DOI: 10.11817/j.ysxb.1004.0609.2020-39479
TC4�ѺϽ�ͬ��Դ����������Ϊ
������1�����ı�1��������2���� ��2���߷���1��ʯ �]1����ΰԪ1��ҦС��1
(1. ����������ѧ ��ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ң����� 730050��
2. ������������ �������ֻ�����˾������ 618000)
ժ Ҫ�����þ��ι�߸߹��ʰ뵼�弤�������ڴ������͵�벻�����ֲ�ͬ��ʽ�£�ͨ����ͬ�������͵�벻�϶�Ti-6Al-4V���б����������о�������������벻����ȶ������۳���̬��������֯����ѧ���ܵ�Ӱ�졣����SEM��EDS�Լ�XRD�������������֯�����ɷּ�����ɽ����о���������������ô�������ʱ����15 L/min�������»�þ��������㣬�������������������۳��������ң����ֹᴩ���ƣ���������Ⱥ�Ӳ�Ȳ�δ�����������ӣ����ò�ͬ��벻���������ʱ��������ı���Ӳ�Ⱦ�����ͬ�����´�������������������ͣ������������������������������֯�ɱ�������200~800 ��m�ڰ��������δ���TiN0.88��TiN0.61��TiN0.3�����ȶ��ࣻ�ֱ���ô������Ͳ�ͬ��벻���������ʱ����������֯�ز���ֲ����ξ�Ϊ�ֶ���֦�������ᾧ��ϸ����֦������״����
�ؼ��ʣ������������������������ƣ���֯
���±�ţ�1004-0609(2020)-04-0817-12���� ��ͼ����ţ�TG113���� ���ױ�־�룺A
�ѺϽ��������TiN��һ�������ѺϽ�Ӳ�ȡ���ĥ�Ժ���ʴ�Ե��ձ鷽��[1-3]�����������������ڽ��账���������棬�Ի�����Ӱ���С���������ȴ���ŵ�����㷺Ӧ���ѺϽ���洦����������ľ����Ժ����ƿ����Ǽ������������Ĺؼ���������֮һ��MRIDHA��[4-5]��CO2�������Դ��Ѻ�Ti-6Al-4V�ѺϽ���д���������ʱ�������Ƶij����뵪�����۳��е��ܽ���йأ���ɨ���ٶ����ܽ�ĵ����ﵽ�����ݳ��۳س������ף���ɨ���ٶ��������ܶȵ�ʹ�����������Ӧ��С�����ܶȽ��͡�ABBOUD��[6]��MAJUMDAR[7]�ֱ���CO2�������Ͱ뵼�弤������Ti-6Al-4V�ѺϽ�����ʱ���֣��ڸ߹�������ʱ�۳��¶ȸߣ�����ɨ����۳��¶��½�Ѹ�٣��������¶��ݶȼ����½��������ơ�HU��[8]���о���������ͬ���������£�����Ԥ�Ⱥ��Ti-6Al-4V�ѺϽ���м����������Լ����¶��ݶ��½����������������ƻ��������ơ�HOCHE��[9]������������ʱ�������ɢ�Ͷ����������۳�����״̬������Ӱ����������������͵��������������룬���ϡ�͵����ܹ�������������ƣ��������������Ӳ�ȡ�SELVAN��[10]�ڵ�벸�ռ50%ʱ�ø߹���CO2�������ڴ��ѱ��������������Դ��������������Ӳ��ֵ��1700 HV������1100 HV��ϡ�ͺ��Ʊ�����������Ϊ��������һ�룬�����������������ơ�KASPAR��[11]�ڵ���ռ�����������11%ʱ�ø߹���CO2������������Ti-6Al-4V����������������������������ΪTiN0.3��ϡ�ͺ��Ʊ��������㿹��ʴ���ܸ�Ϊ���졣
�뵼�弤�����������С�������ᡢ����ƽ̨�����ֳ����[12]�ŵ�����㷺Ӧ�õ�ʵ�ʰ����ֳ�������ҵ�С�������Լ�������ʱ������ֲ������Ⱥ����Ƶ���Ҫ���⣬���ø߹��ʰ뵼�弤����Ti-6Al-4V�ѺϽ�������������̽���������͵�벻�϶뵼�弤�������۳غͱ������Ե�Ӱ�죬�����������ն����������ࡢ��֯��Ӳ�ȵ�Ӱ�졣
1 ʵ��
1.1 ����������Ϳ���Ʊ�
ʵ�����Ϊ���˻������ߴ�100 mm��100 mm��10 mm��Ti-6Al-4V(��+����)�ѺϽ��ģ�����Ҫ��ѧ�ɷ�(��������)Ϊ��Al 5.0%~6.5%��V 3.5%~ 4.5%��Fe 0.186%��Si 0.019%��O 0.05%������ΪTi�����ı��澭����ɰֽ��ĥ(Ra=0.4)��ȥ������д�������ñ�ͪ���Ҵ���ϴȥ�����ʺ����۵ȣ�����78 mL H2O+12 mL HF+10 mL HNO3��Һ����Ʒ������и�ʴ�����ӻ��ĶԼ��������ʡ�
������ѡ��FL-DLight3-1500�Ͱ뵼�弤��������������Ϊ1500 W�������������ղ������£���������ģʽ(CW)������976 nm�����ι�ߴ�СΪ4 mm��2 mm���뽹��10 mm�������4 mm�����������(���ȷֱ�Ϊ99.6%��99.98%)ͨ���������ϣ���϶����ͭ����(ʾ��ͼ��ͼ1)�����۳ء���1����Ϊ����ʡ�����ɨ���ٶȺ͵�벻�����(������)�����鹤�ղ�����ϣ����������Ϊ������
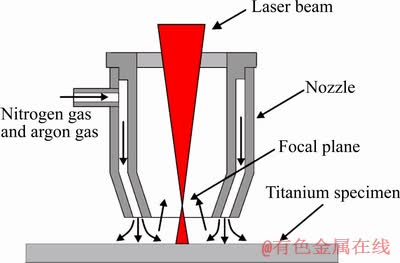
ͼ1 ����ʾ��ͼ
Fig. 1 Schematic diagram of nozzle device
��1 ����仯���ղ���
Table 1 Relevant process parameters
1.2 ���ܱ���
�����и��ش�ֱ�ڼ���ɨ�跽����ȡ����������������5 mL HF+5 mL HNO3+90 mL H2O��Һ��ʴ10~15 s��ʾ������֯�����ó�����ɨ���������(Quanta450FEG��SEM)����������������X����������(AztecX-Max80��EDS)�ֱ������������֯��ò����ͬ�����Ԫ�طֲ�������BrukerAdvance D8�߷ֱ���X����(Cu K��)�����Ƿ����������������(��ѹ40 kV������40 mA������ɨ��ģʽ��ɨ������Ϊ10 (��)/min������Ƿ�ΧΪ10��~90��)��ʹ��MDI jade6.0������������ľ������������HV-1000��ά��Ӳ���Dz������������Ӳ��(�غ�9.8 N����ѹ10 s���ظ�����5�β�ȡƽ��ֵ)�����ݱ�GB/T 11354��2005�����������Ӳ�Ȳ��������������������֦������״���Ľ��紦����Ϊ��������
2 ʵ����
2.1 ����������
2.1.1 �۳���ò
ͼ2��ʾΪ��������ͬ������ʱ��������֯��SEM��ͼ3��ʾΪ��������������ʾ��ͼ����ͼ2(a)��ʾ����������Ϊ5 L/minʱ�۳ر�Ե�����������۳�������֦���ֲ���ֱ����Դ�����������Ϊ���У���������Ϊ912.5 ��m���۳������������Ե��֦���������Լ��٣���֦���������������������۳صķ���һ�£���������Ϊ312~375 ��m�������۳سʰ�Բ��״���۳ر�����֦�����ܼ����ײ���ϡ�裬�ײ����廷���������۳������������״̬��ͼ3(a)��ʾ��������������Ϊ10 L/minʱ���������۳��г��ֶ��������������dz��Χ��ѭ����·�ϱ���dz���·��γɶ����С�Ļ�·�������岻ѭ��������Ƿ����ʱ���۳صײ�������֦���ܶ���������(��ͼ2(b))�������5 L/minʱ�۳�������������������987.5 ��m�������Ե������ĺ�Ƚ�����305~312 ��m���۳ص�����״̬��ͼ3(b)��ʾ��������������Ϊ15 L/minʱ�������10 L/minʱ�۳������Ե��������������375~625 ��m���۳������������ȼ�С��437~600 ��m���۳صײ���ϡ���TiN֦����ʧ������������Ͼ���(��ͼ2(c))���۳������������״̬��ͼ3(c)��ʾ�����������������ӵ�20~30 L/min�Ĺ����У��۳������������Ƚ�15 L/min���������������ӣ���600 ��m������750 ��m���۳�������֦���ܶ���15 L/minʱ�����ƣ����۳صײ���������ò�ʡ����״�����ڸ������۳��ڵ������������ң���֯����ȷֲ������ȣ�������ϱ������Ϊ250~350 ��m���Ϻ���������962.5 ��m(��ͼ2(d)~2(f))�����۳������������״̬��ͼ3(d)��ʾ������������������Ϊ15 L/minʱ�õ��˽Ͼ��ȵ������㡣
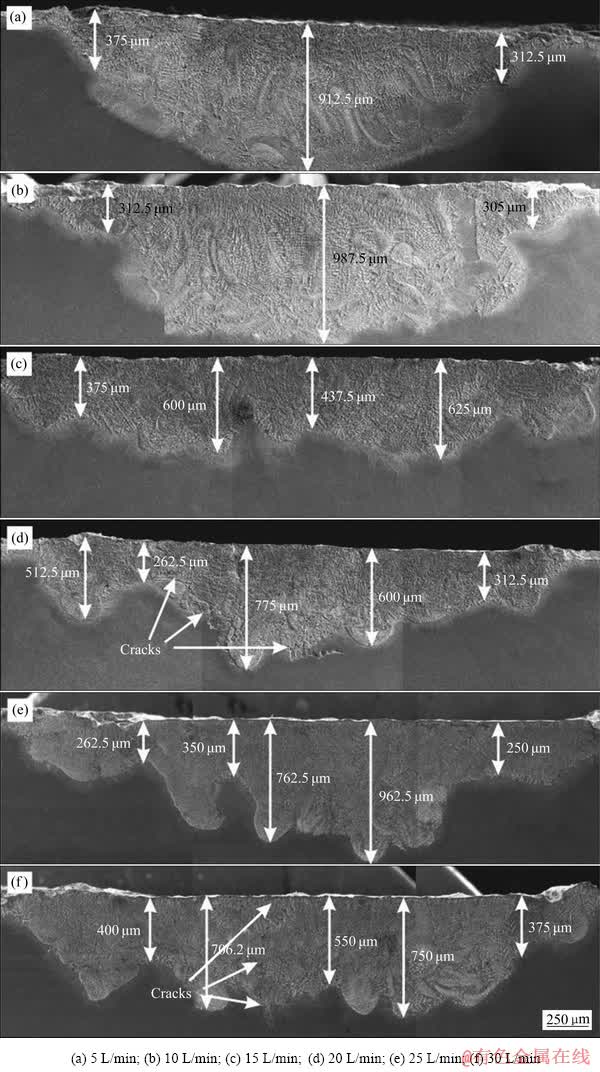
ͼ2 ��������ͬ������ʱ�������۳ص�SEM��
Fig. 2 SEM images of nitriding layer molten pool with different flow rates of pure nitrogen
2.1.2 ��֯������
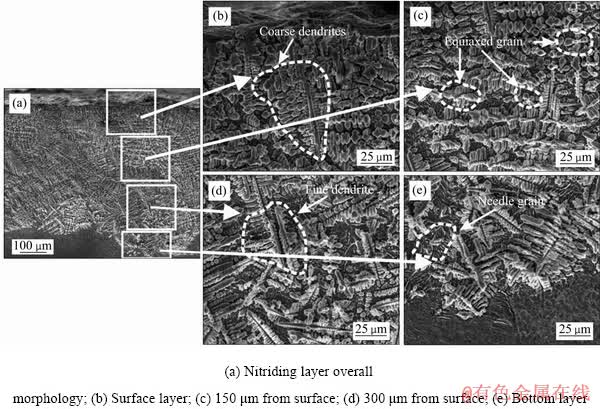
ͼ4��ʾΪ������������15 L/minʱ�����㲻ͬ��λ��֯SEM��ͼ4(b)~4(e)��ʾ�ֱ�Ϊ���������㵽������Ӱ��������֯�Ŵ�ͼ����֯����Ϊ�ִ�İ�״��֦�������ᾧ��ϸС�İ�״��֦������״�������У���״����չ��һ��֦����������ͬһ���������ᾧȡ��һ�¡�������֦��һ��֦���ۺͶ���֦���۶��϶̣�֦��ǰ�˵����ʰ뾶�ϴ��۳صײ�һ��֦���ۺͶ���֦���۵ij��Ⱦ��ϳ���֦��ǰ�˵����ʰ뾶��С��
ͼ5��ʾΪ������������15 L/minʱ�����㲻ͬ��λ��SEM����ͼ5(a)���Կ����������������֦�����ϴ�Ϊ3.5 ��m����������������ᾧ��֦�����Ƚ϶�Ϊ21.5 ��m(��ͼ5(b))���۳صײ����������֦������СΪ1.35 ��m(��ͼ5(c))������������Ӱ��������������״����ϸ��(��ͼ5(d))����״��Ϊ�۳صײ��ͻ�����������Ӱ������֯������XIN��[13]�о����������֯Ϊ����-Ti��Ϊ������ȴʱ�в��ֵ�Ԫ���������������֯��
ͼ6��ʾΪ������������15 L/minʱ�������ھ����200 ��m����֯��Ԫ�صķֲ�����ͼ6�п��Կ�������������ʱ������֦��֦���ϵ���Ũ�����ߣ��������Ե�ƫ���������ͷ�����ƶ���������������١���֦���ϵ�����Ϊ31.0%(Ħ������)��ϸ֦��Ϊ20.3%��֦����Ϊ4.2%(��ͼ6(a))��
ͼ7��ʾΪ��������ͬ������ʱ����������XRD�ס���ͼ7��֪��������5 L/min������������������ΪTiN�ͦ�-Ti��15 L/min������������������ΪTiN��
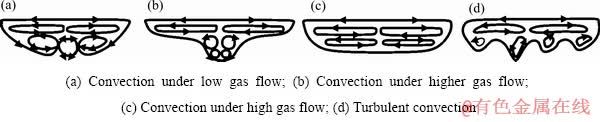
ͼ3 ��������������ʾ��ͼ
Fig. 3 Diagram of melt flow in nitriding layer
ͼ4 ������������15 L/minʱ�����㲻ͬ��λSEM��
Fig. 4 SEM images of nitriding layer at different positions under pure nitrogen gas flow rate of 15 L/min

ͼ5 ������������15 L/minʱ�����㲻ͬ��λ�Ŵ�SEM��
Fig. 5 Amplification of SEM images at different positions of nitriding layer under pure nitrogen gas flow rate of 15 L/min
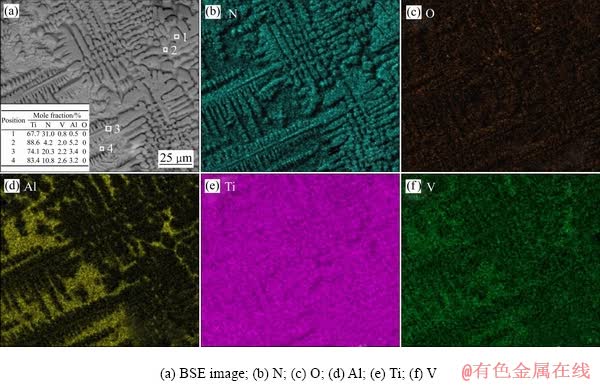
ͼ6 ������������15 L/minʱ�����200 ��m����������֯BSE���Ԫ�طֲ�ͼ
Fig. 6 BSE image and element in nitriding layer at 200 ��m from surface layer under pure nitrogen gas flow rate of 15 L/min
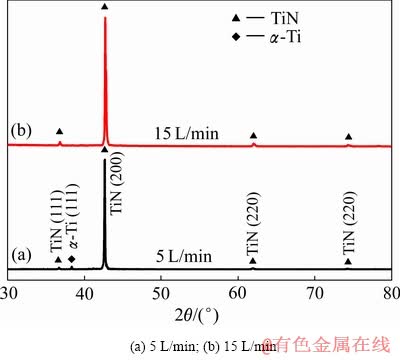
ͼ7 ��������ͬ������ʱ����������XRD��
Fig. 7 XRD patterns of nitriding layer surface with different gas flow rates of pure nitrogen
2.1.3 ��ѧ����
ͼ8��ʾΪ��ͬ������������������������Ӳ�ȷֲ�ͼ����ͼ8�ɿ������ڲ�ͬ������ʱ���������Ӳ��ֵ����900 HV~1000 HV���䷶Χ�ڡ�������Ϊ5~10 L/min����������ػ��巽��Ӳ���½�����������ԼΪ1100 ��m��15~30 L/min����������ػ��巽��Ӳ���½��Ͽ죬�仯���ƻ�����ͬ������ԼΪ700 ��m��
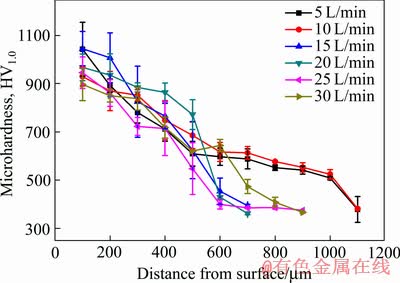
ͼ8 ��������ͬ������ʱ������Ӳ�ȷֲ�
Fig. 8 Microhardness profile of nitriding layer with different gas flow rates of pure nitrogen
2.2 ��벻���������
2.2.1 �۳���ò
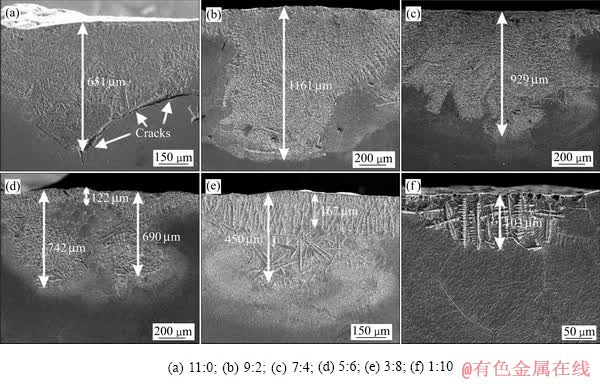
ͼ9 ��ͬ��벻�����ʱ�������۳�SEM��
Fig. 9 SEM images of nitriding layer molten pool with different gas mixture ratio of nitrogen to argon
Ϊ��ȷ����벻����ȶ������۳ص�Ӱ�죬�趨������������Ϊ33 L/min��ͨ���ı䵪���������ʣ��о������������۳��ڲ�֮��Ĺ�ϵ��ͼ9(a)~(f)��ʾΪ��ͬ�������������۳�SEM����ͼ�ɿ�������ͬ��벻������������۳ص���֯������ͬ����벻�����11:0ʱ����֦����Ϊ���ܣ��۳صײ���������Ϊ651 ��m���ܳصײ���һ������֯������ཻλ�õ����ơ���벻�����9:2~7:4ʱ���������ȷֱ�������1161 ��m��929 ��m����벻�����9:2ʱ���۳�������֯��������벻�����7:4ʱ�۳�����֯��Ϊ���ȡ���벻�����5:6ʱ���۳������������ȼ�С��122 ��m���۳ر�Ե���������ϸС����֦�����������ȼ�С��ԼΪ700 ��m����벻�����3:8~1:10ʱ���۳��е���֯ΪϸС��֦��������������ʵ��������ֱ��С��167 ��m��103 ��m��
2.2.2 ��֯������
ͼ10��ʾΪͼ9�в�ͬ��벻�����ʱ�����������֯�Ŵ�����ͼ10�ɿ���������������ʵ������������е���֦���ܶ���С��֦����̬�ɴִ��С��֦������С���ᾧ��ϸ����֦�����ɣ�������֦���������ֲ���������������ֱ�ڱ��㷽����ɡ�
ͼ11��ʾΪ��ͬ��벻�����ʱ�����㲻ͬ�����XRD�ס���ͼ11��ʾ����벻�����10:1������200 ��mʱ����ΪTiN0.88�ͦ�-Ti������400 ��mʱ����ΪTiN0.61�ͦ�-Ti������600~800 ��mʱ����Ϊ��-Ti����벻�����6:5������200~400 ��mʱ����ΪTiN0.61�ͦ�-Ti������400~800 ��mʱ����Ϊ��-Ti����벻�����1:10������100 ��mʱ����ΪTiN0.3�ͦ�-Ti������200~500 ��mʱ����Ϊ��-Ti�����������Ӧ�-Ti�����ǿ�����ӡ�
2.2.3 ��ѧ����
ͼ12��ʾΪ��ͬ��벻�����ʱ�������Ӳ�����ߡ���ͼ12��ʾ��Ӳ��ֵ�仯����������Σ�������Ӳ�ȱ仯���ƻ�����ͬ������벻�����11:0ʱ�����������Ӳ��ֵΪ1200 HV����������Ӳ��ֵ������½��Ͽ죻����벻�����10:1~6:5ʱ������Ӳ��ֵΪ 900 HV~1000 HV��������Ӳ����������С������벻�����5:6~1:10����ʱ������Ӳ��ֵΪ550 HV~ 650 HV��������Ӳ��ֵ������½����Ƽӿ졣
3 ����������
3.1 ��Դ�������۳ص�Ӱ��
�����۳ص���ò��������ķ���С���������ԡ������й�[14]����ͼ2��ͼ9���֣�����ʵ����û�϶�������죬����������϶�����������۳أ���֦��������������������۳صķ��������ͬ��
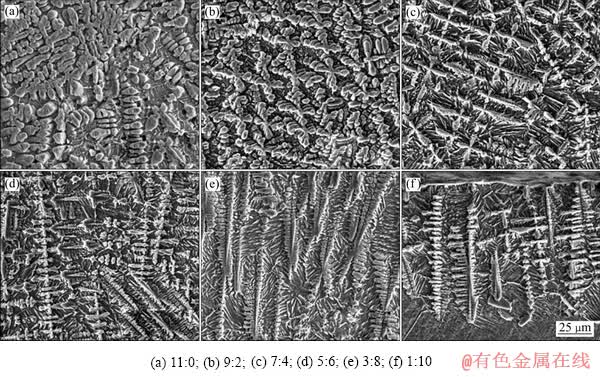
ͼ10 ��ͬ��벻��������������SEM��
Fig. 10 SEM images of nitriding layer surface microstructure with different gas mixture ratio of nitrogen to argon
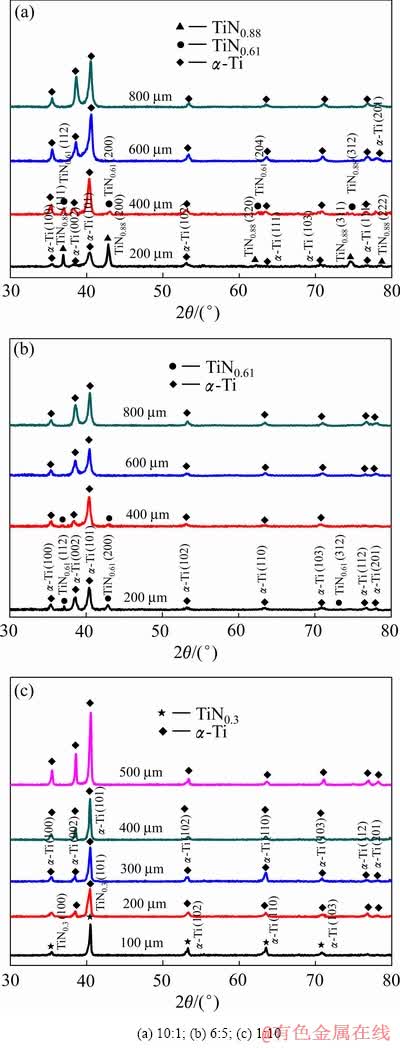
ͼ11 ��ͬ��벻�����ʱ�����㲻ͬ�����XRD��
Fig. 11 XRD patterns of different nitriding layers with different with different gas mixture ratio of nitrogen to argon
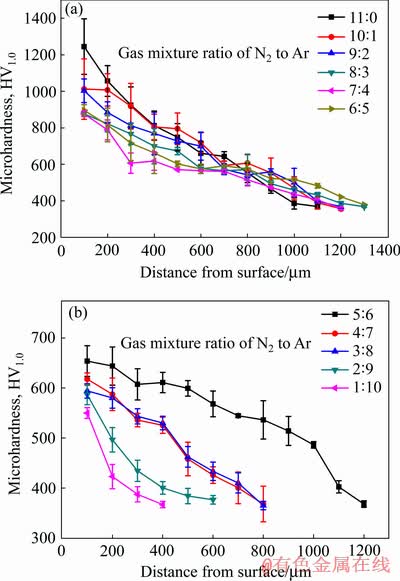
ͼ12 ��ͬ��벻�����ʱ������Ӳ�ȷֲ�
Fig. 12 Microhardness profile of nitriding layer with different gas mixture ratio of nitrogen to argon
���ͼ2��ͼ3�����֪������������ʱ�߹��ʼ����������ѺϽ���棬˲���������ʹ�Ѵ���Һ̬�����������۳��ڸ����·ֽ⣬�Ѻ͵�����ԭ�����۳�����ɢ��������Ӧ�γ���Һ̬TiN����ȴ��̻��γɽ�ɫTiN��[15-16]���ҵ������ѵķ�Ӧ�Ƿ��ȷ�Ӧ[17]�����������������۳��¶�������ʹ���뷴Ӧ��Һ̬��ԭ�������࣬�γɵ������������ӣ��Ӷ�ʹ��������Сʱ��Բ���۳صײ�����������912 ��m������987.5 ��m�����⣬���ȷ�Ӧ�����У����۳��е�ԭ�������������۳����ȣ�����������ӣ��۳�����֦��TiN�ܶ�������������ƶ��������DZ���Ļ����˶������������۳���[18]����������Ϊ15 L/minʱ�۳�������������������С���۳ؿ�������(��ͼ3(c))�������Ե���������Ⱦ��ȡ��������������������ֵ������۳����ݳ������˴����ȣ��۳��¶ȿ��ٽ���������������̣��۳����ܽ�ĵ��������ﵽ��ֵ[19]���۳ؿ��Ⱥ�����������ޣ�������������δʹ������ĺ�Ⱥ���֦�����ܶ����ӡ�������������ʱ����������ֲ���������ϵ����ͬ����Ӧ���ֲ��������γ��˹ᴩ����[8, 20](��ͼ2(d)~(f)��ͼ9(a))��
�����õ�벻���������ʱ����������ѷ�����Ӧ������ϡ�͵���������[15-16]��TiNΪӲ���࣬���⣬��TiN���������������б�������ʱ�������������֯������������������Ӧ����ֵ�������������صĹ�ͬ����ʹ��TiN������һ��ֵʱ�۳��г����� ��[5]����������������ӣ�������е����������٣�����������1161 ��m������103 ��m�����ɵ�TiN��֦���������٣���˵������������ʱ��������δ�������ƣ��������Ƶ������С�����⣬��������������л����˽����۳��¶ȵ����ã�����������������ӣ��۳��ڵ������ر���ɢʧ���������ȼ���[21]������������������ɢʧ�����γ��˴�ֱ�ڱ������״��֦��(��ͼ10(d)~10(f))��
3.2 ��Դ�����������ࡢ��֯��Ӱ��
��ͼ7��ͼ11��֪�����ô����͵�벻������������۳��ڲ����������ΪTiNx�ͦ�-Ti������EDS����(��ͼ6(a))������������Ϊ15 L/min������֦���ϵ��ĺ���Ϊ31%��֦����Ϊ4.2%��ϸ֦��Ϊ20.3%�����KAMAT[22]�������������֦����ΪTiNx��֦������Ϊ��-Ti��ϸ֦����ΪTiN0.3������������������֦��һ�ξ���Ͷ��ξ����С��֦���˲����ʰ뾶�ϴ���֦������С����֦��һ�ξ����� �������������ξ�����
����������������� ��
�� �����������ֱ�ֱ��(100)��(010)���棬һ�ξ���Ͷ��ξ���֮��ļнǻ�Ϊ90��(��ͼ5(a))�����Եó�������֦��Ϊ�����ṹ[23]����ΪTiN��TiN0.88����������300 ��m������֦��һ�ξ�������ξ���ļн��֮�䲻Ϊ90��(��ͼ5(c))����ʱ��֦��Ϊ�����ṹ[23]����Ϊ����-Ti������FLEMINGS[23]�Ľ����������ۣ�����������ǰ�˵Ĺ����Сʱ����֦������֦������С��֦�������ٶȺͶ˲����ʰ뾶�ɷ��ȣ�֦���Ե��ֶ��ִ֡��۳��������ڹ���Ƚ�С�����˴����ĵ��ᾧ(��ͼ4(c))��
�����������ֱ�ֱ��(100)��(010)���棬һ�ξ���Ͷ��ξ���֮��ļнǻ�Ϊ90��(��ͼ5(a))�����Եó�������֦��Ϊ�����ṹ[23]����ΪTiN��TiN0.88����������300 ��m������֦��һ�ξ�������ξ���ļн��֮�䲻Ϊ90��(��ͼ5(c))����ʱ��֦��Ϊ�����ṹ[23]����Ϊ����-Ti������FLEMINGS[23]�Ľ����������ۣ�����������ǰ�˵Ĺ����Сʱ����֦������֦������С��֦�������ٶȺͶ˲����ʰ뾶�ɷ��ȣ�֦���Ե��ֶ��ִ֡��۳��������ڹ���Ƚ�С�����˴����ĵ��ᾧ(��ͼ4(c))��
���õ�벻��������������У���������������ӣ��۳��е������������ͣ��۳��ڵĹ��������һ�ξ���Ͷ��ξ���䳤������֦���������֦���˲������ʰ뾶��С(��ͼ10(a)~(f))���ɱ�2��֪�����ò�ͬ��벻������������������ڵ�����ΪTiNx�ͦ�-Ti����������������ӣ�TiNx�е�x��1������0����-Ti�ı��������ӡ����ò�ͬ��벻������������������ϡ������ʹ�������ڵ�ԭ�Ӻ������ͣ�TiNx������a�ͦ�-Ti������a��c���Ų�������Ӷ����٣��������������������ṹ���ķ��ṹ�������������ṹ���ɣ���-Ti������ĵ�ԭ���γ��˹����嵼���˾������[24-25]��
3.3 ��֯���������ѧ���ܵ�Ӱ��
��ͼ8��֪����������������Ϊ5~30 L/min֮��ʱ�������������(Լ100 ��m)Ӳ����900 HV~1050 HV֮�䡣��Ϊ���������۳����ѷ�Ӧ������������㶼������һ�������Ҵִ����֦��(��ͼ2(a)~(f))��֦���ִ������ܣ���������������Ӳ�Ƚϴ���ͼ7��֪�����ŵ���������5 L/min����15 L/minʱ������������Ц�-Ti��ʧ����ΪTiN��֦���ִ��Ҿ������ܣ�������Ӳ�ȱ�����1000 HV���ҡ�����������С��15 L/minʱ�������۳صײ����ֵĴ�����ɫ����(��ͼ2(a)~(b))��������֯Ϊ����������ԭ�ӵ���״���������-Ti��Ӳ�Ƚϻ���Ӳ������������Ӳ�������½�ƽ�������ڵ�����������15 L/min�������������ڿ�����Ӱ������״��֯����(��ͼ2(d)~(f))�����Ӳ�����߷���������
��2 ��ͬ��벻����������㲻ͬ���������;������
Table 2 Phase and lattice parameters in different depth of layer with different nitrogen and argon ratio
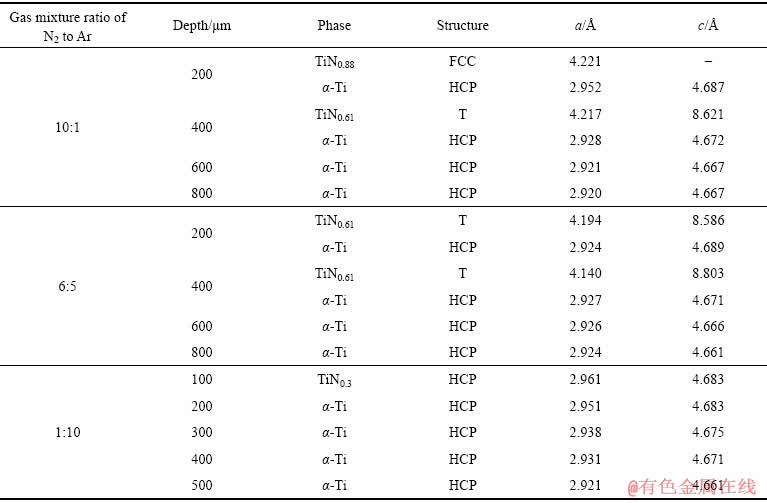
��ͬ��벻���������������������������ӣ���������֦��һ�ξ���䳤��֦���˲������ʰ뾶��С(��ͼ10(a)~(f))����ͬ��벻�����������Ӳ��ֵ�仯����(��ͼ12)����벻�����11:0ʱ����Ӳ��ֵ�ϸ�Ϊ1200 HV����벻�����10:1~6:5ʱ����Ӳ��ֵΪ 900~1000 HV����벻�����5:6~1:10ʱ����Ӳ��ֵΪ550~650 HV����ϱ�2��ͼ10��������벻������������ڵ�벻�����10:1ʱ����������200~400 ��m��������ֱ�ΪTiN0.88��TiN0.61����벻�����6:5ʱ����������200~400 ��m��������ֱ�ΪTiN0.61����벻�����1:10ʱ����������200 ��m��������ΪTiN0.3������TiNx��xֵԽ�ӽ���1������Ӳ��ֵԽ�ߡ�����������������ӣ�����������������ΪTiN0.88��TiN0.61��TiN0.3�����࣬�������е���֯�����������ȶ������״���ɷֲ�������������Ӳ����������ȵ����Ӷ����͡�
4 ����
1) ���ô�����������ʱ�����������浪���������Ӷ���������֦���ܶȺ�����������֯TiN�ຬ�����ӣ��۳صײ�����-Ti�Ĵ���ʹ��Ӳ�ȹ��ɾ��ȡ�����������������15 L/min���������������������ȺͲ�����֦���ܶ�Ӱ�첻��
2) ���õ�벻�ϼ�������ʱ����������������������Ӷ���С��Ӳ�Ƚ��ͣ�������֦��������������ֱ�ڱ��㷽����������������������γ��ִֶ���֦�������ᾧ��ϸ����֦���ķֲ���̬��������֯������TiN0.88��TiN0.61��TiN0.3�����ȶ�����ڡ�
3)���ô����͵�벻������ʱ���������ھ�����TiNx�ͦ�-Ti�࣬�浪��������С������������ӣ�������֯����TiNx��x��1��0��С������FCC��T�ṹ����HCP�ṹת�䡣
REFERENCES
[1] HASHMI S, GILMAR B F, VAN TYNE C J, YILBAS B. Comprehensive materials processing[M]. Amsterdam: Elsevier, 2014: 261-278.
[2] �� ��, ������, �� ��, �� ��. TA2�Ѳĵļ������Ӳ�����ϵ���������������[J]. �й���ɫ����ѧ��, 2014, 24(9): 2302-2306.
HAN Bin, FU Xian-qiao, CAO Ning, WANG Yong. Laser transformation hardening enhanced cryogenic gas nitriding process of TA2 titanium[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(9): 2302-2306.
[3] �� ��, �꺽��, ��С��, �� ��, ������, ����ϼ, ��СƼ. QBe1.9ͭ�Ͻ�Ti-N�����Ӹ���������Ħ��ĥ���� ��[J]. �й���ɫ����ѧ��, 2016, 26(12): 2605-2612.
LIU Lin, SHEN Hang-hang, LIU Xiao-zhen, GUO Qi, MENG Tian-xu, WANG Zhen-xia, LIU Xiao-ping. Tribological property of Ti-N composite layer formed on QBe1.9 by plasma surface Ti-alloying and nitriding[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(12): 2605-2612.
[4] MRIDHA S, BAKER T N. Crack-free hard surfaces produced by laser nitriding of commercial purity titanium[J]. Materials Science and Engineering A, 1994, 188(1/2): 229-239.
[5] MRIDHA S, BAKER T N. Effects of nitrogen gas flow rates on the microstructure and properties of laser-nitrided IMI318 titanium alloy (Ti-4V-6Al)[J]. Journal of Materials Processing Technology, 1998, 77(1/3): 115-121.
[6] ABBOUD J H, FIDEL A F, BENYOUNIS K Y. Surface nitriding of Ti-6Al-4V alloy with a high power CO2 laser[J]. Optics & Laser Technology, 2008, 40(2): 405-414.
[7] MAJUMDAR J D. Laser gas alloying of Ti-6Al-4V[J]. Physics Procedia, 2011, 12: 472-477.
[8] HU C, BAKER T N. The importance of preheat before laser nitriding a Ti-6Al-4V alloy[J]. Materials Science and Engineering A, 1999, 265(1/2): 268-275.
[9] HOCHE D, SCHAAF P. Laser nitriding: investigations on the model system TiN: A review[J]. Heat and Mass Transfer, 2010, 47(5): 519-540.
[10] SELVAN J S, SUBRAMANIAN K, NATH A K, GOGIA A K, BALAMURUGAN A K, RAJAGOPAL S. Hardness, microstructure and surface characterization of laser gas nitrided commercially pure titanium using high power CO2 laser[J]. Journal of Materials Engineering and Performance, 1998, 7(5): 647-655.
[11] KASPAR J, BRETSCHNEIDER J, JACOB S, BON�� S, WINDERLICH B, BRENNER B. Microstructure, hardness and cavitation erosion behaviour of Ti-6Al-4V laser nitrided under different gas atmospheres[J]. Surface Engineering, 2013, 23(2): 99-106.
[12] BRAUCH U, LOOSEN P, OPOWER H. High-power diode lasers for direct applications[J]. Topics in Applied Physics 2000, 78: 303-368.
[13] XIN H, HU C, BAKER T N. Microstructural assessment of laser nitrided Ti-6Al-4V alloy[J]. Journal of Materials Science, 2000, 35(13): 3373-3382.
[14] HoCHE D, M��LLER S, RAPIN G, SHINN M, REMDT E, GUBISCH M, SCHAAF P. Marangoni convection during free electron laser nitriding of titanium[J]. Metallurgical and Materials Transactions B, 2009, 40(4): 497-507.
[15] NWOBU A I P, RAWLINGS R D, WEST D R F. Nitride formation in titanium based substrates during laser surface melting in nitrogen�Cargon atmospheres[J]. Acta Materialia, 1999, 47(2): 631-643.
[16] LABUDOVIC M, KOVACEVIC R, KMECKO I, KHAN T I, BLECIC D, BLECIC Z. Mechanism of surface modification of the Ti-6Al-4V alloy using a gas tungsten arc heat source[J]. Metallurgical and Materials Transactions A, 1999, 30(6): 1597-1603.
[17] WRIEDT H A, MURRAY J L. The N-Ti (nitrogen-titanium) system[J]. Bulletin of Alloy Phase Diagrams, 1987, 8(4): 378-388.
[18] NASSAR A R, AKARAPU R, COPLEY S M,TODD J A. Investigations of laser-sustained plasma and its role in laser nitriding of titanium[J]. Journal of Physics D: Applied Physics, 2012, 45(18): 185401.
[19] LABUDOVIC M, KOVACEVIC R. Modelling of the laser surface nitriding of Ti-6Al-4V alloy analysis of heat transfer and residual stresses[C]// Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2001, 215(3): 315-340.
[20] MRIDHA S, BAKER T N. Characteristic features of laser-nitrided surfaces of two titanium alloys[J]. Materials Science and Engineering A, 1991, 142(1): 115-124.
[21] OBEIDI M A, MCCARTHY E, BRABAZON D. Laser surface processing with controlled nitrogen-argon concentration levels for regulated surface life time[J]. Optics and Lasers in Engineering, 2018, 102: 154-160.
[22] KAMAT A M, COPLEY S M, TODD J A. Effect of processing parameters on microstructure during laser-sustained plasma (LSP) nitriding of commercially-pure titanium[J]. Acta Materialia, 2016, 107: 72-82.
[23] FLEMINGS M C. Solidification processing[J]. Metallurgical Transactions, 1974, 5: 2121-2134.
[24] KLOOSTERMAN A B, DE HOSSON J T M. Cellular growth and dislocation structures in laser-nitrided titanium[J]. Journal of Materials Science, 1997, 32: 6201-6205.
[25] FU Yu-dong, ZHU Xiao-shuo, LI Zi-feng, LENG Ke. Properties and microstructure of Ti6Al4V by deformation accelerated low temperature plasma nitriding[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(10): 2609-2616.
Laser nitriding behavior of Ti-6Al-4V with different gas sources
LI Wen-sheng1, ZHANG Wen-bin1, WU Yan-rong2, LIANG Gang2, GAO Feng-qin1, SHI Yu1, YU Wei-yuan1, YAO Xiao-chun1
(1. State Key Laboratory of Advanced Processing and Recycling of Nonferrous Metals, Lanzhou University of Technology, Lanzhou 730050, China;
2. Dongfang Turbine Co., Ltd., Dongfang Electric Corporation, Deyang 618000, China)
Abstract: In two different ways of pure nitrogen and nitrogen argon mixing, a rectangular spot high-power semiconductor laser was used to nitride on surface of Ti-6Al-4V under different gas flow rates and nitrogen to argon mixture ratios. The effects of gas flow rates and gas mixture ratio of nitrogen to argon on nitriding molten pool morphology, nitriding microstructure and mechanical properties were studied. The microstructure, composition and phase composition of nitriding layer were studied by scanning electron microscopy(SEM), energy dispersion(EDS) and X-ray diffractometry(XRD). The results show that the uniform nitriding layer is obtained at pure nitrogen gas flow rate of 15 L/min. Continue to increase the gas flow, the flow of the nitriding molten pool is turbulent and the through cracks appear. The depth and hardness of the nitriding do not increase with the gas flow. When nitriding with different gas mixture ratios of nitrogen to argon, the surface hardness of the nitriding layer is lower than that of the nitriding layer at pure nitrogen nitriding, and the cracking tendency of the nitriding layer is weakened. The microstructure of the nitriding layer is three stable phases of TiN0.88, TiN0.61, TiN0.3 according to the layer depth in the range of 200 to 800 ��m from the surface to the inner. Under pure nitrogen and different gas mixture ratios of nitrogen to argon for nitriding, the microstructure of nitriding layer is composed of coarse short dendrite, equiaxed grain, slender dendrite, fine needle-shaped grain, respectively.
Key words: laser nitriding; gas flow rate; cracks; microstructure
Foundation item: Project(51674130) supported by the National Natural Science Foundation of China; Project (2016YFE0111400) supported by the International Science and Technology Cooperation Program of China; Project(17JR7WA017) supported by the Science and Technology Correspondent Program of Gansu Province, China; Project(17YF1WA159) supported by Key Research and Development Project of Gansu Province, China
Received date: 2019-04-28; Accepted date: 2019-07-20
Corresponding author: LI Wen-sheng; Tel: +86-13919250687; E-mail: liws@lut.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51674130)�������ص��з��ƻ����ʿƼ�����������Ŀ(2016YFE0111400)������ʡ���ʿƼ���������Ա�ƻ�������Ŀ(17JR7WA017)������ʡ�ص��з��ƻ�������Ŀ(17YF1WA159)
�ո����ڣ�2019-04-28�������ڣ�2019-07-20
ͨ�����ߣ������������ڣ���ʿ���绰��13919250687��E-mail��liws@lut.edu.cn

