J. Cent. South Univ. Technol. (2011) 18: 1802-1807
DOI: 10.1007/s11771-011-0905-1
Fracture toughness of multiphase TiAl-Nb alloy in situ consolidated by spark plasma sintering
YANG Xin(杨鑫)1, 2, XI Zheng-ping(奚正平)1, 2, LIU Yong(刘咏)1,
TANG Hui-ping(汤慧萍)2, HU Ke(胡可)3, JIA Wen-peng(贾文鹏)2
1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. State Key Laboratory of Porous Metal Materials, Northwest Institute for Nonferrous Metal Research,Xi’an 710016, China;
3. National Engineering Research Center of Near-Net-Shape Forming for Metallic Materials,
South China University of Technology, Guangzhou 510641, China
? Central South University Press and Springer-Verlag Berlin Heidelberg 2011
Abstract: A fine-grained TiAl alloy with a composition of Ti-45Al-5Nb-1.5Cr-0.2W (mole fraction, %) with multiphases was prepared by spark plasma sintering (SPS) and heat-treating at 1 100 °C for 48 h. The relationship among sintering temperature, microstructure and fracture toughness were investigated by X-ray diffractometry (XRD), optical microscopy (OM), scanning electron microscopy (SEM) and mechanical testing. The results show that microstructure of the bulk alloy depends on the sintering temperature strongly, and the main phase TiAl and few phases Ti3Al and niobium solid solution (Nbss) are observed in the SPS bulk samples. In the heat-treatment condition, the lamellar and Nbss phase can provide significant toughening by plastic strengthening, interface decohension, crack branch and crack bridge mechanisms. The fracture mode of the SPS TiAl composite samples is intergranular rupture and cleavage fracture.
Key words: TiAl-Nb alloy; spark plasma sintering; fracture toughness; microstructure
1 Introduction
Gamma titanium aluminides are considered to have great potentials in high temperature applications as possible substitutes for conventional heavier nickel- based superalloys for the next generation of turbine engines and for hypersonic vehicles, mainly due to their excellent mechanical properties, especially high specific strength at elevated temperatures [1-3]. Extensive studies of the microstructures, plasticity and effects of alloying elements on mechanical properties have been carried out worldwide. However, their applications are hindered by relatively low ductility and poor fracture toughness at room temperature. The potential applications of these alloys at elevated temperature require a balance of high creep strength, good oxidation resistance and acceptant low-temperature fracture toughness [4-5]. These alloys will be exploited for high-temperature structural materials if their low-temperature fracture toughness can be enhanced without sacrificing the attractive high-temperature properties.
Experimental investigations have demonstrated that the fracture toughness of TiAl alloys was improved by intrinsic and extrinsic toughening mechanisms [6]. Intrinsic toughening arises from matrix slip and ductile phase toughening whereas extrinsic toughening arises from crack deflection, ductile-phase bridging, shear ligament toughening, microcrack shielding and twin toughening. It has been reported that much of the fracture toughness in duplex phase TiAl alloys arises along with the increase of the lamellar fraction, and in full lamellar alloys it arises from crack-bridge by intact ligaments in the wake of the crack. Any microstructural change, such as size of the lamellar colonies, lamellar spacing and equiaxed gamma grains which can affect the formation or destruction of these ligaments, was thought to influence the fracture resistance of these alloys [7]. In addition, the fracture toughness of brittle material can be improved by incorporating ductile reinforcement, an approach that is known as ductile phase toughening. A number of systems consisting of brittle matrix have been investigated, in which considerable toughening has been achieved by incorporating a ductile phase, such as Al2O3-Al, WC-Co and SiC-ZrO2 [8]. In these systems, the plastic stretching of the ductile phase which bridges advancing cracks in the brittle matrix reduces the crack tip stress, thereby yielding an increment in toughness over that of the matrix. The phase diagram of the Ti-Al-Nb system indicates that this system can offer a type of microstructure that enables preparation of TiAl-Nb in situ composites consisting of niobium solid solution (Nbss), α2-Ti3Al (D019) and γ-TiAl (L10) phases. The Nbss phase behaves in a ductile manner and provides significant toughening for the TiAl matrix. The room temperature fracture toughness of TiAl-Nb in situ compositions is sensitive to the volume fraction and composition of the constituent phases as well as to the microstructure, and these factors can be controlled by changing the alloy composition and processing technique. Besides the ductile reinforcement, the microstructure is another dominating factor that controls the fracture toughness of TiAl-based alloys. In order to distinguish the change of the microstructures with different volume fractions of lamellar grains (VFLGs) and equiaxed γ grains at different sintering temperatures, the volume fractions of equiaxed γ grains and lamellar grains were determined by quantitative metallography method from at least two specimens for each microstructure by a Nephot-II type optical microscope. The determination precision is about 3%. The VFLGs of the microstructures are listed in Table 1, together with the heat treatment conditions and the plane-strain fracture toughness.
There have been some reports on the spark plasma sintering (SPS) as a novel powder metallurgy (PM) technology means to enhance the mechanical properties of TiAl alloys [9-12]. Therefore, in the present research, the SPS process was introduced as a key process to enhance the fracture toughness of multiphase TiAl-Nb in situ composite. Alloying with metal elements such as Cr, Mo, W and B has resulted in a significant improvement in the mechanical properties of TiAl alloys [13]. The addition of Cr to TiAl alloys improves the oxidation resistance, but degrades fracture toughness and creep strength. The addition of W to TiAl alloys increases their melting point and strengthens the alloys by solid solution hardening, while it has a detrimental effect on their plastic property at room temperature. The addition of Nb can significantly improve not only the oxidation resistance of the material, but also their creep resistance, strength and ductility. From these, Nb addition plays a key role in controlling the fracture toughness, strength and ductility of the solid solution phase. To the best of our knowledge, an understanding of the effect of Nb on the fracture toughness of TiAl in situ composites has not been reported. The purpose of this work is to investigate the fracture toughness of TiAl-Nb in situ composite at room temperature consolidated by SPS in heat-treatment condition.
2 Experimental
The mixed powder of TiAl pre-alloyed powder and pure niobium powder was used as raw material. The alloy powders were prepared by plasma rotating electrode processing (PREP) under the protection of an inert gas with nominal composition of Ti-47Al-2Cr-2Nb- 0.2W, and commercially available elemental niobium powders were used. The powders were blended in appropriate amounts to give the nominal composition of 48% Ti, 45% Al, 5% Nb, 1.5% Cr and 0.2% W (molar fraction). Then, the blended powders were poured into a graphite die, which was moved into a SPS furnace of DR SINTERING-825 mode. The samples were heated to 1 150 °C, 1 200 °C and 1 250 °C at the heating rate of 100 °C/min under the vacuum no more than 3 Pa, and then kept for 5 min under 50 MPa, respectively. Figure 1 shows one example of the sintering curve of samples with process parameters of 1 250 °C, 50 MPa for 5 min. Finally, the sintered samples were cooled to room temperature in the furnace. In order to reduce the inhomogeneity in the microstructure and relieve the residual inner stress, all the samples were heat treated in 10-3 Pa vacuum at 1 100 °C for 48 h. Fracture toughness specimens with cross-section of 3 mm × 6 mm and span of 24 mm in the three-point bending were prepared by electro-discharge machine (EDM) from the heat-treated pancakes, and then mechanically polished using SiC paper and Al2O3 particles with water. A single notch about 3 mm long was introduced halfway along the length by EDM with wire of 0.1 mm in diameter, without pre-cracking. The tests were conducted at an initial cross-head speed of 0.5 mm/min in air. The hardness of constituent phases of the heat-treated alloy was determined by nanoindentation tests at room temperature.
Table 1 Heat treatment condition, hardness of each phase of TiAl-Nb composite, volume fraction of lamellar grains (VFLG) and fracture toughness of microstructures

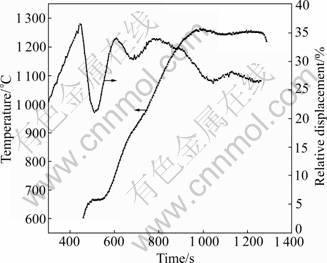
Fig.1 Experimental record of temperature, relative displacement of punches as function of time for one experiment performed at 1 250 °C for TiAl-Nb powder
The constituent phases were characterized by X-ray diffractometry (XRD). Optical microscopy (OM) was conducted to reveal the distribution and size of the constituent phases. The heat-treated samples for OM observation were prepared by mechanical grinding and polishing followed by a slight etching with a modified Kroll agent. Lamellar spacing was determined by transmission electron microscopy (TEM). The lamellar spacing given in this work was the arithmetic average value measured without taking account of type of lamellar boundaries. TEM foils were prepared by twin jet electropolishing at 15 V and -30 °C.
3 Results and discussion
The microstructures of the alloy used in the present study are shown in Fig.2. It can be seen that the microstructures are fine duplex (DP) and near lamellar (NL) structures consisting of equiaxed γ grains and lamellar colonies corresponding to different sintering temperatures. As revealed by XRD (Fig.3), in the heat-treatment condition, the microstructure consists of three phases: TiAl, Ti3Al and Nbss. As shown in Fig.2, the black grains are Nbss, the gray grains are TiAl and the white grains are Ti3Al. The average grain size and the morphology of the grains are changed obviously with sintering temperature. Namely, the fraction of the lamellar grains and its size are increased dramatically when the sintering temperature is enhanced from 1 150 °C to 1 250 °C, but the average size of Nbss remains at about 5 μm and its grains are nearly equiaxed.
It can be noted from Fig.2 that, for microstructures investigated in this work, with the increase of the sintering temperature, the most important change in microstructure after heat-treatment at 1 100 °C for 48 h is that lamellar grains and VFLG in Fig.2(c) are obviously increased. Another important observation is that with the increase of sintering temperature, the average γ grain size and the shape of Nbss are almost the same as those in the lower-temperature sintered samples. In a word, with the increase of the VFLG, the average γ grain size is almost constant, but the size of the lamellar grains increases. This implies that the microstructures become more inhomogeneous. Therefore, the deformation incompatibility among the grains increases. On the other hand, with the increase of the VFEG, the content of α2 phase increases and the deformation incompatibility between these two phases becomes larger. Consequently, the larger deformation incompatibility of the TiAl alloy results in the greater fracture toughness [14]. After heat-treatment, the growth of γ and Nbss grains is very limited, as shown in Figs.2(a), (b) and (c). The limited grain growth can be rationalized by the fact that this composite has a multiphase structure and heat-treatment is conducted in the region of α+γ field. Such a multiphase structure increases the separation distance between the same phases. This result indicates that the microstructure of this composite is stable at high temperature.
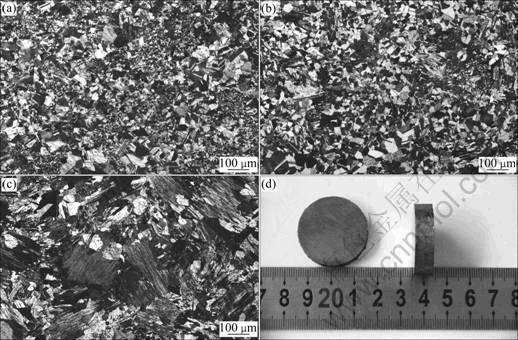
Fig.2 Optical micrographs of tested specimens sintered at different temperatures with different VFLG: (a) 1 150 °C, ~65%; (b) 1 200 °C, ~75%; (c) 1 250 °C, ~95%; (d) Samples
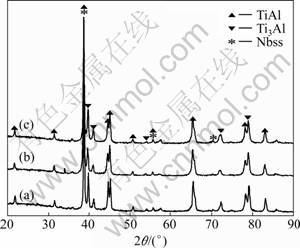
Fig.3 XRD patterns of bulk samples produced by SPS at different temperatures: (a) 1 150 °C; (b) 1 200 °C; (c) 1 250 °C
The present investigation indicates that in the TiAl-Nb composite, the VFLG and Nbss phases play an important role in the fracture process. Therefore, the hardness of each phase is determined in the heat-treatment condition of all the samples at different sintering temperatures. Nano-indentation tests are conducted at room temperature and the obtained hardness of the constituent phases is summarized in Table 1.
Since the ASTM specifications for fracture toughness testing (E-399) are not rigorously followed in the present investigation, the measured toughness values are denoted as KQ. For the fracture toughness tests for the sintered composite, the long axis direction of the bent bars is perpendicular to the pressure direction, while the notch plane and crack propagation direction are oriented parallel to the pressure direction. The measured fracture toughness KQ values at room temperature for TiAl-Nb composite with the three sintering temperatures are 18.21, 20.73 and 25.69 MPa・m1/2, respectively. These fracture toughness values are much higher than those of free Nb TiAl alloys, indicating that the ductile phase toughening mechanism is operative in TiAl-Nb composites.
Fracture surface morphologies of the heat-treated composite are shown in Fig.4. For the composite in the three different sintering temperature conditions, TiAl and Ti3Al phases fracture in a brittle cleavage mode. However, Nb phase exhibits a number of different modes. These include cleavage, plastic stretching, crack branch, crack bridge and TiAl lamellar interface decohesion. As shown in Fig.4, the Nb phase is plastically deformed (as shown by arrow A) and stretched to fracture in a ductile dimple manner, which will lead to an increase in fracture toughness. In addition, decohesion is observed at the interface between the lamellar phases, as indicated by arrow G. ASHBY et al [15] have pointed out that the ductility of a phase incorporated into a brittle material and decohesion at an interface play an important role in enhancing the fracture toughness. Cracks could nucleate at the interface due to the large mismatch in mechanical properties between different phases. The hardness of γ phase is in between that of α2 phase and Nbss, as shown in Table 1, so the γ phase can be deformed more readily than α2 phase. The local stress concentrations at interface can be relieved by plastic deformation of γ phase, so γ phase delays the crack nucleation and thereby enhances the fracture toughness. A fracture toughness of 26.69 MPa・m1/2 is achieved, which is higher compared with the values reported by LIU et al [16].
The difference in microstructure (as shown in Fig.2) among the three samples at different sintering temperatures is considered to influence crack propagation behavior, which results in the different fracture toughness values. In contrast to free niobium as-SPSed samples, the alloys in this investigation exhibit a significant increase in fracture toughness. The Nb phase shows softening (as shown in Table 1), and the fractographic observations indicate significant changes in the fracture modes. As shown in Fig.4, Nb phase fractures after plastic stretching and lamellar interface decohesion (arrows A, G). The plastic stretching of Nb phase which bridges the advancing crack reduces the crack tip stress, thereby increasing the toughness. Once the crack has initiated, the plastic deformation of Nb phase can absorb elastic strain energy to retard the crack propagation. The decohension will also contribute to an increase in fracture toughness through crack deflection. However, in the lower-temperature sintered composite, the fracture surface predominantly exhibits cleavage in addition to insufficient stretching of Nb phase and few instances of interface decohesion. The softness of Nb phase may blunt the crack by local plastic stretching (arrow A). As shown in Fig.4, the shape of high aspect-ratio lamellar TiAl phase in higher sintering temperature causes crack branch (arrow B) and crack bridge (arrow C), which helps to improve the fracture toughness. In contrast, in lower-temperature sintered composite, crack arrest (arrow E) and crack renucleation ahead of Nb (arrow D) are observed on a crack propagation path. And a lot of deformation twins in the sintering processing are also contributed to improve the fracture toughness. All of the mechanisms above result in a large increase in toughening.
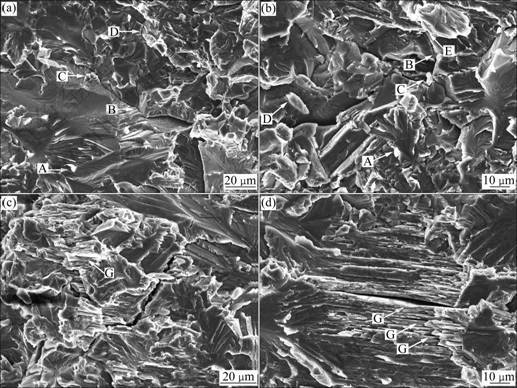
Fig.4 SEM fractographs of fracture toughness specimens with different sintering temperatures: (a) 1 150 °C; (b) 1 200 °C; (c) and (d) 1 250 °C
4 Conclusions
1) A high Nb containing TiAl-Nb in situ composite with a higher relative density and various microstructures can be obtained by SPS at different sintering temperatures from a mixture powder containing pre-alloyed TiAl powder and elemental Nb powder.
2) The microstructures of the bulk samples depend on the sintering temperature strongly. When the temperature is 1 150 °C and 1 200 °C, the microstructure is typical duplex phase and has different volume fractions of lamellar grains. A full lamellar microstructure is achieved when the sintering temperature is 1 150 °C.
3) The fracture modes of bulk samples strongly depend on the microstructure. The value of fracture toughness of the sample reaches 25.69 MPa・m1/2 for the sample sintered at 1 250 °C. Although the predominant fracture mode is cleavage, a number of Nbss grains exhibit plastic strength and cause crack deflection, crack arrest, crack bridging, which results in an increase in fracture toughness. From that, the higher ratio of lamellar TiAl phase can also enhance the fracture toughness by crack blunting and interface decohesion.
References
[1] LORIA E A. Gamma titanium aluminides as prospective structural materials [J]. Intermetallics, 2000, 8: 1339-1345.
[2] WU X H. Review of alloy and process development of TiAl alloys [J]. Intermetallics, 2006, 14: 1114-1122.
[3] APPEL F, BROSSMANN U. Recent progress in the development of gamma titanium aluminide alloys [J]. Advanced Engineering Materials, 2000, 2: 699-720
[4] HSIUNG L M, NIEH T G. Microstructure and properties of powder metallurgy TiAl alloys [J]. Mater Sci Eng A, 2004, 364: 1-10.
[5] MURR L E, GAYTAN S M. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting [J]. Acta Mateialia, 2010, 58: 1887-1894.
[6] NAM C Y, WEE D M. Microstructure and toughness of nitrogen-doped TiAl alloys [J]. Intermetallics, 2002, 10: 113-127.
[7] CHAN K S, KIM Y W. Effects of lamellae spacing and colony size on the fracture resistance of a fully-lamellar TiAl alloy [J]. Acta Metal Mater, 1995, 43: 439-442.
[8] YU J L, ZHANG K F. Fracture toughness of a hot-extruded multiphase Nb-10Si-2Fe in situ composite [J]. Scripta Materialia, 2009, 61: 620-623.
[9] LU X, HE X B. Microstructure and mechanical properties of a spark plasma sintered Ti-45Al-8.5Nb-0.2W-0.1Y alloy [J]. Intermetallics, 2009, 17: 840-846.
[10] COURET A, MOLENAT G. Microstructure and mechanical properties of TiAl alloys consolidated by spark plasma sintering [J]. Intermetallics, 2008, 16: 1134-1141.
[11] WANG Y H, LIN J P. Microstructure and mechanical properties of Ti-45Al-8.5Nb-(W,B,Y) alloy by SPS-HIP route [J]. Mater Sci Eng A, 2008, 489: 55-61.
[12] XIAO S L, TIAN J. Microstructure and mechanical properties of TiAl alloys prepared by spark plasma sintering [J]. Transactions of Nonferrous Metals Society of China, 2009, 19: 1423-1427.
[13] BEDDOES J, ZHAO L. The brittle-ductile transition in HIP consolidated near γ-TiAl + W and TiAl + Cr powder alloys [J]. Mater Sci Eng A, 2008, 192/193: 324-332.
[14] GUO F A, JI V. Effect of internal stresses on the fracture toughness of a TiAl-based alloy with duplex microstructures [J]. Acta Mateialia, 2003, 51: 5349-5358.
[15] ASHBY M F, BLUNT F J. Flow characteristics of highly constrained metal wires [J]. Acta Metallurgica, 1989, 37: 1847-1857.
[16] LIU C T, SCHNEIBEL J H. Tensile properties and fracture toughness of TiAl alloys with controlled microstructures [J]. Intermetallics, 1996, 4: 429-440.
(Edited by YANG Bing)
Foundation item: Project(2011CB605505) supported by the National Key Basic Research Program of China; Project(2008AA03A233) supported by the National High Technology Research and Development Program of China
Received date: 2011-04-10; Accepted date: 2011-10-12
Corresponding author: XI Zheng-ping, Professor; Tel: +86-29-86231095; E-mail: xin.yaung@hotmail.com

