ОДХВ±аєЕЈє1004-0609(2007)07-1207-06
ёЯВЇіѕДа»ЇС§іэРї
»ЖЦѕ»Є, ОйПІЗм, Ен№ЪАј
(ЦРДПґуС§ ЧКФґјУ№¤УлЙъО﹤іМС§ФєЈ¬і¤Йі 410083)
ХЄ ТЄЈєОЄБЛЅµµНѕОпАн·ЦСЎєуµДёЯВЇѕ«ДаЦРРїµДє¬БїЈ¬¶ФёЯВЇѕ«ДаЅшРР»ЇС§ЅюіціэРїСРѕїЈ¬їјІмЅюіцјБЎўЅюіцК±јдЎўОВ¶ИЎўТє№М±ИєНЅБ°иЛЩ¶ИµИ¶ФЅюіцµДУ°ПмЈ¬ІўЅшРРАнВЫ·ЦОцЎЈЅб№ы±нГчЈєБтЛб¶ФРїµДЅюіцВКЧоёЯЈ¬ВИ»ЇМъґОЦ®Ј¬°±Л®ЧоµНЈ»ФЪєПККµДЅюіцМхјюПВЈєТє№М±И8?1Ј¬ОВ¶И20 ЎжЈ¬БтЛбЕЁ¶И125 g/LЈ¬ЅюіцК±јд35 minєНЅБ°иЛЩ¶И150 r/minЈ¬РїЅюіцВКОЄ73.9%Ј¬ёЯВЇѕ«ДаЦРµДРїє¬БїґУ1.46%ЅµµНµЅ0.38%ЎЈ¶ФБтЛбЅюіцНСРїµД¶ЇБ¦С§єН·ґУ¦»ъЦЖµДСРѕї±нГчЈ¬Ѕюіц№эіМЧсґУ1-2¦Б/3-(1-¦Б)2/3=ktЈ¬Ѕюіц·ґУ¦µД»о»ЇДЬОЄ8.89 kJ/molЈ¬КфУЪА©ЙўїШЦЖ№эіМЎЈ
№ШјьґКЈєёЯВЇіѕДаЈ»іэРїЈ»С»·АыУГЈ»¶ЇБ¦С§Ј»Ѕюіц
ЦРНј·ЦАаєЕЈєЎЎЎЎ ОДПЧ±кК¶ВлЈєA
Removal of zinc from blast furnace dust by chemical leaching
HUANG Zhi-hua, WU Xi-qing, PENG Guan-lan
(School of Resources Processing and Bioengineering, Central South University, Changsha 410083, China)
Abstract: Chemical leaching zinc from blast furnace dust concentrate (BFDC) treated by physical separation was investigated in order to reduce the content of zinc, and all common operating factors, such as leaching duration, temperature, ratio of liquid to solid and stirring rate, have tested. The results show that among the three leaching chemicals tested (sulfuric acid, ferric chloride and amine) sulfuric acid is the best one for leaching zinc. A zinc leaching rate of 73.9% is achieved and resultantly the content of zinc in the product is reduced from 1.46% to 0.38% under the following proper leaching conditions: ratio of liquid to solid 8?1, room temperature (about 20 Ўж), acid concentration of 125 g/L, leaching time 35 min and stirring rate 150 r/min. The kinetics and reaction mechanism of zinc acid leaching indicate that the leaching reaction conforms to the equation: 1-2¦Б/3-(1-¦Б)2/3=kt, the activation energy for the sulfuric acid leaching is 8.89 kJ/mol, and the leaching process is controlled by diffusion.
Key words: blast furnace dust; zinc removal; recycling; kinetics; leaching
ёЯВЇТ±ЅріѕДа(УЦіЖНЯЛ№іѕ(»Т)єННЯЛ№Да)Ј¬ЦчТЄФґУЪёЦМъ№¤ТµµДёЯВЇБ¶Мъ№эіМ[1]ЎЈёЯВЇНЯЛ№іѕДаЦРЦчТЄіЙ·ЦОЄМъЎўМјТФј°№иєНёЖГѕµИЈ¬ЗТКэБїЅПґуЈ¬Чо·Ѕ±гµДФЩАыУГДЄ№эУЪЅ«ЖдС»·УГЧцёЯВЇФБПЎЈѕНС»·АыУГіѕДаЧцБ¶МъФБП(ИзЛНЦБЙХЅбі§)¶шСФЈ¬ЧоґуОКМвКЗЖдЦРµДЦШЅрКф(ZnЎўPbµИ)µИУРє¦ФЄЛШµДґжФЪЈ¬ХвР©ФЄЛШЦчТЄАґФґУЪФБПєНИјБПЎЈ
РїµИЦШЅрКфФЄЛШµДґжФЪ¶ФіѕДаС»·АыУГЧцБ¶МъФБПµДОЈє¦РФЦчТЄ±нПЦФЪУЪЈєРїУлёЯВЇВЇіДДЪµДФЄЛШЅбєПРОіЙµНИЫµгµД»ЇєПОп¶шИн»ЇВЇіДЈ¬К№ВЇіДёЇКґЛЩ¶ИјУїм¶шУ°ПмёЯВЇКЩГьЈ»РїФЪёЯВЇДЪТФј°ЙХЅб-ёЯВЇјдµДІ»¶ПС»·АЫ»эЈ¬ё»јЇµЅТ»¶ЁіМ¶ИК±Ј¬ґЩК№ВЇБцЙъіЙЈ¬ёЯВЇДЪХіЅбСПЦШЈ¬К№ВЇЙнЦРЙПІї·зБїјУІ»ЙПЈ¬У°ПмОИІъёЯІъЈ»ґЛНвЈ¬РїµДС»·ґжФЪ»бФцґуёЯВЇЅ№±ИТФј°У°ПмІъЖ·ЦКБї[2-4]ЎЈ
ДїЗ°Ј¬ёчёЦМъі§¶ФёЯВЇНЯЛ№іѕДаУРТФПВґ¦Ан·Ѕ·ЁЈє
Ц±ЅУНвЕЕ¶Сґж(ОґАыУГ)Ј»і§ДЪЦ±ЅУС»·К№УГ»тІї·ЦК№УГ(К№УГ¶аЙЩИЎѕцУЪЙХЅбїуЦРРїµДІв¶Ё)Ј»ЧЫєП»ШКХАыУГЎЈ¶шТЄС»·АыУГєГіѕДаЈ¬Т»·ЅГжТЄїјВЗУРУГФЄЛШМъєНМјµДё»јЇФЩАыУГЈ¬БнТ»·ЅГж»№ТЄїјВЗіэИҐРїµИЦШЅрКфФЄЛШЎЈ
Т»°г»ШКХМъУГИхґЕСЎ[5-7]ЎўТЎґІ[8]»т·ґёЎСЎ[9]µИ·Ѕ·ЁЈ»»ШКХМјІЙУГМюУНАаІ¶КХјБ(ГєУН»тІсУН)ёЎСЎµД·Ѕ·Ё[7-9]ЎЈИҐРїµИЦШЅрКфФЄЛШКЗЦёЅµµНЙПКц»ШКХАыУГµДМъєНМјѕ«їуЦРРїµИЦШЅрКфФЄЛШµДє¬БїЎЈОпАн·Ѕ·Ё»ШКХМъєНМјЈ¬НЁіЈТІїЙК№РїµИЦШЅрКфФЄЛШµДє¬БїЅµµНЈ¬ИзЛ®Б¦РэБчЖч[10-12]ЎўґЕСЎ[13]єНёЎСЎ[14-15]µИЎЈµ«КЗЈ¬ХвР©ОпАн·Ѕ·ЁИҐРїІ»М«АнПлЎЈ
іѕДаБЈЧУ±нГж¶аїЧЈ¬ґуµДіѕДаБЈЧУНщНщКЗРЎБЈЧУµДНЕѕЫМеЈ»¶ФіѕДаБЈЧУ(40 ¦Мm)µДЖКГж·ЦОцЈ¬·ўПЦіѕДаБЈЧУµДЅб№№ОЄЈєДЪєЛОЄЅрКфМъРѕЈ¬ЖдНвІгОЄНЕѕЫµДСх»ЇСЗМъІгЈ¬ФЩНвІгОЄНЕѕЫµДРїМъјвѕ§КЇОўБЈЧУІгЎЈ»ЇС§·ЦОцТІЅшТ»ІЅЧфЦ¤Ј¬ФЪіѕДаБЈЧУµД±нГжУРТ»ё»є¬РїµД±ЎІгЈ¬¶шМъЧчОЄЦчТЄФЄЛШТФІ»Н¬µДРОКЅ·ЦІјУЪХыёцБЈЧУЦРЈ¬СхµД·ЦІјУлМъПаЛЖЈ¬Ц»КЗФЪЦРєЛє¬ЅрКфМъ[15]ЎЈ
ґУРїФЪіѕДаБЈЧУЦРµД·ЦІјАґїґЈ¬УГµҐТ»µДОпАн·ЦАл·Ѕ·ЁЅ«РїЅµЦБєЬµНІ»ПЦКµЎЈ»ЇС§іэРїКЗБнТ»ёцЦµµГСРѕїµД·ЅПтЎЈРн¶а№ъјТ(ИзТБАК[18]Ўў·ТАј[19]Ўў·Ё№ъ[22]µИ)ІЙУГКЄ·ЁТ±ЅрјјКхЈ¬СЎУГККµ±µДЅюіцјБ(ИзNTA3-ЎўFeCl3[17]ЎўЛбЎўјоЎў°±»щТТЛб)Ј¬Ѕ«УРУГЅрКфРїґУіѕДаЦРСЎФсРФµШЅюИЎіцАґЈ¬Ц®єу¶ФЅюіцТєМбґїЎў·ЦАлЈ¬ґУ¶ш»ШКХЎЈ
±ѕОДЧчХЯУГ»ЇС§ЅюіцµД·Ѕ·Ё¶ФёЯВЇіѕДаѕОпАн·ЦСЎєуµДѕ«ДаЅшТ»ІЅіэРїЈ¬ЅµµНРїЅрКфФЪѕ«ДаЦРµДє¬БїЈ¬К№µГХвЦЦѕ«Да±гУЪёЯВЇ»ШКХАыУГЎЈ
1 КµСй
1.1 КФСщєНКФјБ
ЛщУГКФСщФґУЪДіёЦМъі§µДёЯВЇіѕДаѕОпАн·ЦСЎєуµДѕ«ДаЈ¬є¬Мъ60.11%(И«Мъ)Ј¬є¬Рї1.46%Ј»БЈ¶ИЧйіЙОЄ29.5%РЎУЪ74 ¦МmЎЈЛщУГКФјБЈєБтЛбєНВИ»ЇМъОЄ№¤ТµґїЈ»ОеЛ®БтЛбНєН°±Л®ОЄ·ЦОцґїЈ»Н°±ВзАлЧУИЬТєОЄКµСйКТЕдЦЖЈ¬ІЙУГ0.2 gОеЛ®БтЛбНєН8 mL°±Л®ЕдЦЖіЙ200 mLН°±ВзАлЧУµДПЎИЬТєЎЈ
1.2 ·Ѕ·Ё
ГїґОіЖИЎ10 gѕ«ДаКФСщ·ЕИл200 mLµДґшїМ¶ИµДЙХ±ЦРЈ¬јУЛ®µчХыЦБТ»¶ЁїМ¶И»сµГєПККТє№М±И(Т»°гОЄ4?1)Ј¬Ц®єујУИлЅюіцјБЈ¬УЪ20 ЎжТФ150 r/minЅБ°иЅюіц20 minЈ¬И»єу№эВЛЈ¬ІвіцИЬТєЦРZn2+µДЕЁ¶ИЈ¬ґУ¶шјЖЛгЅюіцВКЎЈ
2 Ѕб№ыєНМЦВЫ
2.1 ЅюіцјБµДСЎФс
ЅюіцјБµДЦЦАаєЬ¶аЈ¬СЎФсТ»ЦЦЅюіцВКёЯЎўСЎФсРФєГµДЅюіцјБКЗКµПЦ»ЇС§НСРїµД№ШјьЎЈіЈУГЅюіцјБґуЦВУРЛбАаЎўСОАаєНјоАаµИЈ¬ОЄґЛЈ¬ХвАпІЙУГѕЯґъ±нРФЗТіЈУГµДБтЛбЎўВИ»ЇМъєН°±Л®µИЅюіцјБЈ¬±ИЅПЛьГЗµДЅюіцРФДЬЎЈ
БтЛбЎўВИ»ЇМъєН°±Л®µИЅюіцјБЅюіцРїєНМъµДЅб№ыИзНј1ЛщКѕЎЈґУНјЦРїЙТФїґіцЈ¬ФЪЅюіцјБН¬СщУГБїµДМхјюПВЈ¬БтЛб¶ФРїµДЅюіцР§№ыЧоєГЈ¬ЅюіцВКЧоёЯЈ¬ВИ»ЇМъґОЦ®Ј¬°±Л®ЧоµНЈ¬ЅюіцВКЧоґу·Ц±рОЄ71.3%Ўў50.8%єН21.9%Ј»ОЄїјІйЅюіцµДСЎФсРФЈ¬МъµДЅюіцВКТІТ»ІўКѕУЪНјЙПЎЈґУМъµДЅюіцВКїґЈ¬БтЛбєНВИ»ЇМъЅУЅьЈ¬ѕщФЪ10%ЧуУТЈ¬°±Л®»щ±ѕІ»ЅюіцМъЈ¬ЛщТФОґФЪНјЦР±кіцЎЈБтЛбїЙТФєЬєГµШЅюіцРїЈ¬·Ц±р±ИУГВИ»ЇМъєН°±Л®Ѕюіц¶а20.5%єН49.3%Ј¬ЅюіцМъЙЩЈ¬УР±ИЅПёЯµДСЎФсРФЈ¬ЗТБтЛбјЫёсµНБ®ЎЈЛщТФЈ¬СЎУГБтЛбОЄЅюіцјБЅшРРєуГжµДКµСйЎЈ
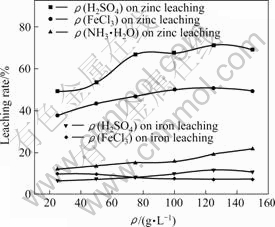
Нј1 ЅюіцјБµДЕЁ¶И¶ФЅюіцВКµДУ°Пм
Fig.1 Effect of ¦С(H2SO4, FeCl3, NH3?H2O) on leaching rate
»мєПЅюіцјБ(БтЛб+ВИ»ЇМъ)»тМнјУН°±ВзАлЧУ¶ФРїµДЅюіцВКµДУ°ПмИзНј2єННј3ЛщКѕЎЈУЙНјїЙТФїґіцЈ¬ЛжЧЕВИ»ЇМъЕд±ИµДФцјУЈ¬РїµДЅюіцВКіКПВЅµµДЗчКЖЈ¬ЅюіцВКЅйУЪґїБтЛбєНВИ»ЇМъµДЅюіцВКЦ®јдЈ¬ОґіцПЦРН¬ФцґуµДР§У¦ЎЈХвїЙДЬКЗФЪЧЬУГБїТ»¶ЁµДЗйїцПВЈ¬јУИлВИ»ЇМъЈ¬јхЙЩБЛБтЛбµДУГБїЈ¬ФміЙ¶ФРїµДЅюіцВКµДЅµµНЈ»јУИлН°±ВзєПАлЧУєуЈ¬РїµДЅюіцВКО¬іЦФЪ49%
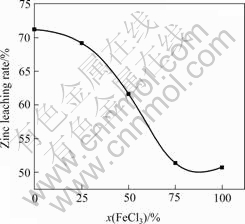
Нј 2 БтЛбУлВИ»ЇМъЕд±И¶ФРїµДЅюіцВКµДУ°Пм
Fig.2 Effect of ratio of H2SO4 to FeCl3 on zinc leaching rate
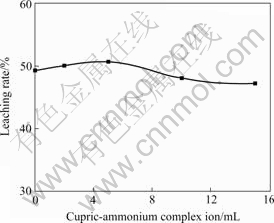
Нј3 Н°±ВзАлЧУ¶ФРїµДЅюіцВКµДУ°Пм
Fig.3 Effect of addition of cupric-ammonium complex ion on zinc leaching rate
ЧуУТЈ¬»щ±ѕІ»У°ПмБтЛбЅюіцРїЎЈїЙјыЈ¬К№УГ»мєПЅюіцјБ(БтЛб+ВИ»ЇМъ)»тМнјУН°±ВзАлЧУ¶јІ»ДЬґпµЅґЩЅшБтЛбЅюіцРїµДДїµДЎЈ
ёЯВЇіѕДаЦРµДФЄЛШРїєНМъµИ»щ±ѕКЗТФСх»ЇОпµДРОКЅґжФЪ, ЗТРїµИЦШЅрКфЗгПтУЪ·ЦІјФЪіѕДаµДПёБЈј¶Ії·Ц, є¬МъОпПаЦчТЄОЄЅрКфМъЎўґЕМъїуєН(јЩПу)іаМъїуЈ¬є¬РїїуОпОЄСх»ЇРїЈ¬є¬З¦їуОпОЄСх»ЇЗ¦Ј¬µ«Сх»ЇРї(З¦)ДСТФµҐПаґжФЪЈ¬¶шТФј«ПёїЕБЈёЅЧЕФЪ№иЛбСОєНЅ№МјД©БЈЧУЙП[6, 10, 15-16]ЎЈТтґЛЈ¬БтЛбЅюіцјБІОУлµДЅюіц·ґУ¦КµЦККЗЅрКфСх»ЇОпУлЛб·ґУ¦µД·ЗСх»Ї-»№Ф·ґУ¦Ј¬ёщѕЭ·ґУ¦АаРНїЙТФЕР¶ПґЛ·ґУ¦УлpHЦµУР№ШЎЈ·ґУ¦µДНЁКЅИзПВЈє

КЅЦР ¦БMОЄMm+АлЧУµД»о¶ИЈ¬pH0ОЄДіТ»ОВ¶ИПВ±кЧј·ґУ¦ЛщРиpHЦµЎЈ25 ЎжК±ИЬЅвZnOЎўFe2O3єНFe3O4·ґУ¦µДpH0·Ц±рОЄ5.8Ўў-0.24єН0.891[23]ЎЈУЙґЛЈ¬±ИМъµДСх»ЇОпЈ¬РїїЙТФФЪЅПёЯµДpHЦµМхјюПВ±»ЅюіцЈ»Ц»ТЄїШЦЖИЬТєµДpHЦµФЪККµ±·¶О§Ј¬ѕНїЙјУЗї¶ФРїµДЅюіцЈ¬ПчИх¶ФМъїуОпµДЅюіцЈ¬ґУ¶шКµПЦZnOУлFe2O3ЎўFe3O4µДСЎФсРФЅюіцЎЈ
2.2 ЅюіцµДУ°ПмТтЛШ
У°ПмЅюіцµДТтЛШУРєЬ¶аЈ¬Т»°гµД¶ЇБ¦С§СРѕї±нГчЈ¬ЅПЦШТЄµДУ°ПмТтЛШУРЈєїЕБЈµДґуРЎЎўЅюіцµДОВ¶ИЎўИЬјБµДЕЁ¶ИЎўТє№М±ИєНЅБ°иЛЩ¶ИµИЎЈУЙУЪСщЖ·µДБЈ¶ИЖ«ПёЈ¬ХвАпІ»їјІмБЈ¶ИµДУ°ПмЈ¬ЖдЛьИзЅюіцК±јдЎўЅюіцОВ¶ИЎўТє№М±ИєНЅБ°иЛЩ¶ИµИ¶ФЅюіцµДУ°ПмЈ¬·Ц±рИзНј4~7ЛщКѕЎЈ
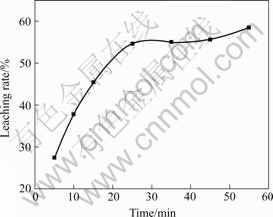
Нј4 ЅюіцК±јд¶ФЅюіцВКµДУ°Пм
Fig.4 Effect of reaction time on leaching rate
ґУНј4їЙТФїґіцЈ¬ЖдЛыМхјю(БтЛбУГБї25 g/LЈ¬Тє№М±И4/1Ј¬ОВ¶ИОЄ20 ЎжЈ¬ЅБ°иЛЩ¶И150 r/min)ПаН¬К±Ј¬ЅюіцВКЛжЅюіцК±јдµДСУі¤¶шЦрЅҐФцґуЎЈФЪ25 minЦ®З°Ј¬ЅюіцВКСёЛЩФцґуЈ»ґЛєуЈ¬ЅюіцВКФці¤µДЛЩВК±д»єВэЈ»ФЪ55 minК±Ј¬ЅюіцВКОЄ58.4%Ј¬±И25 minК±ёЯ3.8%ЎЈХв±нГчЅюіц25 minїЙТФК№РїЅюіц±ИЅПід·ЦЎЈ
Нј5ЛщКѕОЄЅюіцОВ¶И¶ФЅюіцВКµДУ°ПмЎЈФЪ80 ЎжТФПВЈ¬іКПЦУР№жВЙµДФці¤Ј¬Ц®єуґпµЅОИ¶ЁЈ¬ЅюіцВКТІґУ20 ЎжК±µД45.3%Фці¤µЅ80 ЎжК±µД57.8%Ј¬ёЯУЪ80 ЎжК±Ј¬ЅюіцОВ¶И¶ФЅюіцВКУ°ПмІ»ґуЎЈФЪТ»¶ЁМхјюПВЈ¬А©ЙўПµКэD(єуГжЦ¤КµОЄА©ЙўїШЦЖ)УлОВ¶ИTµД№ШПµ[23]ОЄЈє

КЅЦР rОЄА©ЙўОпЦКБЈЧУЦ±ѕ¶Ј»¦МОЄА©ЙўЅйЦКХі¶ИЎЈЖдЛьМхјюІ»±дК±Ј¬ЛжЧЕОВ¶ИµДЙэёЯЈ¬А©ЙўПµКэТІ»бЙэёЯЈ¬ЅюіцВКЛжЦ®ФцґуЎЈ
ЅюіцїуЅ¬Тє№М±ИµДґуРЎјИУ°ПмЅюіцјБУГБїУЦУ°ПмїуЅ¬µДХі¶ИЎЈИзНј6ЛщКѕЈ¬ФЪТє№М±И3?1µЅ8?1·¶О§
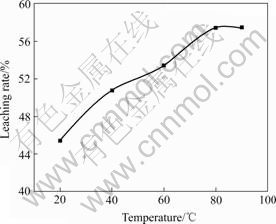
Нј5 ЅюіцОВ¶И¶ФЅюіцВКµДУ°Пм
Fig.5 Effect of reaction temperature on leaching rate
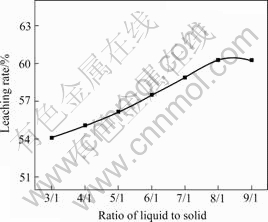
Нј6 Тє№М±И¶ФЅюіцВКµДУ°Пм
Fig.6 Effect of ratio of liquid to solid on leaching rate
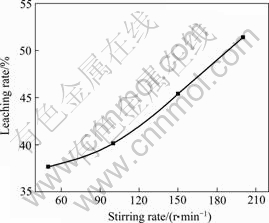
Нј7 ЅБ°иЛЩ¶И¶ФЅюіцВКµДУ°Пм
Fig.7 Effect of stirring rate on leaching rate
ДЪЈ¬МбёЯїуЅ¬Тє№М±ИЈ¬µГµЅЅПёЯµДЅюіцВКЎЈ µ±Тє№М±ИґпµЅ8?1К±Ј¬ФЩФцґуТє№М±И¶ФЅюіцВКµДУ°ПмІ»ґуЈ¬ТтґЛИ·¶ЁЧојСТє№М±ИОЄ8?1ЎЈ
ЅБ°и¶ФУЪТ»ёцТФА©Йў№эіМОЄїШЦЖµД·ґУ¦КЗєЬЦШТЄµДЎЈЅБ°иїЙТФ·АЦ№їуБЈіБЅµЈ¬»№їЙТФјхРЎА©ЙўЧиБ¦ЎўФцґуА©ЙўПµКэЈ¬јхРЎїЕБЈА©ЙўІгµДєс¶ИЎЈґУНј7їЙТФїґіцЈ¬ФЪКµСй·¶О§ДЪЈ¬ЅюіцК±јдПаН¬К±Ј¬ЛжЧЕЅБ°иЛЩ¶ИµДФцґуЈ¬РїЅюіцВКУРЅПґу·щ¶ИµДМбЙэЈ¬ЛµГчЅБ°и¶ФРїµДЅюіцУРАыЎЈ
2.3 ЧоЦХЅюіцЅб№ы
ФЪЙПКцКµСйµД»щґЎЙПЈ¬СЎФсТФПВєПККµДМхјюЈєТє№М±И8?1ЎўЅюіцОВ¶И20 ЎжЎўБтЛбУГБї125 g/LЎўЅюіцК±јд35 minЎўЅБ°иЛЩ¶И150 r/minЈ¬їЙЅюіцёЯВЇѕ«ДаЦРµДРїЈ¬µГµЅ73.9%µДРїЅюіцВКЈ¬Ѕ«ёЯВЇѕ«ДаЦРµДРїє¬БїЅµµЅ0.38%ЎЈ
3 Ѕюіц¶ЇБ¦С§
3.1 Ѕюіц¶ЇБ¦С§·ЅіМ
Тє№МЅюіц·ґУ¦Т»°гїЙёЕАЁОЄТФПВјёёцІЅЦиЈє·ґУ¦ОпФЪИЬТєЦРПт№ММе±нГжА©ЙўЎў·ґУ¦ОпПт№ММеДЪІїА©ЙўЎў·ґУ¦ОпФЪ±нГжЖр»ЇС§ЧчУГЎўЙъіЙОпґУ№ММеДЪІїПтНв±нА©ЙўєНЙъіЙОпАлїЄ№ММе±нГжПтИЬТєА©ЙўЎЈТтґЛЈ¬Жд·ґУ¦їШЦЖІЅЦиїЙ·ЦОЄНвА©ЙўїШЦЖЎўДЪА©ЙўїШЦЖЎў»ЇС§·ґУ¦їШЦЖТФј°»мєПїШЦЖЎЈИз№ыКЗКЬДЪА©ЙўїШЦЖµД·ґУ¦Ј¬Жд¶ЇБ¦С§·ЅіМ[20-21]·ыєПЈє
ОЄБЛСйЦ¤ґЛЅюіц·ґУ¦·ыєПА©ЙўїШЦЖµД№ЫµгЈ¬Ѕ«1-2¦Б/3- (1-¦Б)2/3 ¶Ф·ґУ¦К±јдtЧчНјЎЈИзНј8ЛщКѕЈ¬ФЪОВ¶ИОЄ20 ЎжЎў40 ЎжєН60 ЎжµДЗйїцПВЈ¬¶ЇБ¦С§ЗъПЯѕщОЄТ»Ц±ПЯЈ¬Ц¤ГчґЛЅюіц·ґУ¦ВъЧгґЛ¶ЇБ¦С§·ЅіМЈ¬Ѕюіц·ґУ¦КЬА©ЙўїШЦЖЈ¬ґЛК±K·Ц±рОЄЈє1.78ЎБ10-3Ўў2.44ЎБ10-3єН2.75ЎБ10-3ЎЈ
3.2 Ѕюіц·ґУ¦µД»о»ЇДЬ
У¦УГ°ўВШДбОЪЛ№№«КЅЈ¬ІўЅшРРККµ±ґ¦АнЈ¬їЙµГИзПВ·ЅіМЈє

Ѕ«Нј8ЦРµДЛщµГОВ¶ИПВ(T)µДЛЩ¶ИіЈКэ(K)ЧчlgKЎЄ1/TНјЈ¬ИзНј9ЛщКѕЎЈґУНјїЙТФїґіцЈ¬lgKЎЄ1/T№ШПµ»щ±ѕОЄТ»Ц±ПЯЈ¬ёГЅюіц·ґ
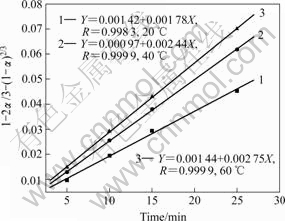
Нј8 БтЛбЅюіцРїµД¶ЇБ¦С§ЗъПЯ
Fig.8 Leaching kinetics
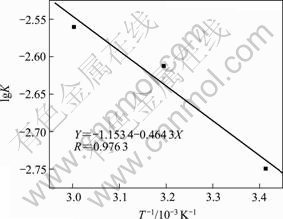
Нј9 ArrheniusНј
Fig.9 Arrhenius diagram
У¦·ыєП°ўВШДбОЪЛ№·ЅіМЈ¬Ѕш¶шїЙТФЛгіц·ґУ¦µД±н№Ы»о»ЇДЬОЄ8.89 kJ/molЎЈ±н№Ы»о»ЇДЬµНЈ¬Ѕюіц·ґУ¦КфУЪА©ЙўїШЦЖ·¶О§(»ЇС§¶ЇБ¦С§СРѕї±нГчЈ¬Т»°г±н№Ы»о»ЇДЬРЎУЪ13 kJ/molЈ¬јґїЙИП¶ЁОЄА©ЙўїШЦЖ№эіМ[20])Ј¬УлЗ°Кц¶ЇБ¦С§·ЅіМСРѕїµДЅб№ыТ»ЦВЎЈ
4 ЅбВЫ
1) БтЛбЎўВИ»ЇМъєН°±Л®µИіЈУГЅюіцјБ¶ФёЯВЇѕ«ДаµДЅюіц±нГчЈ¬БтЛб¶ФРїµДЅюіцВКЧоёЯЈ¬ВИ»ЇМъґОЦ®Ј¬°±Л®ЧоµНЈ»БтЛбІ»µ«їЙТФєЬєГµДЅюіцРїЈ¬¶шЗТУР±ИЅПєГµДСЎФсРФЈ»»мєПК№УГЅюіцјБ(БтЛб+ВИ»ЇМъ)»тМнјУН°±ВзАлЧУ¶јІ»ДЬґпµЅґЩЅшБтЛбЅюіцРїµДДїµДЎЈ
2) ОВ¶ИЙэёЯїЙМбёЯБтЛбЅюРїµДЅюіцВКЎЈФЪКТОВ20 ЎжПВЈ¬БтЛбЅюіцРїµДєПККМхјюОЄЈєТє№М±И8?1ЎўБтЛбУГБї125 g/LЎўЅюіцК±јд35 minЎўЅБ°иЛЩ¶И150 r/minЈ»ЛщµГРїµДЅюіцВКОЄ73.9%Ј¬їЙЅ«ёЯВЇѕ«ДаЦРµДРїє¬БїґУ1.46%ЅµµЅ0.38%Ј¬ґУ¶шЧчОЄТ»ЦЦФБП№©ёЯВЇБ¶МъУГЎЈ
3) БтЛбЅюіцРїµД¶ЇБ¦С§єН·ґУ¦»ъЦЖµДСРѕїФт·ўПЦЈ¬№эіМЧсґУ1-2¦Б/3- (1-¦Б)2/3·ЅіМЈ¬Ѕюіц·ґУ¦µД»о»ЇДЬОЄ8.89 kJ/molЈ¬КфУЪА©ЙўїШЦЖ№эіМЎЈ
REFERENCES
[1] ЗсПФ±щ. Т±Ѕрє¬МъіѕДаµД»щ±ѕМШХчУлФЪЧКФґ»Ї[J]. °І»ХТ±ЅрїЖјјЦ°ТµС§ФєС§±Ё, 2004(3): 54-56.
QIU Xian-bin. Basic character of iron containing metallurgical dust and resource regeneration[J]. Journal of Anhui Vocational College of Metallurgy and Technology, 2004(3): 54-56.
[2] ЦРДПїуТ±С§Фє. Мъїу·ЫФмїй[M]. ±±ѕ©: Т±Ѕріц°жЙз, 1978: 10.
Institute of Central South Mining and Metallurgy. Iron ore Powder Agglomeration[M]. Beijing: Metallurgy Press, 1978: 10.
[3] Makkonen H T. Optimization of steel plant recycling in Finland: dusts, scales and sludge[J]. Resources Conservation and Recycling, 2002, 35: 77-84.
[4] АоХШТг. ±¦ёЦёЯВЇµДРїОЈє¦ј°ЖдТЦЦЖ[J]. ±¦ёЦјјКх, 2002(6): 18-21.
LI Zhao-yi. Damage of element of zinc to blast furnace and its inhibition[J]. Bao Steel Technology, 2002(6): 18-21.
[5] КЇХсГч. ёЯВЇНЯЛ№ДаЦРМъµД»ШКХ[J]. ЅрКфїуЙЅ, 1995(8): 34-37.
SHI Zhen-ming. Recovery of iron from gas slime of blast furnace[J]. Metal Mine, 1995(8): 34-37.
[6] МЖПюБ«, №¬ЦР№р. ДіёЦМъі§ёЯВЇНЯЛ№ДаЧЫєПАыУГКФСйСРѕї[J]. їуІъЧЫєПАыУГ, 1996(1): 44-47.
TANG Xiao-lian, GONG Zhong-gui. Research on comprehensive utilization of BF sludge of iron and steel company[J]. Multipurpose Utilization of Mineral Resources, 1996(1): 44-47.
[7] АојОЦЗ, Ао ·е. єПАнАыУГёЯВЇСМіѕ[J]. іЙ¶јїЖјјґуѧѧ±Ё(ЧФИ»їЖС§°ж), 1994, 13(2): 13-17.
LI Jia-zhi, LI Feng. Pational utilization of blast-furnace flue dust department of metallurgy[J]. Journal of Chengdu University (Natural Science), 1994, 13(2): 13-17.
[8] ЛпМеІэ, єъУАЖЅ. јГёЦёЯВЇНЯЛ№ДаµДїЙСЎРФСРѕї[J]. їуІъЧЫєПАыУГ, 1997(5): 4-8.
SUN Ti-chang, HU Yong-ping. Beneficiability study of the blast furnace dust from JiЎЇnan iron and steel company[J]. Multipurpose Utilization of Mineral Resources, 1997(5): 4-8.
[9] ¶ЎЦТєЖ, ОМ ґп. ёЯВЇНЯЛ№ДаОўЕЭёЎСЎЦщёЎСЎ№¤ТХСРѕї[J]. ОдєєїЖјјґуѧѧ±Ё(ЧФИ»їЖС§°ж), 2001, 24(4): 353-354.
DING Zhong-hao, WENG Da. Study on flotation process to treat the blast-furnace soot by fine-bubble flotation column[J]. Journal of Wuhan Yejin University of Science and Technology, 2001, 24(4): 353-354.
[10] Callenfels S, Van J E. ёЯВЇОЫДദАнУГµДЛ®Б¦РэБчЙи±ё[J]. ёЦМъ, 2004, 39(1): 59-64.
Callenfels S, Van J E. Hydrocyclone installation for blast furnace sludge treatment[J]. Iron and Steel, 2004, 39(1): 59-64.
[11] БЦёЯЖЅ, ЧЮ їн. ёЯВЇНЯЛ№Да»ШКХАыУГРВјјКх[J]. їуІъЧЫєПАыУГ, 2002(3): 42-45.
LIN Gao-ping, ZOU Kuan. Recovery of blast furnace sludge by hydrocyclone[J]. Multipurpose Utilization of Mineral Resources, 2002(3): 42-45.
[12] ЧЮ їн, БЦёЯЖЅ. К№УГЛ®Б¦РэБчЖч»ШКХёЯВЇНЯЛ№Да[J]. ЦР№ъТ±Ѕр, 2003(9): 29-34.
ZOU Kuan, LIN Gao-ping. Recovery of BF sludge by hydrocyclone[J]. China Metallurgy, 2003(9): 29-34.
[13] УЪБфґє. Г·ЙЅёЯВЇНЯЛ№ДаЧЫєПАыУГµДСРѕї[J]. ±¦ёЦјјКх, 2003(6): 22-25.
YU Liu-chun. Study on comprehensive utilization of BF gas slime at meishan[J]. Bao Steel Technology, 2003(6): 22-25.
[14] Smith S M. A novel process for recycling steel-making dust[J]. Iron and Steel Maker, 2000, 27(2): 69-76.
[15] Kelebek S. Characterization of basic oxygen furnace dust and zinc removal by acid leaching[J]. Minerals Engineering, 2004, 17: 285-291.
[16] Нх¶«Се, НхОДЦТ. ЧЄВЇєНє¬РїЗ¦ёЯВЇіѕДаµДОпРФєНОпПа·ЦОц[J]. ЦР№ъУРЙ«ЅрКфС§±Ё, 1998, 8(1): 135-139.
WANG Dong-yan, WANG Wen-zhong. Analysis of intrinsic properties and phase condition on converter sludge and bearing Zn Pb blast furnace sludge[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(1): 135-139.
[17] Leclerc N, Meux E, Lecuire J M. Hydrometallurgical recovery of zinc and lead from electric arc furnace dust using mononitrilotriacetate anion and hexahydrated ferric chloride[J]. Journal of Hazardous Materials, 2002, B91: 257-270.
[18] Asadi Z B, Mowla D, Shariat M H, Fathi K J. Zinc recovery from blast furnace flue dust[J]. Hydrometallurgy, 1997, 47: 113-125.
[19] Makkonen H T, Heino J, Laitila L. Optimisation of steel plant recycling in Finland: dusts, scales and sludge[J]. Resources, Conservation and Recycling, 2002, 35: 77-84.
[20] ВЅѕЕ·ј, АоЧЬіЙ, °ьМъЦс. ·ЦАл№эіМ»ЇС§[M]. ±±ѕ©: Зе»ЄґуС§іц°жЙз, 1993.
LU Jiu-fang, LI Zong-cheng, BAO Tie-zhu. Separation chemistry[M]. Beijing: Tsinghua University Press, 1993.
[21] ёк ·ј, іШИк°І. УГСОЛбґУїуДаЦРЅюіцПЎНБµД¶ЇБ¦С§їШЦЖ·ЦОц[J]. ПЎНБ, 2003, 24(6): 16-19.
GE Fang, CHI Ru-an. Analysis of kinetics control on leaching rare earth from weathered with hydrochloric acid[J]. Rare Earth, 2003, 24(6): 16-19.
[22] Rodriguez-Torres I, Valentin G, Chanel S, Lapicque F. Recovery of zinc and nickel from electrogalvanisation sludge using glycine solutions[J]. Electrochimica Acta, 2000, 46: 279-287.
[23] »ЖАс»Н. »ЇС§СЎїу[M]. ±±ѕ©: Т±Ѕр№¤Тµіц°жЙз, 1990.
HUANG Li-huang. Chemical beneficiation[M]. Beijing: Metallurgy Industry Press, 1999.
(±ајЎЎАоПтИє)
КХёеИХЖЪЈє2006-11-08Ј»РЮ¶©ИХЖЪЈє2007-03-08
НЁС¶ЧчХЯЈєОйПІЗмЈ¬І©КїЈ¬ё±ЅМКЪЈ»µз»°Јє0731-8830548(O)Ј»E-mail: xiqingwu@hotmail.com

