DOI: 10.11817/j.ysxb.1004.0609.2020-35867
��������ĩ�Ʊ������ʽ�������������ܵ���ֵģ�⼰ʵ���о�
�� ��Ź��죬�����£�֣ ������ ��
(�й������������ղ����о�Ժ �Ƚ����½ṹ�����ص�ʵ���ң����� 100095)
ժ Ҫ�����ڼ���������ѧģ�⼼��(CFD)��ʵ���ϵķ����������һ�������������Ʒ��豸�����ʽ����������չ�˸��ºϽ��ĩ���������о���ּ�����ò�ͬ�ṹ���������ܲ���ֱ�����Ʒ۹�����ʵ�ִ�ϸ�����ּ����롣������������������400 m3/h����ĩ����1 kg/min�Ĺ��������£�C1�ṹ�ķ�������ϸ��������Ч��ƫ�ͣ���C2�ṹ�ķ�������ϸ�������ֽϸߵķ���Ч�ʣ����ֽṹ�������������Ч��ʵ�ִ�ϸ�����ּ����룬�Ӷ��ﵽ����ѡ�������ۻ��ý�����ĩ�Ʊ����ںͽ��ͳɱ���Ŀ�ġ�
�ؼ��ʣ����ʽ����������ֵģ�⣻�������Ʒۣ�ѡ�������ۻ�
���±�ţ�1004-0609(2020)-12-2940-11���� ��ͼ����ţ�TF23���� ���ױ�־�룺A
ѡ�������ۻ�(Selective laser melting��SLM)������Ŀǰ��Ϊ����Ľ����������켼��֮һ��ͨ����άģ����Ƭ�������ⰴ�趨��·��ɨ���ĩ��������ۻ����̳��Σ�����ʵ�ָ�������Ŀ����Ʊ����ں��պ��졢����ҽ�ơ�������ģ�ߵ�����õ��˹㷺��Ӧ��[1-5]��
SLM���ղ��ý�����ĩΪԭ���ϣ�Ҫ���ĩ��������ϸС(һ��Ϊ15~53 ��m)�����ȷֲ����С����ζȸߡ������ȽϺõ��ص�[6]��Ŀǰ������������ѡ�������ۻ��ý�����ĩ��Ҫ�����������Ʒۼ����Ʊ����÷�������ϸ�����յ��ʸ�(��53 ��m)�����ζȽϸߡ��ɱ���Խϵ͵�����[7-9]��SLM�����Է�ĩ���ȷֲ�Ҫ��ͬ�ڴ�ͳ�ķ�ĩұ���գ���Ҫȥ��������15 ��m���µ�ϸ������������Ϊ��ȱ�����ϴ����׳����žۣ��ƻ���ĩ���������Ժ;����ԣ�Ӱ������������ܡ�Ȼ��������ϸ����ȥ���ѶȽϴ���ɸ�ֻ�ּ��ķ��������������ɱ����ӳ��������ڣ���ˣ��Ʊ�ϸ�����������ٵĽ�����ĩ�ǽ��������ɱ�����Ч;����Ҳ���������Ʒ��������ٵ�һ����ս[10-12]��
���͵��������Ʒ۹��̷�Ϊ������������Һ�����̺ͷ�ĩ�����ĸ��Σ�ĸ�Ͻ����ͨ����ո�Ӧ����ת��ΪҺ̬���壬��������ϵͳ����ٶ����������㣬����Լ���������������ΪϸСҺ�Σ�Һ������Ϊ��ĩ�����������ڷ۹���[13]������GUILDENBECHER��[14]���о�������Ͻ�������������������ǵ�Τ����(We)�İ�״���黹�Ǹ�Τ������Ƭ״���鶼�����ϸҺ�Σ���ˣ���ʵ���Ʒ۹��̲���ϸ�������ɱ��⡣�����������أ��ڷ�ĩ����Σ���ϸ��������Խϴֿ����ּ��������Ч����ϸ���������������ڽ��ͷ�ĩɸ�ֺͷּ��ε����ںͳɱ������SLM�÷�ĩ�Ʊ�Ч�ʡ�
�������Ʒ��豸�ķ�ĩ����װ����ҪΪ����������ʽ�����������豸���нṹ�������ά���ɱ��ϵ͡������ڸ��¸�ѹ�Լ���ѧ��ʴ������ʹ�õ��ŵ㣬�㷺Ӧ����ұ�𡢻�������Դ������[15-17]��������[18]����CFD������һ�ֲ���ʽ����������������ܽ������о���������������ò����ṹ�ķ���������������5 ��m���µĿ�������Ч���������ڵ�һ�������ṹ��Ԭ���µ�[19]������ŵӦ��ģ��(RSM)�����˲�ͬ�߿��Ⱦ�����ڵ�����������������ܣ����������������ڸ߿��ȵ����ӣ������ٶ���������С����ڸ߿��ȱ���4.5ʱ�Կ����ķ���Ч����ߣ���������[20]����������ģ��ģ��������������ڲ�����Ũ�ȷֲ����ɣ��о�����������Ũ���ڷ�������ͬλ�ô��ڲ��죬�������ڲ������˶���Ӱ�죬�������ڱ�λ�ÿ���Ũ�Ƚϸߣ��������ڷ������²��ߴ�Լ�������¿�������С�����������Ũ�����ߡ�
Ŀǰ���������Ʒ��豸���õķ��������Ŀ����Ҫ����߷�ĩ�����ʡ����ٷ�ĩ����Լ��ﵽ�����ŷ�Ҫ����ʵ��ϸ�����ͽϴֿ����ķּ������Ŀ�꣬���ڴˣ����ĸ��������������Ʒ��豸�ṹ�������һ�������Ʊ�ѡ�������ۻ������ý�����ĩ�����ʽ�����������ü������嶯��ѧģ�⼼��(Computational fluid dynamics��CFD)���о��˸����ʽ�������������ֲ��ͽ��������˶���Ϊ�����ʵ���Ʒ�ʵ�飬��֤�˷ּ������ĩ�Ŀ����ԣ�Ϊ�������Ʒ۹����Ż��ṩ�ο���
1 ����ģ��
1.1 ���ʽ����������ģ��
��������ʽ�����������ڲ��ṹ��ͼ1��ʾ����Ҫ�ɽ��ڡ�ֱͲ�������������ɣ�����ĩ�������ӽ����ڽ�������������ڶ������غ�ԭ�����ŷ����������������˶������������������£���ĩ������������ڱڷ����Ӵ��������˶�����Ӷ����ڱ�����ײ������룬�ྻ�������ڵײ����������������������[21]��
Ӱ�����Ч�ʵĽṹ������Ҫ�����峤��(H)���峤��(Hc)��Ͳ��ֱ��(D)��������ֱ��(Dx)�����������(S)�����Ͽڳߴ�(a��b)�Լ������ֱ��(Dd)[22]�����ݴ�ϸ�����ּ������ԭ���Լ�Muschelknautz����ģ��[23]��������ֲ�ͬ�ṹ�����������������C1������Ϊ��Ͳ�ṹ����������ȱ���Ϊ�㣬C2������ΪϸͲ�ṹ������һ����������������룬����ṹ�������1��ʾ��
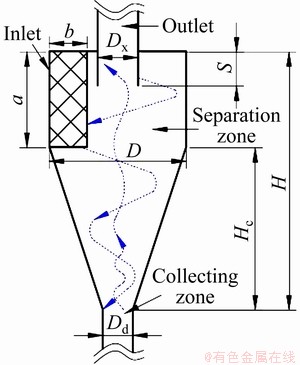
ͼ1 �������ṹʾ��ͼ
Fig. 1 Schematic diagram of separator structure
��1 ���ַ������ṹ����
Table 1 Structure parameters of two separators
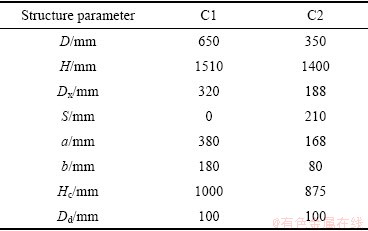
�����ֽṹ�ķ�����������ά��ģ�����ô������ӵķ�ʽ��C1�����������ں�C2���������������ӣ��ܵ�ֱ��Ϊ150 mm������ʵ�ʲ�������������������������ڷ�����·�װ��۹�(Powder container)���ݻ�Ϊ18 L����ά����ģ����ͼ2��ʾ��
ͼ2 ���ʽ��������άģ��
Fig. 2 Three-dimensional model of combined separator
1.2 ����
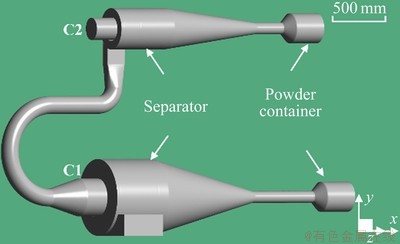
C1��C2���������岿�־�Ϊ��ά��Գƽṹ���������Ӻ�Ľṹ�ڿռ��Գ��ԣ�ͬʱΪ�˱�֤����ľ�ȷ�Ⱥ����̵������ڣ�����O-block�и�����ķ�����������άģ�ͽ������֣���������Ϊ�ṹ��������(��ͼ3)����C1�������������ΪVelocity-inlet����C2����������������ΪOutflow������������ΪWall���ڷ������������߽��������Լ��ܣ����е�һ������Ϊ0.1�������ʱ���1.05��
������������Լ��飬�ֱ����������鲻ͬ����ڵ�����������418��104��508��104��560��104��670��104��711��104�����������1.6 m/s�������Զ���ģʽ����3000����������C1�������ڲ�ֱͲ�κ���������ٶȷֲ�(��ͼ4)���������������ڵ���������560��104��C1�����������ٶȲ�����Խ�С�����������Լ�����Ӱ�����Լ�����������ռ�����ýڵ�����Ϊ560��104������
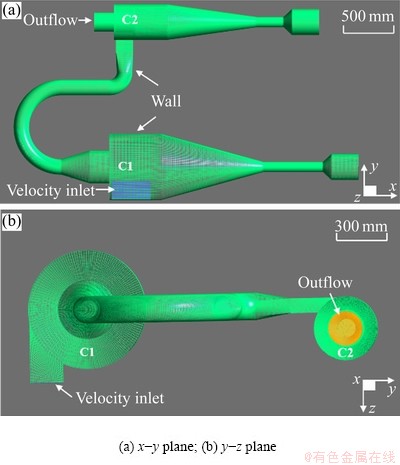
ͼ3 ���ʽ����������
Fig. 3 Combined separator grid
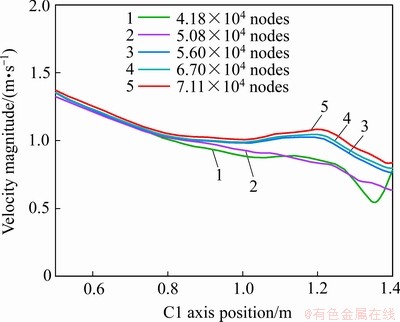
ͼ4 C1��������ͬ�ڵ��������������ٶȷֲ�����
Fig. 4 axis velocity curve of C1 separator with different grid nodes
1.3 ����ģ��
��2 ����������
Table 2 Nomenclature of physical symbols
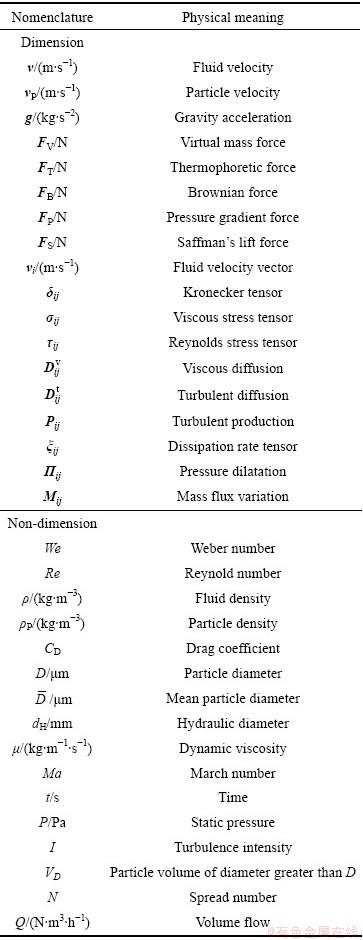
��2��ʾΪ�������漰�������������Ӧ�����������Ʒ۽��������������������Ʒ�¯������������������ƽ���������QΪ400 m3/h�����ݱ�1��ڳߴ磬�������ƽ���������������v=1.6 m/s����ŵ��Re����Ϊ��

ʽ�У�dHΪ��Чֱ�������ھ��ν����Чֱ���������£�

������������������Ma���� 0.3������ŵ��Re=29813��13800��������ʽ�������������������Լ�Ϊ����ѹ���������м��㡣
1.3.1 ���Ʒ���
�������ţ�����壬���ڵ����ѹţ������������������������Ϊ�������Է��̺Ͷ������̵ѿ�������ģʽ�ɱ�ʾΪ[24]��
 ��
��
 (1)
(1)
ʽ�У�
 (2)
(2)
1.3.2 ����ģ��
���ڷ�������������һ����ά�ǶԳ�������ѡ����ŵӦ��ģ��(Reynolds stress model��RSM)��⣬��ŵӦ��ģ�Ͳ�ͬ�ڴ�ͳ��K-Epsilonģ�ͣ�û�в�������Եĸ���ͬ�Լ��裬����ת�����ܵ���Ӧ���յ������Ķ����������Ϊ��ȷ[24]����ŵӦ��ģ�����䷽�̿ɱ�ʾΪ[25]��
 (3)
(3)
1.3.3 ��ɢ������ģ��
��ɢ������ģ��(Diecrete particle model��DPM)�ǻ����������սṹ��˫����ϼ���ģ�ͣ�ͨ�����������ɢ����Ʒ��̵Ľ���������մﵽ������Ŀ�ġ���ɢ����Ʒ�ʽ�ɱ�ʾΪ[26]��
 (4)
(4)
1.4 �߽������ͼ�������
��ŵ��Re=29813��13800���������Ϊ�����������������ǿ�� ������õ�I=4.4%�������ѡ��coupled�����Կ��Ʒ�������ͬʱ��⣬��֤�����ȷͬʱ��������ԡ���������ѡ��GH3536�������ºϽ��ܶȦ�=8.3 g/cm3������ʵ�ʹ��������ܶ�Ϊ1 kg/min��������������������Ϊ�Ƕ�������ģʽ�����������ͼ���������ౣ��һ�¡����ü�����������������ʵ�����ȷֲ����ߣ������ۻ��ֲ���������ֵ
������õ�I=4.4%�������ѡ��coupled�����Կ��Ʒ�������ͬʱ��⣬��֤�����ȷͬʱ��������ԡ���������ѡ��GH3536�������ºϽ��ܶȦ�=8.3 g/cm3������ʵ�ʹ��������ܶ�Ϊ1 kg/min��������������������Ϊ�Ƕ�������ģʽ�����������ͼ���������ౣ��һ�¡����ü�����������������ʵ�����ȷֲ����ߣ������ۻ��ֲ���������ֵ =11.21 ��m��
=11.21 ��m�� =42.61 ��m��
=42.61 ��m�� =129.02 ��m��Ϊ�˸�Ϊȷ������ʵ�ʷ�ĩ���ȷֲ��������ȷֲ����߽��ת��ΪRosin-Rammlar�ֲ��������ȷֲ��ɱ�ʾΪ��
=129.02 ��m��Ϊ�˸�Ϊȷ������ʵ�ʷ�ĩ���ȷֲ��������ȷֲ����߽��ת��ΪRosin-Rammlar�ֲ��������ȷֲ��ɱ�ʾΪ��
 (5)
(5)
�������� =86 ��m��N=2.543��ת�����Rosin-Rammlar��Ȼ�����ֲ����ߺ�ԭʼ�ۻ��ֲ�������ͼ5��ʾ��
=86 ��m��N=2.543��ת�����Rosin-Rammlar��Ȼ�����ֲ����ߺ�ԭʼ�ۻ��ֲ�������ͼ5��ʾ��
���ö�������ģʽ�����ʽ�������������������е������㣬�в����1��10-3���²��ҽ��ں���������������С��0.01 kgֹͣ���㣬����Rosin- Rammlar�ֲ���GH3536���ºϽ��ĩ�����÷Ƕ���ģ�ͼ��㣬ʱ��������Ϊ0.001 s�����м�������ò��м���ķ�ʽ������ƽ̨Ϊ24����Xeon CPU �� Nvidia GPU����վ��
CPU �� Nvidia GPU����վ��
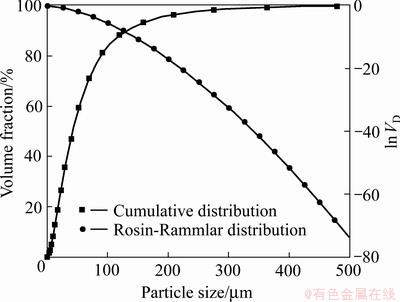
ͼ5 ��ĩRosin-Rammlar��Ȼ�������ۻ��ֲ�����
Fig. 5 Rosin-Rammlar natural logarithmic and cumulative distribution curves of powder
2 ģ�����ͷ���
2.1 �������ֲ�
2.1.1 ��ά���߷ֲ�
���ȶ����ʽ�������ٶ��������з�����ͼ6��ʾΪ���������������ʽ�������ٶ�����ͼ�������ӽ��ڽ���C1���������ܵ�����Լ�����ڷ������ڲ��������˶����γ���ǿ�Ⱥͽṹ��ͬ���нṹ���ڷ�������ײ������˶���ͨ���������عܵ�����C2�������������˶�Ҳ�����������˶���������ȶ��ԣ�������C1�ڲ����߽�Ϊɢ�ң������ٶ���Խϵͣ�������7 m/s���£���������C2�ڲ�����ת�ֲ���Ϊ��������û�г���ɢ�ҷֲ�����������C2������ֱͨ��ֱ����С������Լ��ЧӦ��ǿ�������ٶ���Խϸߣ�����ٶȴﵽ��10 m/s���ң������C2���������ڲ������˶�ǿ��C1�������ģ������ж�C1�������Ŀ�������Ч�ʸ���C2�������ġ�
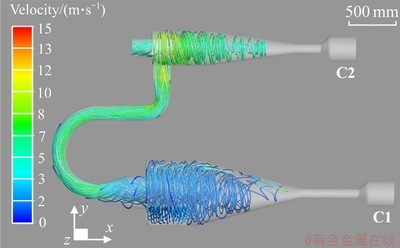
ͼ6 ���ʽ�������ٶ�����ͼ
Fig. 6 Velocity streamline of combined separator
2.1.2 �ٶȷֲ�
����ά���ߵĻ����ϣ�����C1��C2�������ڲ���ͬλ��������Ϊ��ͼ7(a)��ʾΪC1������������������ٶ����ߺ��ٶ���ͼ����C1�������ڲ�����������Խϴ�Χ�Ķ����нṹ(Secondary vortex)�������еĴ������������������谭���ڲ�ǿ����(Forced vortex)���γɣ���ֱͲ���������ֽϵ͵������ٶȣ�������ٽ�Ϊ3 m/s��������ϸ�����ķ��롣ͬʱ�������ٶ�������ʾ���������岢û�н���ֱͨ���γ�������������ķ��룬����ֱ�Ӵ��������������γ��˵��͵Ķ�·������(Short circuit current)����·����Я�����ֿ����ӷ�����������ֱ���ݳ�����һ�����ͷ���Ч�ʡ�C2����������ֱͨ�κ���εĽṹ������Լ���ø�ǿ���γ������������ӳ���Ϊ�ֽ���(Interface)��˫���нṹ�������Ϊ������(Quasi free vortex)���ڲ�Ϊǿ���У������������ٶȸ���ǿ���������ٶȡ����⣬y=1427 mm����������ʾC2�������ڲ�Ҳ���ڶ����У������C1�����������еķ�Χ����ƫС����ǿ���е��γɸ������ޣ�û�г��ֶ�·������(��ͼ7(b))�����������������ṹ�жϣ������ʹ�������£�C1�������������ݳ��Ŀ����������ܻ����C2�������������ݳ��Ŀ���������
2.1.3 �ٶ�ʸ���ֲ�
ͼ8��ʾΪC1��C2��������ͬ�����ٶ�ʸ��ͼ��C1������y=0 mm���������λ���������������Χ����������ˮƽ����x=120 mm��x=960 mmʸ��ͼ��ʾ������ֱͲ�κ������x��Ϊ���߷�����ת����ͬ�������ƫ���˶�����(��ͼ8(a))��C2�������п�������λ�õ�������x�᷽�����Ϊ����ǿ�������������ٶ�x�᷽�����Ϊ������Ҳ˵��ǿ���к���������������������Ϊ���ڽϴ���죻�����������ر�������ײ�������ǿ����������x�᷽����������ų������߱��ֶ�̬ƽ�⣬�ڲ�ͬλ��ˮƽ��������Ҳ��x��Ϊ������ת�������к�ǿ���н����������ԡ������C1����������������״̬��C2�������ڲ���ͬ��������������û�г������Ե�ƫ������(��ͼ8(b))����˵�������ʹ��������C2�������ڲ��������������Խϸߣ���C1�������ڲ������������ڽ�ǿ������ԣ��Ӷ����¿�����ҷ�����ó��ֲ�ͬ���˶�״̬��Ӱ������ķ���Ч�ʡ�
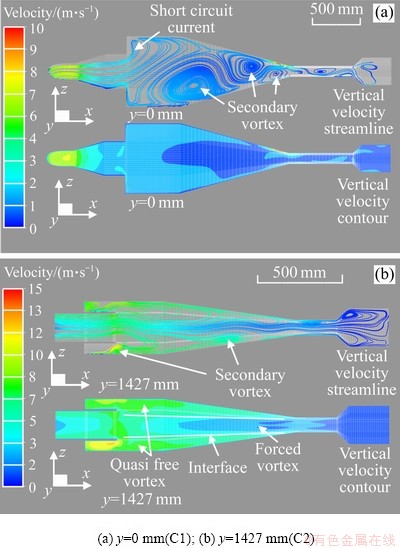
ͼ7 �����ٶ����ߺ��ٶ���ͼ
Fig. 7 Velocity streamline and contour of different sections

ͼ8 ��ͬ�����ٶ�ʸ��
Fig. 8 Velocity vectors of different sections
2.1.4 �����ٶȷֲ�
���������ٶ��DZ�������������Ч�ʵ���Ҫָ�꣬�����ٶ�Խ��Կ�������������ҷ��ҲԽ���������ڷ������ڲ�������ת��������������������������ڱڷ����Ӵ����٣����մﵽ�����Ŀ�ġ�ͼ9��ʾΪ��������ˮƽ����(x=960 mm)�����ٶȷֲ�ͼ����ͼ9��֪��������C1��������λ�ô�����������״̬��ˮƽ���������ٶȷֲ������Թ��ɣ��������ٶ���ֵ����ͶӰ���ռ�Ƚ�Ϊ39%���ң������C1��������λ������ҷ���ϵͣ���C2��������ˮƽ���������ٶȷֲ�Ϊ��Ϊ���ʰ����ηֲ��������ٶ���ֵ����ͶӰ����ﵽ��50%���ϣ�����C2����������λ�ò���������ҷ���ϴ����ܵ������������Ҳ��֮��ߣ�����ϸ�����ķ���Ч�����C1�����������ϸ��ߡ�
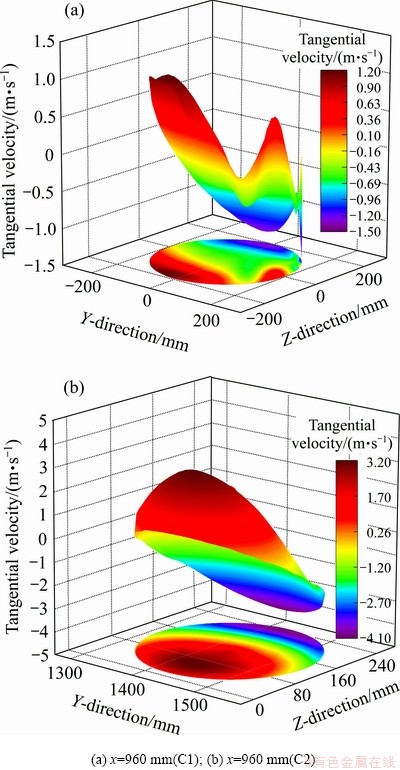
ͼ9 ����������ٶȷֲ�ͼ
Fig. 9 Tangential velocity profile of centrum section
2.2 ����������Ϊ
��������ģ��Ļ����ϣ��ԷǶ��������ķ�ʽ����GH3536���ºϽ��ĩ����չ���������ʽ�������ڲ�������Ϊ�о�����ʼ�����ٶȺ����������ٶȱ���һ�£�����2500������ֹͣ���㣬����ͳ���ܹ�������540��104��������ͼ10��ʾΪ��ͬʱ�䲽����ĩ�ֲ�ͼ����ͼ10���Կ�������ts=100ʱ��ĩ����������C1�������ڲ�����ʱ��ĩ��δ��ȫ�ڷ��������ȷ�ɢ����������ҷ���ۺ����÷�ĩ���������ּ����ϴֵĿ������ڱ�����������˶�����ϸ�Ŀ������ͣ���ڷ�����ֱͲ�Σ��ܶ�·��Ӱ�죬�в���ϸ���ȿ���ֱ�Ӵ��������ݳ�����ts=150ʱ��ĩ�ּ������Ϊ���ԣ��ϴֵĿ������������������壬�����Ѿ���������۹��У���ts=800ʱ��ĩ��������C1���������۹���Ҳ�����˴��������ȿ�����ϸ���ȿ����ܶ�·���Ͷ�����Ӱ��������������ݳ���ͨ�����ӹܵ�����C2���������ܼ������������ƣ����ӵ���������ts=2500����ʱֹͣ����ʱ���д�����ϸ����(��ҪΪ����30 ��m����)��C1����������C2���������в�������40 ��m���ϵĿ���Ҳ��ʼͨ���ܵ�����C2��������������Ϊ���ſ���Ũ��������������Ч�ʻ����½����Ӷ������г����ٽ�ߴ�Ŀ����ݳ���������Ҳ˵��ʵ���Ʒ۹����з��������Ҫ���ǿ���Ũ�ȶԷ���Ч�ʵ�Ӱ�졣ͨ�������ķ�����Ϊ�о����������ʽ���������������ͷ�ĩ�����ֱ�Ϊ400 m3/h��1 kg/min�Ĺ��������ܹ�ʵ��GH3536���ºϽ��ĩ�Ĵ�ϸ�����ּ����롣
2.3 ����������
�ڵ���������ģ�����Ļ����ϣ�������Ϊ5��15��25��35 ��m��GH3536���ºϽ��ĩΪ�о������ö���ģʽ��DPMģ�ͽ��з���Ч���о���
ͼ11��ʾΪC1��C2���������ڲ�ͬ���ȵ�GH3536���ºϽ��ĩ�ķ������������Աȡ����������������C1����������Ч��������ߣ����������ﵽ35 ��m�Ŀ������������������ӽ�100%������������С��15 ��m�Ŀ���������������������10%����ȶ��ԣ�C2��������ϸ�������и�Ϊ�����ķ���Ч������Ҳ��������Ϊ5 ��m�Ŀ��������������
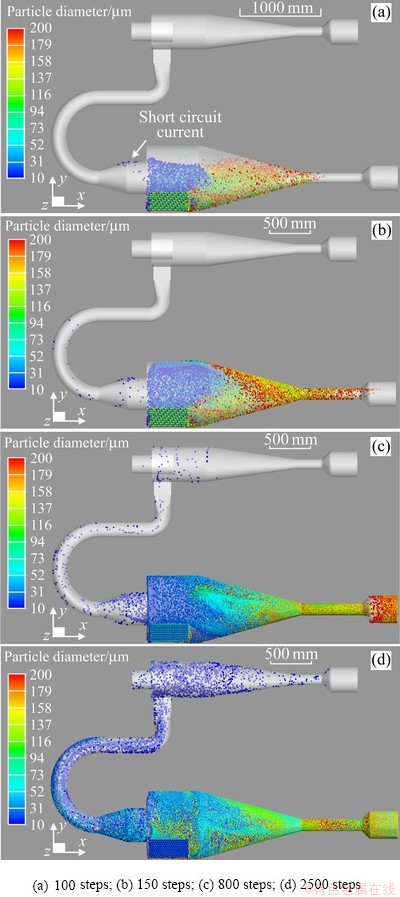
ͼ10 ��ͬʱ�䲽�������ֲ�ͼ
Fig. 10 Particle distributions at different time steps
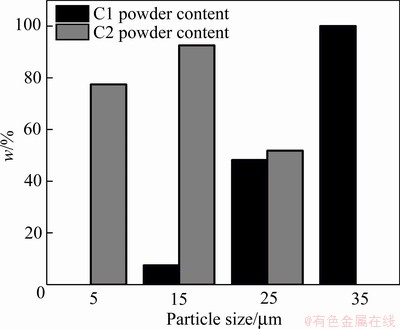
ͼ11 C1��C2�������ķ������Ա�
Fig. 11 Comparison of separation results of C1 and C2 separators
ͼ12��ʾΪ��ͬ�������������ʽ�������ڲ��켣ͼ����ͼ12���Կ�������ͬ�����Ŀ��������켣���ڲ��죬����Ϊ5 ��m�Ŀ����ܶ�·���������������������C1��������������Ч������C1�۹ޣ�ͨ��C1������������������C2����������C2�������ڲ���ǿ��˫�нṹ�������ٶȴ�ʹ����Ϊ5 ��m�Ŀ��������ڱڱ�������C2�۹�(��ͼ12(a))������Ϊ15 ��m��25 ��m�Ŀ���������Ϊ���ַֻ���C1��C2����������ʵ�ָ����ȿ����ķ��룬��������C1��������������Ϊ25 ��m�Ŀ��������������࣬��C1�����������ڽ���C2�������Ŀ���������Ը��٣���Ҳ˵��C1���������������ϴ�Ŀ�������Ч�ʸ���(��ͼ12(b)��(c))�������������ﵽ35 ��mʱ��C1�������Ѿ�����ʵ����ȫ���룬�ڶ�������������û�г��ִ�������������C2�������Ŀ���(��ͼ12(d))�����������о����������ʽ���������������400 m3/h�Լ���ĩ����Ϊ1 kg/min�Ĺ��������£���ϸ�����ּ�������ٽ�����Ϊ25~35 ��m��
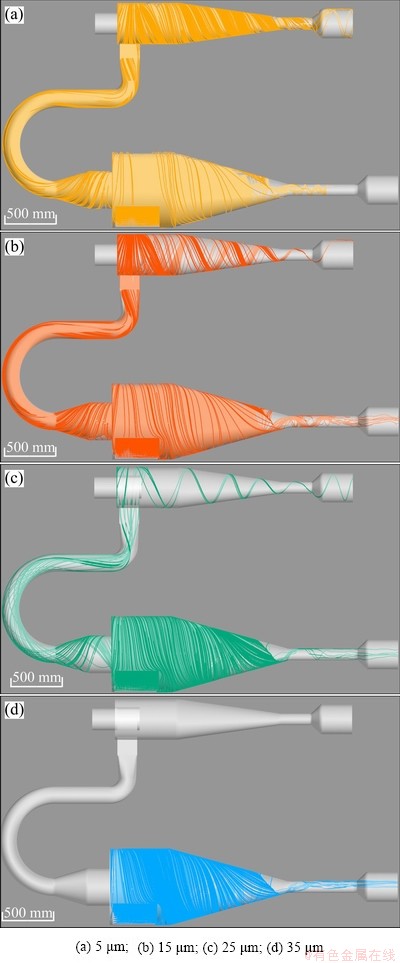
ͼ12 ��ͬ���������켣ͼ
Fig. 12 Trajectories of particles with different sizes
3 ʵ���о�
����ģ����������C1��C2�ṹ�����ʽ����������ʵ��ϸ�����ͽϴֿ����ķּ����룬��˻���C1��C2�ڲ��ṹ���ӹ���һ�����ʽ������(��ͼ13)���÷���������˫��ṹ���ڱ�Ϊ��1�ߴ磬���Ϊ�ߴ������ˮ��������װ�ڱ������ղ����о�Ժ220 kg�������Ʒ��豸�ϣ������������Ϊ400 m3/h���ң�ѹǿΪ3.5 MPa���������Ʒ�ʵ�飬�Ʊ���GH3536���ºϽ��ĩ��

ͼ13 ���ʽ��������Ƭ
Fig. 13 Photograph of combined separator
�������ԣ�C1�۹�C2�۹��з�ĩ������ԼΪ5:1��ȡ������250Ŀɸ��(��58 ��m)��еɸ�ֺ���ɨ��羵�ͼ��������Ƿ�����C1��C2��ĩ����ò�������ֲ���ͼ14��ʾΪC1��C2�۹��еķ�ĩSEM����ͼ14�ɼ���C1�۹��ڵķ�ĩ��ɢ�̶ȽϺã�ϸ����������Խ���(��ͼ14(a))��C2����������ķ�ĩ��ϸ���������϶࣬��ĩ�������ž��������Է�ɢ(��ͼ14(b))��ͼ15��ʾΪC1��C2�������۹�ĩ�����ۻ��ֲ����ߡ��������������ֲ����߷�ӳ�����������������ĩ�����IJ��졣C1�۹�������С��14.71 ��m�Ŀ���ռ�Ȳ���10%����C2�۹�������С��34.22 ��m�Ŀ���ռ�ȴﵽ90%����(��ͼ15)�������C1��������������С��15 ��m��ϸ���������ʽϵͣ���C2������������ͬ�����Ŀ������ֳ��ϸߵķ����ʡ��ɴ˿ɼ����������ʽ��������400 m3/h�Լ���ĩ����Ϊ1 kg/min�Ĺ��������£�ʵ�ʴ�ϸ�����ּ�������ٽ�����ԼΪ 34.22 ��m�����϶���DPMģ������Χ��
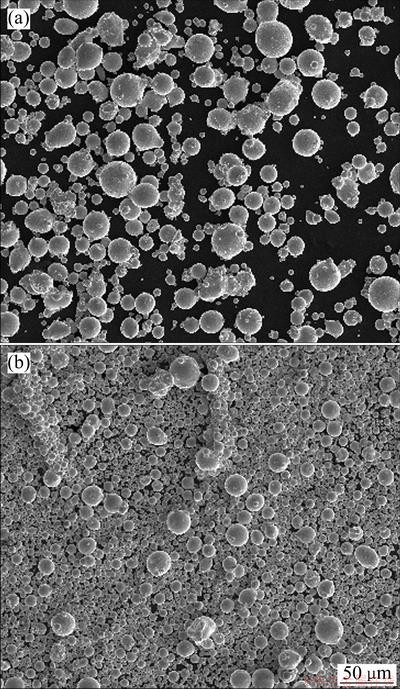
ͼ14 C1��C2�۹��еķ�ĩSEM��
Fig. 14 SEM images of powder in C1(a) and C2(b) powder containers
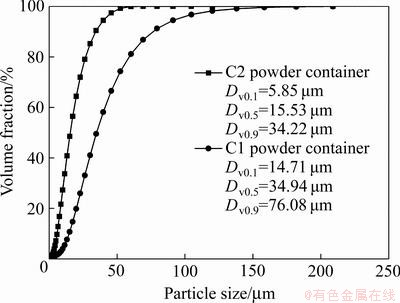
ͼ15 C1��C2�������۹��еķ�ĩ�����ۻ��ֲ�����
Fig. 15 Particle size cumulative distribution curves of powder in C1 and C2 separator powder containers(-250 mesh size)
���Ͻ�����������û���RSM��DPMģ�ͼ������ʽ�������������ܵķ��������Ժ�ȷ�Խϸߣ�����ʵ����֤�����ֽ��һ���ԽϺã����ͬʱ�ýṹ�����ʽ��������ѡ�������ۻ��÷�ĩ�Ʊ��п��Դﵽ�ּ������Ŀ�ģ���ϸ����ȥ��Ч��������
4 ����
1) ����RSM��DPM����ģ�ͼ����������Ʒ������ʽ�������������ܽ����Ϊȷ����ʵ�����Ǻ϶Ƚϸߡ�
2) ������400 m3/h����ĩ����Ϊ1 kg/min�Ĺ��������£�C1�ṹ�ķ��������γ������к�ǿ���нṹ����������ٶȲ��㣬���ܷ��������ϴֵĿ�������ϸ��������Ч��ƫ�ͣ�����ͬ����������C2�ṹ�ķ����������γɵ��͵�˫���нṹ����֤���㹻�������ٶȣ���ϸ��������Ч����Խϸߡ�
3) �������ֽṹ���������ʽ����������������ĩ�Ʊ�������Ч����ɴ�ϸ�����ķּ����룬�����˺��ڶ�ϸ�����ķ��봦�����ڣ������ڽ���ѡ�������ۻ������ý�����ĩ���Ʊ��ɱ���
REFERENCES
[1] �� ��, ������. Ӧ���ں�������Ľ����������������켼��[J]. �й����Ͻ�չ, 2015, 34(9): 684-688.
LIN Xin, HUANG Wei-dong. High performance metal additive manufacturing technology applied in aviation field[J]. Materials China, 2015, 34(9): 684-688.
[2] XIAO Dong-ming, YANG Yong-qiang, SU Xu-bin, WANG Di, LUO Zi-yi. Topology optimization of microstructure and selective laser melting fabrication for metallic biomaterial scaffolds[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(10): 2554-2561.
[3] ������, ����̩, �� ��, κ����. ����ѡ���ۻ�����ģ�߸ֵķ�չ��״��ǰ��[J]. ����������ѧ��չ, 2018, 55(1): 41-51.
WEN Shi-feng, JI Xian-tai, ZHOU Yan, WEI Qing-song. Development status and prospect of selective laser melting of mould steels[J]. Laser and Optoelectronics Process, 2018, 55(1): 41-51.
[4] �� ��, �� ˧, Ѧ����, �� ��, κ����, ʷ����. ����ѡ���ۻ�Inconel718�Ͻ���¸�ʴ����[J]. �й���ɫ����ѧ��, 2019, 29(7): 1417-1426.
TENG Qin, LI Shuai, XUE Peng-ju, TIAN Jian, WEI Qing-song, SHI Yu-shen. High-temperature corrosion resistance of Inconel 718 fabricated by selective laser melting[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(7): 1417-1426.
[5] ���S��, ����ǿ, �γ���, ������, ������. ������Ӧ�淨�Ż�����ѡ���ۻ�����CoCrMo�Ͻ��ռ���绯ѧ��Ϊ[J]. �й���ɫ����ѧ��, 2014, 24(10): 2497-2505.
WANG Bing-da, YANG Yong-qiang, SONG Chang-hui, LIU Feng-mei, MAI Shu-zhen. Process optimization and electrochemical behavior of CoCrMo alloy fabricated by selective laser melting based on response surface method[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(10): 2497-2505.
[6] ��ѧ��, ��˼��, �غ�Ծ, ������, �� ��, �����, �±���. 3D��ӡ�����о���״�ؼ�����[J]. ���Ϲ���, 2016, 44(2): 122-128.
ZHANG Xue-jun, TANG Si-yi, ZHAO Heng-yue, GUO Shao-qing, LI Neng, SUN Bing-bing, CHEN Bing-qing. Research status and key technologies of 3D printing[J]. Journal of Materials Engineering, 2016, 44(2): 122-128.
[7] Ԭ ��, �� ��, ������, �Ź���. ��������Ʊ����ºϽ��ĩ���о�[J]. ��ĩұ��ҵ, 2010, 20(4): 1-5.
YUAN Hua, LI Zhou, XU Wen-yong, ZHANG Guo-qing. The study of argon atomized superalloy powders[J]. Powder Metallurgy Industry, 2010, 20(4): 1-5.
[8] ���ٲ�, ������, �� ��, �� ��, ������. C��Hf��FGH97��ĩұ����ºϽ�����ѧƽ����������Ӱ��[J]. ��ĩұ��ҵ, 2009, 19(6): 21-27.
HAN Shou-bo, ZHANG Yi-wen, CHI Rui, JIA Jian, DONG Jian-xin. Effect of C and Hf on thermodynamic equilibrium phase precipitation in FGH97 PM superalloy[J]. Powder Metallurgy Industry, 2009, 19(6): 21-27.
[9] ��˼˼, �� ��, ������, Ф����. 3D��ӡ�ý�����ĩ���Ʊ��о�[J]. ��ĩұ��ҵ, 2016, 26(5): 21-24.
QING Si-si, YU Yong, ZENG Gui-yu, XIAO Ming-qing. Research on the preparation of metal powder for 3D printing[J]. Powder Metallurgy Industry, 2016, 26(5): 21-24.
[10] �ܲ���, ��־��, ������, �̳���, ֣���. ֱ��ѡ�������ս������ĩ���ϵ��о���չ[J]. �ȼӹ�����, 2008, 37(9): 92-94, 99.
XIONG Bo-wen, XU Zhi-feng, YAN Qing-song, CAI Chang-chun, ZHENG Yu-hui. Progress on metal powder materials used for direct selective laser sintering[J]. Hot Working Technology, 2008, 37(9): 92-94, 99.
[11] ŷ������, ������, �� ӽ. ������ĩ���ܶ�ѡ�������ս��������Ӱ��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2004, 9(2): 106-111.
OUYANG Hong-wu, HE Shi-wen, LIU Yong. Effects of properties of metal powder on selective laser sintering[J]. Powder Metallurgy Materials Science and Engineering, 2004, 9(2): 106-111.
[12] �߳���, ��ΰӾ, ��Ȩ��, Ф־�. 3D��ӡ�ý�����ĩ�������������о���չ[J]. ��ĩұ��ҵ, 2017, 27(5): 53-58.
GAO Chao-feng, YU Wei-yong, ZHU Quan-li, XIAO Zhi-yu. Performance characteristics and research progress of metal powders for 3D printing[J]. Powder Metallurgy Industry, 2017, 27(5): 53-58.
[13] �� ��, �� ��, �Ź���, ������, Ԭ ��, �� ��, ֣ ��, MI J. ˫��������������ģ���о�[J]. ���ղ���ѧ��, 2015, 35(5): 63-69.
LIU Yang, LI Zhou, ZHANG Guo-qing, XU Wen-yong, YUAN Hua, LIU Na, ZHENG Liang, MI J. Flow field of double layer atomizer[J]. Journal of Aeronautical Materials, 2015, 35(5): 63-69.
[14] GUILDENBECHER D R, LOPEZ-RIVERA C, SOJKA P E. Secondary atomization[J]. Experiments in Fluids, 2009, 46(3): 371-402.
[15] �� ��, ��ռԪ, �� ��, Ҷ����. ����������ں����ú���������е�Ӧ���о�[J]. ú����, 2016, 44(3): 66-68.
FANG Hua, ZHANG Zhan-yuan, JIANG Hong, YE Jing-fei. Study on the application of cyclone separator in HT-L pulverized coal gasification[J]. Coal Chemical Industry, 2016, 44(3): 66-68.
[16] Ԭ����, �� ��, ���Ż�, �� ��, ������, ������. ���������������ֱ�������Ĺ�ҵӦ��[J]. ʯ�������뻯��, 2018, 49(5): 31-34.
YUAN Xiao-yun, ZHAO Fei, LI Ya-hua, CHEN Han, WU Yan-yong, SUN Xiao-fei. Industrial application of cyclone separator direct connection technology[J]. Petroleum Processing and Petrochemicals, 2018, 49(5): 31-34.
[17] ������, ������, �� ��, �� Ԩ, ������. ������������ܶ�����������������ܵ�Ӱ��[J]. ����ѧ��, 2018, 69(11):282-289.
TANG Zi-teng, CHANG Yu-long, XU Lei, HUANG Yuan, WANG Hua-lin. Effects of spiral channel on separation efficiency in cyclones[J]. CIESC Journal, 2018, 69(11): 282-289.
[18] �� ��, �ź���, ��ʫ��, ������, ��ѩ��. ��ͬ�������������������������Ӱ���о�[J]. ��У��ѧ����ѧ��, 2019, 33(3): 548-556.
ZHONG Xin, DU Hao-yu, LIU Run-zhe, CHENG Xue-li. Effects of numbers of parallel micro-cyclone separators on separation performance[J]. Journal of Chemical Engineering of Chinese Universities, 2019, 33(3): 548-556.
[19] Ԭ����, ʯ����, ��˫��, ������, �ֿ���. ���������������ڸ߿��ȶ����������ܵ�Ӱ���о�[J]. �����е, 2019, 47(5): 39-43.
YUAN Hui-xin, SHI Bing-lei, FU Shuang-cheng, ZHU Xing-tong, JIA Jun-xian. Research on the influence of aspect ratio of rectangular inlet of cyclone separator on flow field and performance[J]. Fluid Machinery, 2019, 47(5): 39-43.
[20] ������, �� ��, ������, ������, ë ��, κҫ��. ����DPMģ�͵�����������ڿ���Ũ�ȳ�ģ�����[J]. ʯ��ѧ��(ʯ�ͼӹ�), 2018, 34(3): 507-514.
GAO Zhu-wei, WANG Juan, WANG Jiang-yun, FENG Liu-hai, MAO Yu, WEI Yao-dong. Simulation analysis of particle concentration of cyclone separator using the DPM model[J]. Acta Petrolei Sinica (Petroleum Processing Section) 2018, 34(3): 507-514.
[21] �� �. ������������������������о�����ֵģ��[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2007: 1-3.
ZHOU Tao. Study and numerical simulation on gas-solid two-phase characteristic of cyclone separator[J]. Shanghai: Shanghai Jiao Tong University, 2007: 1-3.
[22] HOFFMANN A C, STEIN L E. ���������ԭ������ƺ���Ӧ��[M]. ��ά��, ������, ��. ����: ��ѧ��ҵ������, 2004: 6-10.
HOFFMANN A C, STEIN L E. Gas cyclones and swirl tubes[M]. PENG Wei-ming, JI Zhong-li, transl. Beijing: Chemical Industry Press, 2004: 6-10.
[23] BRUNO C. Numerical predictions of channel flows with fluid injection using reynolds-stress model[J]. Journal of Propulsion and Power, 2002, 18(2): 295-303.
[24] �̻ᴨ. ���ºϽ��۵���������ȴ���̹����е��������������о�[D]. ����: �������պ����ѧ, 2016: 29-33.
CHENG Hui-chuan. Flow and heat transfer characteristics of superalloy droplets under processes of atomization and cooling solidification[D]. Beijing: Beihang University, 2016: 29-33.
[25] CHENAULT C F, BERAN P S, BOWERSOX R D W. Numerical investigation of supersonic injection using a Reynolds-stress turbulence model[J]. AIAA Journal, 1999, 37(10): 1257-1269.
[26] TARPAGKOU R, PANTOKRATORAS A. The influence of lamellar settler in sedimentation tanks for potable water treatment��A computational fluid dynamic study[J]. Powder Technology, 2014, 268(1): 139-149.
Numerical simulation and experimental study on separation performance of combined separator for gas atomized powder production
LIU Yang, ZHANG Guo-qing, XU Wen-yong, ZHENG Liang, LI Zhou
(Science and Technology on Advanced High Temperature Structural Materials Laboratory, AECC Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Abstract: A kind of combined separator for gas atomization equipment was designed. The combination of computational fluid dynamics(CFD) simulation and experiment were employed to investigate the separation performance. Based on the separation performance difference between two different structure separators, the coarse and fine particles can be hierarchically collected during the powder preparation process, so that the preparation cycle and the cost of alloy powder for selective laser melting(SLM) can be reduced. The results indicate that the collection efficiency of C1 structure separator for fine alloy particles is lower under the condition of argon flow rate of 400 m3/h and powder flow rate of 1kg/min, while C2 structure separator exhibits a high collection efficiency for fine alloy particles under the same gas atomization condition. These two structure separators in series connection can effectively classify fine and coarse particles, thus the separation treatment cycle in the next process can be shorten.
Key words: combined separator; numerical simulation; gas atomization powder preparation; selective laser melting
Foundation item: Project(2017YFB0305800) supported by the National Key Research and Development Program of China; Project (51434007) supported by the National Natural Science Foundation of China; Project (Z181100003318001) supported by the Beijing Municipal Science and Technology Project, China; Project(ZZCX-2019-001) supported by the Independent Innovation Project of Aero Engine Corporation of China
Received date: 2019-12-02; Accepted date: 2020-08-06
Corresponding author: ZHANG Guo-qing; Tel: +86-10-62496137; E-mail: g.zhang@126.com
(�༭ ��ѧ��)
������Ŀ�������ص��з��ƻ�������Ŀ(2017YFB0305800)��������Ȼ��ѧ����������Ŀ(51434007)�������пƼ��ƻ�������Ŀ(Z181100003318001)���й�������������ר��������Ŀ(ZZCX-2019-001)
�ո����ڣ�2019-12-02�������ڣ�2020-08-06
ͨ�����ߣ��Ź��죬�о�Ա����ʿ���绰��010-62496137��E-mall��g.zhang@126.com

