���������ý�����ĩ�о���չ
��Դ�ڿ����й���ɫ����ѧ��2021���2��
�������ߣ����� ���� ���� ���� ������ ��� ���紺 ������
����ҳ�룺245 - 258
�ؼ��ʣ��������죻������ĩ���Ʊ����գ���⼼��
Key words��additive manufacturing; metal powder; preparation process; detection technology
ժ Ҫ����������(3D��ӡ)������Ŀǰ���㷺��Ϊ��߸����Ե��Ƚ����켼���������κ�ģ�߿ɿ��ٳ������⸴�ӹ�����ԭ�������ʸߡ��������ڶ̣��������켼���ķ�չ�������죬�������ҵ��Ӧ���ڸ�����ҵ��������ĩ������Ϊ������������ĺ�����ɣ����������ܵ����ӶԳ��������Ʒ��������Ҫ���������������������������Ϸ�ĩ��Ӧ���뷢չ����ϵ�ǰ�����������켼����ȫ�����������ĩ���Ʊ�����������ԭ������ȱ���ԭ�������ܵļ�ⷽ����
Abstract: Additive manufacturing (3D printing) technology is generally regarded as the advanced manufacturing technology with the most profound revolutionary character. It has developed rapidly and entered gradually into various industrial applications in recent years due to its advantages, which including high utilization of raw materials, short production cycle, and high efficiency to form complex components without moulds. The metal powder, as the key element in the additive manufacturing technique, crucial to the properties of the additive manufactured crafts. Considering the application and development of metal materials in the additive manufacturing field, combining with the present main additive manufacturing technologies, the metal powder fabrication process, parameter diagram and mechanism, advantages and disadvantages, and performance test methods of raw materials were analyzed systematically in this work.
DOI: 10.11817/j.ysxb.1004.0609.2021-37728
�� ��1������2���� ��2������2��������2�����2�����紺1, 2��������1
(1. ���������̴�ѧ ���Ͽ�ѧ�뻯ѧ����ѧԺ�������� 150001��
2. ���������̴�ѧ ��̨�о�(��)Ժ����̨ 264000)
ժ Ҫ����������(3D��ӡ)������Ŀǰ���㷺��Ϊ��߸����Ե��Ƚ����켼���������κ�ģ�߿ɿ��ٳ������⸴�ӹ�����ԭ�������ʸߡ��������ڶ̣��������켼���ķ�չ�������죬�������ҵ��Ӧ���ڸ�����ҵ��������ĩ������Ϊ������������ĺ�����ɣ����������ܵ����ӶԳ��������Ʒ��������Ҫ���������������������������Ϸ�ĩ��Ӧ���뷢չ����ϵ�ǰ�����������켼����ȫ�����������ĩ���Ʊ�����������ԭ������ȱ���ԭ�������ܵļ�ⷽ����
�ؼ��ʣ��������죻������ĩ���Ʊ����գ���⼼��
���±�ţ�1004-0609(2021)-02-0245-13���� ��ͼ����ţ�TF123��TG146.2���� ���ױ�־�룺A
���ĸ�ʽ���� ��, ����, �� ��, ��. ���������ý�����ĩ�о���չ[J]. �й���ɫ����ѧ��, 2021, 31(2): 245-257. DOI: 10.11817/j.ysxb.1004.0609.2021-37728
XU De, GAO Hua-bing, DONG Tao, et al. Research progress of metal powder for additive manufacturing[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(2): 245-257. DOI: 10.11817/j.ysxb.1004.0609.2021-37728
��������(Additive manufacturing, AM)���ֳ�3D��ӡ��������ָ���ü�������������������άģ�ͣ�ͨ���ض���ӡ��������������ѻ��ķ�������ɢ����(��ĩ��Һ�塢˿�ĵ�)�ӹ����ε�һ�ֵ���ĵ���ӹ�����[1-2]������ڴ�ͳ�����������칤�յ��豸�Ӵ�������ʱ���ܸߡ�ԭ�������ʵ͡�����Ⱦ���ص㣬�������켼�����в������������ʸߡ������١�������ɶȸߡ������츴�ӽṹ���������ʵ�����ܻ���Ч�ʸߵ�����[3]��
������������������Ƿ������ܴ�̶���ȡ���ڽ���ԭ���ϵ����ܣ����������ý���������Ҫ�з�ĩ��˿������ԭ����̬�����У��Է�ĩ���ϵ�Ӧ�ý�Ϊ�㷺�����磬�������������ѡ�������ۻ��ȿ��ٳ������칤���ձ���ý������������Ϊԭ���ϡ�����������ѺϽ����Ͻ𡢸֡������Ͻ������Ͻ��ܸ��Ͻ��Լ�ͭ�Ͻ��[4]���������ȼ�Ҫ����Ŀǰ�������������켼������Խ�����ĩ��Ҫ��Ȼ���оٳ��ֽ��������������������������ĩ���Ʊ������������乤��ԭ������ȱ���ԭ�������ܼ��ȷ��������ȫ�������������
1 �������켼�����Է�ĩ���ϵ�Ҫ��
��Թ�����ռ��������λ���������켼���������豸�ڷ�ĩ�Ľ�����ʽ��ͬ�ɷ�ΪԤ�̷��ͺ�ͬ���ͷ��������ࡣԤ�̷�ʽ�Ĵ����Լ�������ѡ�������ۻ�(Selective laser melting, SLM)��������ѡ���ۻ�(Selective electron beam melting, SEBM)��ͬ���ͷ�ʽ�Ĵ����Լ�����ҪΪ�����������(Laser metal deposition, LMD)��
�������������ĩ��ѡ��һ������������أ�
������Դ����ĩ������ʽ����Ʒ�ߴ�;��ܶ�����Ŀǰ�������������õķ�ĩ���ȷ�ΧΪ15~53 ��m(ϸ��)��53~150 ��m(�ַ�)��
1.1 Ԥ�̷���
ѡ�������ۻ�(SLM)���μ�����ָ�Ը��ܶȼ�����Ϊ������Դ���Խ�����ĩΪ����ԭ�ģ������ض������ڷ۴��Ͻ��е���ɨ�����������������켼��[5]��������ѡ���ۻ����μ�����ԭ����ѡ�������ۻ����μ������ƣ���������Դ�Ե������� ���������������ѡ�������ۻ��豸��ͼ1[6]��ʾ���ü������õij��η�ĩ������Ե�һ��־Ӷ࣬������ǿ���Ͻ��ѺϽ������Ͻ𡢸֡��ܸ��Ͻ��Լ������Ƚ�����
�̷������������豸�����ڳ����ҵĿռ�ߴ�һ��Ӧ���ڴ�ӡ��С������������Դ����ӡ������ɨ�跽ʽ�IJ�ͬ�Է�ĩ������Ҫ��Ҳ�������Ҫ��õ������Ժõ���Ʒ���̷ۺ��Ҫ��ﵽ��ĩ������2�������ϲ��С�ͨ��ѡ�������ۻ����αȽϺ��ʵķ�ĩ����Ϊ15~53 ��m�����ζȴﵽ98%���ϣ�Ҫ�����ٵ����Ƿۣ�������С��1��10-4�Լ��ߵ���װ�ܶȵȣ��������������ת���ʸߣ�ͬ�ȹ����������ܶȴ�����ѡ���ۻ����αȽϺ��ʵķ�ĩ����Ϊ53~150 ��m������������SLM��������Ϊ�˴�ӡ�����ܶȸߡ��������õ������Ԥ�̷����豸һ��Ҫ��ѡ�����Ƚ�С�������ֲ�խ�Ľ�����ĩ����ĩ����Խϸ������֮��ļ�϶ԽС����ĩ��Խ���ܣ�����Դ����һ��ʱ��ϸ�۱ȴַ��ۻ��ĸ�����ȫ��ͬʱ��ϸ�۵ıȱ�������ս�������ҲԽ�Ӷ������ڵõ��ս�ǿ�Ƚϸߵĸ�Ʒ�ʽ����������ѡ�õķ�ĩ�ϴ֣������ֲ���Χ�Ͽ����̷۱������׳��ֲַ���������ĩ�����ۻ������Ȼ�����ȫ�ۻ�����������Ŀ�϶�ʡ�ǿ�ȡ�����ֲڶȵȶ�����������[7]��
1.2 ͬ���ͷ���
�����������(LMD)[8]���ε��ͷ�װ���뼤����λ��ͬһ�����ϣ��ڱ��������ƶ��½���ĩ���ϵ����뼤�������γ��۳أ����Ź�ߵ��ƶ����������յõ�������������ֳ��ι����Ƴ���SLM�϶�������ߴ�����ƣ��ɳ��δ�ߴ�Ľ����� ��[9]��
��ĩ�����뼤����ͬ�����У��ܹ���֤��ĩ�����ȶ��Ľ�������С��ɢ�ǣ���֤�۸���ľ��ȣ�����������ЧӦ������߷�ĩ������[10]��ͼ2��ʾΪͬ���ͷ۳�������ʾ��ͼ[11]���ü������õij��η�ĩ������Ӧ�ԽϹ㷺����Ϊ��һ���Ҳ��Ϊ��ɷָ��Ϸ�ĩ��

ͼ1 ѡ�������ۻ��豸ʾ��ͼ[6]
Fig. 1 Schematic diagram of selective laser melting[6]

ͼ2 ���������������ʾ��ͼ[11]
Fig. 2 Schematic diagram of laser metal deposition process[11]
ͬ���ͷ����豸���缤�������������(LMD)�Է�ĩ���Ⱦ�����ԽϿ�����Ӧ�ԣ������ʺϴ�ӡ��ߴ�ʹ�ӹ��������������ĩӦ�ÿ�ȿɴӼ�ʮ��ϸ�۵������Ĵַۣ���ͨ����������Ϊ53~150 ��m�ķ�ĩ��Ϊ�IJģ���ĩͬ��Ҫ����нϺõ����ζ�(����85%)���ϵ͵ĺ�����(����3��10-4)�ͽϺõľ����Եȡ���Ȼϸ��ĩ�ʺϴ�ӡ��ϸ�ṹ������ĩ����С��40 ��mʱ���ͷ��ȶ��Ի����ϸ�ۻ��������죬�����ڳ��Σ��෴��ĩ���ȹ������촦����ַ�ĩ�ɽ����ͷ�ĩ�����ʣ������ۻ�ʱ��Ҫ���ø߹��ʣ���ʱ������������ֽ�Ӱ��ijЩ���ϵ���ѧ����[12]��
�Ƚϲ�ͬ���ij��ι����ý�����ĩ���ص����1���У��������ճ�ʹ�õ�һ���ķ�ĩ�⣬�����о����֣�ϸ�ۿ�������ַۿ����У�����ڴ������϶λ�ã���߷�ĩ����װ�ܶȣ���߳����㲿���ı�����������ѧ���ܡ���ϸ�ۿ����������Ҫ���в��˹��࣬�����������̷ۺ�Ȳ������ս���������������أ�ֻ��ǡ�����ƻ�ϴ�ϸ��ĩ����ȣ����ܵõ����õ�3D��ӡЧ��[13-14]��
1.3 ������ĩ���������������Ʒ���ܵ�Ӱ��
������ĩ��Ϊ���������ҵ������Ҫһ�������ĩ����(���ȡ���װ�ܶȼ������Ե�)�Գ�����������������ܽ�������ҪӰ�졣JOAKIM��[15]�ֱ�ѡ������25~45 ��m��45~100 ��m��Ti6Al4V��ĩΪԭ���ϣ�����SEBM�����Ʊ�������������ֳ���������Ӳ�ȡ�����ģ������ѧ���������Բ��죬��ϸ�۵ı���ֲڶ���Ը�С��GU��[16]�о��˷�ĩ���������SLM�Ʊ�Ti6Al4V���μ�����������Ӱ�죬����������˫��ֲ��ķ�ĩ���Ʊ��IJ�Ʒ�Ŀ�϶�ʽϵ͡������ԽϺã�������֯�뿹��ǿ������
2 ��������ר�ý�����ĩ�Ʊ�����
���������������ý��������������Ͻ��ѻ��Ͻ������Ͻ����Ͻ�ͭ�Ͻ�����ȡ������������켼���ڸ�����IJ��Ϸ�չ������ԭ���ϵ�Ʒ��Ҫ��ҲԽ��Խ�ϸ�����ĩ�����ζȡ������ȡ������ֲ��������Զ��Գ����������������������Ҫ��Ӱ�졣Ŀǰ����������ר�ý�����ĩ�Ʊ�������Ҫ����������(��������Ϊ�����������������(VIGA)�͵缫��Ӧ����(EIGA)��)�͵����ӷ�(��������ת�缫����(PREP)����������˿����(WPA)�͵���������(PA)��)��
2.1 ������
2.1.1 ˮ����
ˮ��������ˮΪ�������ʣ��������Һ���������Ʒ۷�ʽ�������������豸�����Ч�ʸߡ������ɱ��ͣ�������������ȣ��Ʊ��ķ�ĩ���ʺ����ߡ����ζȲ������ڸ����»��Խ��������������ʷ�����Ӧ���º��������ӣ�ͬʱˮ�ı����ݴ���������Ľ���Һ��Ѹ�����̽ζ���ֲ�����״������������� 3D ��ӡ�Է�ĩ������Ҫ��[17-18]��
2.1.2 ������
�������Ʒ۷���ָ���ø���������Һ̬�����������γ�СҺ�Σ������������õ����η�ĩ����ˮ������Ҫ�������������ʵĸı䣬Ŀǰ�����������ķ�ĩԼռ�����ĩ�ܲ����� 30%~50%[19]���÷����Ʊ��Ľ�����ĩ��������ϸС(��ĩ������150 ��m)�����ζȽϺá����ȸߡ��������͡������ٶȿ졢������ȾС���ŵ㣬���༼�������ھ�������������Ͻ��ĩ�������������������ý�����ĩ�Ʊ�����������[20-22]��
2.1.2.1 ���������
��ͳ�����ϵ���������ָ��������������Ʒۼ���(Vacuum induction melting gas atomization, VIGA)�������豸��ͼ3[23]��ʾ���乤��ԭ���Dz�������������������ԭ�ģ��������������������������ײ����촦�γ�Һ��������Ը��ٶ�������(��ҪΪ���)������½������ΪϸСҺ�Σ��̶��������Σ�Һ���ڷ������ܱ������������̳����λ�����ο���[24]��������̶Ƚ���������������������ĩ�����ܵ�ת��Ϊ��ؼ���
��1 ��ͬ�������칤���ý�����ĩ���ص�
Table 1 Characteristics of metal powders for different additive manufacturing processes


ͼ3 ��������������Ʒ��豸ʾ��ͼ[23]
Fig. 3 Principle diagram of preparation of powders by VIGA[23]
������������Ա�ˮ�����Ʊ���316L��ĩ����ò��ͼ4��ʾ[25]���۲�Ա���ʾ�������Ʊ���ĩ���ζȽϸߣ������Ϊ��࣬���Ը������������Ƿۡ�IRRINKI��[26]����SLM�ֱ����������ˮ�����Ʊ���17-4PH����ּ������ܻ����̺��۽ṹ����ȫ���о�������ˮ�����ۺ��������۵��ܶȺ���ѧ���ܾ��������ܶȵ����������ͬ�������ܶ��£�ˮ������ĩ�Ƽ��ļ�����ǿ�ȵ�����������ĩ�Ƽ���
2.1.2.2 �缫��Ӧ����������
Ϊ�˷�ֹ���������ԭ�ĵĽӴ����������������������ʣ��¹�������˾������һ�ְ��ѷ�����������Ⱦ���ɻ�õ��ߴ��Ƚ�����ĩ����ո�Ӧ��������ר������Ϊ�缫��Ӧ����������(Electrode induction melting gas atomization, EIGA)װ����ͼ5[27]��ʾ���ü���ԭ���Dz��ó��εİ���Ϊ�缫��ʹ���ڸ�Ƶ��Ӧ��Ȧ�в����ۻ����������������½���Һ�������������Ŀף��ڸ����������������õ�������ĩ��
������������������������Ч��ֹ�������ͻ���ϴ�������Ⱦ����������Һ̬��������ʱ��̣��������豸������̬�����������������������������ķ�Ӧʱ�䣬����˷��崿�ȡ����⣬��װ�û���Ч�����˶������������Ч�ʣ����ڵõ����ȸ�С�Ľ�����ĩ������֮��������ʱ�������缫�����Ӧ�缫�ĵ�ų��ֲ��������½�����ĩ���ֳɷ�ƫ������[28]��SCHADE��[29]ʹ�õ缫��Ӧ����������(EIGA)�������Բ�ͬ���͵Ľ�����ƷΪԭ�ϣ��Ʊ������ֲ�ͬ��Ti-6Al-4V���壬ͨ��������������Ļ�ѧ�ɷ֣����Խ����ʾ�������廯ѧ�ɷַ���������������Э��5����Ҫ��

ͼ4 ˮ������ĩ��̬����������ĩ��̬[25]
Fig. 4 Morphologies of water atomized 316L powder(a) and gas atomized 316L powder(b)[25]
ͼ5 �缫��Ӧ�������������Ʊ����η�ĩԭ��ʾ��ͼ[27]
Fig. 5 Principle diagram of preparation of powders by EIGA[27]
2.1.3 ������������������ظĽ�
�������Ʒ���Ҫ�ǽ����������Ķ���ת��Ϊ��������ı����ܣ���������Ľṹ��ƽ�ֱ��Ӱ��������Ч�ʼ���ĩ���ۺ�����(���ζȡ����ȷֲ���������ò�������������ʵ�)��ͨ���������ٶ�Խ�졢����Խ�ߣ���������Һ����Ч��Խ���죬�Ʊ��������ν�����ĩԽ�ܷ�����������Ҫ��[30]��Ϊ�����ѧ�������������������Ҳ�����Ų��ϵظ�����
�о����֣��ʵ�����������������ٿ���Ч������嶯�������Һ�α����ܵ�ת��Ч�ʣ�Ϊ�ˣ�MILLER[31]ͨ������������ĸ�������Ƴ�������������죬����������������Ʒ۵�Ч�ʣ�ͬʱ��ʹ���Ʊ��ķ�ĩ�����ֲ�Ҳ��Ч��խ��
Ӣ�������豸������Phoenix scientific industries(PSI)���ڽ������������������һ�������������ʽ�����ĩ������ʽ�����豸�����豸�ڽ�����������ṹ�Ͻ��иĽ�����������ʽ��ܣ�ʵ���˵�����ѹ���µĸ������������٣�����ٶȿɴ�340 m/s���ϣ����Ҳ����Ϊ�����������������[32]����������������Ч�ʡ�
���⣬�¹�����Nanoval��˾������˲��������ĸ������������ṹ��ͼ6��ʾ[33]���ü������ڽ�����������������ͨ���ṹ��ƴӶ��ı�������̬��ʵ�����������������Һ���������гʲ���״�ֲ������ø������������Խ���Һ���ļ���ЧӦ�ͼ�ѹЧӦ��������Һ�������黯ΪϸС�����Ľ���Һ�Ρ��ü�����Ч�������������ģ�������ȴЧ�ʸߡ������ֲ�խ���ŵ㣬����֮��Ϊ���β����ϵ����������̲��װѿء�

ͼ6 ������������ṹʾ��ͼ[33]
Fig. 6 Schematic diagram of laminar flow atomizer nozzle[33]
���˶���������Ľṹ�Ľ���ѧ���Ƿ��ֲ���ͬһ�������ռ��豸�����Ʒ�ʱ��ͨ���ı䲻ͬ����������Ҳ��ʹ�����������ٶȡ��ȡ����ȡ��ܶȼ�����ϵ���Ȳ����仯������Ӱ����η�ĩ�������ֲ��������ò������������֯�ȡ�����������(Ultrasonic atomization, UA)�������ø���ԭ���������һ�ָ����������������ܳ���Ϊһ�����͵��������ʿ��������������Խ���Һ�������黯ʹ֮�γ�ϸСҺ�Σ��Ӷ��ﵽ���õ�ϸ���Ʊ�Ч����������ĩ�����ζȺ������ܵ�����������Լ�������Ƶ�ʵ�Ӱ�죬�봫ͳ��ʹ���������������ȣ��ɼ��������IJ���Ӱ��ʹ����Ч�����ȶ��;��Ȼ��������õ����и��õ����ζȵķ�ĩ���ܹ���Ч���������ķۺ����Ƿ�[34]��
���⣬����HJE��˾[36]��Ӣ��PSI��˾[37]���Ͽ�����������������ϸ��ĩ�Ʊ��������Ʊ���������������������¶ȵ����ߣ�����ƽ���������ͣ���Һ��Ҳ��֮��С��
2.2 �����ӷ�
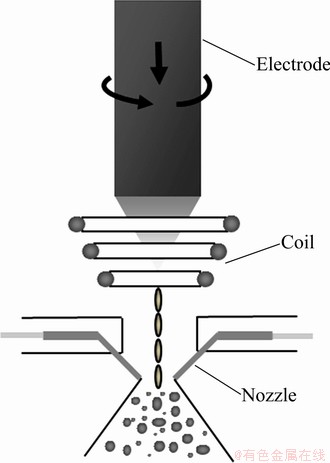
2.2.1 ��������ת�缫����
��������ת�缫��������(Plasma rotating electrode process, PREP)�����Դ�ڶ���˹����ṹ��ͼ7��ʾ[37]����װ�ò���ͬ��ĵ����ӻ�Ϊ��Դ�������ڶ��������Χ�£������ӻ������ۻ�������ת���Ժĵ缫����ת���϶����������ۻ��γ�ҺĤ����������������������۳ر�Ե�������۵Σ��۵��ڷ��й������ܱ�������������ȴ���������γ����η�ĩ��
�ü�����ͨ�����ڵ����ӻ������Ĵ�С���Ժĵ缫ת�������ط�ĩ������������ض�������ĩ���յ��ʣ��������Ʊ������ζȡ������ܶȡ��Ϳ�϶�ʡ���������������������η�ĩ���һ��������ڿ��ķۡ����Ƿۣ���Ч�����������켼�����������е����žۼ���������Ԫ�ض����������ס���������[38-39]��

ͼ7 ��������ת�缫ԭ��ʾ��ͼ[37]
Fig. 7 Schematic diagram of plasma rotating electrode process (PREP)[37]
YUE��[40]�Ƚ������������(VIGA)�͵���������ת�缫����(PREP)�Ʊ�������IN600�Ͻ��ĩ������VIGA�Ʊ��ķ����ڲ���̬��״֦��Ϊ����֦��������������PREP�Ʊ��ķ�ĩ���ڲ���ò��Ҫ����֦״֦����ɣ���ĩ�������൱����PREP�Ʊ��ķ�ĩ���������ζ�����VIGA��ĩ������PREP�Ʊ���IN600���θ��á�
2.2.2 ��������˿����
��������˿��������(Wire plasma atomization��WPA)���ɼ��ô����ĩ��Ϳ�㹫˾(AP&C)������������ר��Ȩ(����ר����ר����5707419)���乤��ԭ����ͼ8��ʾ[41]���ü����Թ涨�ߴ�Ľ���˿��Ϊԭ���ϣ�ͨ����˿ϵͳ�����ض�������������¯�ڣ������ڴ����ε������������װ�ã��ھ۽������ӻ��������½����������������յõ�������ĩ�����������������Χ�½��У����������������������ʸ��ţ���Ʒ�����ȸߣ����ڲ��ý���˿��Ϊ�ӹ�ԭ���ϣ�ͨ�����ƽ����ٶȿɻ���ض������ֲ��ķ�ĩ������˷�ĩ��Ʒ���ȶ��ԣ���Ũ�ȵ����������ܹ���Ч��ֹ�γɰ����������Ӷ�ʹ��ĩ�߱��Ϻõ������ԣ�ʮ���������Ʊ��ߴ��ȡ������ζȵĽ�����ĩ�����ڸ��Ʒۼ���Ŀǰ��Ҫ�����ڼ��ô����ȹ�˾���������豸��������ۣ������ڹ������øù����Ʊ��IJ�Ʒ���١�

ͼ8 ��������˿�������Ʊ��ѷ�ԭ��ʾ��ͼ[41]
Fig. 8 Principle diagram of preparation of titanium powders by WPA[41]
CHEN��[42]�ֱ�ѡ�������������(VIGA)����������ת�缫(PREP)����������������(WPA)���ּ����Ʊ���Ti-6Al-4V��ĩ��ͼ9��ʾ[42]��ͨ���Ա����۽ṹ���������ֵ�������ת�缫�����Ʊ��ķ�ĩ���ζ���ߡ�������ã���������������Ʊ��ķ�ĩ�IJ�����ߣ����������ת�缫�Ʊ��ķ�ĩ��ȣ�����������͵��������������ķ�ĩ���нϸߵĿ�϶�ʡ�

ͼ9 ���ò�ͬ�����Ʊ�Ti-6Al-4V��ĩ������ò[42]
Fig. 9 Surface micrographs of Ti-6Al-4V powders by different methods[42]
2.2.3 ����������
����������(Plasma Atomization��PA)��һ�ֶԲ������ĩ�����ۻ��ټӹ��Ķ��γ��μ������乤��ԭ����ͼ10��ʾ[44]����������������Ӧ�õ�˿�ģ����ĵȣ��ü����Բ�������״�Ľ�����ĩΪԭ���ϣ������������������²�������屻���͵���Ӧ���������У����ȵ������������������ۻ������ڽ���Һ�������������ȴ�ҹ��������ܽϸߵ��¶��ݶȱ仯�Լ����������������ã��Ӷ�Ѹ����ȴ��������Ϊ���Ρ����������������������ԭ������Ϊ�ǻ�����ܡ��������η�ĩ����Ч�ֶΣ����Ʊ��������յ�������ļ�����ʽ�ɷ�Ϊ��Ƶ��������(Radiofrequency plasma, RF)��ֱ����������(Direct-current plasma, DF)���ࡣ
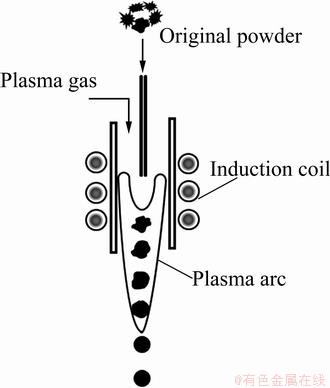
ͼ10 ���������Ʒ�ԭ��ʾ��ͼ[43]
Fig. 10 Principle diagram of powder preparation by plasma spheroidization[43]
2.3 ���ͽ�����ĩ�Ʊ�����
���������͵����ӷ��⣬SUN��[44]����Ʋ�ʵ����һ�ֿ����ս�����(Granulation sintering deoxygenation, GSD)���գ��ù��ս��������սᡢ����Эͬ������һ�������Ʊ��ͳɱ�ʵ�����η�ĩ���ù���ʹ�õ������ι��ն��ѺϽ��ĩ�����������Ӷ�����ĩ�е�������������͡�LI��[45]���û�ѧ�Ƶķ����ɹ�������SLM������Ni/Al2O3 ���������ϲ��Ϸ�ĩ��ɨ��羵(SEM)����������Ni��Al2O3�ڷ�ĩ�гʾ��ȷֲ������۵��о�������Ni��Al2O3�࣬���зּ���/���ṹ��֤ʵ�˻�ѧ����һ����Ч�ķ���ԭ������������
�Ա�������ĩ�Ʊ����յ��ص����2���У��������������÷�ĩ�Ʊ������������ӣ���Ŀǰ���ԣ��������������������ý�����ĩ��Ҫ������������Ϊ������Ʒ�ʷ�ĩ��Ȼ�����ڹ�����ڡ�
3 ���������ý�����ĩ�����Ļ����о�
���������������������켼��Ѹ�ٷ�չ���ӹ��������豸���������ڲ��ϸ����Ż���ԭ����Ʒ�ʺ����ܵ�����Ѿ���Ϊ�ٽ��������������������Ҫ���ݣ���ع��նԽ�����ĩ���ϵ�Ҫ��ҲԽ�����̣�����Ҫ�������ĩ�������������ζȺ������ֲ�����֤�ӹ��������õ������ԣ���Ҫ���ĩ���нϸߵĴ��Ⱥ͵͵�������[46]��
��2 ������ĩ�Ʊ��������ص�
Table 2 Characteristics of mainstream powder preparation methods

Ŀǰ�Խ�����ĩԭ���ϵļ����Ҫ������������ò����ĩ���ȡ������Ժ���װ�ܶȵȷ��棬��ĩȡ����Ӧ��������Ժʹ�����ԭ��
3.1 ������ĩ�����ȷֲ����
Ϊ����߷�ĩ����Ч�ʻ���������ܶȵij����������ĩ�����ֲ�Ҫ������խ�������ⷽ����������ɸ�ַ�������ʵ�鷨������ؼ��������������䷨��[47]��
����ɸ�ַ������÷�ĩ���ӵ�������������ɸ�����й��˵õ����ݣ�����ʵ�鷨�ǽ���ĩ��������Һ�����������������������г����۲�ʵ��Ӷ�������ݣ��������ַ��������ݻ�ȡ�����Ҿ��Ȳ��ߣ��������������ר�÷�ĩ�ļ���н������á������������ļ�ⷽ��Ϊ�������䷨����ԭ���ǻ���ɢ���������ò�ͬ��С�Ŀ�����һ���Ƕ��¶Թ������ֲ���ͬ���в������������䷨�����ṩ�˷dz��ɿ������������ֶΣ����˹���Ԥ��С�����÷�Χ������ƶ����㷺Ӧ��[48]��Ŀǰ������豸��Ӣ��Malvern��˾�����������ļ���������Ϊ����[49]��
3.2 ������ĩ����ò���
��ͬ�������Ʊ��Ľ�����ĩ��״���죬Ϊ�˱�֤��ĩ�ڼӹ����̾������õ������ԣ���߳����ȶ��ԣ�ͨ��ѡ�÷�ĩҪ�������õ����ζȣ��������ֶζ�ʹ�ù�ѧ������(OM)��ɨ��羵��(SEM)����羵��(TEM)��
��ѧ���������Ч��Ӧ����㣬����ѧ�����ֱ��ʽ��ܴﵽ0.1 ��mֻ�ܹ۲��ĩ�ĺ����ò�Ծ���ı�����ڲ�״̬�����⣻ɨ��羵�ֱ��ʸߣ������ڶԽ�����ĩ���۱���۲죬Ҳ�ǹ۲����ͷۡ����ķ۵���Ч����ֶΣ���羵�������Ʊ����ӣ����øߣ�ͨ��ֻ���ڿ��й�������������ʵ��������⡣
3.3 ������ĩ�����Լ��
��ĩ�������Ǿ��������������ճ�������������ܵĹؼ�ָ�꣬����Խ���ȡ����ζ�Խ�ߣ���װ�ܶ�Խ�ã�������ҲԽ�ã����ⷽ�������ѻ��Ƿ���Carr�������������Ƿ�����ʵ�����������ټƷ���
�ѻ��Ƿ��ǽ���ĩͨ��©����ij�ض��߶Ȼ��䣬�����ѻ�Բ��ƽ̨�ļнǣ��Ƕ�ԽС����ĩĦ����ԽС��������Խ��[50]����ʵ���ǽ�������ĩ�ֱ��������ʵ�ܶȺ���װ�ܶȣ��Ƚ����ֵ����ֵԽС���ܶ�Խ�ߣ�������Խ��[51]���������ټƷ���Ŀǰ��������������������㷺Ӧ�õļ�ⷽ���������50 g������ĩ������©����ʱ��Ϊ��������
3.4 ������ĩ��ѭ��ʹ����
���������ý�����ĩ�Աȴ�ͳ���칤��Ҫ����ϸ��Ʊ����ո��ӣ��ɱ��ߣ����������������칤�յij���Ч��ͨ��С��50%����˽�����ĩ�Ŀ�ѭ��ʹ�ö��ڽ�Լ�ɱ�����߲�������������Ҫ���塣
���о�ѡ�������ۻ�(SLM)�����·�ĩѭ��ʹ�����У�AHMED��[52]ѡ��17-4PH����ֽ���̽����������ѭ���������ӣ���ĩ�����Բ�����ߣ�ѭ��10�κ������������35%����ӡ������۽ṹ����ѧ�ɷֺͽᾧ���������仯��ͬ��SLM�����£�MAAMOUN��[53]��AlSi10Mg��Ʒ�Ļ��շ�ĩ����ȫ�������Ҳ�õ���ͬ�Ľ��ۣ���������������ܶȴ�99.7%������Ԫ��[54-55]ѡ��Ti6Al4V��ĩ����SLM�����е�ѭ��ʹ���Խ����о���������ѧ���ܣ�������ѭ���������ӳ�����������Ӳ�ȡ�����ǿ�ȼ�ƣ�����ܾ�δ�������Ա仯����ˮƽ�ͳ���������ij������Ҳδ���ֳ����Ըı䡣��POPOV��[56]��ʹ��ԭʼ�ͻ���Ti6Al4V��ĩ���õ�����ѡ���ۻ�(SEBM)�����Ʊ���������������ʱȴ���֣����շ۵Ŀ���ǿ�ȼ��쳤�ʾ��н��ͣ�ƣ������Ҳ����˥����
�ڲ��ü����������(LMD)�����ϣ�TERRASSA��[57]�о���316L����ַ�ĩ�����öԷ�ĩ��ò�������ԡ��žۡ���ѧ�ɷ��Լ���������۽ṹ���������ܵ�Ӱ�죬���ַ�ĩ��ƽ�������ͺ��������ӣ���״���Ӳ������������ܱ仯���Գ�������ij�������û������Ӱ�졣ͬ�ֹ�����ASGARI��[58]��AlSi10Mg��ĩ�Ļ���ʹ�ý����о���֤���˸ò��ϵĿ�ѭ��ʹ���ԣ����շ�����������ԭʼ�������۽ṹ����ѧ�����ϱ��ֳ������ԡ�Ȼ�������س���[59]�����GH4169���ºϽ���LMD�����µ�ѭ���ϻ���Ϊ���о��з��֣����Ż���ѭ���������ӣ���ĩ��������ĩ�ijɷֳ����˱仯��������֯�ֻ���ѭ��4�κ�Ӳ�ȡ�����ǿ�Ⱦ������½���ѭ�����նԷ�ĩ�������ϻ�Ӱ�졣
����������������ĩ��ѭ��ʹ���Բ�������ϵĻ�ѧ�ɷ֡��۽ṹ�йػ������Ʊ������������й�������ͬ���������켼��������صĹ����ص�Է�ĩԭ���ϵ�ѭ��ʹ���Ա��ֳ���ͬ��Ӱ�죬��ͬ��ԭ������ͬ���������칤����Ҳ���ֳ���ͬ����֯��������ѧ�����ݱ䡣
3.5 �������������ĩ��
�����������켼���Ľ�����չ����������ڸ���ҵ�ı��ƶ�����Ҳ���չ����������������Э��(SAE)��2002�깫��������������������ҵ����������������������Э��(ASTM)Ҳ�����䲼�����������ASTM F2924-12a���۴��ۺ�3D��ӡ������Ti-6Al-4V���淶����ASTM F3001-13����ĩ���ۺ�3D��ӡ�����������Ͻ�625�¹淶����[60]��Ŀǰ���ҹ��������������������������շ��ࡢԭ���Ϲ�������ԺͲ��Է�����Ҳ�䲼����ر�����ֹ2020��3�£����б����� GB/T 35351��2017���������������GB/T 35352��2017�����������ļ���ʽ����GB/T 350291��2018���������칤�շ��༰ԭ���ϡ���GB/T 35022��2018������������Ҫ���ԺͲ��Է�������ͷ�ĩԭ���ϡ���GB/T 37463��2019���������� ���ϲ��Ϸ�ĩ�����ڹ��չ淶����GB/T 37461��2019�����������Ʒ���ƽ̨ģʽ�淶����
4 ����
�����������켼���ں��պ��졢����ҽ�Ƶ�����IJ��ϸ���Ӧ�á�������ĩ��Ϊ�������켼�������ʻ���ҲԽ��Խ�õ����ӣ���Ʒ���������ѳ�Ϊ�����������켼������߶˸���������չ�ĸ�������������ҵ�Ȳ���չ��ͬʱҲ������һЩ����ؽ������ȥ��ע�ͽ����1) Ŀǰ��ĩ�����Ʊ��ļ���������Ҫ����������ϸ���յ��ʣ���խ�����ֲ��������������Լ���ϸ�۵��Ʊ��ȷ��档��������ΪĿǰ���ܸߡ�Ч�ʼѡ��ɱ��͵��������������ڷ�ĩ���Ȳ������������ߡ��������Ƿ۵Ȳ��㣬�������������켼���Ʊ���Ʒ�ʡ��߾�������������õ����㣻ͬʱ�����ڻ�����ζȡ����ȶȽϺõĵ�������ת�缫�������������ڵ缫ת�����Ʊ���ϸ�۷���Ҳһֱ����ƿ������ˣ������Ʒ۹����иߴ����������գ��Ż��������졢������ƣ��������������Լ����Ƹ�ת�ٵ�������ת�缫�豸�����պ���о��ص㡣2) ���Ʒ��¼��������Ʒ��棬�������е��Ʊ���������ܲ�ͬ���յļ���ȱ�ݣ����Ӹ��Լ������ƣ����Ƹ������Ʒ�װ�ã�Ҳ���ǿ��������Ʒۼ������Ʊ����ʷ�ĩ�Ŀ����Է����罫��������������������н�ϣ��Դ��������������Ʊ������еĿ��ķۡ����Ƿۡ�������ζȸ��ã�������ϸС���ȵķ�ĩ��3) �ڷ�ĩ��⼼�����棬Ŀǰ��ʹ�õļ���ֶζ�Ϊ�����ĩұ��ҵ���ü�������Ҫ��Է�ĩ����ò�����ȡ������Եȷ���ļ�⣬�ڶ������������е��������顢���μ����̲�δ���й�ʵʱ����о���ͬʱ�Խ�����ĩ�뼤�⡢�����������û����ȷ����о�Ҳ�������롣���Լ�ǿ���������̵����������������ȴ-���̹��̵Ļ����о�������̽�����������������������칤�յ��ڲ�����������ָ�����ǽ�һ���Ľ������������Ʒۼ��������ش����塣4) Ŀǰ������ĩ����ƫ�٣���Ҫ���ѡ����������ֺϽ����������Ž����������켼����Ӧ���ƹ㣬���õĸ�ǿ�֡����߸֡�ģ�߸֡����ȸֵ������㲿������ĺϽ�ַ�ĩ�г�������Խ��Խ���г��ϵ�����Ͳ���Զ�������������Լ������������ȶ��ֹ���������ר�������Լ�������ҵļ����������ҹ�Ŀǰ����ʵ�ֲ�ҵ����������Ʒ�ʵĽ�����ĩ�Խ������������Ҽ۸�߰�������ҲӦ�õ��㹻�����ӡ�
�����������з����Ľ�������ĩ�Ʊ����գ���������о������Ʋ�ҵ��������һ������Ʒ��ơ��Ʊ������Ż�����ĩ���Ա�����������ܲ�����һ�廯��ѧ�����ϵ��ʹ����ҵ�ܹ�Эͬ���£���ͬ��ȡ�����������������������ķ�չ����ǿ�����ƶ����á�
REFERENCES
[1] FRAZIER W E. Metal additive manufacturing: A review[J]. Journal of Materials Engineering and Performance, 2014, 23(6): 1917-1928.
[2] ¬����, ��ӳ�. ��������(3D��ӡ)������չ[J]. ��е�������Զ���, 2013(4): 7-10.
LU Bing-heng, LI Di-chen. Technical development of additive manufacturing (3D printing)[J]. Mechanical Manufacturing and Automation, 2013(4): 7-10.
[3] CHEN L, HE Y, YANG Y. The research status and development trend of additive manufacturing technology[J]. The International Journal of Advanced Manufacturing Technology, 2017, 89(9): 3651-3660.
[4] HERZOG D, SEYDA V, WYCISK E. Additive manufacturing of metals[J]. Acta Materialia, 2016, 117: 371-392.
[5] KORNER C. Additive manufacturing of metallic components by selective electron beam melting��A review[J]. International Materials Reviews, 2016, 61(5): 361-377.
[6] ������. ���������ý�����ĩ���ϵĹؼ�Ӱ�����ط���[J]. ��������(�����ֲ�), 2015, 51(7): 480-482.
FAN Li-kun. Analysis of key influencing factors of metal powder materials for additive manufacturing[J]. Physical and Chemical Inspection (Physical Volume), 2015, 51(7): 480-482.
[7] �� ��, �� ˧, Ѧ����, ��. ����ѡ���ۻ�Inconel 718�Ͻ���¸�ʴ����[J]. �й���ɫ����ѧ��, 2019, 29(7): 1417-1426.
TENG Qing, LI Shuai, XUE Peng-ju, et al. High temperature corrosion properties of Inconel 718 alloy melted by laser selection[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(7): 1417-1426.
[8] ARREGUI L, GARMENDIA I, PUJANA J. Study of the geometrical limitations associated to the metallic part manufacturing by the LMD process[J]. Procedia CIRP, 2018, 68: 363-368.
[9] TURICHIN G A, SOMONOV V V, BABKIN K D, et al. High-speed direct laser deposition: Technology, equipment and materials[J]. IOP Conference Series: Materials Science and Engineering, 2016, 125(1): 9-12.
[10] Ѧ ��, ��ҫ��, ��˫��. �����۸�ͬ���ͷ�������о�״��[J]. ��е�������Զ���, 2015, 44(3): 46-49.
XUE Fei, WANG Yao-min, LIU Shuang-yu. Research status of laser cladding coaxial powder feeding nozzle[J]. Mechanical Manufacturing and Automation, 2015, 44(3): 46-49.
[11] PAN H, SPARKS T, THAKAR Y D. The investigation of gravity-driven metal powder flow in coaxial nozzle for laser-aided direct metal deposition process[J]. Journal of Manufacturing Science & Engineering, 2006, 128(2): 541-553.
[12] �ܲ���, ��־��, ������, ��. ֱ��ѡ�������ս������ĩ���ϵ��о���չ[J]. �ȼӹ�����, 2008, 37(9): 92-99.
XIONG Bo-wen, XU Zhi-feng, YAN Qing-song, et al. Research progress of direct selective laser sintering of metal powder materials[J]. Hot Working Technology, 2008, 37(9): 92-99.
[13] MOMENI A, ABBASI S M. Effect of hot working on flow behavior of Ti-6Al-4V alloy in single phase and two phase regions[J]. Materials & Design, 2010, 31(8): 3599-3604.
[14] �����, ������, �� ��, ��. ����ѡ���ۻ����μ����Ʊ����ºϽ�GH4169���ӹ���[J]. ��ĩұ����, 2016 , 34(5): 368-372.
WANG Hui-jie, CUI Zhao-wen, SUN Feng, et al. Preparation of high temperature alloy GH4169 complex components by selective laser melting and forming[J]. Powder Metallurgy Technology, 2016, 34(5): 368-372.
[15] KARLSSON J, SNIS A, ENGQVIST H. Characterization and comparison of materials produced by Electron Beam Melting (EBM) of two different Ti-6Al-4V powder fractions[J]. Journal of Materials Processing Technology, 2013, 213(12): 2109-2118.
[16] GU H, GONG H, DILIP J J S. Effects of powder variation on the microstructure and tensile strength of Ti6Al4V parts fabricated by selective laser melting[J]. Nanotechnology Weekly, 2014, 51(1): 470-483.
[17] ��ƽ, ���Ͽ�, �� ��. 3D��ӡ�ý�����ĩ���Ʊ�������չ��״[J]. �й�����ͨ��, 2016(8): 88-89.
ZOU Hai-ping, LI shang-kui, LI Bo. Development status of metal powder preparation technology for 3D printing[J]. China Metal Bulletin, 2016(8): 88-89.
[18] ��ͬ��, �����, ��ɺ�, ��. ����ע�������ˮ��������ַ�ĩ���Ʊ���Ӧ��[J]. ��ĩұ��ҵ, 2013, 23(3): 26-31.
ZHAO Tong-chun, MA Hong-qiu, JIN Cheng-hai, et al. Preparation and application of stainless steel powder atomized by water for metal injection molding[J]. Powder Metallurgy Industry, 2013, 23(3): 26-31.
[19] MOLL J H. Utilization of gas-atomized titanium and titanium-aluminide powder[J]. JOM, 2000, 52(5): 32-34.
[20] ŷ������, �� ��, ������, ��. �������Ʒۼ�����չ���̼�չ��[J]. ��ĩұ����, 2007, 25(1): 53-58.
OUYANG Hong-wu, CHEN Xin, YU Wen-tao, et al. Development history and prospect of aerosol pulverization technology[J]. Powder Metallurgy Technology, 2007, 25(1): 53-58.
[21] CHEN G, ZHOU Q, ZHAO S Y, et al. A pore morphological study of gas-atomized Ti-6Al-4V powders by scanning electron microscopy and synchrotron X-ray computed tomography[J]. Powder Technology, 2018, 330: 425-430.
[22] GAO C F, XIAO Z Y, ZOU H P, et al. Characterization of spherical AlSi10Mg powder produced by double-nozzle gas atomization using different parameters[J]. Transactions of Nonferrous Metals Society of China, 2019, 29(2): 374-384.
[23] ���ٲ�, ������, �����, ��. ���պ����ø�Ʒ��3D��ӡ������ĩ���о���Ӧ��[J].��ĩұ��ҵ, 2017, 27(6): 44-51.
HAN Shou-bo, ZHANG Yi-wen, TIAN Xiang-jun, et al. Research and application of high quality 3D printing metal powder for aerospace[J]. Powder Metallurgy Industry, 2017, 27(6): 44-51.
[24] Ԭ ��, �� ��, ������, ��. ��������Ʊ����ºϽ��ĩ���о�[J]. ��ĩұ��ҵ, 2010, 20(4): 1-5.
YUAN Hua, LI Zhou, XU Wen-yong, et al. Study on the preparation of superalloy powder by argon atomization[J]. Powder Metallurgy Industry, 2010, 20(4): 1-5.
[25] HOEGES S, ZWIREN A, SCHADE C. Additive manufacturing using water atomized steel powders[J]. Metal Powder Report, 2017, 72(2): 111-117.
[26] IRRINKI H, JANGAM J S D, PASEBANI S. Effects of particle characteristics on the microstructure and mechanical properties of 17-4PH stainless steel fabricated by laser-powder bed fusion[J]. Powder Technology, 2018, 331: 192-203.
[27] �ǿ, ��, ���Ӳ�, ��. 3D ��ӡ�������ѷ��Ʊ������о���չ[J]. ���̹���ѧ��, 2017(5): 911-917.
LI Bao-qiang, JIN Hua-cheng, ZHANG Yan-chang, et al. Research progress of spherical titanium powder preparation technology for 3D printing[J]. Journal of Process Engineering, 2017(5): 911-917.
[28] HOHMANN M, JONSSON S. Modern systems for production of high quality metal alloy powder[J]. Vacuum, 1990, 41(7): 2173-2176.
[29] SCHADE C T. Titanium alloy development for AM utilizing gas atomization[J]. International Journal of Powder Metallurgy, 2018, 54(2): 61-69.
[30] ������, �� ��, ������, ��. ������������������� ��[J]. ���ٹ��ܲ���, 2010, 17(6): 44-48.
WANG Hua-yu, DONG Peng, WANG Yu-xin, et al. Trial-production research of a new atomizing nozzle[J]. Metal Functional Materials, 2010, 17(6): 44-48.
[31] MILLER S A. Close-coupled gas atomization of metal alloys[J]. Metal Powder Report, 1987(10): 702.
[32] ����, ������. ���������Ʊ�3D��ӡ������ĩ�ķ����о�[J]. ��е�о���Ӧ��, 2016(2): 203-205.
ZHANG Yan-hong, DONG Bing-bin. Research on the method of 3D printing metal powder by gasatomization[J]. Mechanical Research and Application, 2016(2): 203-205.
[33] SCHULZ G. Nanoval process offers fine powder benefits[J]. Metal Powder Report, 1996, 11(51): 30-33.
[34] �� ��, ������, ������, ��. �����������Ʊ���ϸ������о���չ[J]. �������Ͳ���, 2019, 47(5): 213-217.
LIU Yang, JIA Qing-ming, JIANG Li-hong, et al. Research progress of ultra-fine powder preparation by ultrasonic atomization[J]. New Chemical Materials, 2019, 47(5): 213-217.
[35] STRAUSS J T. Hotter gas increases atomization efficiency[J]. Metal Powder Report, 1999, 54(11): 24-28.
[36] HOPKINS W G. Fine powders: the heat is on at PSI[J]. Metal Powder Report, 2001, 56(3): 20-24.
[37] TANG J J, NIE Y, QIAN L, et al.Characteristics and atomization behavior of Ti-6Al-4V powder produced by plasma rotating electrode process[J]. Advanced Powder Technology, 2019, 30(10): 2330-2337.
[38] CHEN G, ZHAO S Y, TAN P, et al. Shape memory TiNi powders produced by plasma rotating electrode process for additive manufacturing[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(12): 2647-2655.
[39] YIN J O, CHEN G, ZHAO S Y. Microstructural characterization and properties of Ti-28Ta at.% powders produced by plasma rotating electrode process[J]. Journal of Alloys and Compounds, 2017, 713: 222-228.
[40] CHEN Y, ZHANG J Y, WANG B, et al. Comparative study of IN600 superalloy produced by two powder metallurgy technologies: Argon atomizing and plasma rotating electrode process[J]. Vacuum, 2018, 156: 302-309.
[41] TSANTRIZOS P G, ALLAIRE F, ENTEZARIAN M. Method of production of metal and ceramic powders by plasma atomization: US, 5707419[P]. 1998-01-13.
[42] CHEN G, ZHAO S Y, TAN P. A comparative study of Ti-6Al-4V powders for additive manufacturing by gas atomization, plasma rotating electrode process and plasma atomization[J]. Powder technology, 2018, 333: 38-46.
[43] XU J L, KHOR K A, GU Y W. Radio frequency (RF) plasma spheroidized HA powders: Powder characterization and spark plasma sintering behavior[J]. Biomaterials, 2005, 26(15): 2197-2207.
[44] SUN P, FANG Z Z, XIA Y. A novel method for production of spherical Ti-6Al-4V powder for additive manufacturing[J]. Powder Technology, 2016, 301: 331-335.
[45] LI M, FANG A, MARTINEZ F E. Selective laser melting of metal matrix composites: Feedstock powder preparation by electroless plating[J]. Materials Letters, 2019, 247: 115-118.
[46] �� ��, ������, · ��, ��. ѡ�������ۻ�GH4169�������Լ����ͼ���֯�ṹ���о�[J]. ����Ϳ����, 2017, 9(3): 56-62.
YIN Yan, LIU Peng-yu, LU Chao, et al. Study on the characteristics of GH4169 powder melted by selective laser and the microstructure of the formed parts[J]. Thermal Spraying Technology, 2017, 9(3): 56-62.
[47] ZHONG C, CHEN J, LINNENBRINK S. A comparative study of Inconel 718 formed by high deposition rate laser metal deposition with GA powder and PREP powder[J]. Materials & Design, 2016, 107: 386-392.
[48] ������, ������, ��, ��. ���������ý�����ĩԭ���ϼ�⼼��[J]. ����Ϳ����, 2018, 10(2): 8-14.
GAO Zheng-jiang, ZHOU Xiang-lin, LI Jing-hao, et al. Raw material testing technology of metal powder for additive manufacturing[J]. Thermal Spraying Technology, 2018, 10(2): 8-14.
[49] �� ��, ��¡��, ��ѩ��, ��. ��ĩ�����Լ���ѡ���ۻ�����S136ģ�߸ֵ�ĥ���뿹��ʴ���ܵ�Ӱ��[J]. ����������ѧ��չ, 2018, 55(10): 205-211.
ZHOU Yan, DUAN Long-chen, WU Xue-liang, et al. Effect of powder particle size on wear and corrosion resistance of laser selective melting S136 die steel[J]. Progress in Laser and Optoelectronics, 2018, 55(10): 205-211.
[50] GELDART D, ABDULLAH E C, HASSANPOUR A. Characterization of powder flowability using measurement of angle of repose[J]. China Particuology, 2006, 4(3): 104-107.
[51] ����ȫ. ��ʵ��������ĩ��ճ������������[J]. ��ĩұ��ҵ, 2002(2): 32-34.
LI Zhong-quan. Measurement of adhesion and fluidity of powder by vibrating method [J]. Powder Metallurgy Industry, 2002(2): 32-34.
[52] AHMED F, ALI U, SARKER D, et al. Study of powder recycling and its effect on printed parts during laser powder-bed fusion of 17-4 PH stainless steel[J]. Journal of Materials Processing Tech, 2020, 278: 1-11.
[53] MAAMOUN A H, ELBESTAWI M, DOSBAEVA G K, et al. Thermal post-processing of AlSi10Mg parts produced by selective laser melting using recycled powder[J]. Additive Manufacturing, 2018, 21: 234-247.
[54] �� ά, ����Ԫ, ���, ��. TC4 �ѺϽ��ĩ�� SLM �����е�ѭ���ϻ���Ϊ[J]. ϡ�н��������빤��, 2019, 48(1): 283-289.
WANG Wei, LIU Bao-yuan, LI Chang-fu, et al. Cyclic aging behavior of TC4 titanium alloy powder in SLM process[J]. Rare Metal Materials and Engineering, 2019, 48(1): 283-289.
[55] ����Ԫ. SLM��TC4��ĩѭ���ϻ���Ϊ�����Ƽ�����Ӱ��[D]. ����: �������պ����ѧ, 2018.
LIU Bao-yuan. Powder cycling aging behavior of TC4 for SLM and its influence on the performance of components[D]. Shenyang: Shenyang Aerospace University, 2018.
[56] POPOV V V, ALEXANDER K D, ANDREY G. The effect of powder recycling on the mechanical properties and microstructure of electron beam melted Ti-6Al-4V specimens[J]. Additive Manufacturing, 2018, 22: 834-843.
[57] TERRASSA K L, HALEY J C, MACDONALD B E, et al. Reuse of powder feedstock for directed energy deposition[J]. Powder Technology, 2018, 338: 819-829.
[58] ASGARI H, BAXTER C, HOSSEINKHANI K, et al. On microstructure and mechanical properties of additively manufactured AlSi10Mg_200C using recycled powder[J]. Materials Science and Engineering A, 2017, 707: 148-158.
[59] ���س�, �� ��, ���㷼, ��. ��ĩѭ���ϻ���GH4169�����۸�����֯�����ܵ�Ӱ��[J]. ���漼��, 2019, 48(10): 86-92.
GUO Bo-chen, JIN Guo, CUI Xiu-fang, et al. Effect of powder cycle aging on microstructure and properties of GH4169 laser cladding repair[J]. Surface Technology, 2019, 48(10): 86-92.
[60] ����·. �����������켼��������[J]. ���ձ���������, 2013, 4: 44-48.
JING L��-lu. Analysis on technical standards of foreign additive manufacturing[J]. Aviation Standardization and Quality, 2013, 4: 44-48.
XU De1, GAO Hua-bing2, DONG Tao2, CUI Chuan-yu2, YANG Zhen-lin2, LI Hai-xin2, JIANG Feng-chun1, 2, WANG Jian-dong1
(1��College of Material Science and Chemical Engineering, Harbin Engineering University, Harbin 150001, China;
2. Yantai Research Institute and Graduate School, Harbin Engineering University, Yantai 264000, China)
Abstract: Additive manufacturing (3D printing) technology is generally regarded as the advanced manufacturing technology with the most profound revolutionary character. It has developed rapidly and entered gradually into various industrial applications in recent years due to its advantages, which including high utilization of raw materials, short production cycle, and high efficiency to form complex components without moulds. The metal powder, as the key element in the additive manufacturing technique, crucial to the properties of the additive manufactured crafts. Considering the application and development of metal materials in the additive manufacturing field, combining with the present main additive manufacturing technologies, the metal powder fabrication process, parameter diagram and mechanism, advantages and disadvantages, and performance test methods of raw materials were analyzed systematically in this work.
Key words: additive manufacturing; metal powder; preparation process; detection technology
Foundation item: Projects(2017YFE0123500, 2017YFB1103701) supported by the National Key Research and Development Program of China; Project(3072019CFJ1002) supported by the Fundamental Research Funds for the Central Universities, China; Project(LH2019E028) supported by supported by the Natural Science Foundation of Heilongjiang Province, China; Project (2019M651259) supported by China Postdoctoral Science Foundation
Received date: 2020-03-13; Accepted date: 2020-12-04
Corresponding author: WANG Jian-dong; Tel: +86-451-82569263; E-mail: wangjd251@126.com
(�༭ �� ��)
������Ŀ�������ص��з��ƻ�������Ŀ(2017YFE0123500��2017YFB1103701)�������У��������ҵ���������Ŀ(3072019CFJ1002)��������ʡ��Ȼ��ѧ����������Ŀ(LH2019E028)���й���ʿ���ѧ��������������Ŀ(2019M651259)
�ո����ڣ�2020-03-13�������ڣ�2020-12-04
ͨ�����ߣ�����������ʦ����ʿ���绰��0451-82569263��E-mail��wangjd251@126.com

