稀有金属 2006,(S1),57-62 DOI:10.13373/j.cnki.cjrm.2006.s1.015
喷射成形取代粉末冶金生产超高合金高速钢的可行性研究
祝新发 樊俊飞 乐海荣 陈顺民
宝钢股份研究院,上海工具厂有限公司,宝钢股份研究院,宝钢股份研究院,上海工具厂有限公司 上海201900,上海200092,上海201900,上海201900,上海200092
摘 要:
利用喷射成形工艺和粉末冶金工艺比较相近的特点, 通过锻造+退火+淬火回火处理, 对喷射成形超高合金高速钢 (BSF-HSS) 与成分相同的粉末高速钢 (DEX40) 的使用性能进行了对比, 前者性能达到甚至超过了后者性能, 表明喷射成形工艺取代粉末冶金工艺制备超高合金高速钢具有可行性。
关键词:
喷射成形 ;高钒高钴高速钢 ;粉末高速钢 ;
中图分类号: TF124.39
收稿日期: 2006-06-27
基金: 宝钢集团有限公司重点科研项目 (BG010102) 资助;
Probability of Production of Super High Alloyed High Speed Steel by Spray Forming Instead of Powder Metallurgy
Abstract:
Spray forming, which is similar to powder metallurgy technology, is used to produce super high alloyed high speed steel by forging, annealing, quenching and tempering. The service properties of the spray formed super high alloyed high-speed steel (BSF-HSS) were compared with powder metallurgy high speed steel (DEX40) , the compositions of which were close to the former.The results show that the properties of BSF-HSS come close to those of DEX40.The probability of producing super high alloyed high speed steel by spray forming instead of by powder metallurgy is apparent.
Keyword:
spray forming;high vanadium and high cobalt high speed steel;powder metallurgy high speed steel;
Received: 2006-06-27
粉末冶金高速钢 (粉末高速钢) 是一种兼具韧性与耐磨性的高合金钢种, 它解决了原来高速钢冶炼过程中产生的一次碳化物粗大和偏析, 从而影响材质的问题
[1 ]
。 其碳化物微细, 组织均匀, 没有材料方向性, 具有长年使用尺寸稳定等特点, 因此广泛用于制造难加工材料的切削工具, 特别适合制作大型拉刀、 立铣刀、 滚刀和剃齿刀。 特别是近年来粉末高速钢在模具、 轧辊等领域的应用有快速成长之趋势。 不过, 粉末高速钢的制造工序相当复杂
[2 ]
, 包括制粉-配料-混粉-压制 (或冷等静压) -装盒、 抽真空-热等静压-后加工-成品, 可看出需要热等静压等设备昂贵的投资, 因此粉末高速钢的价格相当昂贵。 此外, 粉末冶金法中常规的喷雾制粉 (水雾化及气体雾化) 能量的利用率是极低的, 仅为3%~4%, 而且粉末的收得率, 即合乎粒度要求的粉末量不高, 相当部分粗粉要回炉重熔。 而我国在粉末高速钢的研究方面也不多, 使用的粉末高速钢几乎全靠进口, 因此, 为了降低粉末高速钢的生产成本, 需要探索一种新型工艺来生产高速钢, 特别是制作高性能具有高附加值的高速钢就显得非常重要。 喷射成形生产技术, 作为制备新材料的一种半固态加工技术
[3 ]
, 在生产一些高性能先进材料中, 与粉末冶金工艺相比较, 工序比较简单, 不需要热等静压等设备昂贵的投资, 且所生产的材料具有与粉末冶金材料组织性能相似的特点。 而且喷射成形工艺熔炼金属的热能及喷雾气体的能量得到了直接而又充分的利用, 不仅制得粉末颗粒金属, 而且作为形成预成形坯的动力, 节约了粉末预成形至烧结全过程的能源消耗。 在接收器内沉积的粉末金属的收得率达到100%。 如果让沉积块脱模后直接进行后续锻造, 其余热也得到了充分的利用。 喷射成形是在气体喷雾基础上衍生出来的, 同样需要熔炼及气体喷雾装置。 不同的是喷雾产物飞行路径短, 喷射沉积室没有喷粉接收塔那么高大。 而且接收器应能视产品要求控制沉积物的冷却速率, 装置的投资少。 工艺装备少, 工艺的能耗低, 可降低工艺成本。 本文的目的是进行超高合金高速钢如高钒高钴高速钢的喷射成形试验研究, 从其实际应用性能的角度探索采用该工艺生产的高钒高钴高速钢制作金属切削工具的可行性试验研究。
1 实 验
本文所用的喷射成形工艺设备由作者所在项目组自行设计和制造, 由感应加热系统、 雾化喷嘴、 特制的收集基板及其他附属系统 (电源、 真空机组、 水冷系统) 等部分组成。 所要研究的高钒高钴高速钢的主要成分 (%, 质量分数) 为:1.31C-0.34Si-0.400Mn-4.20Cr-5.18Mo-3.1V-6.4W-8.31Co。 喷射成形操作过程是: 将大约5 kg的高速钢母合金料 (铸棒) 放入感应炉内加热熔化。 在高于熔点150~250 ℃温度下保持一段时间, 使熔体的温度和成分达到均匀。 然后用高压氮气向熔体喷射, 使之雾化成细小液滴, 飞行并沉积在收集基板上, 完成凝固并形成坯体。 由于喷射成形坯体中存在一定量的孔洞, 因此需要将其热锻进一步致密化。 热锻后再经退火、 淬火回火处理。 然后进行磨削制成机用丝锥, 并测试其性能。 为了说明由喷射成形工艺所制备的刀具材料性能好坏, 本文还使用国外进口的同成分材料 (日本大同公司的DEX40粉末高速钢) 做对比试验。
2 结果及讨论
2.1 高钒高钴高速钢喷射成形态组织分析
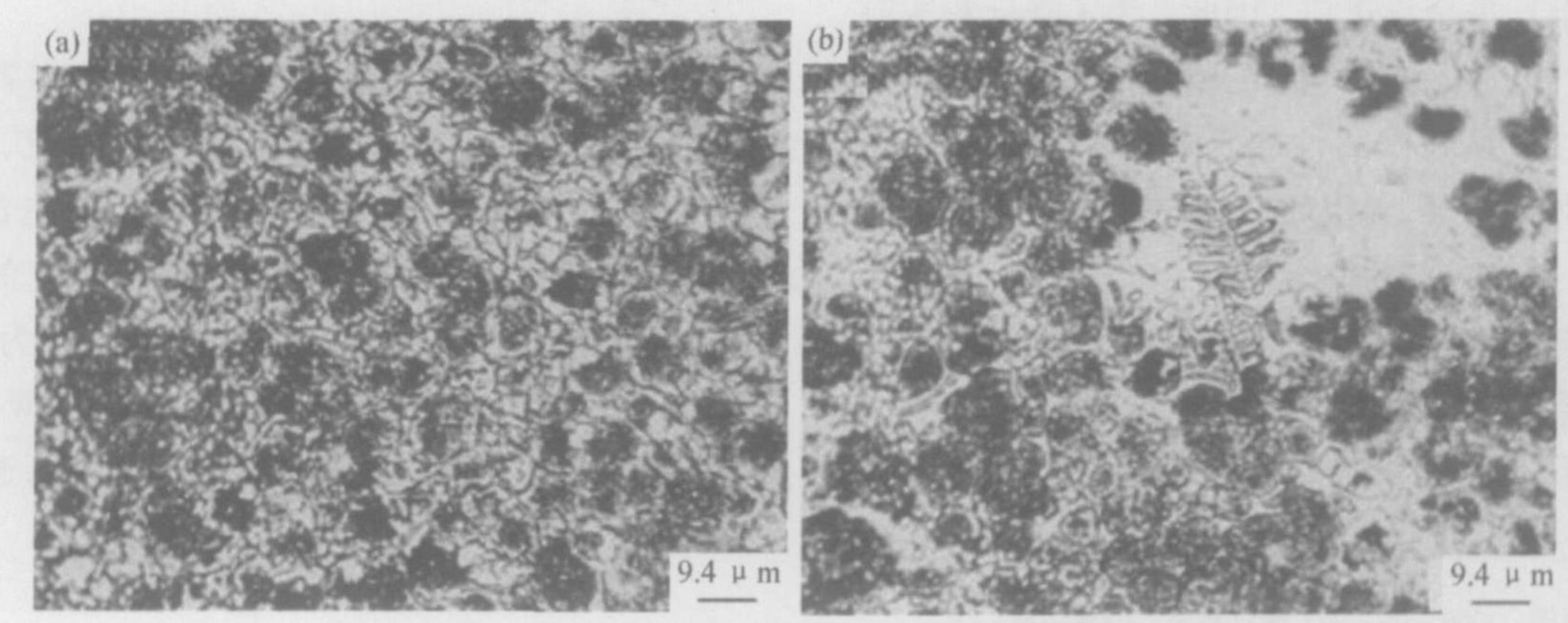
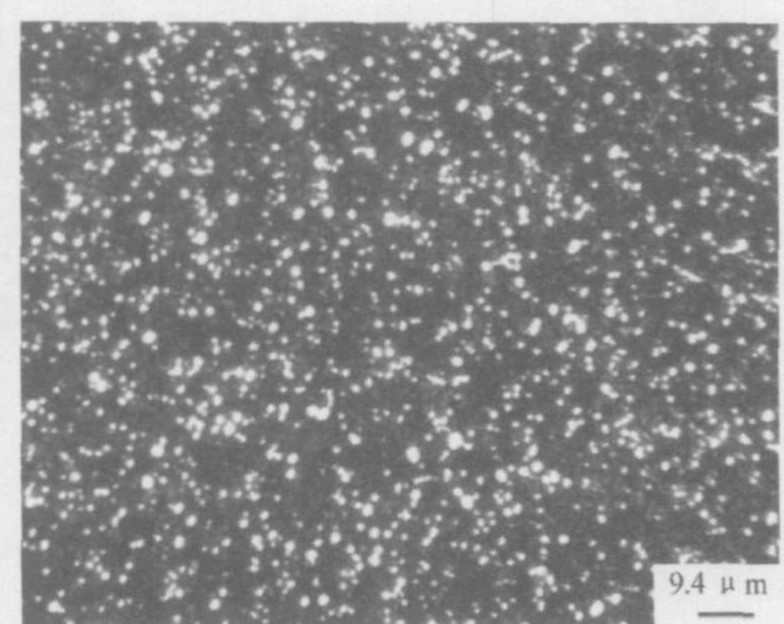
图1为高钒高钴高速钢喷射成形态试样显微组织, 其组织特征是均匀等轴细晶粒组织, 存在的黑色组织为淬火马氏体, 白色的组织是残余奥氏体, 由于喷射成形的雾化过程中, 不可避免地出现大尺寸液滴, 大液滴在沉积过程中因为冷却速度稍慢会出现骨骼状共晶莱氏体
[4 ]
(图1 (b) ) 。 与一般的熔炼高速钢相比较, 具有的特征是: 没有出现大量的骨骼状共晶莱氏体; 一次碳化物主要在晶界呈网状析出。
2.2 热锻+退火后高钒高钴高速钢性能分析
利用阿基米德排水法对热锻+退火后的高钒高钴高速钢试样的密度进行了测定, 如表1所示。 经过热锻+退火处理后, BSF-HSS试样的密度与DEX40密度相当。 表1中还给出了利用洛氏硬度计 (HRB) 和布氏硬度计 (HB) 分别对热锻+退火后两种材料进行了硬度分析结果, 两者基本相近。
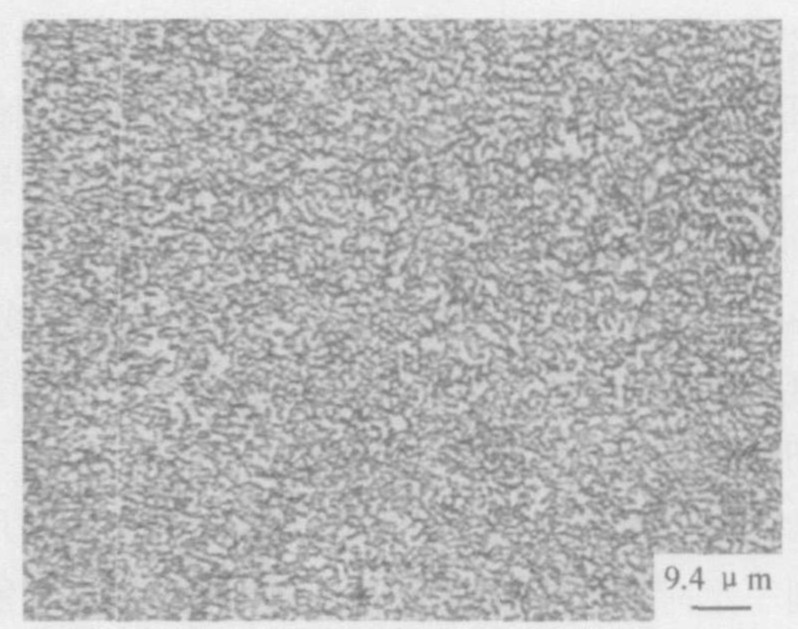
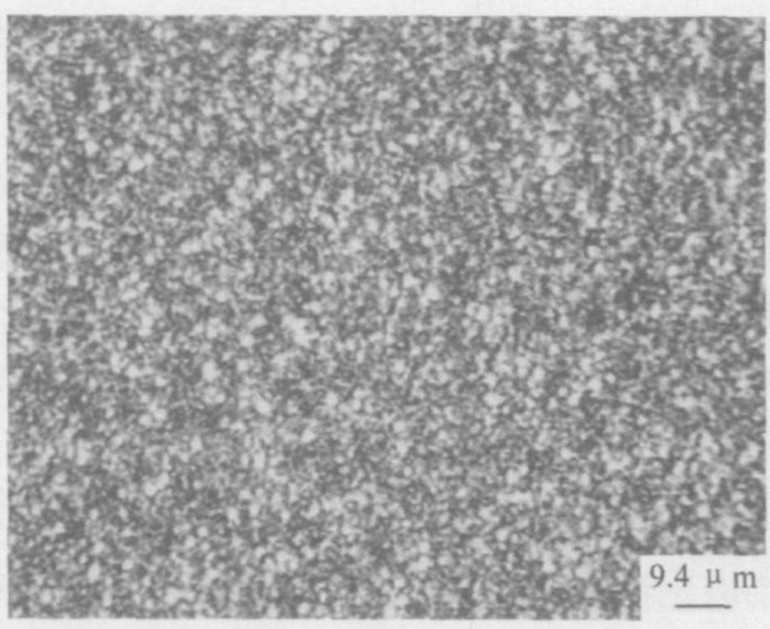
经过热锻+退火处理后, BSF-HSS的显微组织如图2所示。 图3是经过热锻+退火后的DEX40的显微组织。 可知经锻造+退火处理后, BSF-HSS原先喷射态中沿晶界析出的网状碳化物已被碎化, 碳化物分布趋向均匀, 但碳化物的圆整度尚不理想 (图2) 。 DEX40的碳化物球化程度优于BSF-HSS (图3) 。
2.3 淬火回火后高钒高钴高速钢性能分析
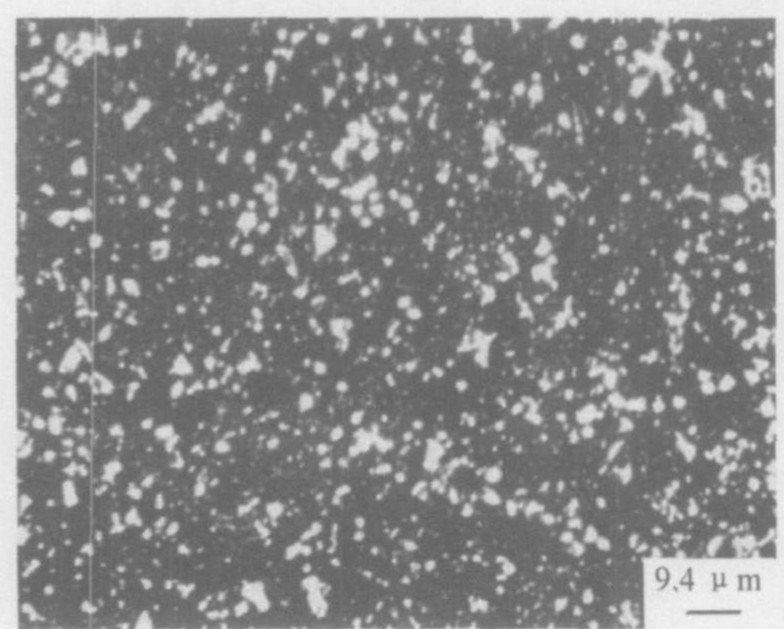
图4, 5分别是高钒高钴高速钢经淬火回火处理 (1180 ℃淬火/3次550 ℃×1 h回火) 后的显微组织。 可看到DEX40钢中碳化物非常细小, 而BSF-HSS钢的碳化物相对较粗大, 但分布比较均匀。 经过淬火回火处理, BSF-HSS钢的硬度值达到了HRC66.23, 而DEX40钢的硬度值则为HRC66.86, 两种钢的硬度值比较相接近。
2.4 高钒高钴高速钢材料制成的机用丝锥切削性能测试
在对机用丝锥进行切削试验时, 分别检测了DEX40钢和BSF-HSS钢机用丝锥加工同样材料40Cr的主要切削性能。
表1高钒高钴高速钢材料经热锻+退火后的密度和硬度分析Table 1Density and hardness of high vanadium and cobalt alloyed high speed steel after being hot-forged and annealing
炉号
密度/ (g・cm-3 )
硬度 (HRB100 )
硬度/ (HB)
BSF-HSS
8.14
100
240
DEX40
8.15
104
260
图1 高钒高钴高速钢喷射成形态试样显微组织 Fig.1 Microstructure of as-sprayed high vanadium and cobalt alloyed high-speed steel (BSF-HSS)
两种材料制作的机用丝锥形状和尺寸设计完全相同。 攻丝过程中, 转速为125 r・min-1 ; 试验过程中用来加工的材料为调质处理40Cr钢标准试块, 其硬度210HB, 标准试块厚度为23 mm。 标准试块通孔攻丝。 表2是BSF-HSS钢和DEX40钢进行切削试验的结果比较。
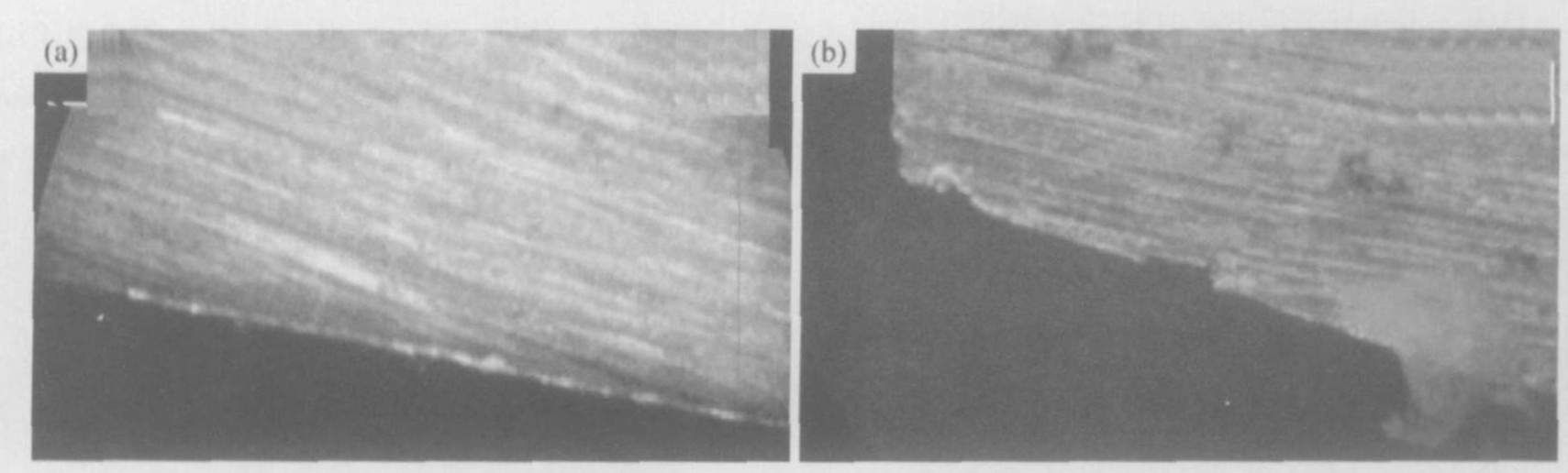
第一次试验中, 将BSF-HSS钢和DEX40钢各加工一个标准试块, 孔总数为48孔。 加工完毕后考察两种丝锥的磨损情况。 图6是第一次切削试验中的两种丝锥的磨损图。
加工到48孔时, 制作的丝锥第三至第六牙之间发生磨损现象, 表面发黑, 最大磨损量达到0.041 mm, 且有崩刃情况出现; 而BSF-HSS钢制作的丝锥第三至第六牙之间也发生了磨损现象, 但磨损量小于DEX40钢制作的丝锥, 且表面没有发黑现象, 最大磨损量仅为0.023 mm, 没有出现崩刃。
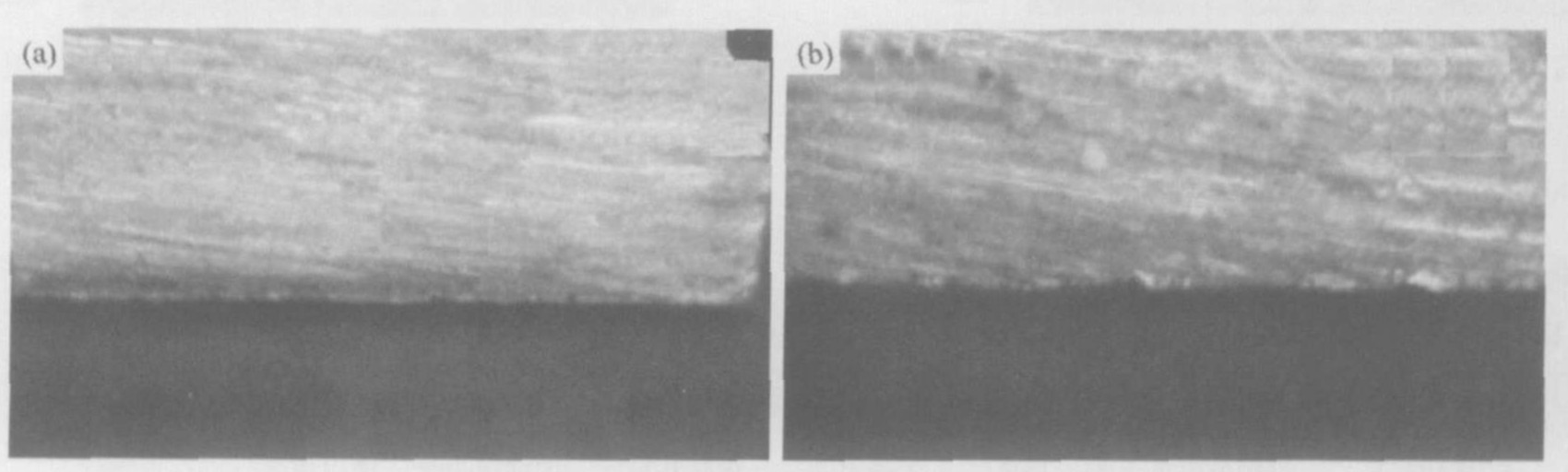
在第二切削试验中, 丝锥加工的孔数为65孔, DEX40钢加工的孔数则为61孔。 图7是第二次切削试验后两种丝锥的磨损图。
图2 热锻+退火处理后BSF-HSS的显微组织 Fig.2 Microstructure of BSF-HSS being hot-forged and annealing
图3 热锻+退火处理后DEX40的显微组织 Fig.3 Microstructure of DEX40 being hot-forged and annealing
图4 淬火回火处理后BSF-HSS的显微组织 Fig.4 Microstructure of BSF-HSS being quenched and tempered heat treatment
图5 淬火回火处理后DEX40的显微组织 Fig.5 Microstructure of DEX40 being quenched and tempered heat treatment
表2 丝锥切削试验结果比较Table 2 Results of cutting experiment for taps
材料名称
第一次
第二次
攻丝孔数
磨损量/mm
崩刃情况
发黑情况
攻丝孔数
磨损量/mm
崩刃情况
发黑情况
BSF-HSS钢
48
0.023
无
无
65
0.024
无
无
DEX40钢
48
0.041
有
发黑
61
0.031
有 (轻微)
有
第二次切削试验后, BSF-HSS钢制作的丝锥第三至第六牙之间发生了磨损, 其最大磨损量为0.024 mm, 没有出现发黑和崩刃情况。 由DEX40钢制作的丝锥第三至第六牙之间发生的磨损最大量为0.031 mm, 出现了轻微发黑和轻微崩刃情况。
通过两次切削试验, 表明BSF-HSS钢制作的丝锥性能优于DEX40钢制作的丝锥。 这主要与所用高速钢显微组织中碳化物的存在情况有关。
对于由高速钢制作的刀具来说, 在用其切削材料的过程中, 主要承受的是与被切削材料之间的磨损作用。 刀具的耐磨损性与刀具材料基体中碳化物的数量、 尺寸和分布密切相关
[5 ]
。
含有大量合金碳化物是高速钢组织的重要特征, 它们对高速钢的性能和质量都起着关键的作用。 它们既保证了高速钢具有很高的硬度、 耐磨性和耐热性等使用性能, 同时也可能是产生种种质量问题的重要根源
[6 ]
。 如碳化物分布不均匀会造成碳化物剥落, 淬火时产生局部过热、 混晶, 硬度不均匀等危害。 当碳化物颗粒细小, 外形多是球形或椭球形且分布均匀时钢的质量一般都很好。 而当存在较多角状大颗粒碳化物时, 对钢的质量和性能都会带来不良的影响。 而当钢中碳和合金元素含量高时碳化物数量往往会增加, 但其较粗。 一般认为碳化物的数量增加会改善刀具的耐磨损性, 而碳化物尺寸的增大则损害刀具的耐磨损性。 因此为避免高合金化高速钢中碳化物尺寸粗大的问题, 人们常常寻求从快速凝固入手
[7 ,8 ,9 ]
, 首先解决钢中元素宏观偏析、 细化铸态组织, 然后通过后续工艺细化钢中碳化物颗粒尺寸。 粉末高速钢的发明就是为了加快钢液的凝固速度, 减少偏析, 使铸态组织细化后碳化物颗粒尺寸细小, 分布更均匀。 不过, 对于粉末冶金高速钢来说, 虽然其内的碳化物均匀分布, 但是碳化物颗粒太细小, 因此在切削过程中粒子几乎对所受的摩擦磨损不产生任何阻力。 当存在较大的网状碳化物 (如常规熔炼的高速钢中) 时, 因不能保护刀具基体在与被切削材料之间的摩擦过程中受到磨损, 因此不能改善刀具材料耐磨损性。 只有当碳化物粒子的尺寸达到一定时且碳化物在基体中均匀分布时, 才能提
图6 第一次切削试验高速钢丝锥磨损 (64×) (a) BSF-HSS钢; (b) DEX40钢 Fig.6 Abrasion of HSS taps during the first time of cutting experiment
图7 第二次切削试验高速钢丝锥磨损 (64×) (a) BSF-HSS钢; (b) DEX40钢 Fig.7 Abrasion of HSS taps during the second time of cutting experiment
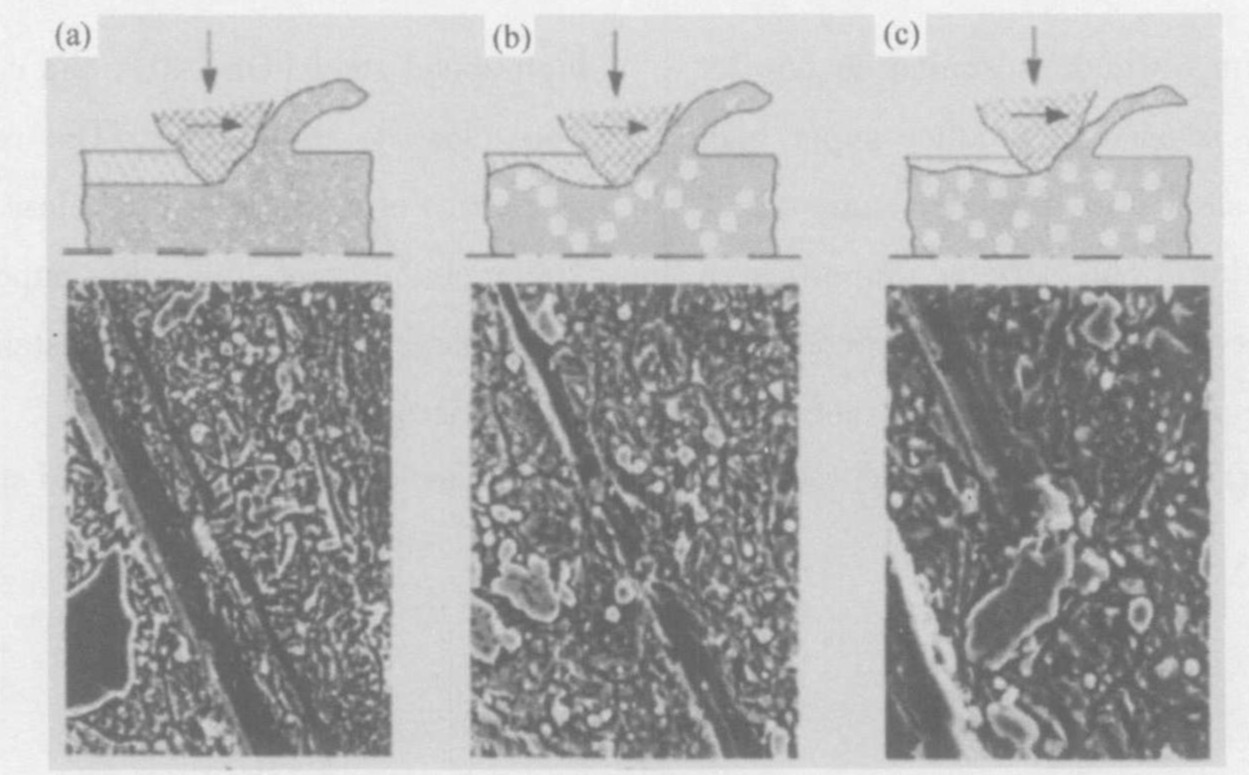
供最佳的耐磨损性, 图8比较形象地说明了碳化物粒子的尺寸和分布对耐磨损性的影响。 比较本文所制作的BSF-HSS钢和DEX40钢的碳化物粒子大小和数量可知, BSF-HSS钢淬火回火后的数量明显比DEX40钢多, 而碳化物粒子则相对粗大 (如图4和5所示) , 但已接近于达最佳耐磨损性时的碳化物粒子大小, 因此表现在切削使用性能方面, 采用BSF-HSS钢制作的丝锥达到DEX40钢丝锥的使用性能, 甚至超越。 这个结果与Spiegelhauer
[10 ]
的结果比较一致。
图8 工具钢中碳化物粒子的尺寸大小和分布对耐磨损性的影响示意图[5] (a) 粉末高速钢; (b) 熔炼高速钢; (c) 喷射成形高速钢 Fig.8 Influence of carbide size and distribution on wear resistance of tool steels
3 结 论
比较喷射成形超高合金高速钢和成分相同的粉末高速钢制成的机用丝锥切削性能试验的结果, 表明: 经过锻造、 退火、 淬火回火处理后, 喷射成形超高合金高速钢 (BSF-HSS) 与成分相同的粉末高速钢 (DEX40) 的使用性能进行了对比, 前者性能达到了后者性能, 甚至超越。 在制造工序、 能源利用和工艺成本以及使用性能方面, 喷射成形工艺取代粉末冶金工艺生产超高合金高速钢具有可行性。
参考文献
[1] 于启勋.粉末冶金高速钢[J].机械工程师, 2001, 2:66.
[2] 李念辛, 李森蓉, 金一粟.新型粉末金属高合金钢制造技术[J].中国机械工程, 1996, 7 (5) :95.
[3] 孙国强.半固态加工技术及其应用[J].稀有金属, 2003, 27 (3) :382.
[4] Lee Eon-Sik, Park Woo-Jin, JungJ Y, et al.Solidification micro-structure and M2C carbide decomposition in a spray-formed highspeed steel[J].Metallurgical and Materials Transactions, 1998, 29A (5) :1395.
[5] Schruff I, Schuler V, Spiegelhauer C.Advanced tool steel pro-duced via sprayforming[A].Karlstad.Proceedings of the 6thInter-national Tooling Conference[C].Sweden, 2002.1159.
[6] 罗迪.碳化物颗粒尺寸等因素对高速钢质量和性能的影响[A].吴立志编.高速钢应用文集[C].河北石家庄:河北冶金科技股份有限公司, 2002.10.
[7] 徐柱天, 张少明, 任路杨, 等.氩气雾化快速凝固技术制取Al-Li合金粉末[J].稀有金属, 1994, 18 (6) :467.
[8] 陈翌庆, 苏勇, 丁厚福, 等.快速凝固Al-Fe-Ce合金显微组织及热稳定性的研究[J].稀有金属, 2000, 24 (5) :321.
[9] 李永伟, 朱学新, 徐柱天, 等.快速凝固偏晶合金的显微结构[J].稀有金属, 1998, 22 (4) :308.
[10] Spiegelhauer C.Industrial production of tool steels using the sprayformingtechnology[A].Karlstad.Proceedings of the 6th Interna-tional Tooling Conference[C].Sweden, 2002.1101.