
Hot rolling characteristics of spray-formed AZ91 magnesium alloy
WANG Xiao-feng(НхПю·е), ZHAO Jiu-zhou (ХФѕЕЦЮ), HE Jie(єО ЅЬ), HU Zhuang-qi(єъЧічи)
Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China
Received 20 July 2006; accepted 16 January 2007
Abstract: AZ91 magnesium alloy was prepared by spray forming. The spray-deposited alloy was subsequently hot-rolled with a 80% reduction at 350 Ўж. The microstructural features of the as-spray-deposited and hot-rolled alloy were examined by optical microscopy, scanning electron microscopy and X-ray diffractometry. The results show that the spray-formed AZ91 magnesium alloy has, compared with the as-cast ingot, a finer microstructure with less intermetallic phase Mg17Al12 dispersed in the matrix due to fast cooling and solidification rates of spray forming process, and, therefore showing excellent workability. It can be hot-rolled with nearly 20% reduction for one pass at lower temperatures (330-360Ўж), and the total reduction can reach 50% prior to annealing. After proper thermo-mechanical treatment, the spray-formed AZ91 magnesium alloy exhibits outstanding mechanical properties.
Key words: AZ91 magnesium alloy; spray forming; hot rolling; microstructure; mechanical property
1 Introduction
Magnesium alloys are attractive candidates for a number of structural applications due to their low density and good machinability. These materials also have other interesting properties, such as an excellent damping capacity and good electromagnetic shielding[1-3]. The important disadvantages of Mg alloys, besides the high surface reactivity, are their low strength (compared with other competing structural materials such as Al and steel) and low ductility, which limit their formability[4]. Significant efforts have been devoted lately to exploit stronger and ductile microstructures. With the advent of rapid solidification technology(RST), it becomes possible to develop magnesium alloys with attractive combinations of structure and properties[5-6]. In spite of the reported property improvements in magnesium-based alloys processed by RST, there are some critical drawbacks. The rapid solidified particulates must be consolidated to full density before they can be used as structural materials, which usually involves canning, cold pressing, degassing and final forming. The combination of highly reactive materials such as magnesium and aluminum and the large surface area associated with RST processes makes it impossible to avoid the formation of the oxide phases during handling and consolidation. In addition, the high reactivity of fine magnesium particulates requires that extensive safety precautions be taken during processing[7-10].
One processing approach, which has potential of circumventing the difficulties associated with particulate handling and processing is spray forming (SF). Spray forming, which combines the advantages of rapid solidification, semi-solid processing, and near net shape processing is a newly emerging science and technology in the field of materials development and production in recent years[11-13]. During spray forming, a liquid metal stream is atomized into a fine dispersion of droplets by high-pressure gas jets and the resultant distribution of droplets is directed towards a substrate, where it impacts and builds up into a deposit of predetermined thickness. Materials produced by spray forming show fine equi-axed grains and fine uniformly distributed second phases, which are responsible for the improved mechanical properties and workability. LAVERNIA et al[14], EBERT et al[15], CHEN et al[16] and FAURE[17] reported that the spray-formed magnesium alloys have excellent mechanical properties and workability. However, their work mainly focuses on the extrusion or drawing of the spray-formed magnesium alloy and there are no reports on the hot rolling characteristics of spray-formed magnesium alloy.
Considering that hot rolling techniques have extensive applications in wrought magnesium alloys, therefore, in the present work, AZ91 magnesium alloy was prepared by spray forming, the feasibility of hot rolling for this alloy at lower temperatures (330-360Ўж) was investigated, and the hot rolling characteristics of spray-formed AZ91 alloy were discussed.
2 Experimental
The material used in this experiment was AZ91 magnesium alloy and the nominal composition (mass fraction) of this alloy was Mg-8.95%Al-0.63%Zn- 0.5%Mn (mass fraction). In the process, the alloy was melted in the vacuum induction furnace. The melt was homogenized at 750-800 Ўж for 30 min prior to the spray deposition. The detail of the set-up was described in Ref.[18]. The size of the delivery tube was 4.5 mm in diameter. Argon, at an atomizing pressure of 0.3-1.0 MPa, was used as the atomizing gas. The spray was deposited onto a substrate at a distance of 450 mm from the nozzle. The rotation and axial movement of the substrate guaranteed a constant deposition distance of 450 mm throughout the deposition time. The size of the spray formed billet was 120 mm in height and 150 mm in diameter. The billet was machined and pieces of 100 mm in diameter were taken out from the central region of the deposit for further investigation.
ArchimedesЎЇ method was used to determine the density of the spray-formed billet. The alloy blocks, with a thickness of 12 mm, were cut from the as-deposited AZ91 alloy. The rolls were heated to 130 Ўж prior to repeated rolling. The blocks were heated at 350 Ўж for 20 min and then rolled with a reduction of 15%-20% for one pass. The total reduction in thickness was 80%. Ageing treatment was carried out in a nitrogen atmosphere (T5) at 185 Ўж for 0-8 h. The micro- structural features of the as-spray-deposited and hot-rolled alloys were examined by means of optical microscopy, scanning electron microscopy, transmission electron microscopy and X-ray diffractometry. The tensile properties were determined on an Instron-testing machine AG-5000A at tensile velocity of 1 mm/min.
3 Results
3.1 Microstructural features
The microstructures of the as-sprayed AZ91 magnesium alloy is shown in Fig.1. Compared with the as-cast ingot, the spray-formed AZ91 alloy has a finer microstructure with less intermetallic phase Mg17Al12 dispersed in the matrix. The average grain size is about 20 ?m. This feature is invariably present in the samples from different regions. Fig.2 shows XRD patterns of as-cast and as-deposited AZ91 Mg alloy. The diffraction pattern of the spray-formed AZ91 magnesium alloy contains all peaks typical for Mg with the strongest of (101) at 2¦И of 36.6? (see Fig.2(b)). The major difference, as compared with pattern from the same alloy in the as-cast state (Fig.2(a)), is that this pattern lacks distinct peaks for Mg17Al12 phase. In fact, the three strong peaks with I/Imax of 100%, 33% and 40.227% located at 2¦И of 36.191?, 40.227? and 65.186?, respectively are difficult to extract from the background noise. Based on a comparison with previously published diffraction patterns of the same alloy, it can be concluded that the volume fraction of the Mg17Al12 phase within as-deposited AZ91 magnesium alloy is much lower than 9%-10% that detected in the as-cast state. The reduction in content of the Mg17Al12 phase is consistent with the observations made by GOVIND et al[19] during melt spinning and splat quenching. EDX analyses of a region of the as-deposited AZ91 alloy corresponding to the one in Fig.1(b) reveal an aluminum excess solubility of 8.1%(mass fraction) for the black regions, which also indicates that the as-deposited magnesium alloy is a supersaturated material. In addition, there are some pores present in the billet. The porosity level is about 3%.

Fig.1 Microstructures of as-deposited AZ91 magnesium alloy: (a) Optical microstructure; (b) SEM

Fig.2 X-ray diffraction patterns of as-cast (a) and as-deposited (b) AZ91 magnesium alloy
In order to eliminate the pores in the billet and refine the grain, deformation is needed. In general, the deformation ability of AZ91 magnesium alloy ingot is poor due to the Mg17Al12 intermetallic phases dispersed continuously at the grain boundaries. Therefore, extrusion is often needed prior to rolling. MOHRI et al[20] and PEREZ-PRADO et al[21] reported that they were not able to roll AZ91 alloy ingot with grain size in the range 40-100 ?m at pre-heating temperature lower than 400 Ўж. In the present study, however, there are no difficulties in rolling as-deposited AZ91 alloy at 350 Ўж. It can be hot-rolled with nearly 20% reduction for one pass and the total reduction can reach 50% prior to annealing. With 80% reduction, the grain size is much smaller than that of the as-deposited AZ91 alloy, as shown in Fig.3(a). Dynamic recrystallization is responsible for the grain refinement. In addition, there are fewer twins present after hot rolling for the spray-formed AZ91 alloy, which is quite different from the as-cast one (see Fig.3). Due to the high- supersaturated matrix, some Mg17Al12 intermetallic phases precipitate within the ¦Б-Mg grain during hot rolling (see Fig.4). After hot rolling, the excess solid solution of aluminum in the matrix is about 6.4%. That is to say, there are 1.8% (volume fraction) Mg17Al12 phases precipitating from the matrix.

Fig.3 Optical microstructures of hot rolling of AZ91 magnesium alloy: (a) Spray-formed; (b) As-cast
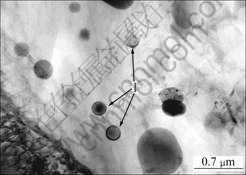
Fig.4 TEM bright-field image of continuous precipitate morphology for spray-formed AZ91 alloy after being hot-rolled with 80% reduction (Precipitate I is precipitation during hot rolling, precipitate viewed at [0001]¦Б)
Because of the resultant excess solid solubility after hot rolling, T5 treatment was applied to the as-rolled AZ91 alloy. After peak ageing, four types of continuous precipitates were found within the ¦Б-Mg grains: lath-shaped precipitates, rod-shaped precipitates, hexagonal prism-shaped precipitates and equiaxial precipitates (see Fig.5). The lath-shaped precipitates lie in six different orientations parallel to the basal plane in the ¦Б-Mg matrix and account for approximately 30% (volume fraction) of the total precipitation, which is much lower than that of the as-cast AZ91 alloy under T6 condition. The rod-shaped precipitates of 0.1 ?m in width and 0.25 ?m spacing, with the primary growth direction perpendicular to the basal plane, occupy 30% of the total precipitation and the last 40% precipitation is the hexagonal prism-shaped and equiaxial Mg17Al12 precipitates of 0.1-0.4 ?m in width, lying at an angle to the basal plane. For AZ91 magnesium alloys, the increased number of precipitates lying perpendicular or at an angle to the basal plane will be contributed to the increase in the hardening response. In the present investigation, the number of precipitates lying perpendicular or at an angle to the basal plane accounts for approximately 70% of the total precipitation, which is responsible for the strength enhancement. In addition, the number of precipitates unit volume (NV) for the spray-formed AZ91 alloy at peak hardness is about 1012/mm3, whereas for the as-cast AZ91 the NV is less than 1011/mm3[22]. Consequently, the large difference in NV between the spray-formed and as-cast AZ91 alloys is a major reason for the difference in the magnitude of the hardness response.

Fig.5 TEM bright-field image of continuous precipitates morphology for spray-formed AZ91 alloy after being hot-rolled with 80% reduction and aged at 185 Ўж for 7 h: I Lath-shaped precipitates;ўтRod-shaped precipitates;ўу Hexagonal prism- shaped precipitates; ўфequiaxial precipitates; (a) Viewed at [0001]¦Б; (b) Viewed at [1120]¦Б
3.2 Mechanical properties
Fig.6 compares the ultimate tensile strength(UTS) and yield strength(YS) of AZ91 alloy produced by spray forming with those of die casting and ingot extrusion. The improvement in the room temperature mechanical behavior in the present investigation is remarkable. The hot rolling as-deposited AZ91 alloy has YS of 297 MPa and UTS of 345 MPa. There are a 14%-35% increase in YS and a 11%-86% increase in UTS compared with those of the extruded ingot and die-casting. Furthermore, after peak aging the UTS can reach 370 MPa.

Fig.6 Comparison of YS and UTS of AZ91 alloy produced by die casting with those of spray-formed AZ91 alloy
For the as-rolled and as-rolled +T5 condition, there is no necking present on the fracture of the spray-formed AZ91 magnesium alloy. Obviously, the fracture mode is tearing. Furthermore, lots of dimples locate between the tear ridges but the dimples are quite shallow, as shown in Fig.7. After T5 treatment, the number of the small dimple increases sharply due to the Mg17Al12 precipitation, which can be found at the bottom of the dimple.
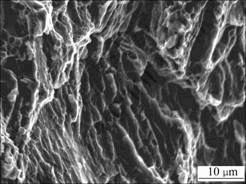
Fig.7 Morphology of tensile fracture of hot rolled spray-formed AZ91 alloy
4 Discussion
In general, the as-cast AZ91 alloy cannot be directly rolled at a temperature lower than 400 Ўж due to the presence of the large worm-like Mg17Al12 intermetallics and coarsening grains. However, the spray-formed AZ91 alloys, with a finer microstructure, can be rolled at 350 Ўж and exhibit excellent ductility. Such large deformation cannot be expected if the basal slip system is the sole mechanism of plastic deformation. Grain refinement has a great contribution to the improvement of plastic deformation of the magnesium alloy. First, due to grain refinement, dislocation slip distance becomes shorter and deformation becomes uniform (see Fig.8). Secondly, grain boundary sliding and grain rotation become easier due to grain refinement. It is well known that grain rotation cannot bring about strain, but can alter the grain orientation. As a result, it is difficult for the further deformation of the soft orientated grains. On the contrary, for the hard-orientated grains, after grain rotation, the orientation contributes to the deformation, which leads to the deformation harmony and uniform. Thirdly, grain refinement can activate the sliding system of non-basal plane, such as the prism and pyramidal plane. KOIKE[23] studied the deformation mechanism of fine-grain magnesium alloys. The results show that sliding in non-basal plane always takes place near the grain boundaries. For the grain size larger than 50 ¦Мm, sliding in non-basal plane occurs in a zone with a distance about 10 ¦Мm apart from the grain boundaries and for the grain size smaller than 10 ¦Мm, the non-basal plane will occur in the whole grain. Especially when the basal plane intersects with the grain boundaries, the screw dislocations can readily cross from the basal plane to the non-basal plane (see Fig.9). The activation of the sliding system in non-basal system has great effects on the improvement of the ductility of magnesium alloys. The contribution of sliding in non-basal plane to the total strain can reach about 40%[24]. In addition, in large-grained AZ91 alloy, twinning is often observed from the early stage of plastic deformation and serves as additional deformation mechanism to basal dislocation slip in order to satisfy the von-Mises criterion[25]. In contrast, the as-deposited AZ91 alloy in the present investigation exhibits less twining after deformation of 80% compared with the large-grained alloy. The difference in twinning tendency between the large- grained and the as-deposited AZ91 alloys is consistent with the fact that twinning becomes increasing difficult with decreasing grain size[26].

Fig.8 TEM image of hot rolling spray-formed AZ91 magnesium alloy showing slipping dislocation in matrix

Fig.9 Schematic illustration of deformation model in spray- formed AZ91 alloy
5 Conclusions
1) AZ91 magnesium alloy is prepared by spray forming. The spray-deposited alloy is subsequently hot-rolled with an 80% reduction at 350 Ўж.
2) The spray-formed AZ91 magnesium alloy has, compared with the as-cast ingot, a finer microstructure with less intermetallic phase Mg17Al12 dispersed in the matrix due to fast cooling and solidification rates of spray forming process, and, therefore, shows excellent workability. It can be hot-rolled with nearly 20% reduction for one pass at lower temperatures (330-360Ўж), and the reduction can reach 50% prior to annealing.
3) The spray-formed alloy exhibits outstanding mechanical properties after proper thermo-mechanical treatments.
References
[1] KUBOTA K, MABUCHI M, HIGASHI K. Processing and mechanical properties of fine-grained magnesium alloys [J].Journal of Materials Science, 1999, 34: 2255-2262.
[2] CHEN Z H, YANH G, CHEN J H, QUAN Y J, WANG H M, CHEN D. Magnesium Alloys [M]. Beijing: Chemistry Industry Press, 2004: 57. (in Chinese)
[3] POLMEAR I J. Magnesium alloys and applications [J]. Mater Sci Technol, 1994, 10(1): 1-16.
[4] WALDMAN J, SULINSKI H, MARKUS H. Effect of ingot processing treatments on the grain size and properties of al alloy 7075 [J]. Metall Trans, 1974, 5: 573-584.
[5] MATSUDA M S, KAWAMURA Y, IKUHARA Y, NISHIDA M. Interaction between long period stacking order phase and deformation twin in rapidly solidified Mg97Zn1Y2 alloy [J]. Mater Sci Eng A, 2004, A386(1/2): 447-452.
[6] KIM S H, KIM D H, KIM N J. Structure and properties of rapidly solidified Mg-Al-Zn-Nd alloys [J]. Mater Sci Eng A, 1997, A226/228: 1030-1034.
[7] LI Y, JONES H. Effect of rare earth and silicon additions on structure and properties of melt spun Mg-9Al-1Zn alloy [J].Mater Sci Technol, 1996, 12(8): 651-661.
[8] MIYAZAKI T, KANEKO J, SUGAMATA M. Structures and properties of rapidly solidified Mg-Ca based alloys [J]. Mater Sci Eng A, 1994, A181/182: 1410-1414.
[9] MABUCHI M, ASAHINA T, IWASAKI H, HIGASHI K. Experimental investigation of superplastic behaviour in magnesium alloys [J]. Mater Sci Technol, 1997, 13(5): 825-831.
[10] SHAW C, JONES H. Structure and mechanical properties of two Mg-Al-Ca alloys consolidated from atomised powder [J]. Mater Sci Technol, 1999, 15: 78-84.
[11] ZHANG F Q, CHEN Z H, YAN H G,YUAN W H, TANG S Q, FU J X. Rolling processing of spray co-deposition 7075/SiCp composite [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(7): 1131-1138. (in Chinese)
[12] CUI C S, FAN H B, XU D I, LI Q C. Microstructure of rapidly solidified Al-3.8Li-0.8Mg-0.4Cu-0.13Zr alloy by spray deposition processing [J]. Mater Sci Technol, 1998, 14(5): 407-410.
[13] WANG X F, ZHAO J Z, LI Z Y, HE J, WANG J T. Microstructure and mechanical properties of spray-formed Cu-1.2Cr alloy [J]. Trans Nonferrous Met Soc China, 2005, 15(S3): 189-193.
[14] LAVERNIA E J, BARAM J, GUTIERREZ E. Precipitation and excess solid solubility in Mg-Al-Zr and Mg-Zn-Zr processed by spray atomization and deposition [J]. Mater Sci Eng A, 1991, A132: 119-133.
[15] EBERT T, MOLL F, KAINER K U. Spray forming of magnesium alloys and composites [J]. Powd Metall, 1997, 40: 126-131.
[16] CHEN C Y, TSAO-CHI Y A. Spray forming of AZ91 magnesium alloys with and without Si addition [J]. Mater Sci Forum, 2005, 475/479: 2789-2794.
[17] FAURE. Process for obtaining magnesium alloys by spray deposition [P].US: 5073207. 1991.
[18] LIU D M, ZHAO J Z, YE H Q. Modeling of the solidification of gas-atomized alloy droplets during spray forming [J]. Mater Sci Eng A, 2004, A372: 229-234.
[19] GOVIND K, NAIR S, MITTAL M C, LAL K, MAHANTI R K, SIVARAMAKRISHNAN C S. Development of rapidly solidified (RS) magnesium-aluminium-zinc alloy [J]. Mater Sci Eng A, 2001, A304/306: 520-523.
[20] MOHRI T, MABUCHI M, NAKAMURA M, ASAHINA T, IWASAKI H, AIZAWA T, HIGASHI K. Microstructural evolution and superplasticity of rolled Mg-9Al-1Zn [J]. Mater Sci Eng A, 2000, A290: 139-144.
[21] PEREZ-PRADO M T, VALLE DEL J A, RAUANO O A. Achieving high strength in commercial Mg cast alloys through large strain rolling [J].Mater Lett, 2005, 59: 3299-3303.
[22] CELOTTO S. TEM study of continuous precipitation in Mg-9%Al-1%Zn alloy [J]. Acta Mater, 2000, 48: 1775-1787.
[23] KOIKE J. New deformation mechanisms in fine-grain Mg alloys [J]. Mater Sci Forum, 2003, 419/422: 189-194.
[24] COURET A, CAILIARD D. Prismatic glide in divalent hcp metals [J]. Philosophical Magazine A, 1991, 63(5): 1045-1057.
[25] NUSSBAUM G, SAINFORT P, REGAZZONI G, GJESTLAND H. Strengthening mechanisms in the rapidly solidified AZ91 magnesium alloy [J]. Scrip Metall, 1989, 23: 1079-1084.
[26] MYSHLYAEV M M, MCQUEEN H J, MWEMBELA A, KONOPLEVA E. Twinning, dynamic recovery and recrystallization in hot worked Mg-Al-Zn alloy [J].Mater Sci Eng A, 2002, A337: 121-133.
Foundation item: Project(50271076) supported by the National Natural Science Foundation of China
Corresponding author: ZHAO Jiu-zhou; Tel: +86-24-23971918; E-mail: jzzhao@imr.ac.cn
(Edited by CHEN Wei-ping)

