Ti2AlN/Ti-48Al-2Cr-2Nb复合材料 在900 °C的组织稳定性
来源期刊:中国有色金属学报(英文版)2016年第2期
论文作者:刘懿文 胡锐 张铁邦
文章页码:423 - 430
关键词:TiAl复合材料;Ti2AlN;组织稳定性;片层结构;沉淀
Key words:TiAl composite; Ti2AlN; microstructure stability; lamellar structure; precipitation
摘 要:采用XRD、OM和TEM等方法对原位合成Ti2AlN/Ti-48Al-2Cr-2Nb复合材料在900 °C时效过程中的组织稳定性进行研究,并与未增强的Ti-48Al-2Cr-2Nb合金进行对比分析。研究结果发现,在TiAl合金中,α2片层变细并发生破碎,且随着时效时间的延长变得不连续。以α2板条平行分解和破碎为特征的α2片层向g 的分解导致片层结构退化。而在复合材料中,在900 °C时效100 h,片层结构保持相对稳定。除了片层平行分解和细小的氮化物沉淀外,没有发现α2片层破碎。复合材料较好的组织稳定性主要与α2/γ界面上的Ti2AlN颗粒沉淀有关。Ti2AlN相的析出对延缓复合材料基体片层组织粗化具有重要作用。
Abstract: Microstructure stability of in situ synthesized Ti2AlN/Ti-48Al-2Cr-2Nb composite during aging at 900 °C was investigated by XRD, OM and TEM, and the unreinforced Ti-48Al-2Cr-2Nb alloy was also examined for comparison. The result showed that in the TiAl alloy, α2 lamellae thinned and were broken down, and became discontinuous with increasing aging time. The decomposition of α2 lamella to g which was characterized by parallel decomposition and breakdown of α2 lamellae led to the degradation of the lamellar structure. While in the composite, lamellar structure remained relatively stable even after aging at 900 °C for 100 h. No breakdown of α2 lamellae except parallel decomposition and precipitation of fine nitride particles was observed. The better microstructural stability of the composite was mainly attributed to the precipitation of Ti2AlN particles at the α2/g interface which played an important role in retarding the coarsening of lamellar microstructure in the matrix of composite.
Trans. Nonferrous Met. Soc. China 26(2016) 423-430
Yi-wen LIU, Rui HU, Tie-bang ZHANG
State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China
Received 10 March 2015; accepted 14 September 2015
Abstract: Microstructure stability of in situ synthesized Ti2AlN/Ti-48Al-2Cr-2Nb composite during aging at 900 °C was investigated by XRD, OM and TEM, and the unreinforced Ti-48Al-2Cr-2Nb alloy was also examined for comparison. The result showed that in the TiAl alloy, α2 lamellae thinned and were broken down, and became discontinuous with increasing aging time. The decomposition of α2 lamella to g which was characterized by parallel decomposition and breakdown of α2 lamellae led to the degradation of the lamellar structure. While in the composite, lamellar structure remained relatively stable even after aging at 900 °C for 100 h. No breakdown of α2 lamellae except parallel decomposition and precipitation of fine nitride particles was observed. The better microstructural stability of the composite was mainly attributed to the precipitation of Ti2AlN particles at the α2/g interface which played an important role in retarding the coarsening of lamellar microstructure in the matrix of composite.
Key words: TiAl composite; Ti2AlN; microstructure stability; lamellar structure; precipitation
1 Introduction
Intermetallic γ-TiAl-based alloys have been investigated extensively for many years and are considered for higher temperature applications in aerospace and automotive industries due to their attractive properties such as low density, high modulus and good oxidation and creep resistance up to 800 °C [1-4]. However, poor ductility at room temperature and relatively low strength at high temperature limit their application. Many efforts have been made to overcome these shortcomings, and composite technology is regarded as an effective method to improve both toughness and creep resistance [5]. Among various kinds of reinforcements, ternary nitride Ti2AlN has been used as an attractive candidate for reinforcements in TiAl-based composites due to its metallic and ceramic properties, such as low density, high elastic modulus, easy machinability and high-temperature oxidation resistance [6,7]. Moreover, Ti2AlN is comparable to TiAl in both density and thermal expansion resistance. Introduction of Ti2AlN can refine the as-cast microstructure and improve the mechanical properties of TiAl-based alloy remarkably. More attractive thing is that Ti2AlN/TiAl composites show higher elevated temperature strength than unreinforced TiAl alloy at temperature as high as 900 °C and present great potential in high temperature application [8]. In view of the long-term use at high temperature, the thermal stability of the Ti2AlN/TiAl composites is necessary to be evaluated. However, few works have focused on this issue up to now.
It is well known that the mechanical properties of composites are associated with their matrix closely. According to the researches, fully lamellar structure consisting of γ and α2 lamellae provides excellent balanced properties of yield strength, fracture toughness and creep resistance than its counterparts in TiAl alloys [9,10]. However, the lamellar structure would be unstable even at temperature as low as 700 °C due to the reduction of both the chemical free energy and the interfacial energy so that the strength and creep resistance are reduced inevitably [11,12]. In order to improve the microstructure stability, refractory metals such as W, Hf and light elements such as Si and C are added, which causes concentration of refractory metal elements and formation of fine silicide and carbide particles at the α2/γ lamellar interfaces and stabilizes the lamellar structure [13-16]. The addition of N element is also known as an effective method to enhance creep resistance by nitride (Ti2AlN, Ti3AlN) particle hardening [17,18]. Nonetheless, the formation of such precipitates was found to induce coarsening of lamellae in fully lamellar TiAl alloy containing N and lead to microstructure degradation [19]. This was mainly attributed to deprivation of Ti during formation of nitrides and left Al rich in the matrix. In the Ti2AlN/TiAl composites, Ti2AlN reinforcement was designed with stoichiometry and synthesized in advance. It could be expected that the influence of formation of nitrides on microstructure of TiAl matrix in Ti2AlN/TiAl composites would be different from that in N-containing TiAl alloy during aging at intermediate temperatures.
Therefore, in this work, the microstructure changes of Ti2AlN/TiAl composite prepared by an in-situ method, reactive arc-melting, were investigated during long-term aging treatment. For the composite, Ti-48Al-2Cr-2Nb (mole fraction, %), the classic fully lamellar TiAl alloy, was chosen as the matrix. In order to get a better understanding of the microstructure changes, the Ti-48Al-2Cr-2Nb alloy was also studied for comparison.
2 Experimental
The Ti2AlN/Ti-48Al-2Cr-2Nb (Ti2AlN/TiAl) composite was prepared by in-situ method of reactive arc-melting and the Ti-48Al-2Cr-2Nb (TiAl) alloy was produced by arc melting technique. To improve the chemical homogeneity, the two ingots were remelted four times. The microstructure of as-cast TiAl alloy shows coarse columnar dendrites and Ti2AlN/TiAl composite exhibits a fine near lamellar structure in the matrix and rod-like reinforcement particles dispersed in the matrix. After that, the as-cast materials were subjected to a solution treatment at 1400 °C for 10 min and furnace cooling to room temperature so as to obtain fully lamellar microstructure. Then, the treated samples were aged at 900 °C for 50 h and 100 h in air, respectively. For each aging step, the samples were air cooled to room temperature.
The phase analysis was carried out on an X-ray diffractometer (DX-2700) using Cu Kα radiation for an angle range of 20°-90° (2q), with a step of 0.02° (2q). The microstructural features were observed by optical microscope (OLYMPUS GX71) and the samples for optical metallographic observation were prepared by standard mechanically techniques and etched using Kroll’s reagent. Transmission electron microscopy (TEM) investigation was carried out on an FEI Tecnai F30 G2 microscope operated at 200 kV. Thin foil specimens for TEM observation were first ground mechanically from both sides to about 50 μm and then thinned by standard double-jet electropolishing technique with an electrolyte consisting of 60% methanol, 35% butanol and 5% perchloric acid (volume fraction) operated at 35 V and -30 °C. For the evaluation of grain size and lamellar spacing of each sample, more than ten micrographs were analyzed and a mean linear intercept method was used to achieve the average value.
3 Results and discussion
3.1 As-annealed microstructures
Figure 1 shows the X-ray diffraction patterns of TiAl alloy and Ti2AlN/TiAl composite solution-treated at 1400 °C for 10 min. According to the analysis results, γ-TiAl and α2-Ti3Al phases are identified in both materials. It should be noted that Ti2AlN phase cannot be found in the composite. The main reasons are that, on one hand, a nominal Ti2AlN content of 3% (volume fraction) is designed to introduce into TiAl matrix in this work, which is too little to be detected by XRD with limited precision; on the other hand, Ti2AlN phase was found to be susceptible to decomposition above 1400 °C [20].

Fig. 1 XRD patterns of TiAl alloy (a) and Ti2AlN/TiAl composite (b) solution-treated at 1400 °C for 10 min
The microstructures of the solution-treated materials are shown in Fig. 2. The TiAl alloy displays a coarse fully lamellar microstructure consisting of α2+γ lamellar colonies with an average grain size of 1026 μm (Fig. 2(a)) and well interlocked grain boundaries which are caused by incursion of lamellae into the neighboring grains. By contrast, the Ti2AlN/TiAl composite shows a refined microstructure with a grain size about 486 μm (Fig. 2(b)) and much finer and shorter lamellar incursions of the grain boundaries. The refined microstructure was inherited from the as-cast one, which was refined due to the introduction of Ti2AlN particles. They acted as nucleation cores during melting and solidification.
3.2 Microstructure evolution during aging at 900 °C
The X-ray diffraction patterns of TiAl alloy and Ti2AlN/TiAl composite aged at 900 °C for different time are shown in Fig. 3. Both γ and α2 phases are detected in TiAl alloy after aging for 50 h, while only γ phase remains as time extends to 100 h (Fig. 3(a)). In the aged composite, α2 phase is still remained even after 100 h aging, and some diffraction peaks of Ti2AlN phase can be confirmed (Fig. 3(b)).
The microstructures of TiAl alloy aged at 900 °C for different time are presented in Fig. 4, and some noticeable changes can be observed. After aging for 50 h, the perfectly aligned lamellar structure is disturbed. Some α2 lamellae underwent decomposition and transformed into γ phase. In consequence, thin γ lamellae laid in the remaining α2 lamellae and fine alternating arrangement of γ and α2 laths was formed, which is called “parallel decomposition”. The generated α2/γ interfaces are parallel to the original interfaces (Fig. 4(a)). In addition, boundary migration is observed. In Fig. 4(b), the α2/γ interface is bulged and the α2 lamella is even broken up, which leads to coalescence of the γ lamellae. The interface bulging was believed to only present at the 120° rotational fault interfaces [21]. The lamellae migration caused the coarsening of the γ lamellae. In these two cases, the α2/γ lamellar interface keeps straight basically. Nevertheless, remarkable microstructure degradation appears at the interface, as displayed in Fig. 4(c). The interface between γ and α2 lamellae is not straight anymore and the γ lamellae become coarse. Many dislocations are observed in the γ lamellae and at the α2/γ interface even without applying stress. The generation of these dislocations is caused by loss of α2 phase which transforms into γ phase. It is known that the Shockley partial associated with the transformation of α2 interacts with the Frank partial associated with interface misorientation on the interface plane and gives rise to ordinary hard-mode dislocations within the γ matrix via reactions [22], i.e.,
 (1)
(1)
As aging time increases up to 100 h, α2 lamella is found to be discontinuous (Fig. 4(d)). When the α2 lath between two γ laths of the same variant completely disappears, the two γ laths coalesce to form a wider one. As indicated in Fig. 3(a), the content of α2 phase decreases dramatically with aging time prolonging, suggesting that α2 phase has undergone the transformation. In comparison with Fig. 4(c), the dislocation density decreases. This might be because prolonged aging leads to annihilation of matrix dislocations or their arrangement into low energy configurations, thus reducing the net mobile density. Further observation shows that the α2 lamella is decomposed by parallel decomposition and fine γ and α2 lamellae are formed (Fig. 4(e)).

Fig. 2 Optical images showing microstructures of TiAl alloy (a) and Ti2AlN/TiAl composite (b) solution-treated at 1400 °C for 10 min and furnace cooled
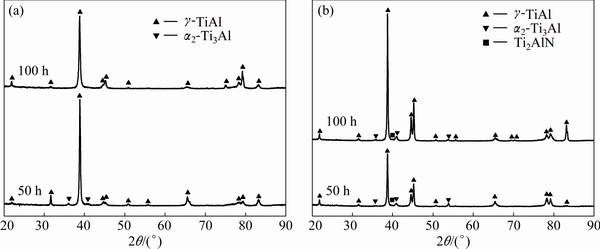
Fig. 3 X-ray diffraction patterns of TiAl alloy (a) and Ti2AlN/TiAl composite (b) aged at 900 °C for different time

Fig. 4 TEM images showing parallel decomposition (a), breakdown of α2 lamellae (b), dislocation in γ lamellae and at α2/γ interface (c) after aging for 50 h, and discontinuous α2 lamellae (d) and parallel decomposition of α2 lamellae (e) after aging for 100 h in TiAl alloy
It is well known that during aging α2 phase will transform into γ phase due to the non-equilibrium phase constitution, which provides one of the driving forces to reach equilibrium conditions, thus results in structural changes upon exposure at elevated temperatures [10,23]. As revealed in this work, the α2 lamella is decomposed by the phase transformation of α2→γ during aging, and two modes are involved. One is characterized by parallel decomposition of coarse α2 lamellae into fine γ and α2 lamellae, which leads to the microstructure degradation such as thinning of α2 lamellae and coarsening of neighboring lamellae. The other is characterized by breakdown of α2 lamella occurred by nucleation of all possible orientations of γ (e.g., twinned or rotated by 120°) within the α2 phase and by growth of the original lamellae from either side of the α2 phase to produce regions where no α2 phase remains [24]. Along with the decomposition processes in TiAl alloys, α2 phase is dissolved and thus results in disappearance of α2 lamella and coarsening of the γ lamella. The coarsening of the lamellar structure will degrade the creep properties by increasing the creep strain rates. In addition, the density of α2/γ lamellar boundaries is reduced due to the dissolution of α2 lamella, which leads to the reduction in the channeling stress and the increase in the mean free path of mobile dislocations, then associated increase in creep rates [12].
In the Ti2AlN/TiAl composite, slight parallel decomposition of α2 lamella can be observed after aging for 50 h, as shown in Fig. 5(a). Thin α2 laths are separated by ultrathin γ laths. The white rod-like precipitates with an average size of 0.32 μm in length and 0.14 μm in width are assumed to be Ti2AlN phase. These precipitates tend to stay at α2/γ interfaces and their long-axis is parallel to the parent α2 lamella, suggesting that the precipitates may nucleate at α2/γ interfaces. Although parallel decomposition and precipitation occur, the lamellar interface is basically kept in a straight way. The aged composite exhibits finer lamellar structure with an average lamellar spacing of 0.16 μm than the aged TiAl alloy with 0.84 μm. For longer aging time of 100 h (Fig. 5(b)), the parallel decomposition of α2 into fine α2 and γ lamellae becomes more common, whereas more α2 laths maintain a relative stability. It is interesting to note that the short rod-like Ti2AlN particle precipitated at the α2/γ interface is developed into a slender one with a size of 1.37 μm in length and 0.06 μm in width and its growth direction is parallel to the lamellar interface. Also, many nano-sized precipitates are found at the interface.
Compared with the counterpart of TiAl alloy, the composite possesses better lamellar structure stability during aging at 900 °C for different time. No breakdown of α2 lamellae has been found except for some parallel decomposition and precipitation of Ti2AlN. The Ti2AlN particles are generally adjacent to α2 lamellae, indicating that the decomposition of α2 phase and the nucleation of the Ti2AlN phase are related. The TEM observations indicate that secondary fine Ti2AlN particles with nano-size dispersively precipitate at primary α2/γ interface in the aged Ti2AlN/TiAl composite. The process can be illustrated as α2→γ+Ti2AlN. Thus, two types of phase transformation get involved in the process of α2 decomposition, α2→γ and α2→γ+Ti2AlN.

Fig. 5 TEM images showing lamellar microstructures of Ti2AlN/TiAl composite aged at 900 °C for 50 h (a) and 100 h (b)
3.3 Precipitation in aged composite
According to TEM examination, many precipitates with different morphologies are revealed in the aged Ti2AlN/TiAl composite, as shown in Fig. 6. The rod-like precipitate forms at the α2/γ interface after aging at 900 °C for 50 h (Fig. 6(a)). According to the electron diffraction analysis, the interfacial precipitate with an ordered hexagonal structure is identified as Ti2AlN phase, which lies parallel to the lamellae. In addition, another nano-sized precipitate is found to distribute continuously along lamellar interfaces in the composite (Fig. 6(b)). The corresponding selected area electron diffraction pattern clearly illustrates that the nano-sized precipitate is Ti2AlN phase with crystallographic orientation relationship of  and
and 
 . As the aging time increases to 100 h, the rod-like precipitate becomes elongated and its growth orientation keeps the same relationship with the lamellae, and the nano-sized precipitate tends to arrange in line (Fig. 6(c)). The other needle-like precipitate with low content is found to arrange along a particular direction in equiaxed γ matrix (Fig. 6(d)). This kind of precipitate prefers forming at the dislocations. By electron diffraction analysis, it is identified as Ti3AlN phase. The growing axis of the needle-like precipitates is parallel to [001] direction of the matrix.
. As the aging time increases to 100 h, the rod-like precipitate becomes elongated and its growth orientation keeps the same relationship with the lamellae, and the nano-sized precipitate tends to arrange in line (Fig. 6(c)). The other needle-like precipitate with low content is found to arrange along a particular direction in equiaxed γ matrix (Fig. 6(d)). This kind of precipitate prefers forming at the dislocations. By electron diffraction analysis, it is identified as Ti3AlN phase. The growing axis of the needle-like precipitates is parallel to [001] direction of the matrix.

Fig. 6 TEM images showing Ti2AlN precipitates at α2/γ interfaces (a, b, c) and Ti3AlN precipitates in γ matrix (d)
The formation and morphology of different types of precipitates are considered to be closely related to crystal structure, misfit, structure of the interphase boundary between precipitate and matrix and stress applied during aging treatment [25,26]. Ti3AlN precipitate shows preferential orientation in [001] direction of the γ matrix due to minor lattice misfit between them in this direction [27]. Therefore, it often forms in γ matrix. As for Ti2AlN precipitates, they prefer presenting along α2/γ lamellar interfaces, rather than in the γ lamella. This may be associated with the decomposition of α2 phase. During in-situ synthesis of Ti2AlN/TiAl composite, a trace of nitrogen was inevitably dissolved into the TiAl matrix. Moreover, the in-situ Ti2AlN reinforcements tended to be decomposed at 1400 °C and additional nitrogen was introduced. The two factors caused excess concentration of the element in the TiAl matrix, especially in α2 phase. It is known that nitrogen has a higher solubility in α2 phase than in γ phase [28]. During aging at 900 °C, nitrogen atom is likely to be segregated at α2/γ interfaces because α2 phase is supposed to approach an equilibrium condition. Thus, nitride precipitates would nucleate at the α2/γ interfaces and subsequently grow along the interfaces. Although decomposition of α2 phase occurs, the composite contains certain amount of α2 phase and the α2+γ lamellar structure is still remained even after aging for 100 h, suggesting that the dissolution of α2 phase is retarded by the precipitation processes in the composite. This could be attributed to the fact that nitrogen atoms segregated at α2/γ interfaces may lead to the decrease of the number of faults in the lamellar structure. The density of faults present in the lamellar structure influences the rate of mass transport associated with a unit volume of the lamellar structure [29]. Meanwhile, nitrides precipitated in lamellar region would retard initial critical processes that lead to instability.
It is known that stabilized microstructures with precipitates decorated on or parallel to the lamellar interfaces are identified to hold the promise for high temperature applications [22]. In the Ti2AlN/TiAl composite, formation of nitride precipitates at the α2/γ interfaces is expected to effectively block the emission and motion of dislocations at and along the lamellar interfaces and is beneficial to reducing creep rates.
4 Conclusions
1) Fully lamellar microstructure consisting of γ and α2 phases was obtained for TiAl alloy and Ti2AlN/TiAl composite after solution-treated at 1400 °C for 10 min. Aging at 900 °C resulted in noticeable microstructure changes for TiAl alloy. Parallel decomposition and breakdown of α2 lamellae were introduced. As aging time increased, α2 lamellae became discontinuous and γ coalesced to form a wider lath. The α2 lamella was decomposed by the phase transformation from α2 to γ.
2) The Ti2AlN/TiAl composite displayed a relatively stable lamellar microstructure during aging process. Parallel decomposition and nitride precipitation were the two major decomposition processes of the α2 lamellae. The former was characterized by phase transformation of α2 to γ and became more common with increasing aging time, while the latter was represented by precipitation of rod-like or nano-sized Ti2AlN particles at α2/γ interface, which were elongated or arranged in line at the interface for longer aging time. The need-like Ti3AlN particles mainly formed in the equiaxed γ matrix. The precipitation of fine Ti2AlN particles at α2/γ interface would retard the degradation of lamellar structure of Ti2AlN/TiAl composite and was beneficial to microstructure stability of the composite.
References
[1] CLEMENS H, MAYER S. Design, processing, microstructure, properties, and applications of advanced intermetallic TiAl alloys [J]. Advanced Engineering Materials, 2013, 15: 191-215.
[2] KOTHARI K, RADHAKRISHNAN R, WERELEY N M. Advances in gamma titanium aluminides and their manufacturing techniques [J]. Progress in Aerospace Sciences, 2012, 55: 1-16.
[3] WU Xin-hua. Review of alloy and process development of TiAl alloys [J]. Intermetallics, 2006, 14: 1114-1122.
[4] XIAO Shu-long, TIAN Jing, XU Li-juan, CHEN Yu-yong, YU Hong-bao, HAN Jie-cai. Microstructures and mechanical properties of TiAl alloy prepared by spark plasma sintering [J]. Transactions of Nonferrous Metals Society of China, 2009, 19(6): 1423-1427.
[5] WANG Xiao-feng, WANG Fen, ZHU Jian-feng, XIANG Liu-yi. Reinforcing and toughening of TiAl composites by doping Sm2O3 [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(6): 1263-1268.
[6] DJEDID A,  S, ABBES O, ABBAR B. Theoretical investigations of structural, electronic and thermal properties of Ti2AlX(X=C,N) [J]. Physica B, 2009, 404: 3475-3482.
S, ABBES O, ABBAR B. Theoretical investigations of structural, electronic and thermal properties of Ti2AlX(X=C,N) [J]. Physica B, 2009, 404: 3475-3482.
[7] YAN Ming, CHEN Yan-lin, MEI Bing-chu, ZHU Jiao-qun. Synthesis of high-purity Ti2AlN ceramic by hot pressing [J]. Transactions of Nonferrous Metals Society of China, 2008, 18(1): 82-85.
[8] MABUCHI H, TSUDA H, NAKAYAMA Y, SUKEDAI E. Processing of TiAl-Ti2AlN composites and their compressive properties [J]. Journal of Materials Research, 1992, 7: 894-900.
[9] GLOANEC A L,  G, BERTHEAU D, BELAYGUE P, GRANGE M. Fatigue crack growth behaviour of a gamma-titanium- aluminide alloy prepared by casting and powder metallurgy [J]. Scripta Materialia, 2003, 49: 825-830.
G, BERTHEAU D, BELAYGUE P, GRANGE M. Fatigue crack growth behaviour of a gamma-titanium- aluminide alloy prepared by casting and powder metallurgy [J]. Scripta Materialia, 2003, 49: 825-830.
[10] BESCHLIESSER M, CHATTERJEE A, LORICH A, KNABL W, KESTLER H, DEHM G, CLEMENS H. Designed fully lamellar microstructures in a γ-TiAl based alloy: Adjustment and microstructural changes upon long-term isothermal exposure at 700 and 800 °C [J]. Materials Science and Engineering A, 2002, 329-331: 124-129.
[11] CHENG T T. Effects of thermal exposure on the microstructure and properties of a γ-TiAl based alloy containing 44Al-4Nb-4Zr-0.2Si- 0.3B [J]. Intermetallics, 1999, 7: 995-999.
[12] MARUYAMA K, KIM H Y, ZHU H L. Creep of lamellar TiAl alloys: Degradation, stabilization and design of lamellar boundaries [J]. Materials Science and Engineering A, 2004, 387-389: 910-917.
[13] QIN G W, OIKAWA K, SUN Z M, SUMI S, IKESHOJI T, WANG J J, GUO S W, HAO S M. Discontinuous coarsening of the lamellar structure of γ-TiAl-based intermetallic alloys and its control [J]. Metallurgical and Materials Transactions A, 2001, 32: 1927-1938.
[14] ZHOU Can-xu, LIU Bin, LIU Yong, QIU Cong-zhang, HE Yue-hui. Effect of carbon on microstructures of Ti-45Al-3Fe-2Mo-xC alloy [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(6): 1730-1736.
[15] HUANG Z W. Thermal stability of Ti-44Al-4Nb-4Hf-0.2Si-1B alloy [J]. Intermetallics, 2013, 37: 11-21.
[16] KARADGE M, KIM Y W, GOUMA P I. Precipitation strengthening in K5-series γ-TiAl alloyed with silicon and carbon [J]. Metallurgical and Materials Transactions A, 2003, 34: 2129-2138.
[17] YUN J H, OH M H, NAN S W, WEE D M, INUI H, YAMAGUCHI M. Microalloying effects in TiAl+Mo alloys [J]. Materials Science and Engineering A, 1997, 239-240: 702-708.
[18] YUN J H, CHO H S, NAM S W, WEE D M, OH M H. Nitrogen-doped TiAl alloys, Part II: Plastic deformation behavior [J]. Journal of Materials Science, 2000, 35: 4533-4537.
[19] NAM C Y, OH M H, KUMAR K S, WEE D M. Effect of nitrogen on the mean lamellar thickness of fully lamellar TiAl alloys [J]. Scripta Materialia, 2002, 46: 441-446.
[20] LOW I M, PANG W K, KENNEDY S J,
[21] KIM H Y, MARUYAMA K. Stability of lamellar microstructure of hard orientated PST crystal of TiAl alloy [J]. Acta Materialia, 2003, 51: 2191-2204.
[22] KARTHIKEYAN S, MILLS M J. The role of microstructural stability on compression creep of fully lamellar γ-TiAl alloys [J]. Intermetallics, 2005, 13: 985-992.
[23] ZHU H L, SEO D Y, MARUYAMA K, AU P. Microstructural stability of fine-grained fully lamellar XD TiAl alloys by step aging [J]. Metallurgical and Materials Transactions A, 2005, 36: 1339-1351.
[24] HU D, GODFREY A B, LORETTO M H. Thermal stability of a fully lamellar Ti-48Al-2Cr-2Nb-1B alloy [J]. Intermetallics, 1998, 6: 413-417.
[25] TANAKA Y, SATO A, MORI T. Stress assisted nucleation of α″ precipitates in Fe-N single crystals [J]. Acta Metallurgica, 1978, 26: 529-540.
[26] TIEN J K, COPLEY S M. The effect of orientation and sense of applied uniaxial stress on the morphology of coherent gamma prime precipitates in stress annealed nickel-base superalloy crystals [J]. Metallurgical Transactions, 1971, 2: 543-553.
[27] TIAN W H, NEMOTO M. Precipitation behavior of nitrides in L10-ordered TiAl [J]. Intermetallics, 2005, 13: 1030-1037.
[28] PERDRIX F, TRICHET M F, BONNENTIEN J L, CORNET M, BIGOT J. Influence of nitrogen on the microstructure and mechanical properties of Ti-48Al alloy [J]. Intermetallics, 2001, 9: 147-155.
[29] SHARMA G, RAMANUJAN R V, TIWARI G P. Instability mechanisms in lamellar microstructures [J]. Acta Materialia, 2000, 48: 875-889.
刘懿文,胡 锐,张铁邦
西北工业大学 凝固技术国家重点实验室,西安 710072
摘 要:采用XRD、OM和TEM等方法对原位合成Ti2AlN/Ti-48Al-2Cr-2Nb复合材料在900 °C时效过程中的组织稳定性进行研究,并与未增强的Ti-48Al-2Cr-2Nb合金进行对比分析。研究结果发现,在TiAl合金中,α2片层变细并发生破碎,且随着时效时间的延长变得不连续。以α2板条平行分解和破碎为特征的α2片层向g 的分解导致片层结构退化。而在复合材料中,在900 °C时效100 h,片层结构保持相对稳定。除了片层平行分解和细小的氮化物沉淀外,没有发现α2片层破碎。复合材料较好的组织稳定性主要与α2/γ界面上的Ti2AlN颗粒沉淀有关。Ti2AlN相的析出对延缓复合材料基体片层组织粗化具有重要作用。
关键词:TiAl复合材料;Ti2AlN;组织稳定性;片层结构;沉淀
(Edited by Xiang-qun LI)
Foundation item: Project (2011CB605502) supported by the National Basic Research Program of China; Project (B08040) supported by Introducing Talents of Discipline to Universities, China
Corresponding author: Rui HU; Tel: +86-29-88491764; E-mail: rhu@nwpu.edu.cn
DOI: 10.1016/S1003-6326(16)64095-5

