
Surface topography evolvement of galvanized steels in sheet metal forming
HOU Ying-ke(侯英岢)1, YU Zhong-qi(于忠奇)1, ZHANG Wei-gang(张卫刚)1,
JIANG Hao-min(蒋浩民)2, LIN Zhong-qin(林忠钦)1
1. School of Mechanical Engineering, Shanghai Jiao Tong University, Shanghai 200240, China;
2. Baoshan Iron and Steel Co. Ltd, Shanghai 200122, China
Received 9 May 2008; accepted 8 August 2008
Abstract: U-channel forming tests were performed to investigate the surface topography evolvement of hot-dip galvanized(GI) and galvannealed(GA) steels and the effects of die hardness on sheet metal forming(SMF). Experimental results indicate that the surface roughness values of the two galvanized steels increase with the number of forming, i.e., the surface topographies of galvanized steels are roughened in SMF. Moreover, GI steel has a better ability of damage-resistance than GA steel. The mechanisms of topography evolvement are different in the forming of GI and GA steels. Scratch is the main form of surface damage in the forming of GI steels. The severity of scratch can be decreased by increasing die hardness. GA steel results in exfoliating of the coating firstly and then severe scratching. The surface topography of galvannealed steels can be improved by increasing die hardness. However, the hardness should not be too high. ⊙
Key words: surface topography; galvanized steel; sheet metal forming; U-channel forming⊙
1 Introduction
The hot-dip galvanized(GI) and galvannealed(GA) steels are popularly used in automotive industry due to the better formability, weldability, paintability and corrosion resistance[1-2]. At the same time, the application of GI steels presents many challenges in the forming, welding and painting[3-7]. Powdering, exfoliating and scratching of the coatings are the main forms of surface damages in the forming of GI steels. The surface damage decreases the corrosion- resistance and surface qualities of products and restricts the use of GI steels in automotive industry[8-9].
The main factors that influence the surface damage of GI steels are the materials including the chemical compositions of coating, phase structure and substrate material[10-12]. Furthermore, tool material and surface treatments, lubricant and process parameters affect the performance of GI steels in sheet metal forming(SMF) [13-16]. For example, DALTON and SCHEY[12] studied the effects of different galvanizing treatments (hot-dip galvanizing, galvannealing and electrogalvanizing) on the friction and scratching behavior in SMF. SKAE and KRANTZ[13] studied the effects of tool material on the surface damage in the forming of hot-dip GI steels in Volvo Car Corporation. KIM[16] studied the effects of contact pressure, lubricant and temperature on the surface damage in the forming of galvanized advanced high strength steels. These researches focused on the effects of materials and processing conditions on surface damage in the forming of GI steels. However, the type of surface damage and the surface topography evolvement of galvanized steels in SMF need to be further studied.
The conventional friction test equipments are extensively used to evaluate scratching of sheet materials [17-18]. In these tests, the plastic deformation of sheet material in forming is ignored. Moreover, tool material is in contact with the same sheet surface during the entire testing duration. Thus, the results concluded from these tests cannot be applied directly to SMF operations. U-channel bending and drawbead tests are also extensively used to study scratching by many researchers, which are more representative of the forming conditions[19-20].
In this study, the surface topography evolvement of GI and GA steels and the effects of tool hardness on surface damage in SMF were investigated using the U-channel forming test under tension-bending. The work will be beneficial to decreasing the surface damage and scrap rate in SMF.
2 Experimental
2.1 Test equipment
In SMF, the tribological behavior at the interface between tool and workpiece is an important factor that influences the coefficient of friction and the surface qualities of the parts. The deep drawing process is a typical method in SMF, which includes two contact conditions between tool and workpiece. One is the sliding condition under compression and the another is the sliding condition under tension-bending. To enable the simulation of forming process under conditions close to industrial operations, the forming tests of U-channel with draw-bead were conducted in this study. Generally, the draw-bead is used to limit the material flow and maintain a constant strain distribution in a part. The contact condition between tool and workpiece in this study was the sliding condition under tension-bending.
Fig.1 shows the schematic view of the test tool. The radii of the die and the punch were 10 and 8 mm, respectively. The shape of the draw-bead was semicircular and the radius was 6 mm. The forming tests were carried out with a single-action hydraulic press. The blank holder force used in the U-channel forming tests was 2 T and the forming depth was 45 mm. All the tests were performed with only rust-proventative oil as lubrication. Fig.2 shows the formed U-channel workpieces.
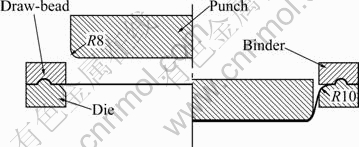
Fig.1 Schematic view of test tools
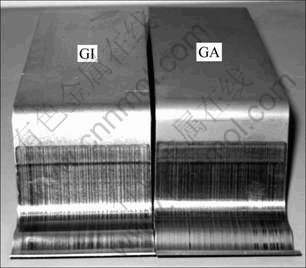
Fig.2 Photograph of formed U-channel workpieces
2.2 Material s
The formability of galvanized steels depends on the characteristics of the coating and the properties of the substrate. To eliminate the influence of the substrate material, the GI steel DC56D+Z and GA steel DC56D+ ZF used in this study had the same substrate material.All materials were produced by Baoshan Iron and Steel Co. Ltd. Rectangular sheet samples with dimensions of 60 mm× 300 mm were used for U-channel forming tests. Table 1 lists the sheet materials used in the study and their mechanical properties. Table 2 lists surface parameters of the sheet specimens. The hardnesses of sheet substrate material and galvanized coatings were measured by the micro-hardness test with the pyramid indenter at 2.94 N and 0.98 N, respectively. The surface roughness values were measured by a stylus profilometer.
Table 1 Mechanical properties of sheet materials
 Note: n means strain hardening exponent; r means anisotropic coefficient.
Note: n means strain hardening exponent; r means anisotropic coefficient.
Table 2 Surface parameters of sheet specimens

The tool material was Mo-Cr cast iron that is usually used as tool material in automotive industry. The tool material was hardened and tempered to get three different grades of hardness HRC35, HRC45 and HRC52. Finally, the forming tool was ground to result in an average surface roughness (Ra) of about 0.2 μm.
2.3 Evaluation of surface topography
In automotive industry, the depth of scratches left on parts is the criterion for surface qualities. In case a scratch on a part is deep enough that the scratch cannot be masked with lacquer, the part will be rejected. Moreover, the deep scratches can decrease the corrosion- resistance of the parts. Therefore, the roughness parameter Ry was used to evaluate the surface topography in the study. Based on the SEM and EDS, the surface damage of the GI steels was analyzed comprehensively. The measuring position was the outer side-wall of the U-channel part. Measurements were performed five times and the mean value was used as Ry value in this study.
3 Results and discussion
3.1 Hot-dip galvanized steel
Fig.3 shows the variations of the part surface roughness values(Ry) in the forming of the GI steel DC56D+Z with different forming tools. It is found from Fig.3 that the surface roughness Ry of the GI steel increases with increasing the number of forming, which means that the surface topography is roughened in SMF. Fig.3 clearly indicates that the hardness of the forming tool has a crucial effect on surface topography of the GI steel. Ry increases rapidly with the forming tool of HRC35. At the 250th forming test, the Ry value already exceeds the thickness of the galvanized coating and the substrate material is damaged. The forming tools with hardness of HRC45 and HRC52 give fairly good surface qualities of parts in the forming tests. The Ry values are 3.5-6.0 μm during the whole period of tests and only the coating is damaged. The parts formed with the tool of HRC45 shows a similar topography evolvement to the parts formed with the tool of HRC52.
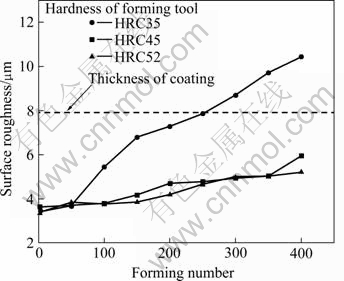
Fig.3 Variations of Ry values in forming of GI steel with different tools
Fig.4 shows the SEM micrographs of surface topography of GI steels with different forming tools at
the 400th forming test. It can be found from Fig.4 that the forming tool with hardness of HRC35 results in a severe surface damage of the parts. The surface damage of the parts formed with the tool of HRC45 and HRC52 is relatively light. Moreover, only surface scratches are observed from Fig.4.
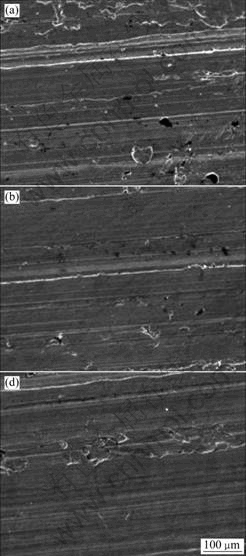
Fig.4 SEM micrographs of surface topography of GI steels with different forming tools: (a) 35HRC; (b) 45HRC; (c) 52HRC
3.2 Galvannealed steel
Fig.5 shows the variations of the part surface roughness (Ry) values in the forming of the GA steels. Similar to the GI steel, the Ry value of GA steel increases with increasing the number of forming. This tendency is obvious for the parts formed with the forming tool of HRC35. The surface roughness (Ry) value of the formed part is about 13 μm at the 400th forming test and the substrate material is heavily damaged. However, the effects of tool hardness on surface damage are different in the forming of the GA and GI steels. The forming tool with hardness of HRC45 shows better than the forming tool with hardness of HRC52 in the forming of GA steels. Fig.5 also indicates that only galvannealed coating is damaged with the forming tools of HRC45 and HRC52.
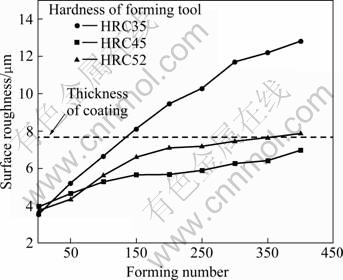
Fig.5 Variations of Ry values in forming of GA steel with different tools
Fig.6 shows the SEM micrographs of surface topography of GA steels with different forming tools at the 400th forming test. It is found from Fig.6 that the forming tool with the hardness of HRC35 results in severe surface damage of the parts. The surface damage of the parts formed with the tool of HRC45 is relatively light. Fig.6 also indicates that many cracks appear on the surfaces of the GA steels. This is the representation of coating exfoliating.
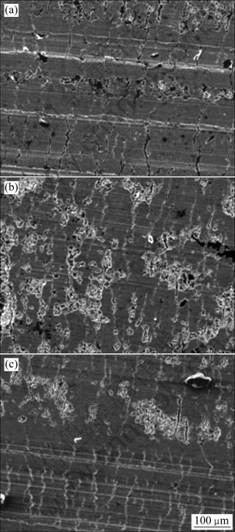
Fig.6 SEM micrographs of surface topography of GA steels with different tools: (a) 35HRC; (b) 45HRC; (c) 52HRC
3.3 Differences of two galvanized steels
Fig.7 shows SEM micrographs of surface topography of the GI and GA steels at the 400th forming test with the tool of HRC35. It is found from Fig.7 that scratch is the form of surface damage in the forming of GI steels. However, the GA steels result in severe exfoliating of coating in SMF. From the spectral analysis with EDS, the GA coating gives the relatively higher percentages of Fe element compared to the GI coating as shown in Table 3. This leads to the brittleness of the galvannealed coatings. Moreover, the GA coating has about five times higher hardness value than the GI coating as listed in Table 2. In SMF, the deformation of the GA coating is not consistent with that of the substrate material. Thus, the GA coating results in exfoliating of coating easily in SMF. The GI coating can act as lubricant in SMF due to lower hardness and better formability. Therefore, the part surface roughness (Ry) values of the GI steel are larger than those of GA steel regardless of the hardness of the forming tool (see Fig.8).
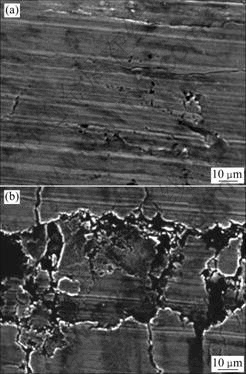
Fig.7 SEM micrographs of surface topography of steels: (a) GI steel; (b) GA steel
Table 3 Comparison of percentage of elements in coatings
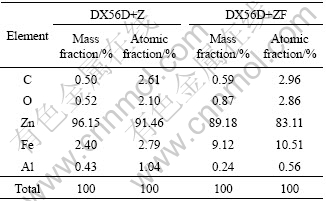
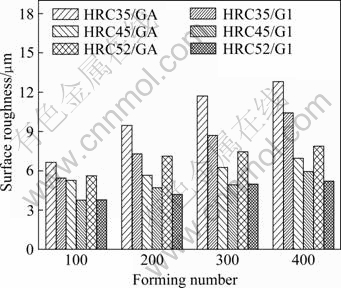
Fig.8 Topography evolvement of GI steel compared to GA steel
The initial surface topography of sheet specimens is also an important factor that influences the topography
evolvement of parts in SMF. The surface roughness values of galvannealed steels are larger than those of the hot-dip galvanized steels (see Table 2). Based on the analysis of SEM, the hot-dip galvanized coating shows a more uniform microstructure while the galvannealed coating shows a high porosity, as shown in Fig.9.
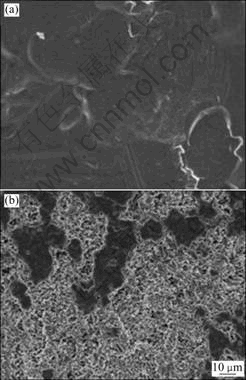
Fig.9 Topographies of coatings taken by SEM: (a) GI steel; (b) GA steel
4 Conclusions
1) In SMF, the surface topographies of the GI and GA steels are roughened and the surface qualities of the parts are decreased with increasing the number of forming. However, the failure mechanisms of GI and GA steels are different from each other.
2) The formability of the hot-dip galvanized coating is better than that of the galvannealed coating. In SMF, the deformation of the galvannealed coating is not consistent with that of the substrate material. Thus, the GI steels only result in scratches and the GA steels result in exfoliating firstly and then severe scratching. The GI steels show better damage-resistance than the GA steels due to the fact that GI coating acts as lubricant in SMF.
3) Tool hardness has a crucial effect on the topography evolvement in the forming of galvanized steels. The surface damage of GI steels can be decreased by increasing the hardness of the forming tool. The surface quality of the formed part can also be improved by adjusting the hardness of the forming tool in the forming of GA steel. However, it is not the forming tool with the highest hardness that performs best.
References
[1] ZHANG Qi-fu, LIU Bang-jin. Recent development in study of effect of coating phase structure of IF galvannealed steel sheet on its properties [J]. Iron and Steel, 2002, 37(12): 65-68. (in Chinese)
[2] DONG Shi-jie, ZHOU Norman. Effect of TiC coating on electrode tip surface on electrode degradation during resistance spot welding zinc coated steel [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 184-191. (in Chinese)
[3] LU Jin-tang, WANG Xin-hua, CHE Chun-shan, KONG Gang, CHEN Jin-hong, XU Qiao-yu. Crystallographic research of spangle on hot dip galvanized steel sheets [J]. Trans Nonferrous Met Soc China, 2007, 17(2): 351-356.
[4] ZHU Xiao-dong, LI Ning, LI De-yu. Influence of technology of high-speed galvanization on roughness and micromorphology of coating [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(1): 145-151. (in Chinese)
[5] GARZA L G, VAN TYNE C J. Friction and formability of galvannealed interstitial free sheet steel [J]. Journal of Materials Processing Technology, 2007, 187/188(12): 164-168.
[6] YU Zhi-shui, LI Rui-feng, QI Kai. Growth behavior of interfacial compounds in galvanized steel joints with CuSi3 filler under arc brazing [J]. Trans Nonferrous Met Soc China, 2006, 16(6): 1391-1396.
[7] LIN Bi-lan, LU Jin-tang, KONG Gang, LIU Jun. Growth and corrosion resistance of molybdate modified zinc phosphate conversion coatings on hot dip galvanized steel [J]. Trans Nonferrous Met Soc China, 2007, 17(4): 755-761.
[8] XU Chun, LIN Zhong-qin, LI Shu-hui. Galvanneal coating exfoliating analysis of galvannealed sheet steel [J]. Chinese Journal of Mechanical Engineering, 2006, 42(9): 135-139. (in Chinese)
[9] HUANG Wen-jun, VINCENT J I. Strain and stress analysis on Zn multicrystal film by XRD method [J]. Trans Nonferrous Met Soc China, 2006, 16(s2): s735-s738.
[10] SAKURAI M, ZHANG Li-wei, TAJIRI Y. Effect of coating structure on powdering resistance of galvannealed steel sheet [J]. SAE Transaction, 1992, 101(5): 98-107.
[11] CHE Chun-shan, LU Jin-tang, KONG Gang. Interpretation on Sebisty effect of hot-dip galvanized steels [J]. Trans Nonferrous Met Soc China, 2005, 15(6): 1275-1279.
[12] DALTON G M, SCHEY J A. Effect of bead finish orientation on friction and galling in the drawbead test [J]. SAE Transactions, 1992, 101(5): 509-519.
[13] SKAE T, KRANTZ F. Wear and frictional behavior of high strength steel in stamping monitored by acoustic emission technique [J]. Wear, 2003, 255(7): 1471-1479.
[14] WILCZYNSKI J S, GREGOIRE C A. The effect of die materials and electro-etching on frictional characteristics of automotive sheet steels [J]. SAE Transactions, 1992, 101(5): 535-543.
[15] XU C, LIN Z Q, LI S H, ZHANG W G. Research on shear strength of galvannealed coatings [J]. Materials and Design, 2007, 28(5): 1668-1671.
[16] KIM H, SUNG J, GOODWIN F E, ALTAN T. Investigation of galling in forming galvanized advanced high strength steels (AHSSs) using the twist compression test (TCT) [J]. J Mater Process Tech, 2008, 205(1/3): 459-468.
[17] CARLSSON P, BEXELL U, OLSSON M. Tribological performance of thin organic permanent coatings deposited on 55% Al-Zn coated steel-influence of coating composition and thickness on friction and wear [J]. Wear, 2001, 251(1): 1075-1084.
[18] GURUMOORTHY K, KAMARAJ M, RAO K P, VENUGOPAL S. Development and use of combined wear testing equipment for evaluating galling and high stress sliding wear behaviour [J]. Materials and Design, 2007, 28(3): 987-992.
[19] SANCHEZ L R. Characterization of a measurement system for reproducible friction testing on sheet metal under plane strain [J]. Tribology International, 1999, 32(10): 575-586.
[20] GONG Hong-ying, ZHU Wei, ZHANG Zhi-liang, LOU Zhen-liang. Effect of friction on the drawing process of hot-galvanized sheet steel [J]. J Mater Sci Technol, 2005, 21(4): 531-535.
Foundation item: Project(50605043) supported by the National Natural Science Foundation of China
Corresponding author: HOU Ying-ke; Tel: +86-21-34206580; E-mail: houyingke@sjtu.edu.cn
DOI: 10.1016/S1003-6326(08)60269-1
(Edited by YANG Hua)

