�й���ɫ����ѧ�� 2003,(04),949-955 DOI:10.19476/j.ysxb.1004.0609.2003.04.026
ZL112Yѹ�����Ͻ�Ħ�г�����İ��̬��ѹ�������
���־ ������ ��ï�� ������ ���� ���ȫ ���
�����ѧ��е����ѧԺ,�����ѧ��е����ѧԺ,�����ѧ��е����ѧԺ,�й����꼯������ŷ������������ι�˾,�й����꼯������ŷ������������ι�˾,�й����꼯������ŷ������������ι�˾,�й����꼯������ŷ������������ι�˾ ����400044 ,����400044 ,����400044 ,����400032 ,����400032 ,����400032 ,����400032
ժ Ҫ��
���ø�Ƶ��Ӧ����װ�ú��¶Ȳⶨװ��,�о���ZL112Yѹ�����Ͻ����ϸ�Ƶ��Ӧ���ȶ������ۺ��ʵİ��̬�����¶ȡ����ȹ��ʺ��ٶ�,�Լ���Щ���ղ��������ϵĴ������ܺ�����֯��Ӱ�졣�������:�úϽ�����İ��̬���������¶�Ϊ570��571��;���Ż��ĸ�Ӧ���ȹ���������,���̬���������ڲ����²���0��1��;���̬���۹���ʹԭʼ�����еĦ�֦����֯�������״�ͽڸ�״��֯,�����˰��̬������͵�Ҫ����ʵ��������õĶ������۹��ճɹ���ѹ��������JH70��Ħ�г������֧�������
�ؼ��ʣ�
���̬ ;����Ͻ� ;�������۹��� ;���̬���� ;
��ͼ����ţ� TG292
����飺 ���־(1979),��,˶ʿ�о���.; ������,����;�绰:02365111670;Email:cdcmliu@x263.net;
�ո����ڣ� 2002-09-26
Semi-solid die casting process of motorcycle parts of ZL112Y die cast alloy
Abstract��
Using a high��frequency induction heating equipment and a device for temperature measuring, the reasonable semi��solid processing parameters, including semi��solid remelting temperature, heating power and speed, in the process of high��frequency reheating, and the effects of these parameters on thixotropic behaviors of billets and microstructures of the alloy were investigated. The results show that: 1) the proper semi��solid remelting temperature of the alloy is in the range of 570��571 ��; 2) in the condition of optimal reheating processing, the temperature deviation in a billet is 0��1 ��; 3) dendritical colonies of ������ phase in original billet change into isolated grains with forms of nodules and granule, which may satisfy the need of semi��solid thixoforming forming in theory. Further more, a component used in JH70 motors was formed in practice in semi��solid die casting processing by using the optimal semi��solid processing parameters obtained in laboratory.
Keyword��
semi-solid; Al-Si alloy; remelting processing; semi-solid forming;
Received�� 2002-09-26
���̬�������μ�����ʼ��20����70���, ����20������о��ͷ�չ, ��20����90����ڷ�����ҽ��빤ҵӦ�ý�
[1 ,2 ,3 ,4 ]
�� �����еij��μ���������������ŵ�, ����: ���Ͻ���̬�����������ϸС�� ���ܡ� ��֯�ֲ����ȡ� �ڲ�����С, ����ѧ����������ͨ����, ��ͼ��������; ���ڰ��̬�����¶ȱ�Һ̬���ε�, �ҳ������϶�ѹС, ����ģ��������; ������ʵ�������ĸ߶��Զ����� �����ѽ������ʵ���˲�ҵ��, �ɹ���Ӧ���������ͺ��պ���������������졣 �ҹ���20����80�������ʼ���̬�������μ������о�, ����������ɹ���Ӧ���������ı������ࡣ �ݱ����ֽ��б�����ɫ�����о���Ժ���й��ڶ��������쳧���������ɹ����̬�����������
[5 ]
; �����Ƕ����Ͻ���̬���ϵ������Ʊ��� ��Ӧ���Ȱ��̬���϶������۹���
[6 ,7 ,8 ]
�Ͱ��̬������ι���
[9 ,10 ]
���о���Ա���, ͬ������ϴ�
��������̽����ZL112Y���Ͻ���̬���ϸ�Ƶ��Ӧ���ȶ������۵ĺ������ղ���, ͨ��Ѱ�Һ��ʵİ��̬�¶ȡ� ���ȹ��ʺͼ����ٶ�, ��ȷ��һ�����㹤ҵ�����������°��̬�������۵ĺ�������·��, Ϊ�úϽ�İ��̬��������ṩ����������
1 ʵ�鷽��
1.1 ʵ�����
ʵ��ѡ�ù�ҵ������Ӧ�ýϹ㷺���ƺ�ΪZL112Y��Al-Siϵѹ���Ͻ� ԭʼ���ϵ��Ʊ��������й����깤ҵ�ɷ�����˾ѹ��������, �Ͻ�ɷ�Ϊ: Si 8.86%, Cu 3.44%, Fe 1.29%, ����ΪAl�� ԭʼ���ϵ��Ʊ�������: ��680 ��ʱ, �����ڵĺϽ�Һ����ֱ��Ϊ60 mm�� ��180 mm�Ľ�����ģ���м���, ���̺��䳵��ֱ��Ϊ55 mm�� ��Ϊ95 mm��Բ���ΰ��ϡ�
1.2 �������۵�ʵ��װ��
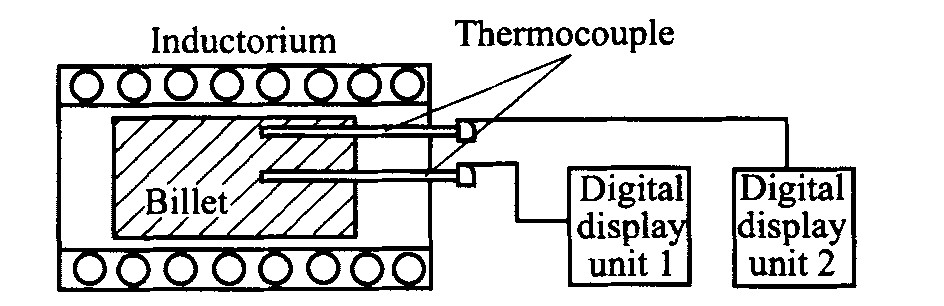
���ø�Ƶ��Ӧ�����豸�����Ͻ��ж��μ���, ���������Ϊ15 kVA, ��Ƶ��Ϊ100 kHz, �ڼ��ȹ����п��Ե��������ʡ� �������ϵijߴ��С, �����˸�Ӧ��Ȧ�� ѡ������ֱ��Ϊ2 mm��K���ȵ�ż�������¶ȼ�¼�Ǽ�¼���ȹ��������ϵ��¶ȳ��仯, һֻ�ȵ�ż�����ϱ�Ե3~5 mm, ��һֻλ�����ϵ��IJ�, ���߲�����Ⱦ�Ϊ35 mm�� �¶Ȳ���װ����ͼ1��ʾ��
1.3���ʵİ��̬�����¶ȵ�ȷ��
����Al-Si�Ͻ��Ԫ��ͼ���з���, ȷ�����µİ��̬�����¶����䡣 Ȼ�����ϼ��ȵ�����ijһ�¶�, ȡ��������ͨ�˵������غ�����п�, �����и�����׳̶ȡ� �����ƽ���ȼ����������ж�����̬�̶�, ȷ�����ʵ������¶ȡ�
ͼ1 �¶Ȳ���װ��ʾ��ͼ Fig.1 Installation for temperature testing
1.4 ����֯�Ĺ۲�
Ϊ����ʵ�ط�ӳ�������۵İ��̬���������ṹ, ���������۵����ʵİ��̬�¶Ⱥ���������ˮ�м���, �����ƾ����ij��� ����ȡ�������ϵ��ķ�֮һ��������֯�۲������� �����ϵ��ݽ����϶�����д�ĥ�� ϸĥ�� ��, �����0.5%��HFˮ��Һ��ʴ�� �ڹ�ѧ�����¹۲�����������֯��
2 ��������
2.1��ͬ���ȹ��ն������¶ȷֲ���Ӱ��
���ڸ�Ӧ���ȵ�����ЧӦ, �����ںϽ���������ɽϴ���²�, ֱ��Ӱ����̬��������ʱ��֯�ֲ��ľ��ȳ̶�, Ӱ������Ĵ�����Ρ� ���, ȷ�����ʵ��͵��ƶȺͼ���ʱ��dz���Ҫ�� ��һ����, �������¶ȳ��ֲ����ȵ�ǰ����Ӧ�������̼���ʱ��, �������Ч�ʡ�
ͼ2~4�ֱ�Ϊ���̬�������ۼ��ȹ�����, ���ò�ͬ�ļ��ȹ��յõ��������IJ��ͱ߲��¶���ʱ��仯�����ߡ�
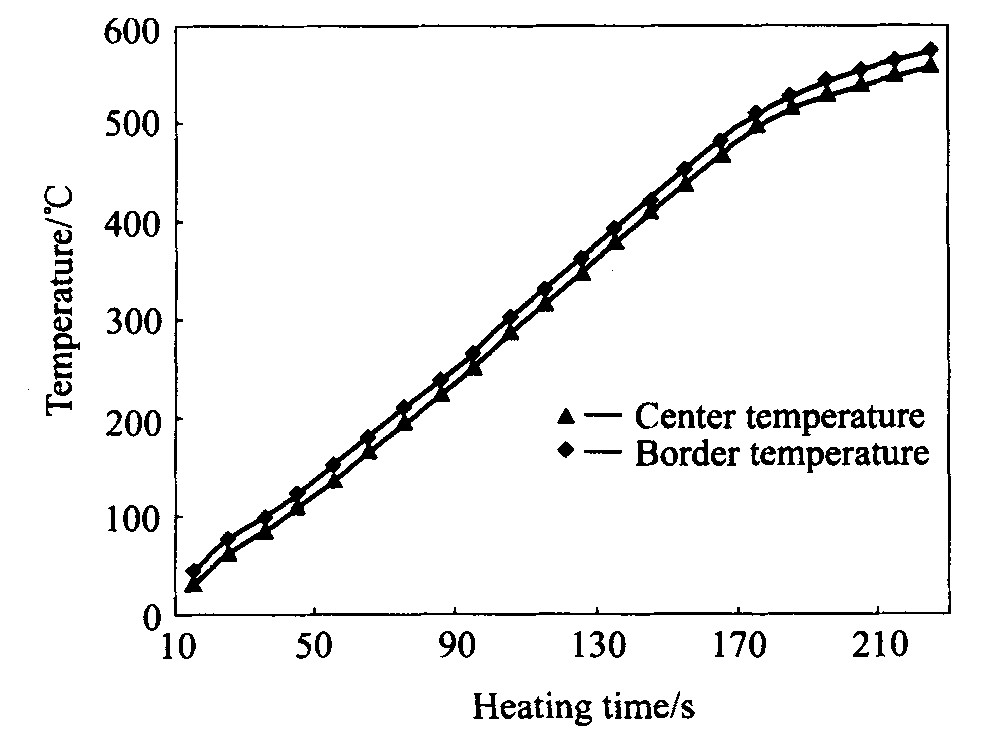
ͼ2 ����������¶���ʱ��仯���� Fig.2 Relation between temperature and heating time with greatest vibrant power
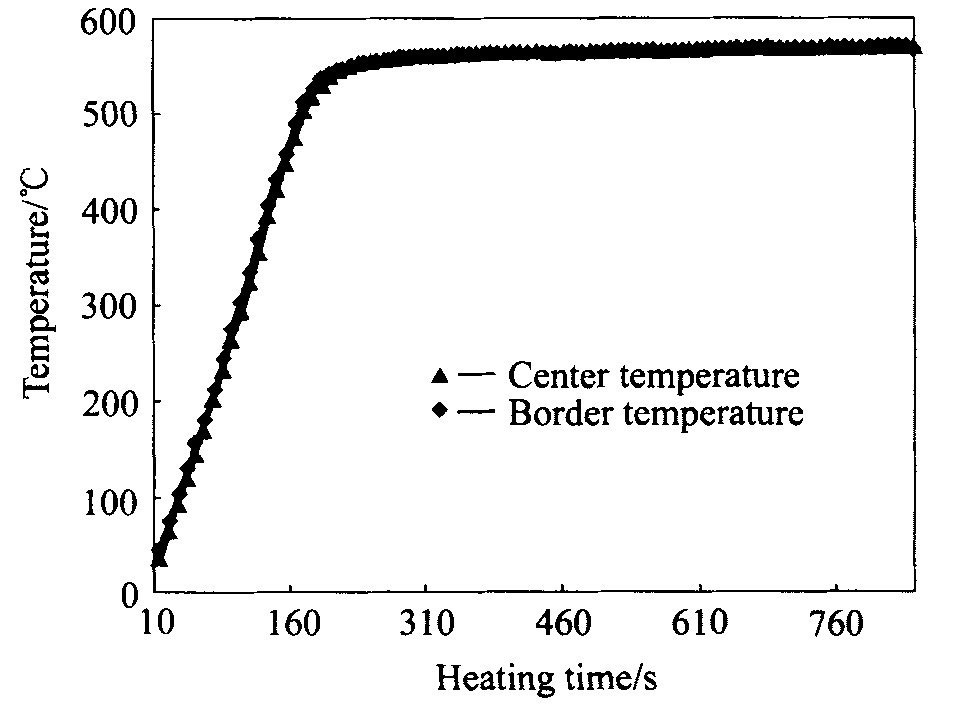
ͼ3 ��������ʱ���¶���ʱ��仯���� Fig.3 Relation between temperature and heating time with very small heating rate
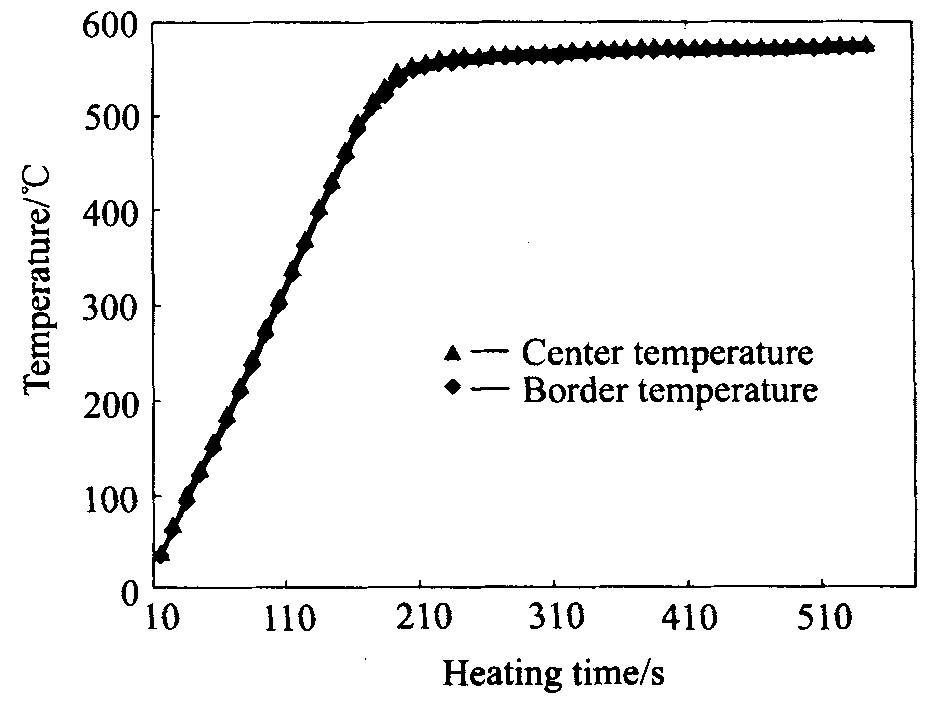
ͼ4 �Ż����պ���¶���ʱ��仯���� Fig.4 Relation between temperature and heating time with optimized parameters
1) �����������(����Ϊ1 533
A)���ж�������ʱ���¶ȱ仯������ͼ2��ʾ�� ��ͼ2�п��Կ���: ����530 ��֮ǰ, �������IJ����DZ߲����¶�ʱ�����߶��ɽ��ƿ�����һ��ֱ��, 530~540 ��ʱ, ���߳�����ת�۵�, ���ߵ�б�ʼ�С�� ������530~540 ��ʱ, �����п�ʼ��Һ�����, �����еĹ���ת��ΪҺ��ʱ�����ۻ�DZ��, �¶������ٶȱ����� ��ͼ2���������߷�ӳ�˼��ȹ����������IJ��ͱ߲��¶ȵIJ���, �߲������ܵ���Ӧ��Ȧ�����ĸ�Ӧ���ȶ��¶�����, Ȼ���������������IJ�, �����IJ����¶�ʼ�յ��ڱ߲�, ����֮����¶Ȳ�ֵƽ��Ϊ15 �����ҡ� �۲���������ʼ���ʱ, ���ϸ�Ӧ�������߲��¶�Ϊ571 ��ʱ���õ�ʱ��Ϊ220 s��
2) ��������ʱ���¶ȱ仯������ͼ3��ʾ��
����ȹ���Ϊ: �Ƚ����ʵ������(����Ϊ1 533 A), �����ϼ���; ���߲��¶��������ߵ�520, 540, 550, 560, 568 ��ʱ, �ֱ���������1 200, 1 000, 800, 600, 400 A�� ��ͼ3���Կ���: �ٴ�530 �濪ʼ, ����б�ʿ�ʼ�����仯�� �����¶ȼ�������, б�ʲ��ϼ�С, ��555~571 ��֮��, ��������ˮƽ�� ���������ʵIJ��Ͻ���, ���ϱ߲����IJ�֮����¶Ȳ�����С, �ӿ�ʼ��8~10 ���С��0~1 �档 ˵����С���ʶ������ϵ��¶ȳ����Ȼ��Ƿdz���Ч�ġ� �۲��ô��ּ��ȹ���, ���ϱ߲��¶�����571 ��ʱ����ʱ��Ϊ840 s��
3)�Ż����ȹ��պ���¶ȱ仯������ͼ4��ʾ��
�����ڱ߲��¶�Ϊ540 ��ʱ��������1 533 A����1 200 A, ���ֱ���550, 560, 568 ��ʱ����������1 000, 800, 400 A�� ��Ȼ, ��ͬ�������������ֹ��յ�һЩ�ص�, ����֮ͬ�����ڱ��������IJ��ͱ߲��¶Ⱦ��ȵ�ǰ����(�����ۺ��������²���0~1 ��), �����ϵļ���ʱ������Ϊ560 s��
2.2���ȹ��ա� �����¶ȶ����Ϻ���п���ò��Ӱ��
�������������ۼ��ȵİ��̬�������ڲ���̨��, �۲������Ƿ�������, Ȼ�������ò˵������ϴ��м��п�, ���й���������ȴ������, �������������ֵ�����, ���ÿ�����̬���ϵ������ʡ� �ں����İ��̬���۹�����, ����Ӧ���������, �����ʻ�͵�������; �и���С, �п�˲ʱҺ���ʸ�, �пڶ���ƽ����
2.2.1 �����¶ȶ����Ϻ���п���ò��Ӱ��
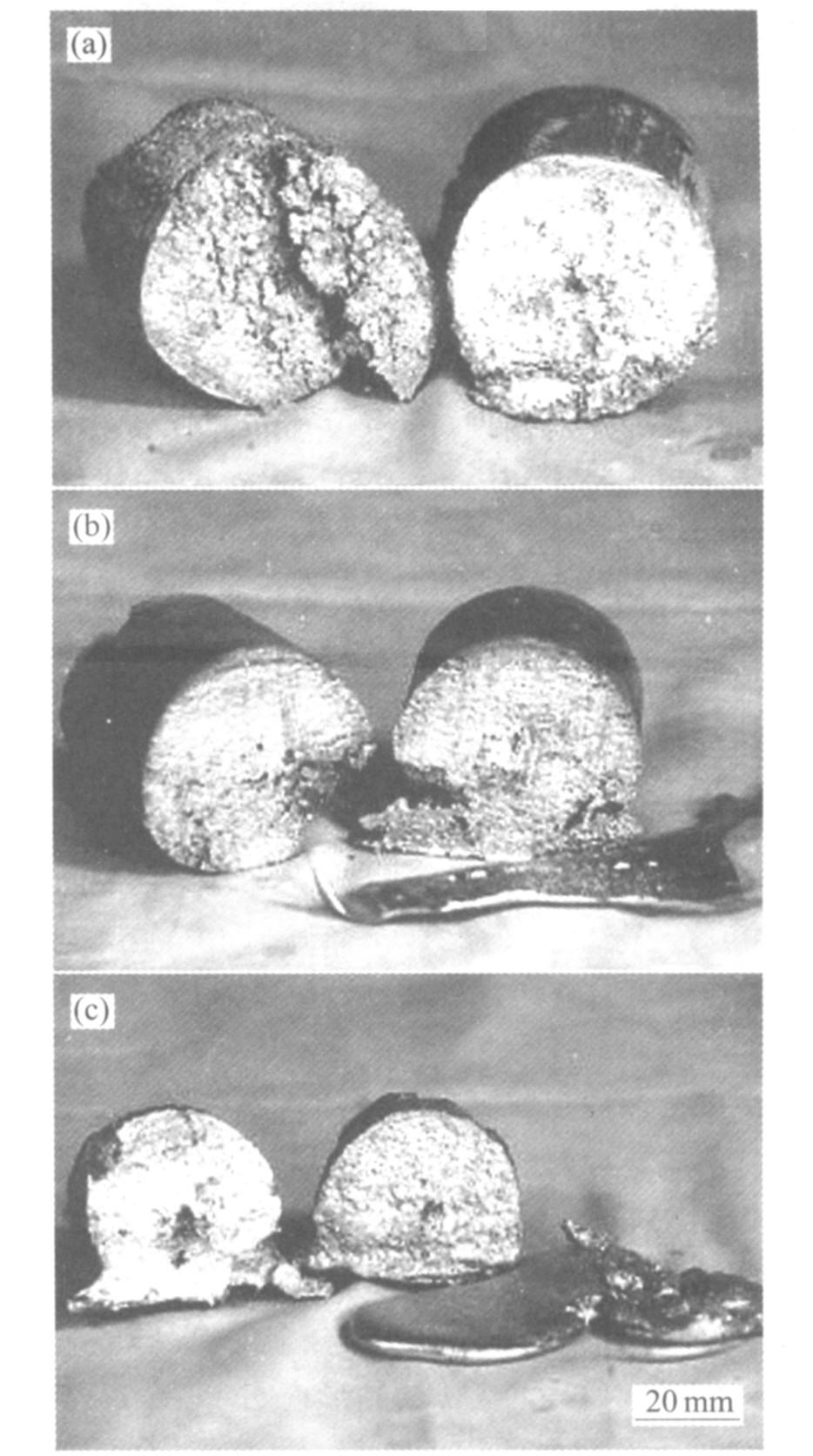
���Ż������۹�����, �����¶ȷֱ�Ϊ568, 572��583 ��ʱ���ϵĺ���п���ò�����������ͼ5(a), (b), (c)��ʾ�� ��1�Ƕ���3�����̬���������ķ����Ƚϡ�
��ͼ5�ͱ�1��������ؿ���:
1)�����¶�Ϊ568 ��İ��̬����û�б��κ�����, �������пڶ��治ƽ��, ˲ʱҺ����١� ���ϲ��DZ��п�, �������еĹ����еײ��ѿ��ġ�
2)�����¶�Ϊ583 ��İ��̬���������ʴﵽ��28.85% , ���������η����˱仯, �������㴥
ͼ5 ��ͬ�����¶������ϵĺ���п���ò Fig.5 Morphologies of macro incisions in billets remelted at different temperatures (a)��568 ��; (b)��572 ��; (c)��583 ��
��1 ��ͬ�����¶������ϵĺ����ò�Ƚ� Table 1 Comparison on characteristics of macro incisions of billets at different remelting temperatures
Remelting temperature/��
568
572
583
Macro morphology of billets after remelting
No distortion
Part distortion
Apparently distortion
Hardness of billets as cutting
Great force, hardness
less force, soft
less force, very soft
Incision morphology
Roughness
Flat
Flat
Liquid fraction on incisions
Less
Much
More
Rates of amounts of seepages of liquid from billets
0
4.72%
28.85%
����ε�Ҫ��
3)�����¶�Ϊ572 ��İ��̬����δ��������, ��Ȼ����������, ���п�ƽ����
�������Ϲ۲�Ƚ�, 572 ���ǽ�Ϊ�����������¶ȡ� ���, �����Ķ������ۼ����¶�ӦΪ572 ���ȴ��¶��Ե�һЩ��
2.2.2 �����¶���ͬʱ�͵��ƶ�(���ȹ��ʺ��ٶ�)�����Ϻ���п���ò��Ӱ��
��571 ��������¶���, ���������͵��ƶ�(���ȹ��ʺ��ٶ�)�Բ�ͬ���Ͻ��ж�������ʵ�顣 ͼ6(a)�����ϵ��͵��ƶ�(power providing process 1)Ϊ: ���ϱ߲��¶�Ϊ400, 500, 550 ��ʱ, �������ֱ���1 200, 1 000, 800 A; ͼ6(b)�����ϵ��͵��ƶ�(power providing process 2)Ϊ: ���ϱ߲��¶�Ϊ540, 550, 560��568 ��ʱ�������ֱ���1 200, 1 000, 800��400 A��
�����͵��ƶȵ���Ҫ�������ڵ������ʵ����һ����, ǰ��������߲��¶�Ϊ550 ��ʱ����Ӧ��������800 A, �����ڴ˻�������568 ��ʱ�ֽ���Ӧ��������400 A�� �ȽϽ������2��
��ͼ6�ͱ�2���Կ���: ���õڶ����͵��ƶ�, �����IJ��ͱ߲��¶ȳ������Ȼ�(���������400 A, �����²�Ϊ2 ��, ������400 A��, �²���0 ��), �����и�Ӳ��С, �п�ƽ����
2.3����ǰ����������֯����
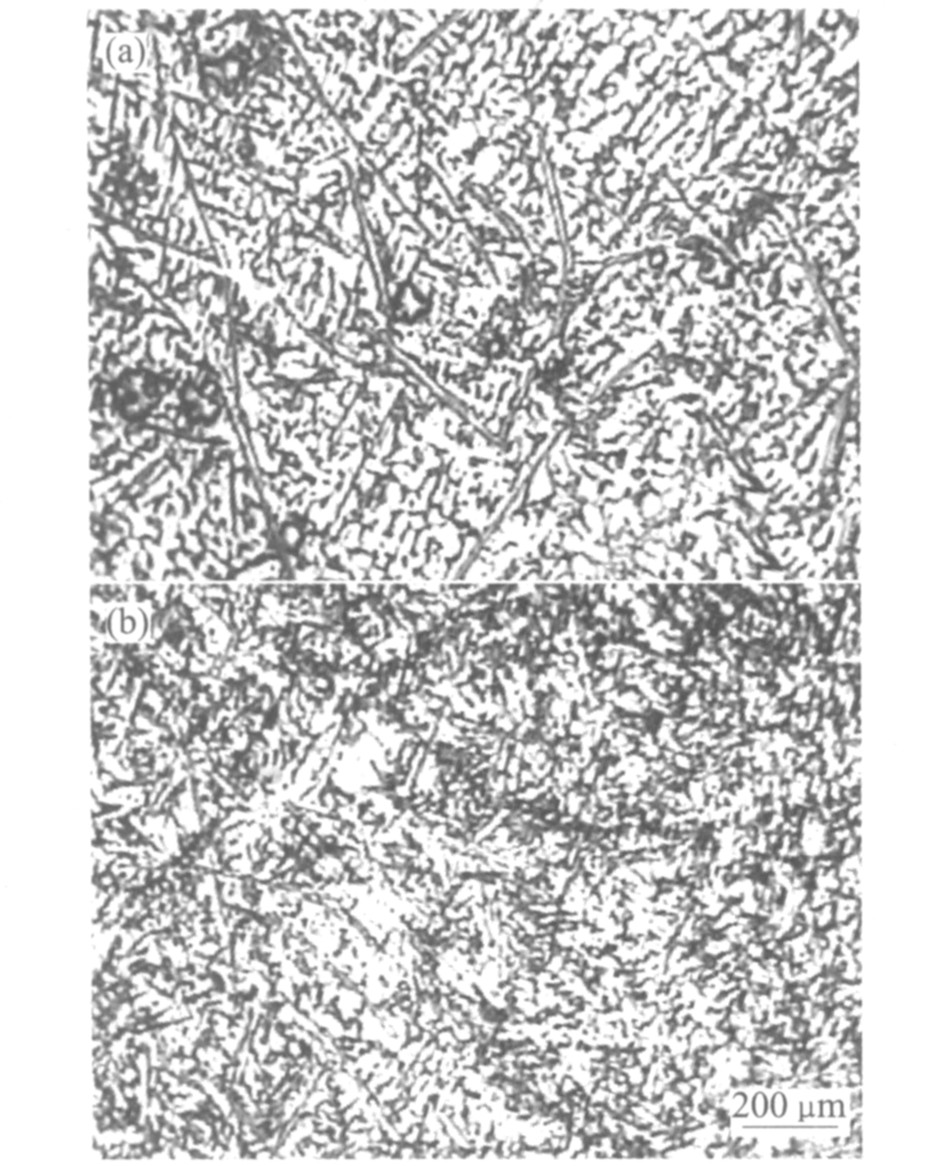
2.3.1 ԭʼ���ϵ�����֯
ͼ7��ʾ��δ���ж������۵�ԭʼ���ϵ�����֯, ����ͼ7(a)�����ϵ��IJ���֯, ͼ7(b)�����ϵı߲���֯�� ���Կ���: �úϽ��ԭʼ������֯�dz����� ��(����ɫ)��֦����̬�ֲ��ڹ���������, ��������Եij�������; �߲���֯�в������� ��dz����������Ա��IJ���֯�е��� ������ϸС�� ����ȫ���Ͻ������̹��� ���ڲ��ý���������עԭʼ����, ���Ե��λ����ȴ�������ܵ�
ͼ6 ��ͬ���͵��ƶ������ϵĺ���п���ò Fig.6 Morphologies of macro incisions in billets remelted by different power providing processes (a)��Power providing process 1; (b)��Power providing process 2
�����Ͷ����ļ�������, ��ȴ�ٶȺܿ�, ����ȴ�, ���˵ò�����ֳ���, ��ʹԭʼ���ϱ߲���֯ϸС, ���IJ������¶��ݶ�С, �����С, ������Ŀ��, �����ܹ���ֳ���
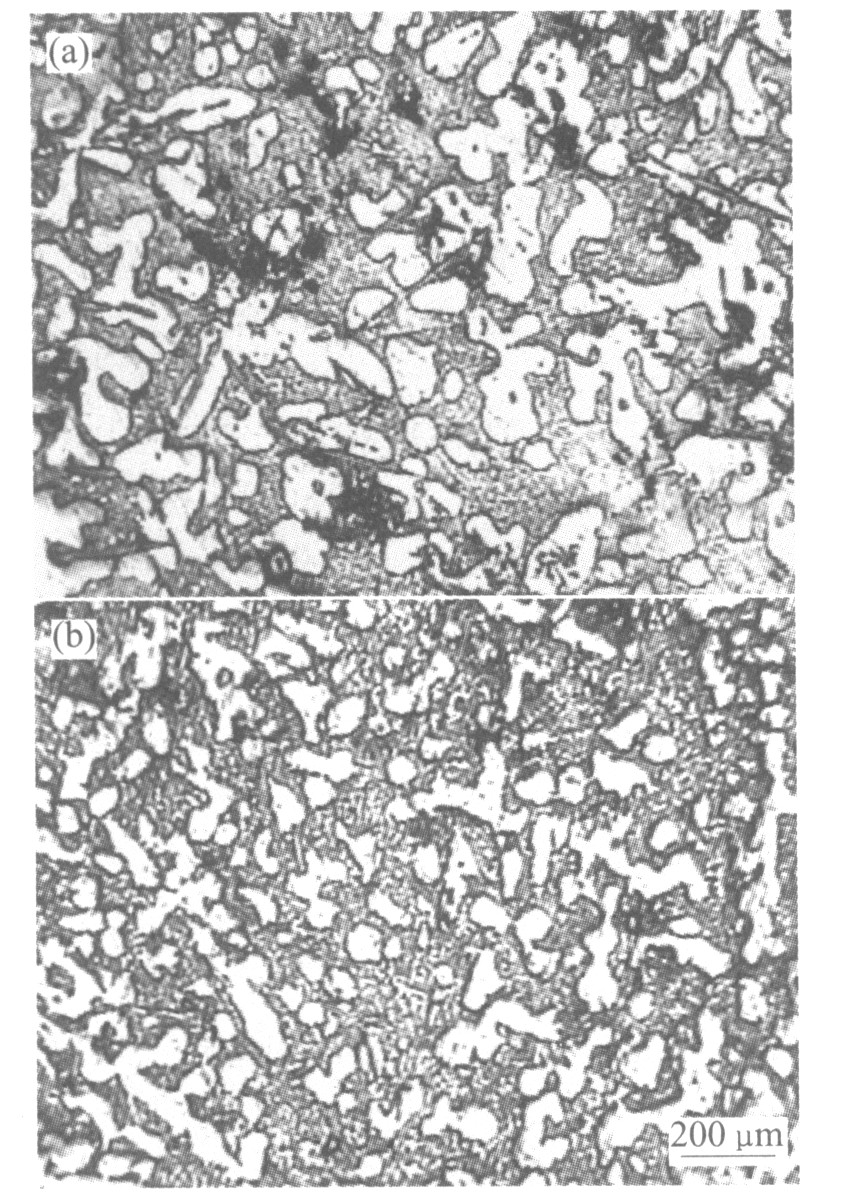
2.3.2 ���ۺ������֯
ͼ8��ʾ�Ǿ������ۺ�����ϵ�����֯�� ����ͼ8(a)�����ϵ��IJ���֯, ͼ8(b)�����ϵı߲���֯�� ���Կ���: ���ۺ�����֯������ǰ�����˺ܴ�仯, ���ۺ������ ��(����ɫ)�Խ�����״�ͷ�֦���Ľڸ�״�ֲ��ڹ��������ϡ� ���۷�����
��2 ��ͬ�͵��ƶ������ϵĺ����ò�Ƚ� Table 2 Comparison on characteristics of macro incisions of billets bydifferent power providing processes
Remelting temperature/��
571
571
Macro morphology of billets after remelting
No distortion
No distortion
Hardness of billets as cutting
Gentle, less force
Less gentle, less force
Incision morphology
roughness
flat
Remelting time/s
480
570
Final difference in temperature at center and border of billets/��
2
0
ͼ7 ԭʼ���ϵ�����֯ Fig.7 Microstructures of original billet (a)��Center; (b)��Border
ͼ8 ���ۺ������֯ Fig.8 Microstructures of remelted billet (a)��Center; (b)��Border
֪: ����֦���۵ĸ��������ʸ�������, �˴��۵��, �ڰ��̬���۹�����֦�������۶Ϻ��γ��ſ�״�ͽڸ�״���� ����֯��
�Ƚ�ͼ8(a)��ͼ8(b)���Է���: �߲���֯�ij����� �����Ա��IJ���֯�ij����� ���ϸС�� ����ɢ; �IJ���֯����ſ�״, ��������������֦���ۼ�����, ����Ҫ������ԭʼ�����߲���С��֦����֯�����Ľϴ��֦����֯���Ŵ�������ɵ�, ˵��ԭʼ��������֯��̬�������ķ�֦����֯���γɾ��кܴ��Ӱ�졣 �������ͬ����������, ԭʼ���ϵ�֦����֯ԽϸС, ��ô���̬���ۺ���� ���������ԽϸС�� Խ���ȡ�
ͨ���Ƚ�����ǰ����������֯����, �ñ�ʵ�������õļ��ȹ��ն�ԭʼ���Ͻ������ۼ���, ��ʹ������֯������ǰ�Ĺ��������Ϸֲ��ŵ�֦��̬�� ��ת���Ϊ������״���� �ࡣ �������ۺ�ķ�֦����֯�ṹӦ�þ��д�������, ��������̬������͵�Ҫ��
[11 ]
, ���Խ���Ӧ����ʵ��������
2.4 ��ҵ��ʵ����
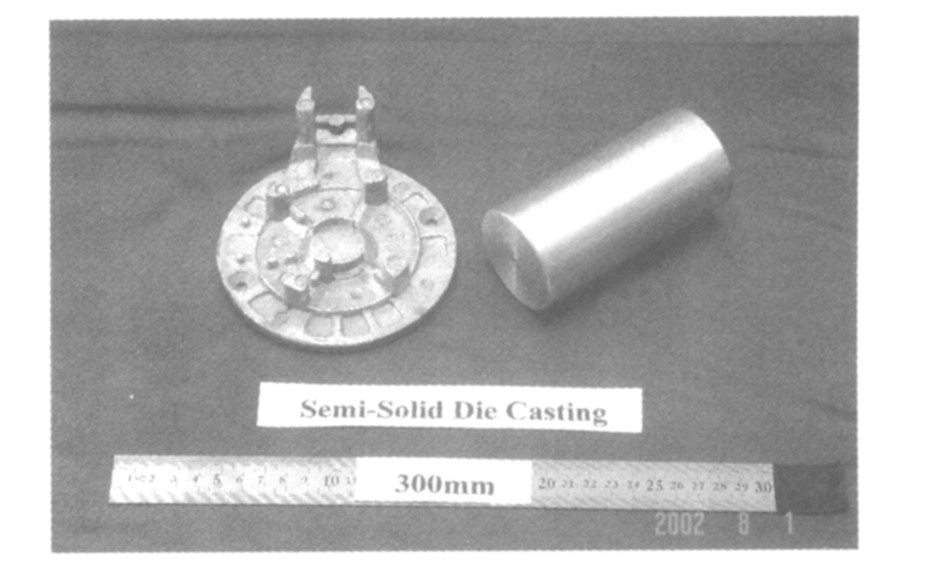
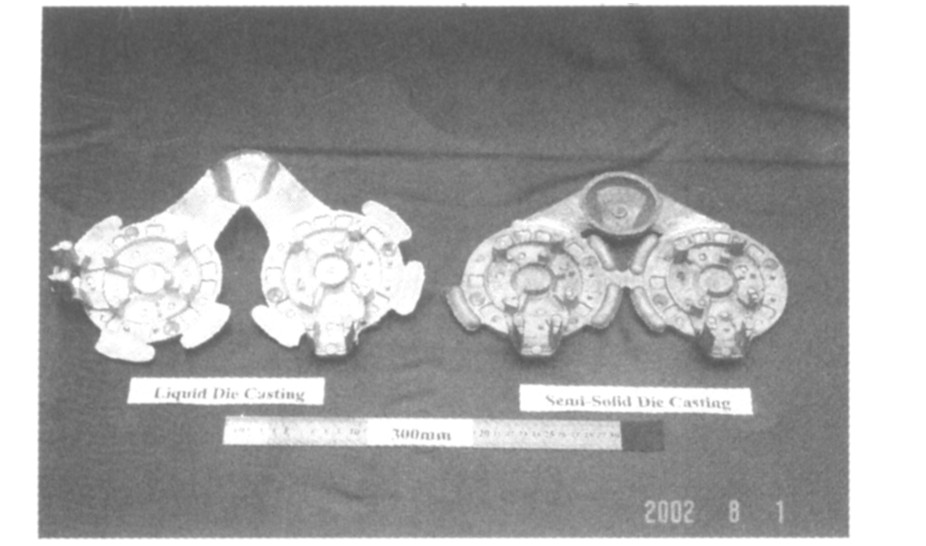
��ʵ���Ұ��̬�������ۼ����豸�Ͳ������������������й����깤ҵ�ɷ�����˾ѹ������2500N��ѹ����ѹ������, �����Ż����͵繤��, ��571 ���¼�ѹ��JH70��Ħ�г������֧��(��ͼ9��ͼ10��ʾ)�� ͼ9�ұ�ΪҺ̬��ע��ԭʼ����, ���Ϊѹ���İ��̬֧������� ͼ10���ΪҺ̬ѹ���Ĵ�����ϵͳ�������۵�һ���������, �ұ�Ϊ���̬ѹ���Ĵ�����ϵͳ�������۵�һ�����������
��ͼ9��ͼ10���Կ���: ���̬���ε������������, ��������; �����۳��������� ��ijЩ���ι�����, ������Ҳ���ֳ��͡� ������̬���ղ�
ͼ9 ���̬������ε�JH70��Ħ�з����֧�� Fig.9 Component used in JH70 motors formed by semi-solid die casting processing
ͼ10 Һ̬�Ͱ��̬������ε� JH70��Ħ�г������֧�� Fig.10 Components used in JH70 motors formed by different processes (Left��Semi-solid die casting; Right��Liquid die casting)
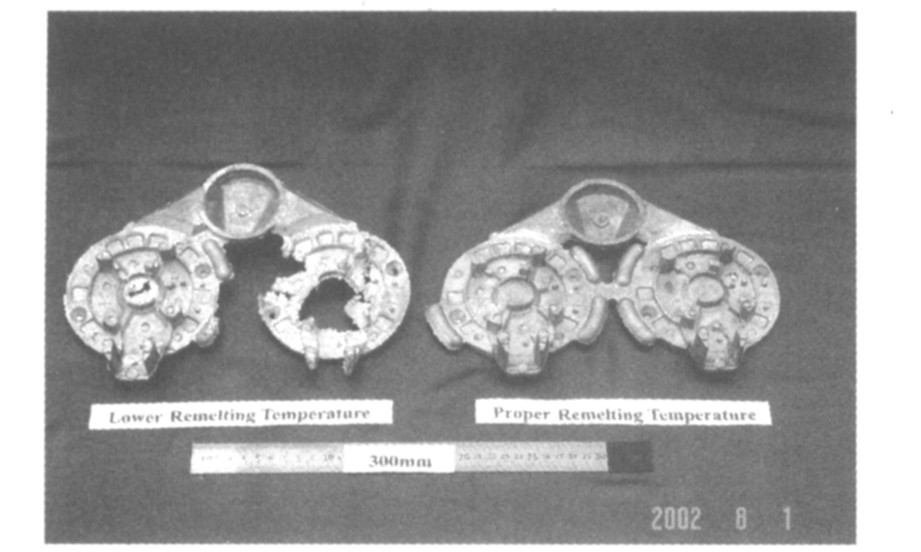
����, ���ò�������Ҫ��������� ͼ11��ʾ���Ϊ��567 ����ѹ�������, ������Ͳ���ȫ; �ұ�Ϊ��571 ��ѹ�������, ���������� �ù�ҵ��ʵ���һ��˵����ʵ��������õĶ������۹��ղ����Ǻ�����, ��Ч�ġ�
ͼ11 ��ͬ���̬�����¶ȳ��ε� JH70��Ħ�г������֧�� Fig.11 Components used in JH70 motors formed at different semi-solid remelting temperatures (Left��Lower remelting temperature; Right��Proper remelting temperature)
3 ����
1) ����������Ƶĸ�Ƶ��Ӧ����װ�ú��¶Ȳ���ϵͳ�����˰��̬���϶�������ʵ��, �����ZL112Y �Ͻ�����ļ��ȹ���: ���Ȳ�������Ӧ���������ϼ���, �����ϱ߲��¶�Ϊ540, 550, 560��568 ��ʱ�������ֱ���1 200, 1 000, 800��400 A�� ���øü��ȹ��տ�ʹ�߲����IJ��¶�֮����0~1 �档
2) ZL112Y �Ͻ�����������¶�ӦΪ570~571 �档 �ڸ������¶ȷ�Χ��, ���̬���ϲ�����, �����ʻ���������, �и�����, �п�ƽ��, ���нϺõij����ԡ�
3) �Ƚ���������ǰ������֯�ı仯, ���ֲַ��ڹ��������ϵ��� �������ǰ��֦��̬��ɽ�����״����֯�� ��������״���� ��ͷֲ�������Χ�Ĺ�������ɵĽṹ, �������������˰��̬������ε�Ҫ��, �ɽ���Ӧ����ʵ�ʵ�������
4) ����ʵ�����Ż��İ��̬�������۹���, ��������깤ҵ�ɷ�����˾ѹ�����ɹ���ѹ����JH70��Ħ�г������֧������� �����ε������������, ���������� ˵����ʵ��������õĶ������۹��ղ����Ǻ�����, ��Ч�ġ�
�����
[1] ��FlemingsMC.Behaviorofmetalalloysinthesemi solidstate[J].MetallurgicalTransactions,1991,22A:957981.
[2] ��лˮ��,������.���̬�����ӹ���������Ӧ��[M].����:ұ��ҵ������,1999.112.XIEShui sheng,HUANGSheng hong.TechnologyofSemiSolidProcessingandItsApplications[M].Beijing:MetallurgicalIndustryPress,1999.112.
[3] ��ë����,����,��ѧ��.���̬����Ӧ�õ��½�չ��ǰ��չ��[J].�������켰��ɫ�Ͻ�,1998(6):33MAOWei min,ZHAOAi min,ZHONGXue you.Newprogressandprospectofapplicationsofsemi solidmetals[J].SpecialCastingandNonferrousAlloys,1998(6):3336.
[4] ��ChiarmettG.Thixoformingofautomobilecomponents[J].AdvancedMaterialsandProcessing,1998,134(4):204
[5] ��ZHANGKui,XUJun,SHILi kai,etal.Researchandapplicationsofsemi solidprocessing[J].RareMetals,2001,20(2):7477.
[6] ��BertrendC,PatrickP.Electromagneticstirredbilletofwroughtandcastingalloyswiththixotropicproperties:Developmentandproductionresults[A].Proceedingsof4thInternationalConferenceonSemi SolidProcessingofAlloysandComposites[C].TheUniversityofSheffieldEngland,1996.
[7] ��KapranosP,KirkwoodDH,SellarsCM.Propertiesofthixoformedtoolsteels[A].KiuchiM.Proceedingsofthe3rdInternationalConferenceonAlloysandComposites[C].Tokyo:InstituteofIndustrialScience,UniversityofTokyo,1994.117126.
[8] ��LIUChang ming.Semi solidcharacteristicsandthixoformingofhypereutecticAl Sialloy[J].TransNonferrousMetSocChina,2000,10(3):309313.
[9] ��������,��¸�,������,��.���̬�������伷ѹ���μ���[J].�������ι���,2002,20(6):3648.WANGYong,LIDe fu,HUJie,etal.Continuousthioextrudingformingtechnologyofsemi solidmaterial[J].MetalFormingTechnology,2002,20(6):3648.
[10] ��ë����,��ѩ��,����ǿ.AlSi7Mg��֦���Ͻ���̬���ۼ���ʱ����֯�ݱ�[J].����,1998(4):1012.MAOWei min,ZHONGXue you,LILi qiang.MicrostructuralevolutionofAlSi7Mgnondendriticalalloyinsemi solidremeltingprocessing[J].Casting,1998(4):1012.
[11] ��LIUCM,HENJ,LIHJ.StructureevolutionofAlSi6.5Cu2.8Mgalloyinsemi solidremeltingprocessing[J].JournalofMaterialsScience,2001,36:49494953.