稀有金属 2013,37(01),33-37
稀土镁合金搅拌摩擦焊接接头组织及性能分析
杨素媛 钟红然 陶逸诗 杨颖
摘 要:
成功实现了7 mm厚Mg-Gd-Y系镁合金板的搅拌摩擦焊接,用光学电子显微镜、扫描电子显微镜等手段对焊接接头进行分析。实验结果表明:接头表面光滑,没有裂纹。显微组织特征显示接头有明显分区,各区域晶粒度存在差异。在旋转速度为800 r・min-1,焊接速度为100 mm・min-1时,可以获得较好的焊接性能,抗拉强度达到母材的87%,断后伸长率达到母材的84%。焊缝显微硬度的最低值出现在前进侧机械热影响区,断口表现为准解理断裂特征,断口剖面局部可见镁与稀土元素Gd和Y形成的形状规则、颗粒细小的第二相粒子。
关键词:
稀土镁合金;搅拌摩擦焊;显微组织;力学性能;
中图分类号: TG407
作者简介:杨素媛(1966-),女,内蒙古人,硕士,教授级高级工程师;研究方向:金属材料(E-mail:yangsuyuan@bit.edu.cn);
收稿日期:2012-06-15
Microstructure and Properties of Friction Stir Welded Joints of Magnesium Rare Earth Alloy
Abstract:
7 mm thick Mg-Gd-Y magnesium alloy was successfully welded by friction stir welding(FSW).The joints were analyzed by means of optical microscope and scanning electron microscope(SEM) etc.The results showed that the top surfaces of welds were smooth and there was no crack.The microstructure of the joints had obvious regional characteristics.The grain sizes of different zone had significant difference.When the rotating speed was 800 r ・ min-1 and the welding speed was 100 mm ・ min-1,the good weld was achieved,and the ultimate strength of the weld joint reached 87% of that of the base metal,and the elongation reached 84%.The minimal micro-hardness occurred on the advancing side of the thermo-mechanically affected zone.The fracture was quasi-cleavage fracture.The second phase of Gd and Y were fine particles with regular shape and could be observed in the section of fracture.
Keyword:
Mg-Gd-Y magnesium rare earth alloy;friction stir weld;microstructure;mechanical properties;
Received: 2012-06-15
镁合金被称为21世纪的“绿色”工程材料,在航空、航天、汽车、机械等方面有广阔的应用前景[1,2,3]。随着镁合金应用范围的逐渐扩大,传统的镁合金已经不能满足要求。因此新型的稀土镁合金以其独特的性能[4,5,6,7],引起了广泛的关注。
由于镁合金自身的特点,在使用传统的熔焊焊接方式时,焊接接头质量差,有疏松的氧化膜,且存在气孔、裂纹等缺陷[8]。焊接技术成为制约镁合金发展的关键技术之一。搅拌摩擦焊接(FSW)是英国焊接研究所开发的一种固相连接技术,克服了熔化焊的诸多缺点,可以得到性能良好的焊接接头。随着研究的深入,搅拌摩擦焊已经从最初的铝合金逐渐应用于镁合金、钛合金以及异种合金之间的连接[9]。
国内外学者对镁合金搅拌摩擦焊接的研究主要基于AZ系、AM系等镁合金[10,11,12,13,14],而关于稀土镁合金的焊接文献资料很少。本文以7 mm厚MgGd-Y系稀土镁合金为母材研究稀土镁合金焊接的可行性,为稀土镁合金的连接提供一种可靠的连接方法,同时扩大FSW的可应用材料的范围。
1 实验
实验用焊接材料为7 mm厚的Mg-Gd-Y系稀土镁合金轧制板,焊件尺寸规格为190 mm×100 mm,其主要化学成分如表1所示。
表1 稀土镁合金成分(%,质量分数)Table 1Chemical compositions of RE-Mg alloy(%,mass fraction) 下载原图

表1 稀土镁合金成分(%,质量分数)Table 1Chemical compositions of RE-Mg alloy(%,mass fraction)
搅拌摩擦焊实验在北京航空制造工程研究所提供的搅拌摩擦焊设备上进行。焊接方式为单道对接焊。焊接工艺参数选取如下:搅拌头的轴肩直径为15 mm;搅棒针直径为4.7 mm,长度为6.6mm。搅拌头倾斜角度为2.5°。搅拌头旋转速度为800 r・min-1,焊接速度为100 mm・min-1。
依据GB2651-2008制成标准拉伸试样,在万能材料试验机上进行室温拉伸试验;用HITACHI S-4800型场发射扫描电子显微镜观察其断口形貌;制备金相试样,在ZEISS Observer.A1m型金相显微镜下分析焊接接头微观组织特征,观察面为试样的横截面;用数显维氏硬度计测试硬度。
2 结果与讨论
2.1 焊接接头的宏观形貌
图1为焊接接头的表面形貌图。焊板整体平整,无变形,表面无裂纹。图1(a)为焊接接头的正面形貌。焊接方向从左向右,可以看到焊合区有明显的表面弧纹,接头末端有搅拌头取出时留下的孔洞。图1(b)为焊接接头的背面形貌,背面光滑,无未焊透现象。

图1 焊接接头表面形貌Fig.1 Macroscopically appearance of FSW weld(a)Front;(b)Back
2.2 焊缝微观组织
图2为浸蚀后焊接接头横截面宏观形貌,可以见到明显的分界,板材完全焊透,焊缝由上到下逐渐变窄。图3是焊接接头组织区域示意图。焊合区可分为:冠状区,焊核区,机械热影响区(TMAZ),热影响区(HAZ)。各区在焊接过程经历了不同的热-机作用,在微观组织上呈现不同的组织形貌,且各区域并不是对称分布的。
在焊核区中(如图4(a)所示)可以看到明显的塑性金属环形变形带,高倍显微镜下(如图4(b)所所示)。
观察发现该区是由非常细小的等轴晶组成,晶粒尺寸平均为5.5μm,远小于母材晶粒。分析认为,焊核区金属在搅拌头的强烈搅拌下发生明显的塑性变形,且摩擦作用产生的热量大,使之形成大量的再结晶晶核。而且镁合金的导热性能比较好,产热过程和散热过程都非常快,晶粒来不及长大,因此形成均匀的细小的等轴晶粒。
图5为TMAZ及HAZ的微观组织。TMAZ在搅拌头的作用下发生较大的弯曲变形,并在热循环的作用下发生回复反应,形成回复晶粒组织,虽然此区域也经历了热机械过程,但由于变形应变不足,没有发生动态再结晶。在图5(a)和(b)中,原来的母材晶粒由于机械作用而被拉长了,整体晶粒大小分布不均匀。在图5(c)和(d),图中左侧为TMAZ,右侧为HAZ。HAZ在焊接过程中仅受到热循环作用,发生了晶粒粗化现象,晶粒与母材相似,晶粒大小不均匀,最大晶粒粒径能达到50μm,最小粒径只有5μm,平均粒径为13μm。在图5(c)可观察到明显的塑化金属变形流动痕迹。
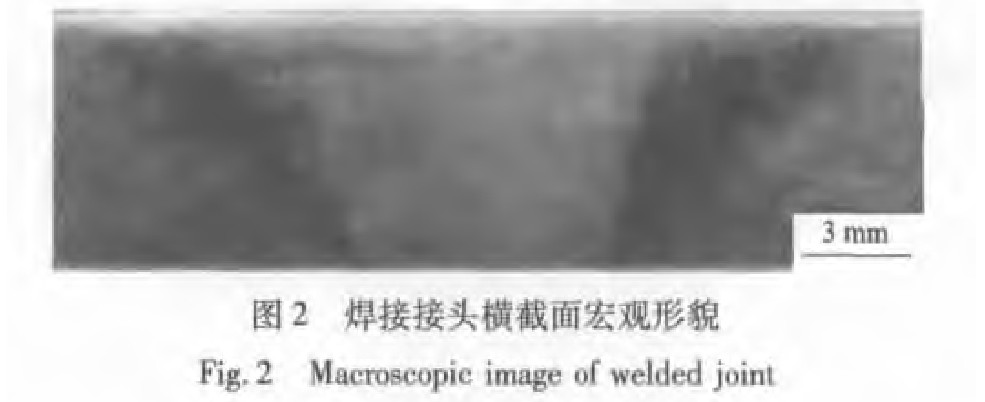
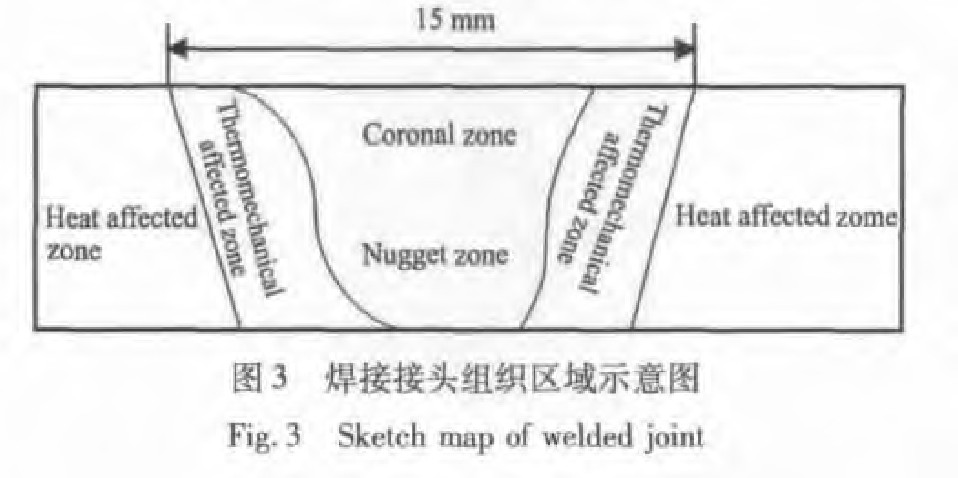
图6为冠状区的微观组织。冠状区既受到搅拌针的搅拌作用又受到轴肩的轴向压力的作用,靠近上表面区域受到轴肩旋转摩擦影响较大,所以可以看到水平的塑性变形带,而往下区域主要受到搅拌针的搅拌作用,塑性变形带消失。晶粒有被拉长的现象,平均粒径为10μm。
2.3 焊接接头拉伸力学性能
表2为焊接接头与母材的室温静态拉伸试验所得结果。从表2可见,焊接接头的抗拉强度为225 MPa,达到了母材的87.2%。焊接接头试样的断后伸长率为9%,达到母材的84%。焊缝的综合力学拉伸性能良好。
2.4 接头的硬度分布
以焊缝为中心,在离试样上下表面各2 mm处沿试样的宽度方向测量焊缝的硬度。试验结果见图7。焊核区域显微硬度高于前进侧和回撤侧的显微硬度,底部的显微硬度普遍高于顶部的显微硬度,而硬度最低值位于前进侧的TMAZ/HAZ过渡区。焊接过程材料从前进侧的轴肩处挤出,前进侧与焊缝材料之间存在很大的相对变形差和组织上的差异,故前进侧是FSW接头的薄弱区域。从显微硬度分布可以间接说明接头断裂位置在前进侧的TMAZ区域。
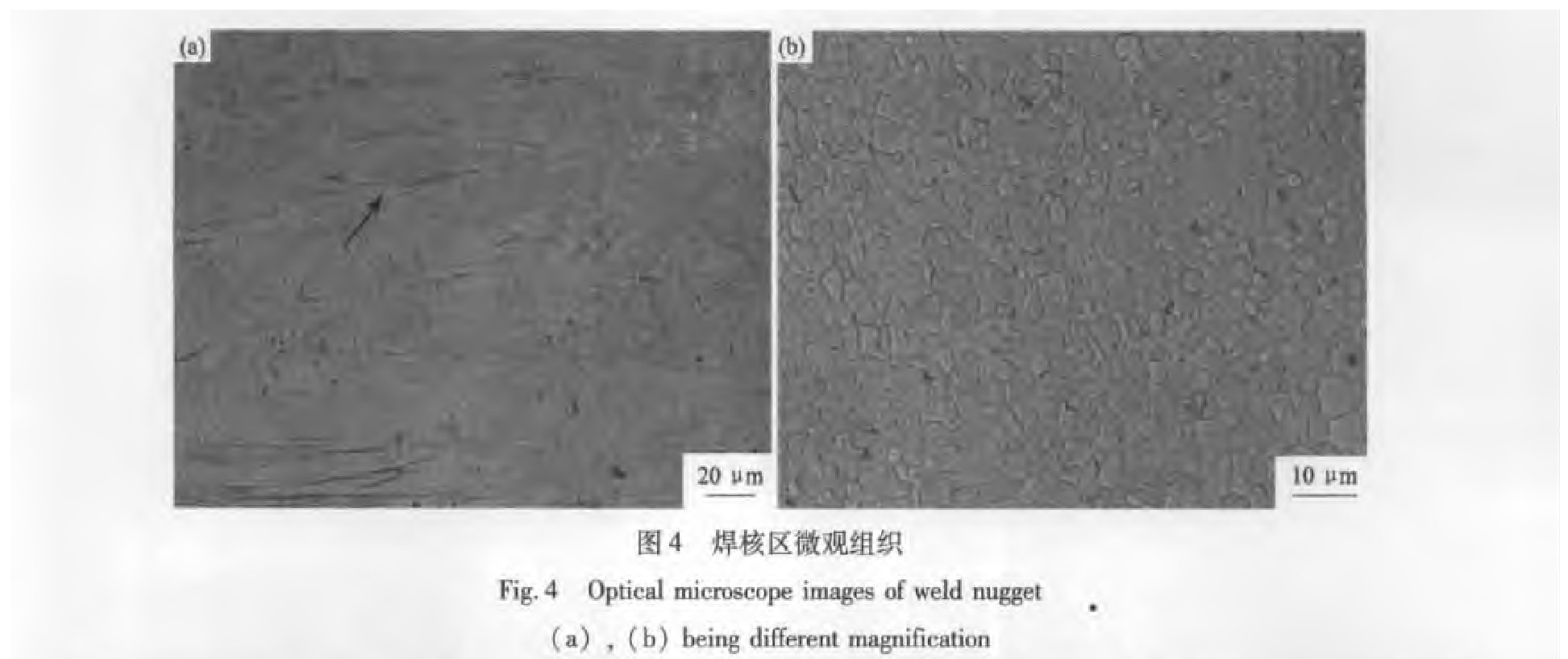
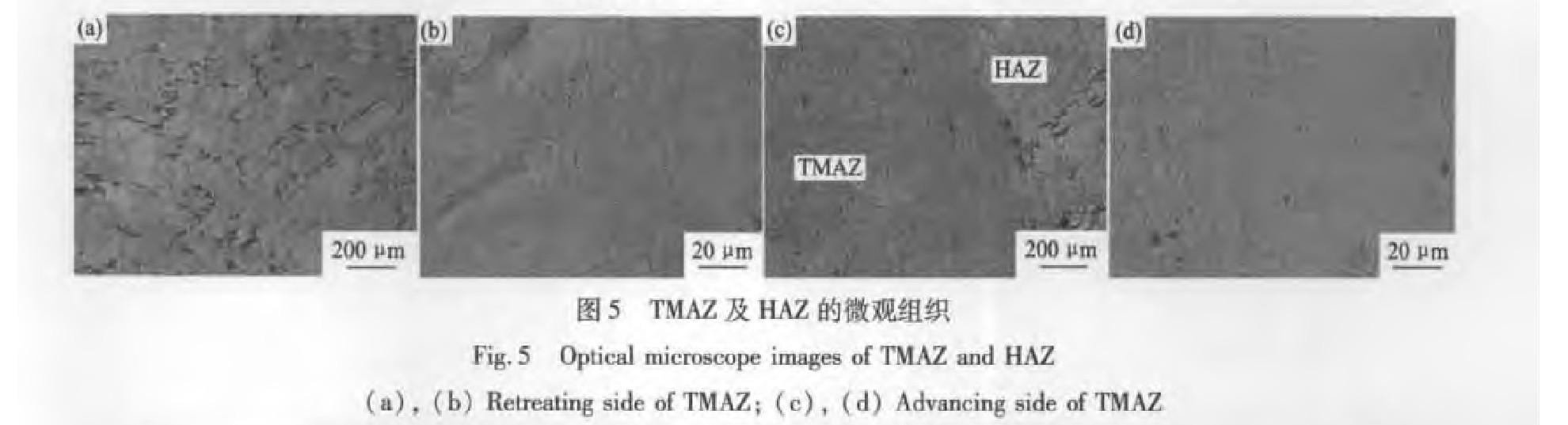
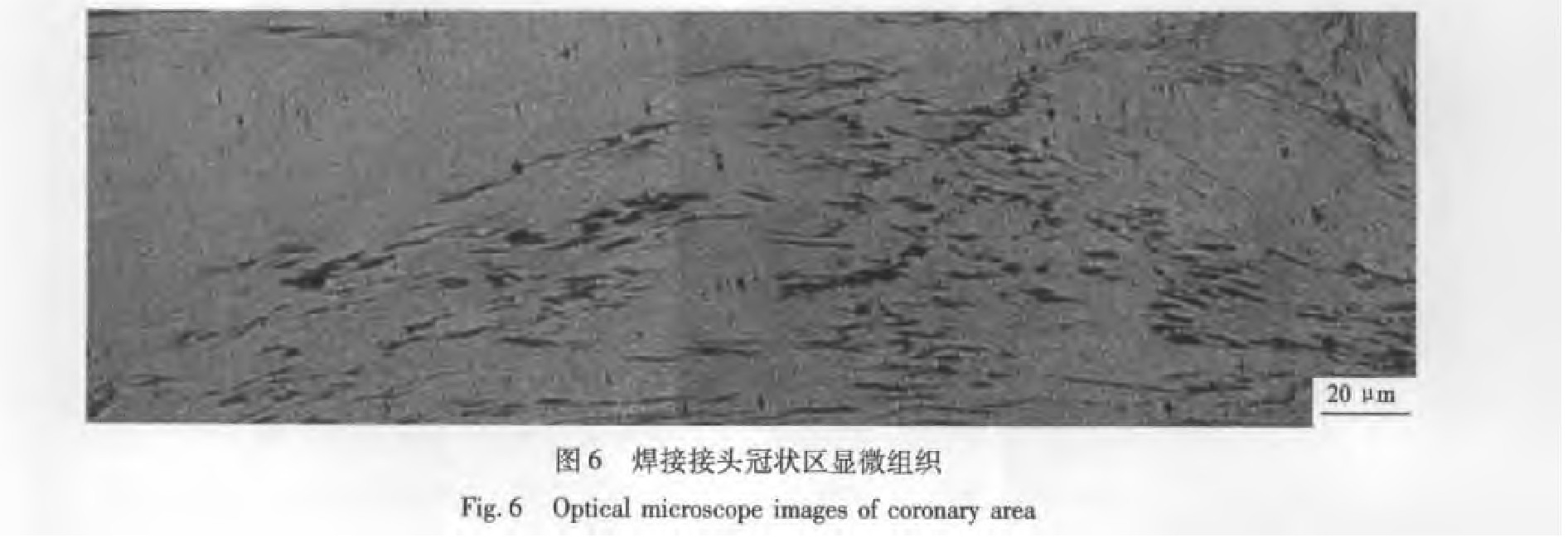
表2 室温静态拉伸试验Table 2 Tensile properties of welds 下载原图
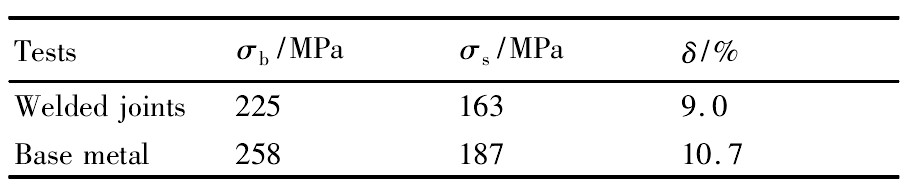
表2 室温静态拉伸试验Table 2 Tensile properties of welds
2.5 焊缝断口分析
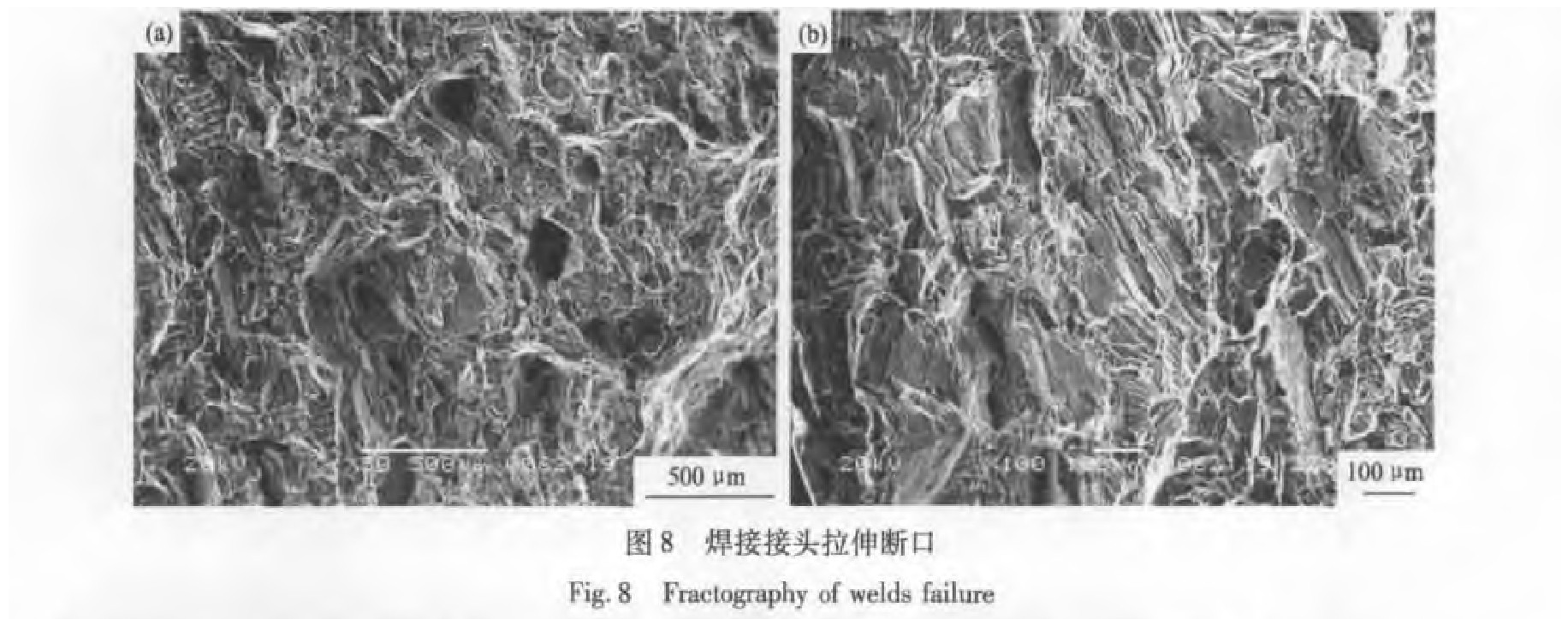
焊接接头断裂发生在前进侧机械热影响区,焊缝的拉伸试样断口形貌如图8所示。由图可见,焊接接头区断口平坦,形貌特征单一,多见撕裂棱,表现为准解理断裂特征。断口表面未见第二相析出。
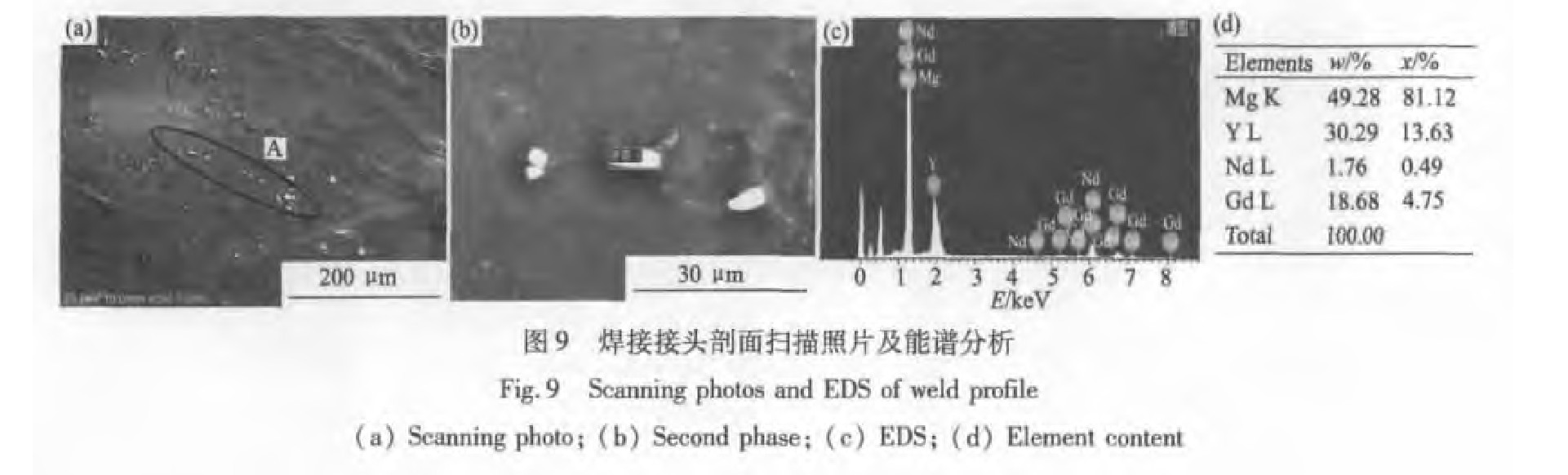
对断口剖面进行观察,发现局部聚集着第二相粒子(图9位置A),多呈较为规则的四边形。对A处第二相粒子进行能谱分析,可以看到其Gd和Y元素含量较高。该粒子形状及成分与赵祖德等[15]观察到的Mg Gd5与Mg24Y5极为相似。
3 结论
1.当旋转速度为800 r・min-1,焊接速度为100 mm・min-1,能够实现7 mm厚Mg-Gd-Y系镁合金板的搅拌摩擦焊接,焊板无变形,表面无裂纹。焊接接头的综合力学性能良好,抗拉强度为225MPa,能达到母材的87%,断后伸长率为9%,能达到母材的84%。
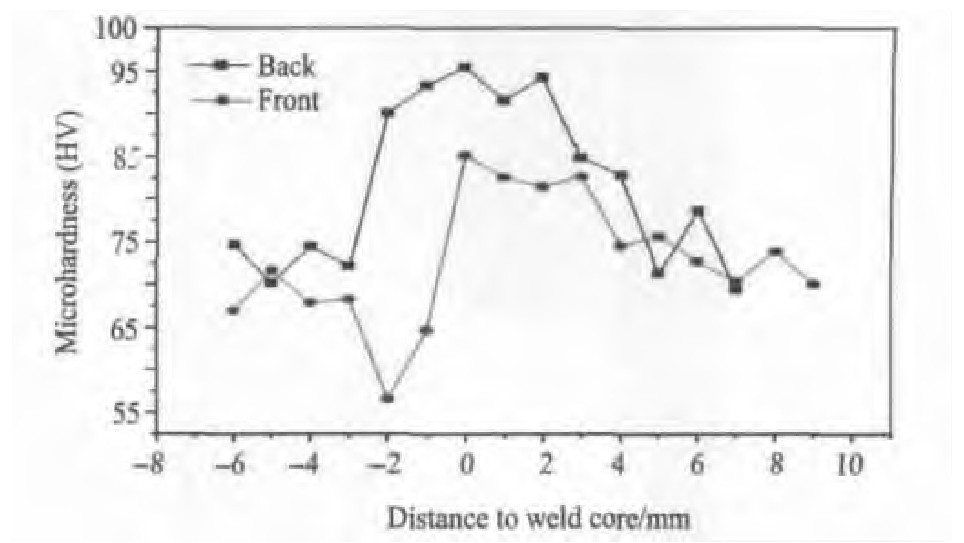
图7 焊接接头显微硬度Fig.7 Vickers microhardness profiles of cross section
2.焊接接头微观组织区分为焊核区、冠状区、机械热影响区和热影响区。焊核区晶粒最为细小,为均匀等轴晶粒;冠状区的晶粒被拉长,出现水平塑性变形带;机械热影响区的晶粒发生回复现象;热影响区的晶粒粗化,大小不均匀。
3.焊接接头静态拉伸断裂发生在机械热影响区与热影响区的过渡位置。断口表现为准解理断裂。焊缝显微硬度的最低值出现在前进侧,说明前进侧是焊缝的薄弱环节。
参考文献
[1] Tang Q B,Huang S D,Wu T B.Application analysis of mag-nesium alloys in weapon components[J].Ordnance Material Sci-ence and Engineering,2007,3(2):69.(唐全波,黄少东,伍太宾.镁合金在武器装备中的应用分析[J].兵器材料与科学,2007,3(2):69.)
[2] Mishra R S,Ma Z Y.Friction stir welding and processing[J].Materials Science and Engineering,2005,50(1-2):71.
[3] Wang X H,Wang K S.Microstructure and properties of frictionstir butt-welded AZ31 magnesium alloy[J].Materials Scienceand Engineering A,2006,431:114.
[4] Gao X,He S M,Zeng X Q,Peng L M,Ding W J,Nie J F.Microstructure evolution in a Mg-15Gd-0.5Zr(wt.%)alloy dur-ing isothermal aging at 250℃[J].Source Materials Science andEngineering A,2006,431(1-2):322.
[5] Zhang D P,Tian Z,Tang D X,Meng J,Rokhlin L L,Dobatki-na T V.Effect of Ce/La on microstructure and creep propertyof rare[J].Chinese Journal of Rare Metals,2010,34(2):202.(张德平,田政,唐定骧,孟健,Rokhlin L L,DobatkinaT V.铈镧混合稀土对AZ91D压铸镁合金显微组织和蠕变性能的影响[J].稀有金属,2010,34(2):202.)
[6] Wang M X,Zhou H,Wang L,Li W,Zhao Y,Li W P.Effectof yttrium and cerium addition on microstructure and mechanicalproperties of AM50 magnesium alloy[J].Journal of the ChineseRare Earth Society,2007,25(1):69.(王明星,周宏,王林,李伟,赵宇,李文平.钇和铈对AM50镁合金显微组织和力学性能的影响[J].中国稀土学报,2007,25(1):69.)
[7] Yang S Y,Zhang B L.Experimental study of electron beamwelding of magnesium alloys[J].Rare Metals,2011,30(3):364.
[8] Liu L M,Dong C F.Gas tungsten-arc filler welding of AZ31magnesium alloy[J].Materials Letters,2006,60(17-18):2194.
[9] Nandan R,DebRoy T,Bhadeshia H K D H.Recent advancesin friction-stir welding-process,weldment structure and properties[J].Progress in Materials Science,2008,53:980.
[10] Afrin N,Chen D L,Cao X,Jahazi M.Microstructure and ten-sile properties of friction stir welded AZ31B magnesium alloy[J].Materials Science and Engineering A,2008,472(1-2):179.
[11] Zhang D T,Suzuki Mayumi,Maruyama Kouichi.Microstruc-tural evolution of heat-resistant magnesium alloy due to frictionstir welding[J].Scripta Materialia,2005,52(9):899.
[12] Seung H wan C Park,Yutaka S Sato,Hiroyuki Kokawa.Effectof microtexture on fracture location in friction stir weld of Mg alloyAZ61 during tensile test[J].Scripta Materialia,2003,49(2):161.
[13] Xie G M,Ma Z Y,Geng L.Effects of friction stir welding pa-rameters on microstructures and mechanical properties of ZK60magnesium alloy joints[J].Acta Metallurgica Sinica,2008,44(6):665.(谢广明,马宗义,耿林.搅拌摩擦焊接参数对ZK60镁合金接头微观组织和力学性能的影响[J].金属学报,2008,44(6):665.)
[14] Zeng R C,Chen J,Wolfgang Dietzel.Corrosion of friction stirwelded magnesium alloy AM50[J].Corrosion Science,2009,51:1738.
[15] Zhao Z D,Yang P,Lu L L,Zhu S F,Huang S D.Microstruc-tures and mechanical properties of a Mg-Gd-Y extruded magnesi-um alloy[J].Chinese Journal of Materials Research,2008,22(2):141.(赵祖德,杨平,路林林,朱世凤,黄少东.Mg-Gd-Y变形镁合金的组织结构和性能[J].材料研究学报,2008,22(2):141.)

