ϡ�н��� 1999,(05),344-348 DOI:10.13373/j.cnki.cjrm.1999.05.006
����������۵�����ǿ��
Ԭ���� ʩ�ķ� ������ ֣��Ƽ ��� ����
������ɫ����ұ����!ʯ��ɽ753000,������ɫ����ұ����!ʯ��ɽ753000,������ɫ����ұ����!ʯ��ɽ753000,������ɫ����ұ����!ʯ��ɽ753000,������ɫ����ұ����!ʯ��ɽ753000,������ɫ����ұ����!ʯ��ɽ753000,������ɫ����ұ����!ʯ��ɽ753000
ժ Ҫ��
�õ����������ѹ������������������������������飬 ѹ���ⶨ������ǿ�ȡ��о�������зǽ������ʵĺ�������۵ıȱ���������ʱ�䡢��װ�ܶȡ�������ȷֲ���������״������ǿ�ȶ�����ǿ�ȵ�Ӱ�졣
�ؼ��ʣ�
��� ;����ǿ�� ;
��ͼ����ţ� TF125.242
�ո����ڣ� �ո�����: 1998 - 08 - 31
Crush Strength of Capacitor GradeTantalum Powder Pressed Pellets
Abstract��
Abstract: The crush strength of pressed pellets of capacitor grade tantalum powder which is used for making tantalum solid electrolytic capacitor was tested. The influences of nonmetal impurity contents, the surface area, the bulk density, the particle size distribution, the shape and the strength of the agglomerated tantalum powder and storaging time of the powder on the crush strength of pressed pellets were studied.
Keyword��
Tantalum powder; Crush strength;
Received�� �ո�����: 1998 - 08 - 31
�����ս�������������Ƚ����ѹ������ (������÷����� �ߴ硢 ��״�� �ܶ��Լ�����ճ��������Ǹ�����۵����ܡ� ��������Ҫ���Լ��������ļӹ���������Ƶ�) �� ѹ�ɵ��������ս���ǰҪ����װ¯����, ���ܵ�����ײ, �еĻ�Ҫ����ϴ�ӳ�ȥճ����Ȳ�������
[1 ]
�� ����Щ����������, �����ܷ���ߴ硢 ��״��������Ҫ�ġ� ����������ս�ǰ��ǵ������˿�ɶ�, �ͻ�ʹ��������������, ©�������� ������֪, ����ѹ���ܶȿ��������ǿ��, ���Dz���Ϊ�������ǿ�ȶ������Ƶ����������ܶ�, ��Ϊ����������ս�������Ҫ���ʵ��Ŀ�϶�ȼ���϶�ȷֲ��� �ڽ���Mn (NO3 ) 2 �� �����ȷֽ��MnO2 ʱ, MnO2 Ҫ�����������ĤTa2 O5 �Ӵ�, MnO2 ��������ʵ���������, �����Ta2 O5 �ľֲ����ִõ�, �����������, MnO2 �ͻ�ת��Ϊ��Ե�Ե�Mn2 O3 ��������������
[2 ]
�� ��MnO2 ��Ta2 O5 �Ӵ�����ִ���������ʧ, ��������©����, �Ӷ��ٻ���������
���ŵ�����������������������Ľ���, �����˺ܶ��ֹ��ͳߴ���������, ���÷���4��5 mg ������1 mg�� �������1 mm3 ������о��
[3 ]
, ����ϸС��ѹ��, �ۺ���˿�Ľ������, ������; ���п���Ⱥܴ�, ��8 mm��8 mm��0.5 mm�� �� 30 mm��1 mm�ı�Ƭ״��������ױ����顣
��������, ����������۱��������õ�����ǿ��, ����ȫ�����������������۵�Ҫ�� �����о�Ӱ���������ǿ�ȵ�����, �Ӷ����������ǿ���Ǻ���Ҫ�ġ�
1 ���鷽��
1.1 �����豸�� ����
������ĩ����ǿ�ȵIJ��Է�����������ASTM�� B312��MPIF15���� �䷽����: ����ĩѹ��6.35 mm��12.7 mm��31.7 mm������, �ٽ��к�����������
[4 ]
�� �˷��������˵���������۵�о��, ��Ϊ������о�鶼��С, ������Ҫ���Ƕ����, ���ܶȲ��������ܶȵ�һ�롣 һ������������Ұ��ո�����Ƶĵ���������о��ijߴ硢 ��״�������ܶ�, ����������ǿ�ȡ�
��ĩ������ǿ���Ƿ�ӳ��ĩ��һ����ѹ���ܶ��±�������״�ͳߴ�������� �������ǽ����ѹ��һ����״������, ��INSTRON���ܲ���������Ͻ���ѹ������, �ⶨ�俹ѹǿ�ȡ� ������: ���������ڵ������, ��1 mm/s���ٶ��������¼���, �����ƻ�ʱ��ѹ��ֵ�����ڼ�������ǿ�ȵ�ѹ���� ÿ��������3����Ʒ, ȡƽ��ֵ��
1.2 ѹ��������ȷ��
����GB11106��89�����ڽ�����ĩ��Բ����ѹ����ѹ���ⶨѹ��ǿ�ȵķ������ж���ѹ���ijߴ硢 ��״û�о���涨�� �Ե���������۵�����ǿ����˵, �����������ԡ� ���ڸ������������Ҷ����Լ�����������, ���������ѹ��Ҳ��һ���� ��һ��ķ����ǽ���˿��������������, ��Ҳ�е��ǽ����ѹ�����龭��һ���ս��, �ٽ���˿���ӵ��ս����, Ȼ���ٽ��еڶ����ս�; ����, ��ѹ�Ƶ���������ʱ, ͨ��������л���һ������ճ�ϼ������ԡ� Ӳ֬������Ը������������, ��ʹ�ս����нϺõĿ�϶��; Ҳ�еIJ���ճ���, ��۱����������õ�������, ʡȥ���ѳ�ճ����Ĺ���, ����˲д�ճ�����̼����Ⱦ�� ���������Ʒ�֡� ���, ��״�� �ߴ��и�ʽ������
���ڼ�������ǿ��ʱ������ѹ������ֱ������Ľ����, ����Բ����, ����ѹ֮ǰ�������߽Ӵ�, ��������ǿ���ǰ��м��������������м���ġ� Ҫ�Ƚϲ�ͬƷ���� ��ͬ���ε��������ǿ��, Ӧѡ����һ���ߴ硢 ��״�����顣 �������ǽ�1000 mg�����ֱ��5.0 mm��ģ��ѹ���ܶ�Լ6.0 g/cm3 ��Բ��������, ��0.4 mm����˿����5.6 mm����Ƚ�������, �Դ����о�Ӱ���������ǿ�ȵ����ء�
2 ���������
������ĩ������ǿ����Ҫ�ǿ���֮��Ļ������Ϻ��亸, ���������õ��ǿ�����״�ͳߴ硢 ��������Ӳ�ȼ����Ա��������� ��˶���ۻ�ѧ���ȡ� ���Ʒ���� ���ʱ�䡢 ��װ�ܶȡ� ������ȷֲ���������ζ�����ǿ�ȵ�Ӱ��������о���
2.1 ��۵Ļ�ѧ�ɷ�
������������еĽ�������ԭ�ӷ������ܵ�, ������ ���� ���� �١� �⡢ �ơ� ͭ�� þ�� �ء� �Ƶȵ��ܺ�Ҳ����0.01%, ����Щ���ʻ������Թ���״̬�������������, ������ǿ�ȵ�Ӱ����, ������Ҫ�ȽϺ����� ̼�� ���� �⡢ �����ʶ�����ǿ�ȵ�Ӱ�졣
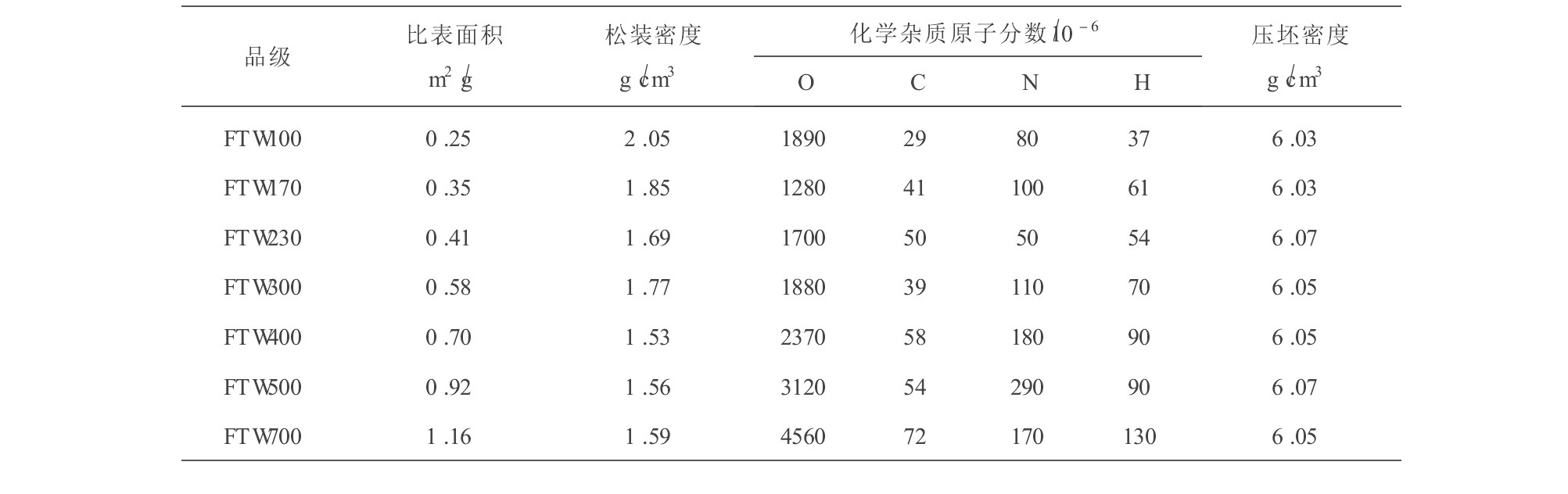
��FTW300Ʒ���ġ� ��װ�ܶ������ ���ʱ������ǽ�������ԭ�ӷ����нϴ����3����۽���������ǿ�����顣 �����������������ڱ�1�С�
�ӱ�1�Ľ�����Կ���, ������еķǽ�������ԭ�ӷ�������ʱ, ������ǿ�Ƚ��͡� ��Ϊ��Щ���ʶ�������ı��������Ҷ����������ɻ���� �������ԭ�ӷ���Ϊ1%ʱ��Ӳ��Ϊ2450 MPa, ����ԭ�ӷ����ﵽ3%ʱ��Ӳ��Ϊ4900 MPa; TaN��Ī��Ӳ��Ϊ8; TaC����Ӳ��Ϊ17640 MPa
[5 ]
�� ����, ��������зǽ������ʵ�ԭ�ӷ����������������ǿ�ȡ�
�� 1 ����ԭ�ӷ���������ǿ�ȵ�Ӱ�� ����ԭͼ
�� 1 ����ԭ�ӷ���������ǿ�ȵ�Ӱ��
2.2 ��۵ıȱ����
��۵ıȱ������������۵ı��ݡ� �����û�������ͬ, �ƻ�ԭ�õ�����۵�ԭ�����Ӵ�С��һ��, ������������ͬƷ������ۡ� ��ǰ�Ĺ�����, ��16 V-22000 ��FV/g�Ȳ�Ʒ���й�����ǿ������
[6 ]
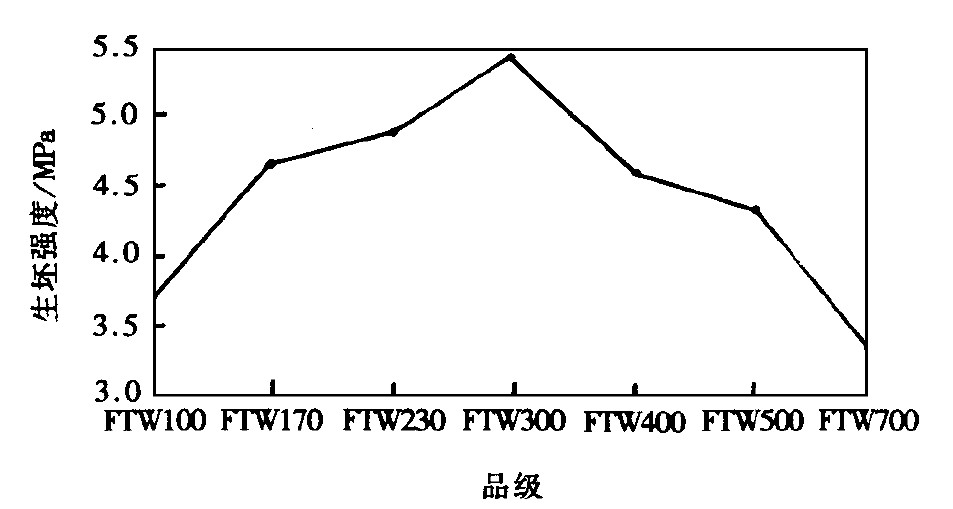
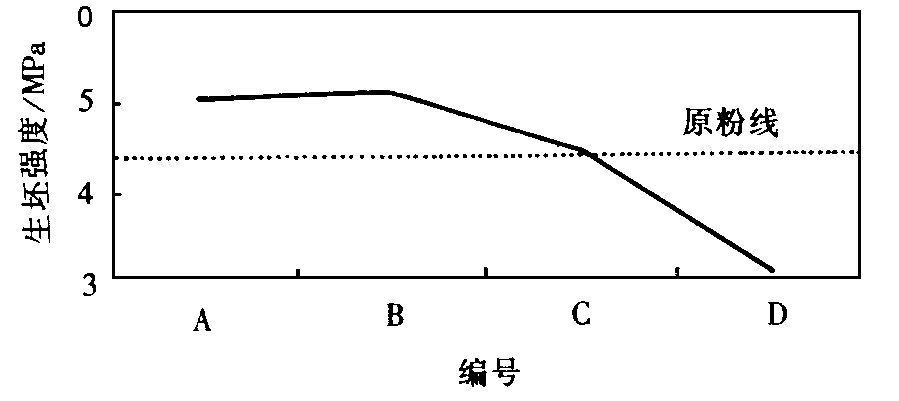
�� ������ɫ����ұ�������ݹ����г�����Ҫ, ��̿�����FTW100�� FTW170�� FTW230�� FTW300�� FTW400�� FTW500�����ڿ�����FTW700���, ���ǵı��ݷֱ���10000�� 17000�� 23000�� 30000�� 40000�� 50000��70000 ��FV/g�� ����Щ��� (���ǽ���������) ��������ǿ������, ���йز������ڱ�2��, ����ǿ����ͼ1��ʾ��
��ͼ1���Կ���: ��FTW100��FTW170��FTW230��FTW300, ������۱��ݵ����, ����ǿ������; ��30000 ��FV/g���ϱ��ݵ����, ���ű��ݵ�����, ����ǿ��ȴ���͡� ����ԭ��, �ӱ�2�Ͳ��ѿ���: ����FTW400�� FTW500�� FTW700��۵ıȱ�����ܴ�, �����ķǽ������ʶ�, ������, ��Ϊ����ҪӰ������, ����Ӱ�쳬���˱ȱ���������á� ����ͨ�������, 40000 ��FV/g������۵�����ǿ������������������ҵ�Ҫ���ˡ�
2.3 ��۵Ĵ��ʱ��
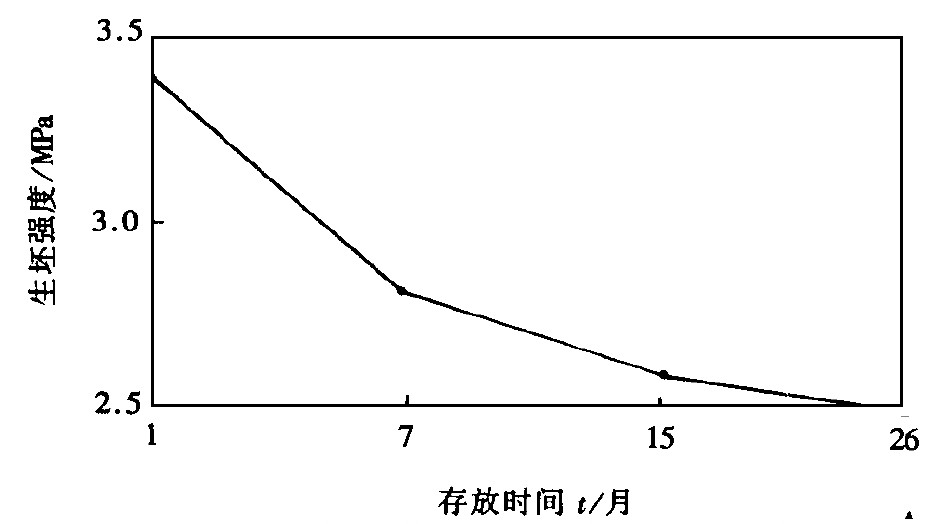
��۴�Žϳ�ʱ���, �����Ա仵, �е�������ͨ��ѹ���ܶ������Գ��� (��ɢ) , ��˶�ͬһ���� (FTW100) ����Ų�ͬʱ��������ǿ�Ƚ���������, �����ͼ2��ʾ��
�� 2 ��ͬƷ����۵ıȱ��������������йز��� ����ԭͼ
�� 2 ��ͬƷ����۵ıȱ��������������йز���
ͼ1 ��ͬƷ����۵�����ǿ��
ͼ2 ��ͬ�Ĵ��ʱ�������ǿ�ȵ�Ӱ��
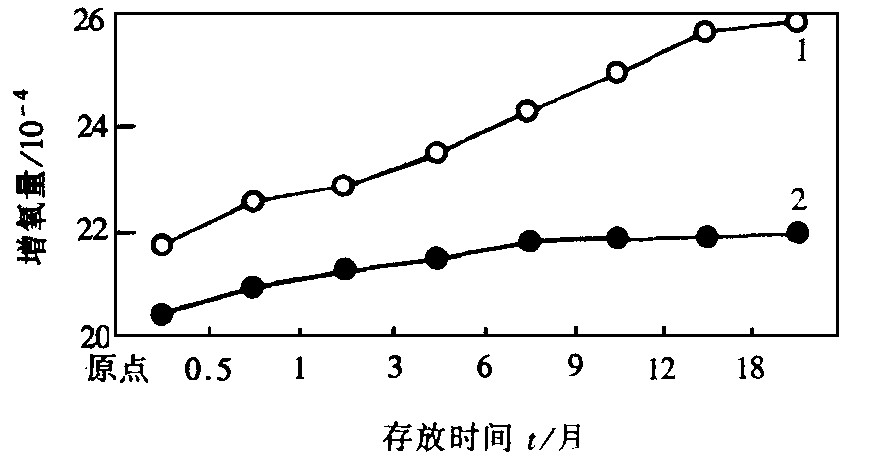
����ڴ�Ź����л�������� ����, ������۵����մ���������ͬ, �������Ŀ���Ҳ��ͬ�� ͼ3��ͬһ������Ϊ30000 ��FV/g����۰�A�� B���ִ����������õĽ���� ����, A���������ķ������ٶȿ�, B���������ķ������ٶ����� ����, ֻҪ��۴�ŵõ�, һ���, �䵪�� �⡢ ̼����û����������, ��װ�ܶȺ����ȷֲ�Ҳû�����Ա仯��
�����Ͻ����, ������۴��ʱ����ӳ�, ����������������, ����������Գ���, ���������
2.4 ��۵���װ�ܶ�
��ͬһʱ��������ͬһƷ���� ��ѧ�������ơ� ��װ�ܶ����ϴ��3����۽�������ǿ������, ���йز���������ǿ�����ڱ�3�С�
�ӱ�3����: ������װ�ܶȲ��ϴ�, ����ǿ��������װ�ܶȵ���������͡�
����������Ҷ�����۵���װ�ܶȶ��н��ϸ��Ҫ�� �����ѹ���������ܵ�ѹ����ʹ�����以������, ���ѹ����̫С, ����ǿ�ȵ�; ѹ���ȹ���, �����ģ��Ħ��ʹ����������, �������, ��������, Ӱ��MnO2 �ı����� һ��������ܶ��������װ�ܶȵ�2.5��4.5��, �����3.0��3.8����Χ�ڡ�
ͼ3 ���ʱ����������Ĺ�ϵ
1 �� A��; 2 �� B��
2.5 ��۵����ȷֲ�������
2.5.1 ���ȷֲ�
��۵����ȷֲ�������������Χ�Ķ���Ż�������ռ�İٷֱȡ� ���������ķ����ж���, ��ɸ�������� ����ͶӰ���� ��ɢ�䷨�ȡ� �����ü�ɸ�������о���С��ͬ����ۿ���������ǿ�ȡ�
������֪, �ƻ�ԭ�������ɺ��״�Ŀ���, ��С��ͬ���Ż���������ͬ�ıȱ����
[7 ]
, �������ǵ�����ǿ��ȴ�����˽⡣ ���, ��ͬһ����ɸ��A��B�� C�� D�ķ�, ������������4��ʾ�� ��4�ֲ�ͬ���ȵ���ۺ�ԭ�۷ֱ�ѹ�Ƴ��������ǿ������, ������ͼ4��
�� 3 ��װ�ܶ�������ǿ�ȵĹ�ϵ ����ԭͼ
�� 3 ��װ�ܶ�������ǿ�ȵĹ�ϵ
�� 4 ͬһ���۵�������� ����ԭͼ
�� 4 ͬһ���۵��������
ͼ4 ͬһ�ַ۵IJ�ͬɸ����ɵ�����ǿ��
��ͼ4�Ľ������, ����Խ��ķ�, ����ǿ��Խ��, -325Ŀ��ϸ��, ����ǿ�����, ԭ�۵�����ǿ�ȴ����м䡣 ����, ��Ҫ�����۵�����ǿ��, Ӧ��ǿ�Ż�, �Լ���-325Ŀ�۵ı�����
2.5.2 ��ۿ�������״��ǿ��
��۵��������ղ�ͬ, �õ���������� (ָ����ò) Ҳ��ͬ�� ���õ��Ӻ���㶧�⻯�Ʒ�, �õ������� ʯ״��; ������ĥ��õ�����Ƭ״��; ��ۿ��������κ�õ�������ά״��; �ƻ�ԭ�� ��ɺ��״�ġ� ���о�ָ�����ƻ�ԭ����Ż����������Ρ� �������Ż����յIJ�ͬ, �õ����Ż�������ǿ�����в��졣 ��������ͬһ���ƻ�ԭ��ϴ���ԭ��, �ֳ�������, һ����P�����Ƚ���Ԥ�Ż�����, Ȼ������ȴ���; ��һ����Q����δ��Ԥ�Ż�����, �ȴ���������P����ȫ��ͬ�� �������ַ���������, Q�۵����ȷֲ���P�۲�ͬ: Q�۵�-325Ŀ�ı����� Ϊ�Ƚ����, ��Q�۰���P�۵����ȷֲ����Q1��, ��֮���бȽ�, ������5��ʾ��
�� 5 ��ͬ���ε���۵�����ǿ�� ����ԭͼ
�� 5 ��ͬ���ε���۵�����ǿ��
�ӱ�5���Կ���, ��Ԥ�Ż�����, �ٽ����ȴ��������, ����ǿ��Ҫ��δ��Ԥ�Ż������ĸߡ� ��ԭ����: ��Ԥ�Ż���������ۿ�����״����������, ���Ҿ�Ԥ�Ż�������ȴ���ʱ, �Ż������ڲ�������֮��Ӵ�����, ���Ӽ䷢���ս�, ���Ż�����֮��Ϊ��Ӵ�, �ս����ú����� δ��Ԥ�Ż���������ȴ���ʱ, ���Ӽ�ĽӴ��ǵȾ���ġ� ��ɢ��, ����ȴ�����Ŀ���ǿ��û�о�Ԥ�Ż��Ŀ���ǿ�ȴ�
3 �� ��
1. ��۵�����ǿ�����ŷǽ����������� ̼�� ���� ���ԭ�ӷ������Ӷ�����, ��ȱ���������������, ����װ�ܶȵ����������, �ϴ���Ż�����������ǿ�ȸߡ�
2. ����Ԥ�Ż��������پ��ȴ��������, ���Ż����������λ������, ����ǿ�ȸ�, ������۵�����ǿ�ȱȰ����淨��������۵�����ǿ�ȸߡ�
�����
[1] Terrance B Tripp et al. U S P5470525 .1995
[2] William A, Millaman . The Latest Developments in Solid Tantalum Capacitors. Int. Symp . Ta & Nb , 1995 .207
[3] �� ��Т���ؿ�ƽ4��101406 , 1992
[4] ��������ѧ������, ���������몱�����ֲ�, ���߾�������: ��е��ҵ������, 1994��390 , 412
[5] Moller G L. Tantalum and Niobium . London , Butterworths Scientific Publications, 1959 .456 , 603 , 675 , 685
[6] ������, ʩ�ķ媱ϡ�н���, 1993 , 17 (1) :49
[7] ������, ʩ�ķ媱��ĩұ����Ͽ�ѧ�빤��, 1997 , (4) :295