-
文章编号:1004-0609(2007)02-0283-07
-
连续挤压变形力学模型接触应力分布规律
樊志新,宋宝韫,刘元文,运新兵
(大连交通大学 材料科学与工程学院,大连 116028)
摘 要:在连续挤压技术研究的基础上,通过观测挤压轮槽金属的变形形貌,提出了“五分区”的连续挤压变形过程描述模型,构成了连续挤压轮沟槽变形区系统、完整、准确的表征。根据各分区的变形特点,利用塑性力学理论得出接触应力的解析表达式,讨论连续挤压变形区接触应力的分布特点与规律。通过深入分析,得出了个分区关键参数的设计准则与确定方法,探讨了提高挤压力的措施,最后通过与实验结果的比较验证了其工程应用价值。
关键词:金属成形;连续挤压;应力分布
中图分类号:TB 124 文献标识码:A
Deformation model and stress distribution of
continuous extrusion process
FAN Zhi-xin, SONG Bao-yun, LIU Yuan-wen, YUN Xin-bing
(School of Material Science and Engineering, Dalian Jiaotong University,
Dalian 116028, China)
Abstract: Based on the research about state of metal in groove, an new Five Zone describing model for continuous extrusion process was established to describe the process, and its analytic solution of stress calculation for each sub-zone was given. The correctness was testified through experimentation, which verifies that it is an effective analyzing method for continuous extrusion industry application to estimate the load on the extrusion wheel and chamber. In addition, the principle for increasing extrusion pressure and determining way for key parameters on each sub-zone was discussed.
Key words: metals forming; continuous extrusion; stress distribution
连续挤压是1972年在国际上提出的塑性加工新方法,与传统挤压方法相比,具有节能、材料利用率高、自动化生产、可制造大长度产品等优点[1],并为复合、粉末等先进材料的制造提供了新的手段,因此被誉为有色金属加工技术的一次革命。英国Babcock线材设备公司和Holton机器公司分别在1975和1978年开始制造商用的连续挤压机及其配套设备[2],并全球销售。
我国连续挤压技术的研发与应用工作起步也较快,1984年开始从国外引进设备,当时主要用于电冰箱铝管的生产。为了加快消化吸收的进程,曾将软铝连续挤压技术的研究列为“七五” 国家重点科技攻关项目,由中南大学、大连交通大学等单位承担。该研究如期顺利完成,并荣获国家科技进步奖。在此基础上,大连交通大学成立了连续挤压工程研究中心,成为我国唯一专门从事连续挤压和连续包覆技术的研究机构和制造基地,实现了科研成果向生产力的转化,不仅取代了大量的进口,并且出口到东南亚、澳洲和欧洲等国家[3]。
在传统的有色金属正挤压过程中,首先将坯料加热到成形温度,变形驱动力来自挤压杆,在其驱动下使坯料在挤压筒内向模具方向运动、升压,最终使坯料通过模口挤压成产品。由于坯料与挤压筒之间的相对运动产生很大的摩擦力,使有效挤压力降低,从而损失相当一部分挤压能量。而连续挤压技术却巧妙地利用这一摩擦力作为变形的驱动力,同时利用摩擦生热的原理产生变形所需要的温度。
连续挤压成原理见图1所示,挤压轮在动力驱动下沿图示方向作旋转运动,在挤压轮圆周上有一环形沟槽,模腔内表面工作圆弧与挤压轮的外圆表面相吻合、模腔上的挡料凸块与挤压轮的沟槽相吻合,构成密封带。杆坯料经压料轮压紧在挤压轮的沟槽内,在摩擦力的作用下被连续送入由挤压轮沟槽和模腔内表面构成的挤压腔,坯料在腔体挡块前面沿圆周运动受阻,产生需要的温度和压力并进入模腔,然后通过装在模腔内的模具挤成产品。

图1 连续挤压工作原理
Fig.1 Schematic diagram of principle of CONFORM process
连续挤压技术的关键是控制金属在摩擦驱动下的材料变形过程。它既是连续挤压的核心,也是连续挤压变形工具及设备设计的基础,这需要充分了解材料的变形机制与温度、应力的分布规律及其影响因素。由于连续挤压的变形过程远比传统挤压复杂,它是包含热、摩擦和机械耦合作用的三维空间流动的非线性系统。因此在世界范围内,关于连续挤压及包覆技术理论、工艺和设备设计方面的研究只有不多的公开报导,从而使理论研究滞后于生产应用,在很大程度上制约了连续挤压技术的发展进程。
尽管连续挤压的工艺理论研究不尽系统和完善,但国内外的学者都在局部范围内潜心研究并取得了一些可喜的成果,这些成果可为连续挤压理论的研究提供有益的参考和研究基础。在该技术出现的初期(1979年),Tirosh等[4]利用工程近似法和能量法给出了挤压轮槽坯料接触压力分布规律的雏形。LI等[5]将变形区划分为4个子区,通过一些假设条件,应用塑性理论得出了变形区坯料的速度场和应力场。钟毅[6]在此基础上,利用不同的假设条件,给出了沿挤压靴方向的压力分布规律。此外,为了计算设备的驱动转矩与功率,Kim等[7]将连续挤压等效成侧向挤压,利用上限法计算挤压力,继而计算挤压转矩。张新宇[8]根据铝包钢丝的制造特点,推导出了包覆模具单位挤压力的上限公式。
大变形有限元分析软件DEFORM的成功开发,为连续挤压坯料变形的数字模拟提供了重要手段。Cho和Jeong[9-10]利用2D和3D DEFORM软件分析了实心元铝杆产品的变形过程,并模拟了表面分离和卷曲现象;Lu等[11]利用2D DEFORM软件模拟了AA6061铝合金挤压过程的应力、应变及温度场。宋宝韫[12],Lee[13],Reinikainen等[14]利用3D DEFORM软件分别模拟了铝包覆、铝多孔管和铜的连续挤压变形过程,并各自给出了各自的模拟结果。在材料学研究方面,Slater[15]在实验的基础上,分别分析了挤压工艺参数对铜及铝包钢丝产品的微观和亚微观组织结构的影响情况。
本文作者在研究分析和大量观测连续挤压生产过程中变形金属形态基础上,提出了“五分区”的连续挤压变形过程描述模型,利用塑性力学理论给出各区的解析表达式,并通过与实验结果的比较验证了其工程应用价值。
1 连续挤压变形过程与变形区域划分
1.1 变形过程
为了从宏观上很好理解连续挤压成形过程的实质,对比传统正挤压,可将连续挤压过程形象地理解为:杆坯料本身既是被挤压的材料,又是挤压杆。进入挤压轮槽前段的杆坯料在摩擦力的作用下向前运动,由于此时温度较低,坯料本身具有足够的强度,可认为是“挤压杆”;在挤压轮槽后段,由于摩擦效应使温度升高,已经达到其成形温度,认为是“坯料”,它在前段“挤压杆”的驱动下连续地从模口挤出。在稳定的生产过程中,前段“挤压杆”不断地转换成了后段的“坯料”,前后两段的“交接”位置保持不变。这一“交接”位置在以前的研究中未理解和分析透彻,所以在计算过程中没有考虑[4, 6]。
实际中的“交接”位置是一个连续的渐变过程,很难找到精确的界限。但为了能深入认识和理解连续挤压工艺原理、简化问题以便得出具有指导意义的计算方法,有必要根据不同的变形特点,对变形区域进行有限而合理的划分。
1.2 变形分区
由于连续挤压的变形过程是在挤压轮沟槽和模腔构成的“挤压腔”内完成的,此挤压腔基本上是一段拱门形断面圆弧,其弧长和断面宽度的比值一般都大于20,所以可认为金属是沿着圆弧方向的一维流动,因此分区就是沿圆弧方向,按不同的功能、作用和变形特点进行分段。
1) 初始咬和区(Ⅰ区)
坯料由压料轮压住到开始镦粗变形前的这一段区域(见图2的Ⅰ部分)。在该区内,坯料除由于压料轮压下咬入时产生的少量压扁变形外,基本不再发生其它的塑性变形。坯料与挤压轮槽底和槽两侧壁接触。在设备运转情况下槽内已衬有坯料金属的涂层,该涂层是在挤压工作区时,由于压力和温度的作用涂在槽表面上的,而当其转到初始咬和区前时,在挤压轮内冷却水的冷却下,温度降低,使涂层具有相当的强度、与挤压轮之间具有足够的结合力,可以认为涂层和挤压轮为一整体,不会发生相对滑动和脱落。因此在Ⅰ区内,摩擦产生在具有一定温度的坯料涂层和室温的杆坯料之间,具有较高的摩擦系数,从而可产生足够的驱动力使后边的金属发生镦粗变形。

图2 五分区模型变形区划分
Fig.2 Distribution of deformation zone for five sub-zone model
2) 镦粗变形区(Ⅱ区)
坯料在前边Ⅰ区摩擦力和后边阻力的作用下,沿轴向(挤压轮的周向)产生镦粗变形(见图2的Ⅱ部分),使坯料由原来的断面逐渐镦粗到与挤压轮沟槽和模腔构成的流道断面形状。在此区内,实际上是变形空间间隙的逐渐填充直至全部充满的过程。同时,由于坯料截面不断加大,有效摩擦驱动力也随之增加。
3) 密封驱动区(Ⅲ区)
在此区内,由于坯料刚充满变形空间,尚未达到塑性流动所需要的温度,坯料从挤压轮和模腔之间的缝隙(工作间隙)挤出阻力较大,相当于变形空间封闭,所以压力急剧升高。压力升高的同时,使摩擦力增大,从而进一步提高了有效挤压驱动力。另一方面,温度也继续升高,为后续的变形提高了条件。
4) 剪切变形区(Ⅳ区)
这一区域可形象地理解为,Ⅰ、Ⅱ、Ⅲ区共同构成了不断向前推进的“挤压杆”,其中Ⅲ区为形成密封作用,防止金属倒流的“挤压垫”,从而组成了连续挤压的驱动部分。在其作用下,由Ⅲ区一直到模腔挡块前区域的坯料,一方面受到挤压轮槽底和侧壁驱动摩擦力的作用,另一方面还受到挡块的阻挡和摩擦,金属产生了大量的剪切变形,伴随有大量的变形热和摩擦热,基本达到了塑性流动所需的温度,同时金属内部的静水压力不断升高,在挡块前达到了克服模腔内变形阻力和摩擦阻力,从模腔入口挤入所需的挤压力的要求。
5) 密封区(Ⅴ区)
由于挤压轮与模腔之间有相对运动,必须留有一个很小的间隙,保证两者之间不接触产生磨损。当挤压应力达到坯料的屈服极限时,金属将挤入间隙内,在一定的压力和温度条件下,从间隙内流出形成“溢料”。该区的作用是密封挤压工作腔,以建立足够的压力使坯料通过模具挤出。密封间隙区由沟槽两边的间隙和挡块与沟槽的间隙构成。
2 连续挤压变形力学模型的建立
变形区坯料沿挤压轮周向和母线方向的作用力分布规律具有重要意义,它是连续挤压机主轴系统和模座系统设计的基础,因为只有将变形区中金属的力学行为研究清楚了,才能进行对作为连续挤压“动边”(主轴系统)和“静边”(模座系统)的相关力学分析和计算,该部分是构成连续挤压机最主要也是最为关键的两个部件。
2.1 基本假设
模拟中进行如下假设:
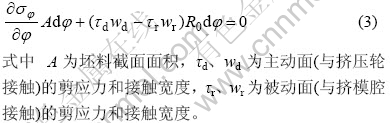
1) 坯料为符合Mises屈服准则的圆杆,5个变形区同时存在于工作段内,见图3所示。在Ⅰ、Ⅱ、Ⅲ区(低温)的屈服极限为σsl,在Ⅳ、Ⅴ区(高温)的屈服极限为σsh。坯料与挤压槽壁的摩擦状态在Ⅰ、Ⅱ、Ⅲ区均为库仑摩擦, 与挤压轮的摩擦系数分别为 μ0,μ1,μ2;与模腔的摩擦系数为μ3,在Ⅵ、Ⅴ区为剪摩擦,摩擦力τ=0.5σsh。
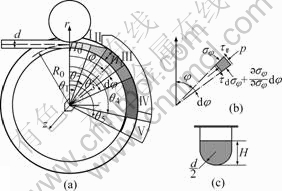
图3 变形区分布
Fig.3 Distribution of deformation zone: (a) Sub-zone in groove; (b) Cutting element; (c) Section view of groove
2) 由于挤压腔的圆弧长度与断面积比较大,认为沟槽内金属是沿着圆弧方向(θ)一维稳定流动的平面应力问题,即在每一时刻,沟槽上垂直于挤压轮轴线方向(z)各截面的应力分布规律相同,在沟槽内沿挤压轮半径方向(r)应力状态不变。
3) 在变形区Ⅱ、Ⅲ、Ⅵ和Ⅴ内,金属在r,θ两个方向均产生压缩变形并且变形量相等,根据金属流动法则,有σr=σφ。
2.2 沿挤压轮周向接触应力分布方程
在Ⅰ区,经过压料轮压扁后的坯料与挤压轮槽底和槽两个侧壁接触, 在库仑摩擦力的作用下将使坯料屈服产生镦粗变形,则坯料与轮槽的接触压应力为

在Ⅱ区,坯料已经屈服开始产生镦粗变形,坯料的截面面积和与挤压轮槽的接触长度不断增加,直至完全充满沟槽为止。
根据基本假设,有:

所以有

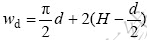
取夹角为dφ的坯料微元段为研究对象,见图3(b)所示。由力平衡微分方程得:
将式(2)代入式(3)并整理后得:

在此区域, ,
, ,
, ,
, 。令H沿φ角度方向线性增加,即:
。令H沿φ角度方向线性增加,即:  。由于接触宽度与截面面积相比为小量,在计算
。由于接触宽度与截面面积相比为小量,在计算 时,可取其变化部分的平均值进行简化计算,即
时,可取其变化部分的平均值进行简化计算,即

将其代入式(4)并整理后得:

将式(5)积分得:

考虑到Ⅱ区与Ⅰ区的分界点处应力应连续,代入边界条件:当 时,
时, ,可得积分常数C,然后整理得:
,可得积分常数C,然后整理得:
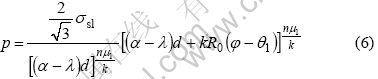
式(6)即为Ⅱ区的接触应力分布规律函数。
对于Ⅲ区,τd=μ2 p, τr=μ3 p,  ,
,
 。将它们代入式(4),积分并代入Ⅱ区连续边界条件得:
。将它们代入式(4),积分并代入Ⅱ区连续边界条件得:

在Ⅳ区, ,其余与Ⅲ区相同,同理可得:
,其余与Ⅲ区相同,同理可得:
2.3 沿挤压轮轴向接触应力分布方程
由前面的基本假设可知,接触压应力在沟槽内沿挤压轮轴线z方向为等值。在Ⅰ、Ⅱ区坯料仅在沟槽内,但在Ⅲ、Ⅳ区时,坯料的一部分开始从挤压轮与模腔之间的工作间隙δ向外溢出,称为“溢料”。由于结构的对称性,仅研究沟槽一侧工作间隙内的金属流动情况,结果如图4所示。若忽略挤压轮转动的影响,则间隙内的金属可认为是平行平面间的平面应变挤压型流动,根据主应力法分析,力平衡方程为 ,由屈服准则
,由屈服准则 及
及 ,并代入边界条件
,并代入边界条件  及
及 可得:
可得:

为了减小溢料,一般 ,为了简化计算,设其分布规律为满足两个边界的线性函数,即:
,为了简化计算,设其分布规律为满足两个边界的线性函数,即:

可以证明, ,利用此简化公式进行设计计算是偏于保守的,即计算值比实际要大一些。
,利用此简化公式进行设计计算是偏于保守的,即计算值比实际要大一些。
整理后,可得接触压应力沿轴线的分布规律为
简化公式为

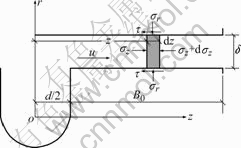
图4 密封工作间隙金属流动示意图
Fig.4 Schematic diagram of metal flow in sealed clearance
3 接触应力分布方程及其规律
3.1 接触应力分布方程
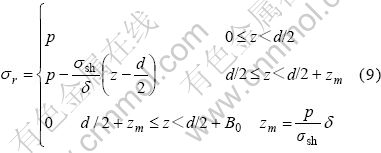
将上述公式合并汇总,可得变形区接触压应力及剪切应力分布方程为:
沟槽内接触压应力(z=0→d/2)

沟槽外接触压应力( <d/2+B0)
<d/2+B0)
接触剪应力

为了使表达式更易理解,各区的弧长以坯料直径d的倍数表示,令:
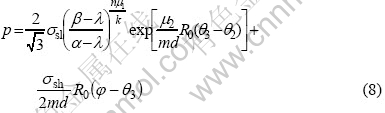
并设模腔入料口处( )的挤压应力
)的挤压应力 ,可得:
,可得:

3.2 接触压应力分布规律
由式(11)可知,沟槽内沿挤压轮周向接触压应力在Ⅱ区随角度φ呈幂函数增长;在Ⅲ区随角度φ呈指数函数增长;在Ⅳ区随角度φ呈线性增长;在Ⅴ区开始线性下降,直至为零。沿挤压轮轴向z接触应力在沟槽内为等值,在沟槽外呈线性下降,直至为零。其分布规律见图5所示。
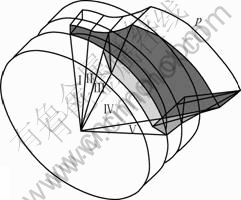
图5 接触压应力分布示意图
Fig.5 Schematic diagram of distribution of contacting stress
3.3 分析
在Ⅰ区,槽底及槽壁的库仑摩擦力应使坯料屈服,则 ,所以
,所以
或者
此关系可以作为Ⅰ区包角确定的设计准则。
Ⅱ、Ⅲ区的弧长在材料、结构尺寸和工艺条件确定的情况下为定值,一般不会变化很大,可以通过大量实验的观察和研究来获得。如对于纯铜, 当然,可以根据需要对此区的大小进行控制,当增强冷却时,此区可以相应加大。
当然,可以根据需要对此区的大小进行控制,当增强冷却时,此区可以相应加大。
Ⅳ区的弧长与具体产品的挤压应力有关,挤压应力越大,弧长越大,即 越大。由式(14)可得:
越大。由式(14)可得:

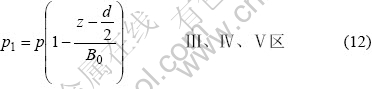
由式(9)可知,在模腔的入料口处, 。为了尽量减少溢料,在设计时,应保证密封宽度
。为了尽量减少溢料,在设计时,应保证密封宽度 ,此关系可以作为密封带宽度的设计依据。
,此关系可以作为密封带宽度的设计依据。
3.4 提高挤压力的措施
从式(14)可以看出,为了在设计时提供足够的挤压力,提高挤压应力,可以从如下几个方面进行考虑:
1) 增加β/α,实际上是提高驱动磨擦的接触宽度。
2) 增加m2、m3、m4,加大驱动磨擦的接触弧长。
3) 增大磨擦系数μ1、μ2,减小磨擦系数μ3。
4) 增大B0/δ,即增加密封宽度,减小工作间隙。
5) 增大σsl和σsh,即提高冷却效果,降低温度。
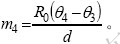
6) 在相同包角的条件下,增大R0/d。但由于受模腔材料高温强度的限制,挤压应力不可能无限地加大。通过大量工程实践知道,铜挤压时模腔的寿命最短,主要是挡块部分产生塑性变形而使模腔过早失效,因此该部分是挤压工装寿命的瓶颈。在设计时,一方面通过模腔流道优化尽量减少挤压力,另一方面可采用高强度的模腔或挡块材料。第三方面就是由被挤压材料和挡块材料的强度极限确定R0/d的最大值。
对于铜挤压,则按挡块的强度σtool可计算R0/d的最大值为:

4 计算结果的实验验证
实验设备为TLJ350连续挤压机,纯铜杆坯料直径分别为8 mm和12.5 mm,产品截面积分别为50 mm2和80 mm2,由检测和分析可得:m2=m4=m5=0.5; m3=1.8, 取μ1=μ3=0.3; μ2=0.4; σsl=150 MPa; σsh=40 MPa,计算和测试结果如表1所列:
表1 纯铜杆坯料的模拟计算和检测结果物理量表示
Table 1 Measured and calculated results of pure Cu pole

由表可见理论计算与实验测试结果比较吻合,可以满足工程计算的要求。
5 结论
采用分区切块法,描述了连续挤压的金属变形过程,在此基础上得出接触压应力和剪应力的解析表达式及分布规律。讨论提高挤压力的有效措施,分析了各变形区的特点与设计准则,为深入理解连续挤压的变形机制和连续挤压机的设计与分析提供有益的参考。
REFERENCES
[1] Harper S. Special extrusion processes for non-ferrous metals [J]. The Metallurgist and Materials Technologist, 1980: 257-260.
[2] Hawkes D J, Morgan R E. Conform extrusion: current method and capabilities [J]. Wire Ind, 1991, 58: 323-326.
[3] 宋宝韫,樊志新. 铜、铝连续挤压技术特点及工业应用[J]. 稀有金属,2004, 28(1): 257-261.
SONG Bao-yun, FAN Zhi-xin. Characters of continuous extrusion for aluminum & copper and its industry application [J]. Chinese Journal of Rare Metals, 2004, 28(1): 257-261.
[4] Tirosh J, Grossman G, et al. Theoretical and experimental study of the COMFORM metal forming process[J]. Transactions of the ASME, 1979, 101(3): 116-120.
[5] LI Ming-dian, SONG Bao-yun. Study of the velocity field and
the stress field in the CONFORM [A]. Proc Fourth Int Conf on Technology of Plasticity[C]. Beijing, 1993: 668-673.
[6] 钟 毅. 连续挤压技术及应用[M]. 北京: 冶金工业出版社, 2004.
ZHONG Yi. Continuous Extrusion and Its Application [M]. Beijing: Metallurgical Industry Press, 2004.
[7] Kim Y H, Choa J R. A study of the application of upper bound method to the CONFORM process [J]. Journal of Materials Processing Technology, 2000, 97: 153-157.
[8] 张新宇. 铝包钢线连续包覆挤压力的上限计算[J]. 塑性工程学报, 1999, 16: 10-16.
ZHANG Xin-yu. Calculation of upper bound method on AS wires continuous extrusion [J]. Journal of Plasticity Engineering, 1999, 16: 10-16.
[9] Cho J R, Jeong H S. CONFORM process: surface separation, curling and process characteristics to the wheel diameter [J]. Journal of Materials Processing Technology, 2003, 136: 217-226.
[10] Cho J R, Jeong H S. Parametric investigation on the curling phenomenon in CONFORM process by three-dimensional finite element analysis [J]. Journal of Materials Processing Technology, 2001, 110 : 53-60.
[11] Lu J, Saluja N, Riviere A L, Zhou Y. Computer modeling of the continuous forming extrusion process of AA6061 alloy [J]. Journal of Materials Processing Technology 1998, 79: 200-212.
[12] 宋宝韫. 连续包覆型腔塑变区速度场分析 [J]. 中国机械工程,1999,10: 314-317.
SONG Bao-yun. Analyze of flow field on Conklading die chamber [J]. China Mechine Engineering, 1999, 10: 314-317.
[13] Lee J M. Effects of chamber shapes of porthole die on elastic deformation and extrusion process in condenser tube extrusion [J]. Materials and Design, 2005, 26: 327-336.
[14] Reinikainen T, et al. Finite-element analysis of copper extrusion processes [J]. Journal of Materials Processing Technology, 1992, 34: 101-107.
[15] Slater H K. Development experience with the COMFORM continuous extrusion process on copper [J]. Wire J, 2000, 16: 76-82.
基金项目:国家自然科学基金资助项目(50635020)
收稿日期:2006-07-20;修订日期:2006-12-08
通讯作者:樊志新, 教授;电话: 0411-84109167; E-mail: fanzx@djtu.edu.cn
(编辑 龙怀中)

