaces during mold filling
2.2 ��������Ĥ������
��Һ����������, ���������ӳ߶Ƚ�С�ҹ��������ܶȱ�Һ��߳�����������, ������Ϊ��Һ��������Ϊ������[17]�� �о�����, �����о��������Ĥ�ߴ�ͨ���ڼ�ʮ�������ٸ���Χ[6-9], ���, ģ������Ϊ��ײ�����������Ĥ��Һ̬�������巢��������, ������������ͬ��λ, ��������Ĥ���롣 ��������Ĥ�����������ڵ�ԪҺ̬����������������:
lv=uv��t(12)
ʽ�� lvΪ��������Ĥ���ƶ�����, �±�v��ʾx�� y��z����; uvΪ����Ĥ���ڵ�ԪҺ̬���������ڸ�����ķ��ٶȡ�
3 ģ��Ӧ�ü���֤
ʹ������������ѧģ�Ͷ�ͼ5��ʵ�����Ͻ�����������ģ��Ӧ�á� ʵ������������ΪAC4C(�ձ��ƺ�), ���Ͳ���Ϊ��ͨ��ɰ, ����ͨ���������²����Զ��������н�ע, ��ע�¶�Ϊ720�档 ��������ͨ���������½�ע����, ͬʱ���ݽ�����ע�ھ���ֱ������ھ���Ϊ0.1m, �����ģ���н�ֱ�������ϱ�������Ϊѹ���߽�, ��ѹ��Ϊ:
pb=pLgh=2.33��104 Pa(13)
ʽ�� PbΪֱ������ڴ��ı߽�ѹ��; ��LΪ���Ͻ�Һ̬�������ܶ�; hΪ�Զ���ע�ھ���ֱ������ڵľ��롣 ���ݼ���õ��ľ�������Ĥ�ߴ�ֲ�, �ó�AC4C���Ͻ��1�ͦ�2�ĺ���ȡֵ�ֱ�ԼΪ1��108s/m3��2��103 m-2�� ģ����ʹ�õ����������Բ������1��ʾ��
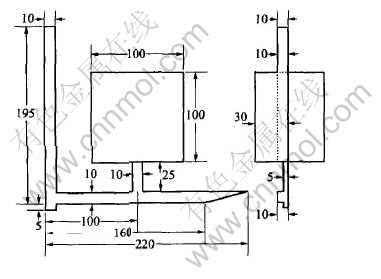
ͼ5 ʵ�����Ͻ���������״�ͳߴ�
Fig.5 Shape and dimensions of experimental Al casting(mm)
��1 ģ����ʹ�õ������Բ���
Table 1 Thermal-physical data used in simulation

3.1 ������ģ�⼰��֤
ͼ6��ʾΪʵ�����Ͻ�������������Һ̬�������������ɱ����ģ������ Ϊ�˹۲�ͼ�¼ʵ�����Ͻ�������ʵ�ʳ�����, ������һ������X����װ�á� ����, X���ߵĵ�ѹΪ190kV�� ����Ϊ9mA, С����ʱ����������Ϊ640W, ��ʱ����������Ϊ3000W, �۲췶Χ��СΪ90mm��90mm, ����ÿ��ɼ�¼250~2000��ͼ��ĸ��������¼�ǽ���ͼ���¼, Ϊ�˸��ٳ����������ɱ�����ƶ�, X���߷�������ͼ���¼װ�ÿ�����0.01~0.20m/s���ٶ���ˮƽ�ʹ�ֱ�����ƶ��� ͼ7��ʾΪ�۲쵽��ʵ������ʵ�ʳ����̡�
X����ֱ�ӹ۲���(ͼ7(a))��ģ����(ͼ8(a))������Һ̬����������ͨ���ڽ��ں�, ������Ϊ��ƫֱ��������Ĵ�ֱ�������Ϸ��� ͼ7(b)�м�ͷ��ʾλ�ÿ��ܴ��������������, ͼ8(b)��ģ�����������������λ�ô��������屻���ɱ����Χ�� ��������������ѹ��ʽ��עϵͳ(ֱ�����ײ�����úώ��������ڽ������=1��2��1), ͼ6��������ǻ����һ��ʱ, �������ɱ���ǰ�����ڵİ�����ͻ��, �����·�����ǻ���ڳ���״̬, ���, ��ͼ7(c)��ʾ��X����ͼ����, ������ͻ����Ϊdz��ɫ, �ײ��������������˽϶��X����, ��������ʾΪ���ɫ�� ������ǻ�ֱ�Һ̬����������, �ܵ��ò���Һ̬����������, Һ̬����������ʧ����, Һ̬����ͨ���ڽ��ں�����ʹ�����ɱ����γɽϴ�İ�����ͻ��(ͼ7(d)��ͼ8(d))��
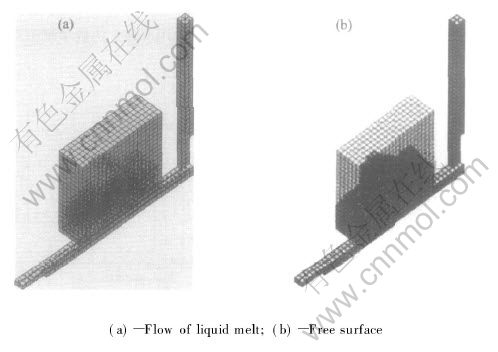
ͼ6 ʵ��������������Һ̬�������������ɱ����ģ����
Fig.6 Simulation results of liquid melt flow and free surface during mold filling of casting
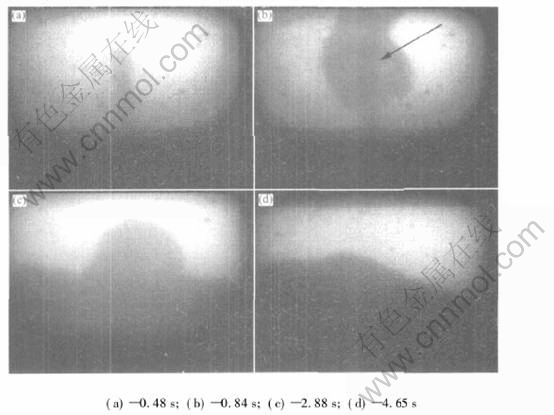
ͼ7 ʵ������������X����ʵʱ�۲�
Fig.7 In-situ X-ray observation of mold filling of casting
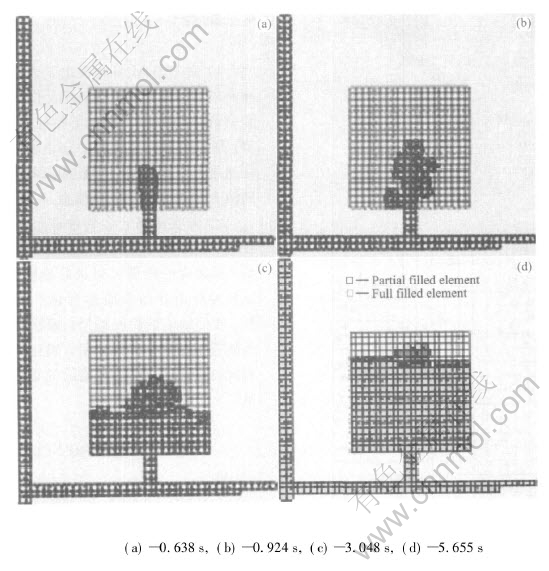
ͼ8 ʵ�����������̵�ģ����
Fig.8 Simulation results of mold filling of casting
������֤�ͷ�������, ������������ģ�Ϳ��ԽϺõ�ģ������������, ���ù��������ɱ���ı仯��
3.2 ����Ĥ�����ģ��
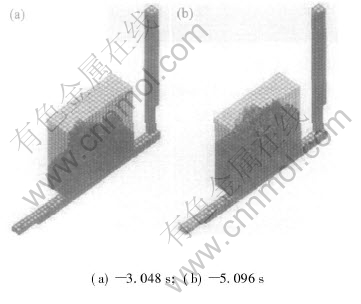
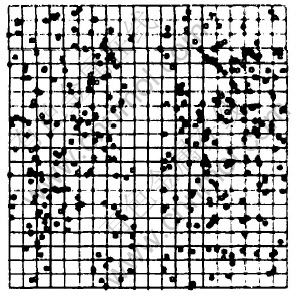
ͼ9��ʾΪʵ����������Ĥ������̵�ģ����, ͼ10��ʾΪ���ͽ������������Ľ�������Ĥ�����ģ������ ��������Ĥ�ĺܱ�, ֱ�ӽ�������Ĥ�Ķ�����֤Ŀǰ�д���һ���Ѷȡ� �о�����[8, 9], �����Ͻ�������, ��������ȱ�������ھ��������Ĥ���κ˺�����, ��Щȱ��λ��ͨ������������Ĥ�� ʵ���������Ľ�������ܶȼ��(ͼ11)����, ���Ľ������ϲ�����������ȱ�����, ������������ϡ� �²�����, ���IJ��ֽ���, ����ͼ10��ʾ������Ĥ��������ģ����˳����ͬ��
ͼ9 ����������Ĥ�����ģ����
Fig.9 Simulation results of oxide entrapment during mold filling
ͼ10 ������Ϻ�����Ĥ�����ģ����
Fig.10 Simulation results of oxide entrapment after mold filling

ͼ11 ���������ԵĶ��Լ��
Fig.11 Qualitative measurement of porosities in casting
4 ����
1) ��DFDM��Ԫ����˱��������پ��롢 ���������ʺ�����������, ���������ɱ����ڵ�Ԫ����״��λ��, ��������Ӧ�ij�������ѧģ��; ͨ���жϳ����������ɱ������ײ, �������ײ�����ɱ�������Ĥ���鼰����, ����������Ĥ��Һ̬������������ѧģ�͡�
2) ��ʵ�����Ͻ�����������ģ��Ӧ�ú���֤������ ʵ�����������̵�X����ʵʱ�۲���֤����, ��������ģ�Ϳ��ԽϺõ�ģ������������, ���ù��������ɱ���ı仯; ����ʵ�����������ס� ����ȱ�ݵļ����, ���Ե���֤������Ĥ�����ģ������ �������, ����Ĥ����ģ������ʵ���������ס� ����ȱ�ݵķֲ�����һ���Ķ�Ӧ��ϵ��
REFERENCES
[1] Mirbagheri S M H, Shrinparvar M, Ashory H, et al. Simulation of surface roughness on the flow pattern in the casting process[J]. Materials and Design, 2004, 25(8): 655-661.
[2] Lee S L, Sheu S R. A new numerical formulation for incompressible viscous free surface flow without smearing the free surface[J]. International Journal of Heat and Mass Transfer, 2001, 44(10): 1837-1848.
[3] Cleary P, Ha J, Alguine V, et al. Flow modelling in casting processes[J]. Applied Mathematical Modelling, 2002, 26(2): 171-190.
[4] Shin S, Lee W. Finite element analysis of incompressible viscous flow with moving free surface by selective volume of fluid method[J]. International Journal of Heat and Fluid Flow, 2000, 21: 197-206.
[5] �ܱ˵�, Ѧ ��, ������, ��. ������ά��������ϵ���ֵģ��[J]. �й���ɫ����ѧ��, 2000, 10(2): 230-233.
ZHOU Bi-de, XUE Xiang, MI Zhong-lan, et al. 3D coupling simulation of mold filling[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(2): 230-233.
[6] Campbell J. Castings[M]. 2nd ed. Oxford: Butterworth Heinemann, 2003. 52-150.
[7] Dai X, Yang X, Campbell J, et al. Influence of oxide film defects generated in filling on mechanical strength of aluminium alloy castings[J]. Materials Science and Technology, 2004, 20(4): 505-513.
[8] Fox S, Campbell J. Visualization of oxide film defects during solidification of aluminium alloys[J]. Scripta Materials, 2000, 43(10): 881-886.
[9] Liu L, Samuel A M, Samuel F H, et al. Influence of oxides on porosity formation in Sr-treated Al-Si casting alloys[J]. Journal of Materials Science, 2003, 38(6): 1255-1267.
[10] Zhao H D, Ohnaka I, Sako Y, et al. Estimation of porosity defects with consideration of oxide entrapment[A]. Hong C P. The 65th World Foundry Congress[C]. Korea: The Korean Foundrymen��s Society, 2002. 749-754.
[11] Lai N W, Griffiths W D, Campbell J, et al. Modelling of the potential for oxide film entrainment in light metal alloy castings[A]. Stefanescu D. Modeling of Casting, Welding and Advanced Solidification Processes X[C]. Destin: The Minerals, Metals and Materials Society, 2003. 415-422.
[12] Griffiths W D, Lai N W. Mould filling: the critical ingate velocity for aluminium and magnesium alloy castings[J]. Foundry Trade Journal, 2004, 178(10): 344-348.
[13] Zhu J D, Ohnaka I. Three dimensional computer simulation on mold filling of casting by direct finite difference method[J]. Journal of Japan Foundry Engineering, 1996, 68: 668-676.
[14] Kanatani R, Ohnaka I, Zhu J D. A new algorithm of mold filling simulation using non-orthogonal elements[A]. Liu B C, Jing T. 3rd Pacific Rim International Conference on Modeling of Casting and Solidification Process[C]. Beijing: International Academic Publishers, 1996. 124-129.
[15] Divandari M, Campbell J. Oxide film characteristics of Al-7Si-Mg alloy in dynamic conditions in casting[J]. International Journal of Cast Metals Research, 2004, 17(3): 182-187.
[16] Papworth A, Fox P. Disruption of oxide defects within aluminum alloy castings by the addition of bismuth[J]. Materials Letters, 1998, 35: 202-206.
[17] Saleh J M. Fluid Flow Handbook[M]. New York: McGraw-Hill, 2002. 350-375.
������Ŀ: �ձ���ѧ�����ϡ����µ�����ģ�⼼����������Ŀ(11305054); ��������ѧ�����о��ص�������Ŀ(105138); ��������ѧ�ع���Ա������������������Ŀ
�ո�����: 2005-01-21;
������: 2005-04-25
�����: �Ժ���(1970-), ��, ������, ��ʿ.
ͨѶ����: �Ժ���, �绰: 020-87113832; E-mail: hdzhao@scut.edu.cn
(�༭ ������)

