
Selective laser sintering mechanism of polymer-coated molybdenum powder
BAI Pei-kang(白培康), WANG Wen-feng(王文峰)
School of Materials Science and Engineering, North University of China, Taiyuan 030051, China
Received 5 March 2007; accepted 8 June 2007
Abstract: A type of polymer-coated molybdenum powder used in selective laser sintering technology was prepared by coating polymer on molybdenum particles and frozen grinding techniques, with the maximum particle diameter of 71 μm. The laser sintering experiments of polymer-coated molybdenum powder were conducted by using the self-developed selective laser sintering machine (HLRP-350I). The method of microscopic analysis was used to investigate the dynamic laser sintering process of polymer-coated molybdenum powder. Based on the study, the laser sintering mechanisms of polymer-coated molybdenum powder were presented. It is found that the mechanism is viscous flow when the laser sintering temperature is between 100 ℃ and 160 ℃, which can be described by a two-sphere model; and the mechanism is melting /solidification when the temperature is above 160 ℃.
Key words: selective laser sintering (SLS); mechanism; polymer-coated molybdenum powder; viscous flow; melting/solidification
1 Introduction
Much interest has been focused on selective laser sintering(SLS) technology of metallic powder. Metal parts or moulds with complicated contour can be rapidly produced directly from a CAD model by selective laser sintering of successive layers of fine metallic powder. The fabricating process includes fabricating the polymer-coated metallic powder, selective laser sintering and post treatment. Compared with the traditional process of powder metallurgy and mechanical processing, it has the advantages of short producing cycle, low cost and working flexibility[1-3].
Molybdenum is widely used as refractory material. SLS process can be used to produce the molybdenum parts too. In 2006, LIU et al[4] investigated the SLS Mo/Cu composites and its post-treatment techniques. In order to improve the forming quality of laser sintered metallic parts, it is very important to investigate the laser sintering mechanism of polymer-coated metallic powder. During selective laser sintering of polymer-coated molybdenum powder, the polymer plays the role as binder, which can bind the molybdenum particle and form the prototype. Binding is caused by laser induced localized heating, and the duration of the laser beam at any powder particle is short, typically between 0.5 and 25 ms. Therefore the thermal-induced binding reactions must be kinetically rapid. For laser sintering of plastics, two mechanisms are put forward: viscous flow when the powder has appropriate temperature-dependent viscosity, and melting, as reported by SCHERER[5] and GUSAROV et al[6]. However, the study on laser sintering mechanism of polymer-coated metallic powder was seldom reported, especially for the polymer-coated molybdenum powder[7-9].
In this study, a novel preparing method of polymer-coated molybdenum powder was presented. Based on our study for dynamic laser sintering process of polymer-coated molybdenum powder, its laser sintering mechanism was reported, which could be used to explain the material migrating mode during laser sintering process.
2 Experimental
2.1 Preparation of polymer-coated molybdenum powder
The fabricating process of polymer-coated molybdenum powder included:
1) Reductive Mo powder (purity of 99.9%, maximum particle size of 5 μm) was used, 3% (mass fraction) liquid polymer was added, and the mixer was mixed in the high-speed mixing machine. The material was of block shape after the mixed material was crashed out.
2) The blocks were dried and broken into little pieces in crucial point machine. After sieving the polymer-coated metal powder was produced. The maximum particle diameter was 71 μm.
Fig.1 shows the preparing process of polymer- coated molybdenum powder.
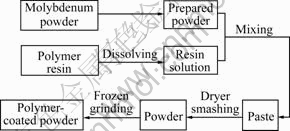
Fig.1 Schematic diagram of polymer-coated molybdenum powder preparing process
The chemical composition of polymer-coated molybdenum prepared is listed in Table 1.
Table 1 Chemical composition of polymer-coated molybdenum (volume fraction, %)

2.2 Experimental methods
It is impossible to observe the powder sintering process directly, so an indirect method was introduced as follows[7]:
1) In order to simulate the laser heating process of polymer-coated molybdenum powder, the precise melting point detector was adopted to observe the diversification, soakage, pervasion and bonding conditions under different temperatures.
2) A temperature testing system was developed to study the dynamic laser sintering course of polymer-coated metal powder. Infrared meter was introduced to measure the surface temperature of sintering powder. The interior temperature of powder was measured by using of thermo-couple. The temperature measuring system is shown in Fig.2[10].
3) The loose powder without sintering, impacted powder and sintered samples were observed under Hitachi S-530 scanning electron microscope(SEM).
The laser sintering experiments of polymer-coated molybdenum powder were conducted on the self- developed selective laser sintering machine(HLRP-350I).

Fig.2 Scheme of temperature measuring system
3 Results and discussion
3.1 Micrograph of un-sintered powder
When being observed at lower magnification by SEM, the shape of un-sintered powder appears abnormal, polygonal, and hypo-round or stripy. The distribution of powder particle is nonuniform, the average size of big particle size is 10 μm, and less than 5 μm for small size particles, which fill in the pores among big particles, as shown in Fig 3.

Fig.3 SEM micrograph of un-sintered powder
When being observed at higher magnification by SEM, a lot of small particles are found to be combined into congeries bound by organic polymer.
3.2 Micrograph of sintered samples
Fig.4 shows the appearances of sintered samples under different temperatures. When the sintering temperature is below 100 ℃, the surface of the powder particles has no obvious variety, as shown in Fig.4(a). When the temperature exceeds 100 ℃, the resin on particle surface melts, and wets the grains with the binding bridges forming between grains.
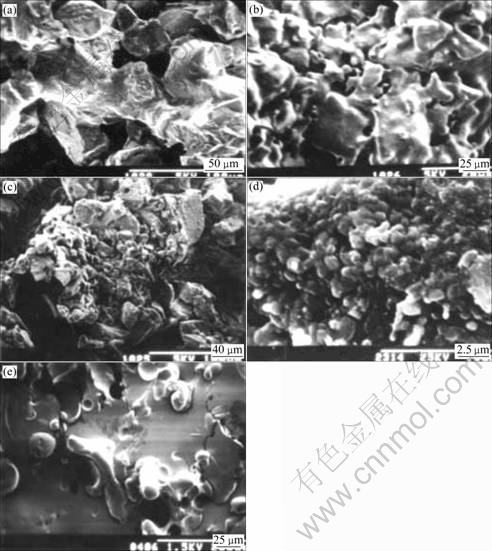
Fig.4 Micrographs of sintered sample with different sintering temperatures: (a) 100 ℃≤t≤130 ℃; (b) t=130 ℃; (c) t=140 ℃; (d) t=160 ℃; (e) t=200 ℃
With the temperature enhanced further, more resin are melted, and the liquid resin improves the coating function. When temperature is above 160 ℃, the melting resin is clearly observed, as shown in Fig.4(b).
And then, the resin in the big particles can also wet and connect the small metal particles. Because the surface resin drops and the leash operated by big particles becomes weak, the surface looks like dispersed cloth-wrappers, as shown in Fig.4(c).
The viscidity of polythene wax changed with temperature can be described as[11]

where T, T0, η0, Eh and k are thermo-dynamic temperature, initial thermodynamic temperature, viscous coefficient under T0, material constant (heat activation energy) and Boltzmann constant.
Eqn.(1) shows that the viscidity decreases with the temperature increasing. The viscidity of polythene wax declines with the temperature increasing furthermore, and fluidity becomes better, almost presenting flow of liquid. After infiltrating, the compact part can be obtained, as shown in Fig.4(d). But the felting intensity of polythene wax cannot meet the demand of metal grains connection. If the temperature is high, the sintered samples shrink fast, bringing about the shortcoming of its shape difficult to control.
If the sintering temperature is too high, the organic polymer is carbonized and damaged, which can lower its sintering strength, as shown in Fig.4(e). Normally, the sintering temperature cannot surpass 200 ℃.
4 Laser sintering mechanism
Six basic sintering metal powder mechanisms were presented as viscous flow, plastic flow, vaporization and solidification, volume diffusion, surface diffusion as well as grain boundary diffusion[12-13]. Obviously, the above mechanisms cannot meet the situation of polymer-coated molybdenum sintering process.
Based on the study for dynamic laser sintering process of polymer-coated molybdenum powder, the mechanisms are presented, which can be used to explain the material migrating mode during laser sintering process of polymer-coated molybdenum powder.
1) At the early stage of laser sintering, when the sintering temperature is above 100℃, corresponding to the melting point of polycrestyne wax, the laser beam heats the powder bed locally, inducing melting of the low melting point polymer (wax) only. Wax on the surface of big particles (particles agglomerated by small polymer- coated ceramic particles in fact) melt completely, while the melting of the polymer inside the big particle is limited, which appears semi-melting or solid state, as shown in Fig.5. In this period, the viscous flow is the major mechanism.
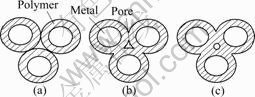
Fig.5 Sintering mechanism model at beginning stage: (a) Stage before sintering; (b) Formation of sintering neck; (c) Growth of sintering neck
Viscous flow can be described by using a two- sphere model[14]. The sintering neck of radius y joining two spheres of particles grows according to

where γ is the particle surface tension and μ is the thermally activated energy.
With the decrease of surface tension, the spherical pores decrease with time. Their decreasing rate is given by[15]:

where r is pore diameter, γ is the surface tension and η is the polymer viscosity.
2) When the temperature is above 160℃, corresponding to the melting point of PA12, PA12 melts and molten polymer amount inside the big particle increases, with fluidity getting better. The molten polymer wets the little metal particles inside big particle and fills in the pores among big particles, as shown in Fig.3. The sintering mechanism can be described as melting/ solidification during this stage, as shown in Fig.6.

Fig.6 Melting/solidification model
Little solid metal powder is wetted, coated and bonded by liquid polymer. The viscosity of solid-liquid phase is given by[16]
ηsl=[ηl(1-ws/φm)]-2 (4)
where ηl is viscosity of liquid phase polymers, ws is the relative mass fraction of solid phase and φm is a critical volume fraction, above which the mixture has infinite viscosity.
Fig.7 shows that temperature gradient exists among the surface and inside the powder. When the layer surface is sufficiently melted, with the sintering mechanism, the temperature at the bottom of layer powder just surpasses the melting point. The best way to analyze the mechanism is combining the laser sintering time with heating temperature.
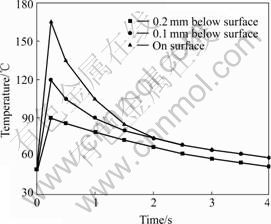
Fig.7 Laser heating temperature of powder
5 Conclusions
1) A type of polymer-coated molybdenum powder is prepared, with the maximum particle diameter of 71 μm.
2) At the early stage of laser sintering, when the sintering temperature is between 100 ℃ and 160 ℃, viscous flow is the major mechanism.
3) When the sintering temperature is above 160 ℃, melting/solidification is the sintering mechanism.
References
[1] BAI Pei-kang, CHENG Jun, ZHU Lin-quan. The rapid prototyping technology of length-alterable line-scanning [C]// Proceedings of the First International Conference on Rapid Prototyping Manufacturing. Beijing, China, 1998: 121-125.
[2] BOURELL D L, MARCUS H L, BARLOW J W. Selective laser sintering of metals and ceramics [J]. Journal of Powder Metallurgy, 1992(4): 369-381.
[3] KATHURIA Y P. Microstructuring by selective laser sintering of metallic powder [J]. Surface and Coatings Technology, 1999, 116/119: 643-647.
[4] LIU Bin, CHENG Jun, BAI Pei-kang, Preparation of Mo/Cu composites using SLS and its post-treatment techniques [J]. Trans Nonferrous Met Soc China, 2006, 16(2): 255-259.
[5] SCHERER G W. Viscous sintering under a uniaxial load [J]. Journal of American Ceramic Society, 1986, 69(9): 206-211.
[6] GUSAROV A V, LAOUI T, FROYEN L. Contact thermal conductivity of a powder bed in selective laser sintering [J]. International Journal of Heat and Mass Transfer, 2003, 46(6): 1103-1109.
[7] TOLOCHKO N K, MOZZHAROV S E, YADROITSEV I A. Selective laser sintering and cladding of single-component metal powders [J]. Rapid Prototyping Journal, 2004, 10(2): 88-97.
[8] SUN Yue, LIU Fu-sheng. P-V characteristics of sintered porous Mo under hydrostatic pressure [J]. Chinese Journal of High Pressure Physics, 2002, 16(2): 119-124. (in Chinese)
[9] BAI Pei-kang, CHENG Jun. Study on selective laser sintering of polymer-coated metal powder [C]// Proceedings of the Second International Conference on Rapid Prototyping & Manufacturing. Beijing, China, 2002: 449-453.
[10] BAI Pei-kang, CHENG Jun, LIU Bin. Measurement of temperature field during laser sintering of polymer-coated metal powder [C]// ISTM/2003. Changsha, China, 2003: 3427-3430.
[11] FRENKEL J. Viscous flow of crystalline bodies under the action of surface tension [J]. Journal of Physics, 1995(9): 385-391.
[12] TOLOCHKO N K, MOZZHAROV S E, YADROITSEV I A. Balling processes during selective laser treatment of powders [J]. Rapid Prototyping Journal, 2004, 10(2): 78-87.
[13] NIU H J, CHANG I T H. Liquid phase sintering of M3/2 high speed by selective laser sintering [J]. Scripta Materialia, 1998, 39(1): 67-72.
[14] VAIL N K, MOZZHAROV S E, YADROITSEV I A. Balling process during selective laser sintering of powders [J]. Rapid Prototyping Journal, 2004, 10(1): 78-87.
[15] SUN M M, NELSON J C, BEAMAN J J. A model for partial viscous sinter [J]. Journal of Powder Metallurgy, 1992(2): 46-50.
[16] BOURELL D L, MARCUS H L, BARLOW J W. Multiple material system for selective laser sintering [P]. US 4944817, 1990.
Foundation item: Project(50675210) supported by the National Natural Science Foundation of China; Project(03022) supported by the Key Science Research Program of Education Ministry of China; Project(200410250) supported by the Youth Science Foundation of Shanxi Province, China
Corresponding author: BAI Pei-kang; Tel: +86-351-3557443; E-mail: baipeikang@sohu.com
(Edited by YANG Bing)

