
Influence of preparation process on sintering behavior and
mechanical properties of ultrafine grained Ti(C, N)-based cermets
FENG Ping(丰 平)1, 2, HE Yue-hui(贺跃辉)2, XIAO Yi-feng(肖逸锋)2,
LIU Wen-jun(刘文俊)3, XIONG Wei-hao(熊惟皓)3
1. Department of Mechanical and Materials Engineering, China Three Gorges University, Yichang 443002, China;
2. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
3. State Key Laboratory of Die and Mould Technology, Huazhong University of Science and Technology,
Wuhan 430074, China
Received 5 June 2006; accepted 8 February 2007
Abstract: The influences of forming and sintering processes on distortion, cracking as well as mechanical properties of sintered bodies of ultrafine grained Ti(C, N)-based cermets were investigated. The results show that lubricant is indispensable to fabrication of ultrafine Ti(C, N)-based cermets, however, with low binder content in powder mixture, the lubrication action of paraffin is attenuated. A appropriate level of 2% (mass fraction) paraffin is determined for a cermet with binder content of 36% (mass fraction). It is also found that the influence of compaction pressure on distortion and cracking of sintered bodies presents a complex relationship. A relatively lower or higher compaction pressure, less than 100 MPa and more than 400 MPa respectively, favors uniform density distribution in green compact. The heating rate of sintering should be strictly controlled. Too fast heating rate results in enclosed pores to burst and forms large size pores in sintering body. A heating rate of 3 ℃/min is recommended.
Key words: Ti(C, N)-based cermet; ultrafine-grained structure; compacting; lubricant; sintering
1 Introduction
Nanocrystalline and ultrafine-grained materials have been paid extensively increasing attention since the first study by GLEITER[1]. This class of material offers a range of very promising mechanical properties, largely due to the important reduction in the grain size. Hard materials, such as WC-Co cemented carbides and Ti(C, N)-based cermets have been also developing towards this direction over the last decades. Up to now, ultrafine structured Ti(C, N)-based cermets have been successfully manufactured, and the mechanical properties have been proven to be significantly enhanced[2-5]. In fact, fabrication of ultrafine grained materials in bulk is yet confronted with a great many of problems, such as ultrafine powder synthesis and protection against contamination, press forming, small grain size maintenance during sintering, as well as the differences in sintering thermodynamics and kinetics versus micron grained powder[6].
When powder particle size decreases below micron range, friction effects of powder against powder and powder against die wall on compact density, especially on its distribution towards the direction of pressing are markedly emerged unfavorably in the process of cold molding[7]. For example, lubricants are not generally necessary to be added for preparation of micron grade of cemented carbides and cermets, however, lubricants become indispensable for sub-micron grade, ultrafine grade as well as nano-composite hard materials[8-11]. In our research on preparation of Ti(C, N)-based cermets, it was also found that the sintered samples with sub-micron grade hard particles in raw materials did not crack without any lubricant in green compact, whereas, macro cracks vertical to the direction of pressing appeared on the appearance of green compact for ultrafine and nano-composite cermets. Those cracks sequentially grew up during sintering at a heating rate of 5 ℃/min[12]. This cracking phenomenon occurred with the powder particle size varied to ultrafine and nanometer scales. Theoretically, the contact points between powder particles increase with reducing the particle size; then the friction force between powder and die wall as well as powder and powder is also inherently increased, eventually resulting in an increase in non-uniform density distribution. Distortion, cracking and poor mechanical properties then occur for the imperfect green compact to be sintered to final materials[13].
To overcome the deficiencies of cold compaction, new techniques have been developed for powder metallurgy products in laboratory and industry[14-17]. However, few are available for Ti(C, N)-based cermets except that hot isostatic pressure is used as a post-treatment following vacuum pre-sintering[18]. Hot pressing[19-20] and spark plasma sintering[17] of Ti(C, N)-based cermets give rise to a decrease in mechanical properties.
Experimental results and theoretical analysis both illuminate that the preparation process for ultrafine grained cermets significantly differs from that for conventional micron grained cermets. The high-grade cermets are always expected, so it is worthwhile to explore the effect of processing parameters on product properties in detail. Therefore, present works attempted to probe into the compacting and sintering processes of ultrafine Ti(C, N)-based cermets by use of conventional powder metallurgical preparation route, in order to lay the foundation for preparation of ultrafine Ti(C, N)-based cermets with outstanding properties.
2 Experimental
Ultrafine hard powders such as TiC and TiN were used. The particle sizes and oxygen contents of raw powders are listed in Table 1.
Table 1 Mean particle sizes and oxygen contents of raw powders

Two powder mixtures containing different nickel contents, e.g. 12% and 36% (mass fraction, the same below), were prepared, in which formulations were TiC-23TiN-11.28Mo-0.72C-12Ni called as cermet-12Ni and TiC-15.6TiN-11.28Mo-0.72C-36Ni called as cermet- 36Ni afterwards, respectively. Extra graphite of 0.72% was added to adjust carbon level in bulk.
Powders were wetly mixed on a ball mill at 200 r/min for 36 h, in which absolute ethyl alcohol was used as dispersive medium. A series of paraffin contents of 1%, 2%, 4% and 6%, which was completely dissolved in hexane beforehand, were added to mixing-powders during last 4 h. Subsequently, the slurry was dried below 80 ℃. The powder mixtures were uniaxially pressed under a series of pressures of 100, 200, 300 and 400 MPa respectively on DAKE press (USA). The dimension of green compact was 38 mm×8 mm×8 mm.
Dewaxing was carried out in hydrogen reduction furnace at a rate of 1 ℃/min. Sintering was conducted in vacuum furnace at different heating rates. The processes of solid-state sintering and liquid phase sintering were fixed at 1 200 ℃ for 1 h and at 1 430 ℃ for 0.5 h, respectively.
Density was determined according to Archimedes principle. Porosity examination was conducted on model MeF3 A metallographical microscope of Leica Co. (Germany). Transverse rupture strength (TRS) and Rockwell hardness (A scale) were measured at room temperature.
3 Results and discussion 3.1 Influence of paraffin content, binder content and compaction pressure on compacting crack and sintering crack
It was observed that the surface of green compacts with additive paraffin was smooth and had no visual cracks in spite of paraffin content, binder content and compaction pressure. This indicates that paraffin certainly improves the friction condition of powders against die wall. However, binder content and compaction pressure have a significant influence on sintering crack. Table 2 lists the cracking frequency of the smaples with different processes and nickel contents sintered at a heating rate of 5 ℃/min.
Table 2 Effect of binder, paraffin content and compaction pressure on cracking of sintered bodies

It is found from Table 2 that the sintered samples with lower nickel content of 12% wholly crack in spite of paraffin content and compaction pressure. Whereas, for the higher nickel content samples, cracks also appear when compaction pressure exceeds 200 Mpa. Cracks do not occur with a compaction pressure of 100 MPa. In other experiments[12], sintering cracks do not appear for coarse and sub-micron powder mixtures without any additive paraffin at a compaction pressure of 400 MPa. This indicates that compaction pressure has a great influence on green density distribution for ultrafine Ti(C, N)-based cermets. There exists a great difference in flowability and frictional behaviour between ultrafine hard powders and coarse or sub-micron hard powders.
The relationships between green density and paraffin content as well as compaction pressure are illustrated in Fig.1. Green density mounts up with increase of compaction pressure. Under the same pressure, paraffin content has no substaintial influence on green density. Binder content also has little influence on relative green density, as listed in Table 3. However, it can be induced from the sintering crack listed in Table 2 that higher mass fraction of binder can improve density distribution in green compact and results in internal stress relaxation in favor of preparation process.
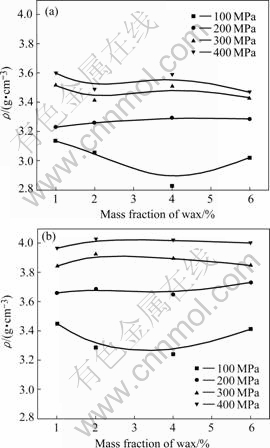
Fig.1 Effect of paraffin content and compaction pressure on green density of two powder mixtures of cermet-12Ni (a) and cermet-36Ni (b)
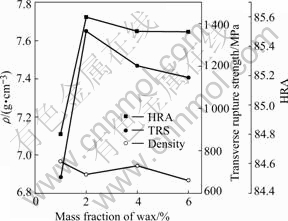
Fig.2 Influence of paraffin content on density and mechanical properties of sintered bodies for un-cracked green compacts
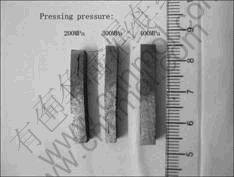
Fig.3 Tendency of compaction pressure on flexure and sintering crack at heating rate of 3 ℃/min
Table 3 Effect of binder content on relative green density (%)

The influences of paraffin on compacting and sintering cracks are closely relative to the lubricating property of paraffin. Paraffin is an inert lubricant that cannot enwrap powders to modify the surface of powder particle and to improve the friction condition among powders [21]. It is dispersed throughout powder mixture in state of separated particles, and then it can only improve the friction condition of powders against die wall, but has little effect on powder to powder.
The density and mechanical properties of un-cracked sintered samples related in Table 2 were measured, as shown in Fig.2. The density of sintered body is also independent of paraffin content, in correspondence with the influence of paraffin content on green density. However, paraffin content has a significant effect on mechanical properties, and the appropriate content corresponding to optimum properties is at a level of about 2%.
3.2 Influence of compaction pressure on distortion, cracking and mechanical properties of sintered samples
The effect of compaction pressure on flexure and cracking of sintered samples is displayed in Fig.3. The powder mixture of cermet-36Ni was pressed at different compaction pressures with a paraffin content of 2% and sintered at a heating rate of 3 ℃/min. It is found that compaction pressure greatly influences green density distribution, therefore, resulting in distortion and cracking of sintered samples. As stated above, there are no compacting cracks or sintering cracks and no distortion under a compaction pressure of 100 MPa. However, sintering crack and distortion appear in the sintered samples at a compaction pressure of 200 MPa. In comparison with the sintered samples with forming pressure of 200 MPa, the cracking and distortion tendencies are greatly relieved under 300 MPa. Up to 400 MPa, cracking and distortion of sintered samples are ultimately banished. There exists a complex relationship between distortion and cracking of sintered samples and compaction pressure.
The above results correlate with the characteristic of ultrafine powder and pressure loss caused by external friction between power particles and die wall. When powder is pressed in the mould cavity, powder will expand around, resulting in a horizontal pressure, ph, exerting on green compact against die wall. Due to the horizontal pressure and its resulting friction force, compaction pressure cannot uniformly transfer downwards. Horizontal pressure diminishes with a decrease of height with an approximately linear relationship. The angle of linear slope extends with increase of axial compaction pressure. Pressure loss derived from external friction, Δp, closely correlates with frictional coefficient, μ, and horizontal pressure, ph, described as[13]
?p=μph (1)
To the ultrafine powder, in despite of a decrease in horizontal pressure due to the increase of internal friction, the increase in external frictional coefficient finally results in an increase of pressure loss, making a greater density variation in height.
In the range of present discussed pressures, for example, at a pressure of 100 MPa, there exists less pressure loss, resulting in uniform density distribution and less internal stress in height direction, sintering crack and distortion do not occur in sintering process. Whereas, when compaction pressure reaches 200 MPa, the horizontal pressure, the pressure loss and the density difference in height direction increase together, and the difference in density at the edge and at the center of the same transverse cross section also increases. The non-uniform shrinkage and the release of stress in sintering bodies then result in distortion and cracking in sintering bodies. As shown in Fig.3, the density distribution in green compact is the most non-uniform under this forming condition, and the severe distortion and cracking occur.
With a continuous increase of compaction pressure, green density still increases. However, densification does not progress temporarily at a certain pressure and green density does not vary especially at the upper part of green compact, although an increasing pressure is applied. This is so called stick―slip mechanisms[21]. In this case, due to the density difference in height direction produced by pressure loss, the densification in the lower part may still go along, resulting in an increase in density locally. As a result, the uniformity of density distribution is improved in whole green compact, and the cracking and distortion occur no longer, as illustrated in Fig.3.
Higher compaction pressure weakens the tendency of flexure and cracking, however, it decreases transverse rupture strength(TRS) of sintered samples when compaction pressure reaches 400 MPa, as illustrated in Fig.4. It may be principally due to the higher density under higher forming pressure. Higher densification in green compact baffles enclosed gas to release out favorably and increases porosity in sintering body. The porosity in Fig.5 is indicative of the evidence.
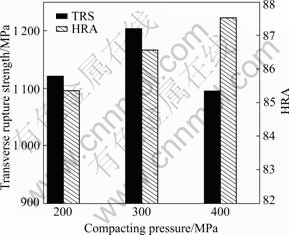
Fig.4 Influence of compaction pressure on mechanical properties of sintered bodies
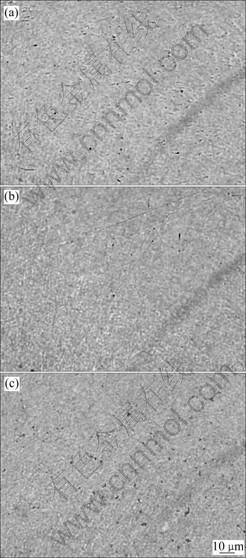
Fig.5 Metallographs of sintered bodies formed under various pressures sintered at heating rate of 3 ℃/min, showing effect of forming pressure on porosity in resulting sintered bodies: (a) 200 MPa; (b) 300 MPa; (c) 400 MPa
3.3 Influence of heating rate on sintering crack and mechanical properties
It is found that heating rate during sintering greatly influences the distortion, cracking and mechanical properties of sintered bodies of ultrafine Ti(C, N)-based cermets. The sintered samples compacted at a pressure of 100 MPa with additive paraffin of 2%, almost wholly crack at a heating rate of 10 ℃/min, partially crack at a heating rate of 5 ℃/min and do not crack at a heating rate of 3 ℃/min.
Fig.6 schemes the effect of heating rate on TRS of sintered samples. Four compositions were provided with addition of tantalum carbide based on cermet-36Ni composition, the formula was TiC-TiN-xTaC-11.28Mo- 0.72C-36Ni (x=5, 10, 20 and 30), respectively. The powder mixtures with additive paraffin of 2% were pressed at 100 MPa. By comparing variation in the magnitudes of TRS for the same sample to be sintered at different heating rates, it follows that the TRS for the samples sintered at a heating rate of 5 ℃/min is much lower than that at a heating rate of 3 ℃/min.

Fig.6 Influence of heating rate on mechanical property of sintered body
This influence derives from gas liberation in pores. Pores in sintering bodies change all through the sintering period from pore meshwork to separated enclosed pores, including a series of evolution, such as spheroidization, size reduction and a few enclosed pores growing up. The structural change throughout sintering involves the disappearance of interconnected pores and the shrinkage of separated enclosed pores. To ultrafine powders, onset temperature of densification is depressed and densification process is expedited, owing to the increase in specific surface energy and sintering driving force. The speedy heating rate does not favor the gas liberation, and a great deal of gas not to be vented in time will be enveloped in enclosed pores. The additional pressure of gas, ps, formulates as[13]

where pv is the gas pressure in the enclosed pores, γ is the surface tension, and ρ is the curvature radius of the enclosed pores.
Excessively speedy heating rate does not make the enclosed pores fully shrink or vanish, instead elevates gas pressure in enclosed pores, resulting in those pores to burst to form bigger pores remaining in the sintering bodies, which greatly deteriorates the TRS of sintered body. Fig.7 shows the effect of heating rate on residuary porosity in sintered bodies by means of metallographic observation. Samples with a TaC content of 20% in Fig.6 were heated at rates of 5 and 3 ℃/min, respectively. It is observed that there are no pores in the sample with a heating rate of 3 ℃/min, whereas, there exists some big size pores in the sample with a heating rate of 5 ℃/min, which are derived from the burst of separated enclosed pores.
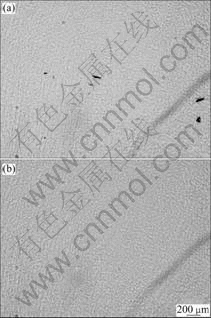
Fig.7 Metallographs illustrating effect of heating rate on porosity of sintering bodies: (a) 5 ℃/min; (b) 3 ℃/min
4 Conclusions
1) Lubricant paraffin only modifies the external friction condition between powders and die wall. It has little effect on green density and sintered body density. The appropriate addition level is about 2% for containing higher binder cermets. However, it is not available for preparation of containing lower binder cermets.
2) Compaction pressure level has a significant influence on green density, distortion and crack of sintered bodies, as well as mechanical properties. Uniform density distribution in green compact seems to be readily achieved in the case of lower pressure (<100 MPa) and higher pressure (≥400 MPa), and the pressed compact will not distort and crack during sintering.
3) Heating rate also intensively imposes on cracking and mechanical properties of sintered bodies. The sintered samples will wholly crack at a heating rate of 10℃/min, partly crack at 5 ℃/min. Only the heating rate of less than 3 ℃/min is available to prepare ultrafine Ti(C, N)-based cermets. The TRS of the samples sintered at a heating rate of 3 ℃/min is almost double as that sintered at a heating rate of 5 ℃/min.
References
[1] GLEITER H. Nanocrystalline materials [J]. Progress in Materials Science, 1989, 33(4): 223-315.
[2] JEON E T, JOARDAR J, KANG S. Microstructure and tribo-mechanical properties of ultrafine Ti(CN) cermets [J]. Int J Refract Met Hard Mater, 2002, 20(3): 207-211.
[3] RICHTER V, RUTHENDORF M V. On hardness and toughness of ultrafine and nanocrystalline hard materials [J]. Int J Refract Met Hard Mater, 1999, 17(1/3): 141-152.
[4] EHIRA M, EGAMI A. Mchanaicl properties and mictrostructures of submicron cermets [J]. Int J Refract Met Hard Mater, 1995,13(5): 313-319.
[5] GILLE G, SZESNY B, DREYER K, van de BERY H, SCHMIDT J, GESTRICH J, LEITNER G. Submicron and ultrafine grained hardmetals for microdrills and metal cutting inserts [J]. Int J Refract Met Hard Mater, 2002, 20(1): 3-22.
[6] GROZA J R. Nanosintering [J]. Nanostuctured Materials, 1999, 12(5): 987-992.
[7] ZHOU Z Y, ZHAO W B, CHEN P Q, CHEN W P, SHAO M, WANG J W. Simulation of die wall friction’s effect on density distribution in metallic powder compaction [J]. Trans Nonferrous Met Soc China, 2002, 12(5): 890-893.
[8] XIONG Ji, ZHANG Ya-kun, SHEN Bao-luo, HE Yue-hui, WANG Jun. The preparation and performance of superfine TiCN cermet [J]. Powder Metallurgy Technology, 2003, 21(2): 92-95. (in Chinese)
[9] CARROLL D F. Sintering and microstructural development in WC/Co-based alloys made with superfine WC powder [J]. Int J Refract Met Hard Mater, 1999, 17(1/3): 123-132.
[10] YANG M J, GERMAN R M. Nanophase and superfine cemented carbides processed by powder injection molding [J]. Int J Refract Met Hard Mater, 1998, 16: 107-117.
[11] CHA S I, HONG S H, HA G H, KIM B K. Microstructure and mechanical properties of nanocrystalline WC-10Co cemented carbides [J]. Scripta Mater, 2001, 44: 1535-1539.
[12] FENG Ping. Research on Ultrafine Grained Ti(C, N)-based Cermets [D]. Wuhan: Huazhong University of Science & Technology, 2004. (in Chinese)
[13] HUANG Pei-yun. Powder Metallurgy [M]. Beijing: Metallurgical Industry Press, 2000. (in Chinese)
[14] GU W L. Bulk Al/SiC nanocomposite prepared by ball milling and hot pressing method [J]. Trans Nonferrous Met Soc China, 2006, 16(suppl. 1): s398-s401.
[15] XIAO Zhi-yu, LI Yuan-yuan, NGAI Tungwai Leo, GUO Guo-wen, CHEN Wei-ping. Warm compaction behaviors of iron-based powder lubricated by different kinds of graphite [J]. Trans Nonferrous Met Soc China, 2003, 13(5): 1181-1184.
[16] ZHOU Shu-zhu, WANG She-quan, WANG Ling-sen, DING Ze-liang. Evolvement of sintering shrinkage and chemical composition of millicron-Ti( CN) base cermets during sintering [J]. The Chinese Journal of Nonferrous Metals, 2006, 16(8): 1343-1348. (in Chinese)
[17] FENG P, XIONG W H, ZHENG Y, ZHENG Y, XIA Y H. Spark plasma sintering properties of ultrafine Ti(C, N)-based cermet [J]. Journal of Wuhan University of Technology: Materials Science Edition, 2004, 19(1): 69-72.
[18] MARI D, BOLOGNINI S, FEUSIER G, VERDON C, VIATTE T, BENOIT W. TiMoCN based cermets (Part I): Morphology and phase composition [J]. Int J Refract Met Hard Mater, 2003, 21: 37-46.
[19] HE Lin, HUANG Chuan-zhen,LIU Yu-xian, SUN Jing, LIU Han-lian. Microstructure and mechanical properties of Ti(C, N)-based cermet [J]. Journal of the Chinese Ceramic Society, 2003, 31(3): 324-328. (in Chinese)
[20] MONTEVERDE F, MEDRI V, BELLOSI A. Microstructure of hot-pressed Ti(C, N)-based cermets [J]. J Eur Ceram Soc, 2002, 22: 2587-2593.
[21] VIETHA S, UHLMANN M, LINKE D, KLEMM V, SOBEK D, B?VNER F D. Effect of surface silanization on the dry pressing behaviour of silicon nitride powder [J]. J Eur Ceram Soc, 2003, 23: 1997-2004.
Foundation item: Project(50323008) supported by the National Natural Science Foundation of China; Project(A05107-10) supported by the Science and Technology Bureau of Yichang City, China
Corresponding author: HE Yue-hui; Tel: +86-731-8877391; E-mail: yuehui@mail.csu.edu.cn
(Edited by LI Xiang-qun)

