ОДХВұаәЕЈә1004-0609(2007)07-1025-09
ҝмЛЩДэ№МГҫәПҪрҝӘ·ўФӯАнј°СРҫҝҪшХ№
Уа зыЈ¬АиОДПЧЈ¬НхИХіхЈ¬·лЎЎСЮЈ¬ОвЦҫОД
(ЦРДПҙуС§ ІДБПҝЖС§Ул№ӨіМС§ФәЈ¬іӨЙі410083)
ХӘ ТӘЈәҪйЙЬҝмЛЩДэ№МГҫәПҪрІДБПСРҫҝУлҝӘ·ўөДОпАнТұҪрФӯАнј°·ўХ№АъіМЎЈФЪҝӘ·ўФӯАнЦРЧЕЦШҪйЙЬҝмЛЩДэ№МГҫәПҪрөДГҫ»щ№МИЬМеА©Х№ЎўРВРНГЦЙўәПҪрПаөДРОіЙЎўҫ§БЈј°ПФОўЧйЦҜПё»ҜТФј°әПҪр¶Ы»ҜөИ»щҙЎАнВЫЎЈФЪХвР©СР·ўАнВЫ»щҙЎЙПЈ¬ҪшТ»ІҪІыКцГҫәПҪрОн»ҜҝмДэЎўДЈАдҙг»рәНұнГжЦШИЫХв3ЦЦөдРНөДҝмЛЩДэ№МЦЖұёјјКхЈ¬ҫЩАэЛөГчБЛХв3ЦЦҝмЛЩДэ№МјјКхЦЖұёөД¶аЦЦГҫәПҪрөДёчПоРФДЬј°ПФОўЧйЦҜМШХчЎЈЧЫәПЖАјЫҝмЛЩДэ№МјјКхЦЖұёГҫәПҪрІДБПөДУЕКЖЈ¬ЛөГчҝмЛЩДэ№МјјКхКЗҝӘ·ўРВРНГҫәПҪрІДБПЈ¬А©Х№ГҫәПҪрФЪ№ӨіМІДБПЦРУҰУГөДЦШТӘЗТҫЯУР·ўХ№З°НҫөДЦЖұёјјКхЎЈ
№ШјьҙКЈәГҫәПҪрЈ»ҝмЛЩДэ№МЈ»ПФОўЧйЦҜЈ»БҰС§РФДЬ
ЦРНј·ЦАаәЕЈәTG146.2ЎЎЎЎ ОДПЧұкК¶ВлЈәA
Research theory and development of rapidly solidified magnesium alloy
YU Kun, LI Wen-xian, WANG Ri-chu, FENG Yan, WU Zhi-wen
(School of Materials Science and Engineering, Central South University, Changsha 410083,China)
Abstract: The research theory and development of rapidly solidified magnesium alloy were reviewed. The extension of solid solubility of ҰБ(Mg), the formation of new dispersed phases, the grain refinement and corrosion resistance of rapidly solidified magnesium alloy were explained. Three main categories of rapid solidification techniques, such as gas-blast sputtering, chill-block melt-spinning and laser surface melting, were described. The structures and properties of different alloys produced via such three methods were given examples to explain the effects of rapidly solidified techniques on magnesium. The rapid solidification is an important technique that can produce new and high performance magnesium alloys in industry.
Key words: magnesium alloy; rapid solidification; microstructure; mechanical properties
Гҫј°ГҫәПҪрФЪЖҪәв»тҪУҪьЖҪәвөДДэ№ММхјюПВҪбҫ§Ј¬јҙіЈ№жөДЦэ¶§ТұҪр(Ingot metallurgy)јјКхЈ¬КЗДҝЗ°ҙу¶аКэГҫәПҪрөДЙъІъ·Ҫ·Ё[1-2]ЎЈІЙУГХвЦЦЦэФмјјКхЦЖұёөДГҫәПҪрЈ¬ФЪРФДЬәНЧйЦҜҪб№№ЙПҙжФЪТ»Р©ИұөгЎЈАэИзГҫҫЯУРәЬИхөДөзёәРФЈ¬ФЪТСЦӘөД¶юФӘіЈ№жГҫәПҪрЦРЈ¬УР2/3өДИЬЦКФӘЛШФЪҰБ(Mg)№МИЬМеЦРөДЧоҙу№МИЬ¶ИРЎУЪ1%(ДҰ¶ы·ЦКэ)Ј¬ХвК№ГҫәПҪрәЬДСНЁ№эәПҪр»ҜАҙМбёЯәПҪрөДЗҝ¶И[3]Ј»Гҫ»№ҫЯУРәЬёЯөД»ҜС§»оРФЈ¬І»ДЬПсВБДЗСщҝЙТФФЪёҜКҙЖш·ХЦРРОіЙұнГж·А»ӨДӨЈ¬ТтҙЛГҫәНГҫәПҪрәЬИЭТЧұ»ёҜКҙМШұрКЗөз»ҜС§ёҜКҙ[3]Ј»ҙЛНвЈ¬Гҫ»№УРәЬёЯөДЧФА©ЙўПөКэЈ¬ХвК№ГҫәПҪрЦРөДіБөнПаәЬИЭТЧҙЦ»Ҝ[4]ЎЈТтҙЛЈ¬УГіЈ№жЦэ¶§ТұҪр·Ҫ·ЁЙъІъөДГҫәПҪрөДС№ЛхЗҝ¶ИЎўёЯОВИИОИ¶ЁРФЎў¶ПБСИНРФөИРФДЬ¶јұИҪПІоЎЈҝмЛЩДэ№МјјКхКЗёДЙЖГҫәПҪрЧйЦҜҪб№№Ј¬МбёЯГҫәПҪрёчПоРФДЬөДЦШТӘЦЖұёјјКхЎЈҝмЛЩДэ№МјјКхЦЖұёөДГҫәПҪрЧйЦҜҪб№№УліЈ№жЦэ¶§ТұҪрјјКхЦЖұёөД»бУРәЬҙуөДЗшұрЈ¬°ьАЁ№МИЬ¶ИөДА©Х№Ўў·ЗЖҪәвҪбЎўОў№ЫЧйЦҜҪб№№Пё»ҜЎўРОіЙЧјҫ§»т·Зҫ§ЎЈАыУГҝмЛЩДэ№МјјКхҝЙТФЙъІъіцДҝЗ°ЧЫәПРФДЬЧоәГөДГҫәПҪрІДБП[5-6]ЎЈ
ҝмЛЩДэ№МјјКхЧоФзКЗУЪ1950ДкҙъУҰУГФЪГҫј°ГҫәПҪрЦРЈ¬өұКұҝјВЗІЙУГХвТ»РВјјКхКЗҝЙТФА©Х№ГҫәПҪрФЪ№ӨіМІДБПЦРөДУҰУГ·¶О§ЎЈөҪ1960ДкҙъЈ¬УЙГА№ъDow»ҜС§№«ЛҫІЙУГЖшМеОн»ҜјјКхәНРэЧӘАдИҙЕМОн»ҜјјКхКөПЦГҫәПҪрҝмЛЩДэ№МјјКхөДҝӘ·ўәНЙМТөЙъІъ[3, 7]ЎЈ1970ДкҙъТФәуЈ¬ФЪҝмЛЩДэ№МГҫәПҪрЦРҝӘХ№БЛёь¶аөДКФСйРФ№ӨЧчЈ¬ЦчТӘУРAllied Signal№«ЛҫәНPechiney/ Norsk-Hydro№«ЛҫөИҝӘ·ўөДДЈАд·ЁЈ¬°ьАЁИЫМеРэЦэјјКхәНЛ«№хҙг»рјјКх[3]ЎЈҪьДкАҙЈ¬ИХұҫ¶«ұұҙуС§InoueөИ[8]ІЙУГөҘ№хИЫМеРэЦэјјКхЦЖұёөДРВРНҝмЛЩДэ№МГҫәПҪ𣬻сөГДҝЗ°КАҪзЙПұЁөА№эөДЗь·юЗҝ¶ИҙуУЪ600ЎЎMPaөДЧоёЯЗҝөДГҫәПҪрЎЈҝмЛЩДэ№МјјКхФЪГҫәПҪрЦРөДУҰУГКЬөҪёьјУ№г·әөД№ШЧўәНЦШКУЈ¬ТСҫӯҝӘКјФЪұйІјЕ·ГАөД15ёцСРҫҝ»ъ№№ҪшРРСРҫҝҝӘ·ў[9]ЎЈ
1 ҝмЛЩДэ№МГҫәПҪрҝӘ·ўФӯАн
ІЙУГҝмЛЩДэ№МјјКхҝЙТФёДЙЖГҫәПҪрёчПоРФДЬөД»щұҫФӯАнФЪУЪТФПВјёёц·ҪГжЎЈ
1.1 А©Х№ҰБ(Mg)»щ№МИЬМеөД№МИЬ¶И
ПЦУРКэҫЭұнГчЈ¬ГҫЦРЖҪәв№МИЬ¶ИҙуУЪ1%(ДҰ¶ы·ЦКэ)өДәПҪрФӘЛШ№ІУР24ЦЦЈ¬ЛьГЗУРҝЙДЬУлГҫЧйіЙ№ӨіМУҰУГөДГҫәПҪрЎЈІЙУГҝмЛЩДэ№МјјКхЈ¬ҝЙТФК№ФӯЧУ°лҫ¶ФЪЎА15%·¶О§ДЪөДәПҪрФӘЛШФЪҰБ(Mg)»щМеЦРөД№МИЬ¶ИФцјУЈ¬УлЖҪәвДэ№МПаұИҪПЈ¬ҝЙТФФЪГҫЦРРОіЙУРР§№МИЬМеЈ¬ҙУ¶шК№КөПЦәПҪр»ҜөДФӘЛШКэБҝҝЙТФМбёЯТ»ұ¶ТФЙПЈ¬¶ФәПҪрФӘЛШИЬҪв¶ИөДФцјУУРАы[10-11]ЎЈҰБ(Mg)»щМе№МИЬ¶ИөДА©Х№ҝЙТФ·бё»ГҫәПҪрөДәПҪрМеПөЎЈ
1.2 РОіЙРВРНәПҪрПај°¶аПаГЦЙўМеПө
ІЙУГҝмЛЩДэ№МјјКхЦЖұёГҫәПҪрЈ¬ҝЙТФРОіЙРВөДҫ§М¬ПаЎўЧјҫ§Па»т·Зҫ§ЎЈҝмЛЩДэ№МРОіЙөДРВРНҫ§М¬ПаУРәЬ¶аЈ¬өдРНөДУРMg-SnәНMg-PbәПҪрЦРРОіЙөДFCCҪб№№өДРВПаЎЈФЪҝмЛЩДэ№МMg-SiәПҪрЦР»бРОіЙЎ°·ҙ-PbCl2Ҫб№№ЎұөДMg2SiПаЎЈФЪҝмЛЩДэ№МMg-AlәПҪрЦРЈ¬AlФЪҰБ(Mg)№МИЬМеЦР·ЦҪвіЙРВПаөД№эіМ°ьАЁ6ёц·ЕИИ»тОьИИөДПФОўЧйЦҜСЭұдЈ¬өұҰБ(Mg)ЦРВБөД№МИЬ¶ИА©Х№өҪ22%КұЈ¬ҫНҝЙДЬРОіЙЦБҪсЙРОҙјш¶ЁөДҰГЎдПаЎЈ ҝмЛЩДэ№М»№ҝЙТФФЪГҫәПҪрЦРРОіЙЧјҫ§ПаЈ¬ФЪГҫЦРјУИлЦБЙЩ10%~20%(ДҰ¶ы·ЦКэ)ТФЙПөДZnЎўCuәНNiөИФӘЛШЈ¬ФЪҝмЛЩДэ№МөДМхјюПВҫН»біцПЦ5ҙО¶ФіЖөДЧјҫ§ПаЎЈЧоҪьЈ¬ФЪMg-Zn-YәПҪрЦРТІ·ўПЦБЛЧјҫ§ПаЈ¬ёГПаУРәЬәГөДЗҝ»ҜР§№ыЎЈФЪҝмЛЩДэ№МMg-CuЎўMg-NiәПҪрЦРИЭТЧРОіЙ·Зҫ§Ј¬јУИлөЪИэЧйФӘЈ¬ИзCaЈ¬»№ҝЙТФФЪРОіЙ·Зҫ§өДН¬КұјхРЎәПҪрөДГЬ¶И[12]ЎЈ
ҙЛНвЈ¬ҝмЛЩДэ№МөДГҫәПҪрәЬИЭТЧөГөҪёЯМе»э·ЦКэөДіБөнПа»тГЦЙўПаЈ¬ХвР©Па¶аКэјҜЦРФЪНш°ыј°ҫ§Ҫз»тҫщФИ·ЦІјФЪПё»ҜөДҫ§БЈЦРЎЈҝмЛЩДэ№МГҫәПҪрҫЯУРіЯҙзОӘ0.3~0.5 ҰМmөДөИЦбҰБ(Mg)ҫ§БЈЈ¬Іўә¬УРіЯҙзОӘ0.01~0.1 ҰМmөДҫщФИГЦЙўөДөЪ¶юПаЎЈРЎТ»Р©өДГЦЙўПаИзMg2SiЎўAlxREyөИ·ЦІјФЪҫ§ДЪЈ¬¶шҪПҙуөДИзMg17Al12өИПаФтјҜЦРФЪҫ§ҪзЎЈХвР©іБөнПаіЯҙзПёРЎЈ¬·ЦІјГЦЙўЈ¬Ме»э·ЦКэёЯ¶шЗТИИОИ¶ЁРФәГЈ¬Хв¶ФМбёЯәПҪрөДЧЫәПБҰС§РФДЬЈ¬УИЖдКЗёЯОВПВөДБҰС§РФДЬК®·ЦУРАыЎЈХвР©ПаөДИИОИ¶ЁРФҝЙТФІОҝјНј1ЦРөЪ¶юПаИЫөгј°ЖдФЪГҫЦР№МИЬ¶ИөД№ШПөЈ¬ЖдЦРИзMg2SiөИПаИЫөгёЯЈ¬ФЪГҫЦР№МИЬ¶ИУЦөНЈ¬ТтҙЛИИОИ¶ЁРФёЯ[13]ЎЈҙЛНвЈ¬MgxCeөИ¶юФӘПа¶ФҝШЦЖҫ§БЈіӨҙуәНМбёЯәПҪрөДИИОИ¶ЁРФУРАыЈ¬ФЪҝмЛЩДэ№МГҫәПҪрЦР¶јТС»сөГУҰУГЎЈ
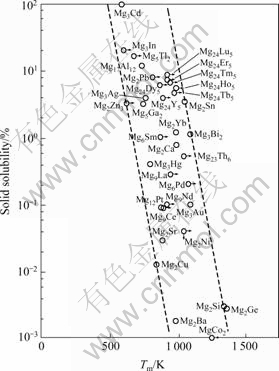
Нј1 ГҫәПҪрЦРөЪ¶юПаФЪГҫЦРөД№МИЬ¶И[13]
Fig.1 Solid solution of Mg compounds in matrix[13]
1.3 Пё»Ҝҫ§БЈ
іЈ№жЦэ¶§ТұҪр№ӨТХЙъІъГҫәПҪрөД»щұҫДҝұкЦ®Т»КЗПё»ҜПФОўЧйЦҜЈ¬ТФұгМбёЯПаУҰГҫәПҪрөДЗҝ¶ИЎўИИОИ¶ЁРФЎўұдРОДЬБҰј°јхЙЩПФОўЛхҝЧЎЈҝмЛЩДэ№МјјКхҝЙТФУРР§Пё»ҜГҫәПҪрөДҫ§БЈЈ¬јхРЎЦҰҫ§Нш°ыіЯҙзЈ¬Н¬КұК№·ЦІјФЪҫ§Ҫз»тНш°ыЙПөДөЪ¶юПаіЯҙзТ»ЖрПё»ҜЈ¬ҙУ¶шҝЙТФјхРЎ»тПыіэәПҪріЙ·ЦЖ«ОцЎЈЛ«№хҙг»рҝмЛЩДэ№МјјКхҝЙТФК№Mg-LiәПҪрұЎЖ¬ҫ§БЈПё»Ҝ30ұ¶ЎЈИЫМеРэЦэ·ЁЦЖұёөДҝмЛЩДэ№МMg-MnәПҪрНш°ыөДіЯҙзЦ»УР0.4 ҰМmЈ¬Mg-AlәПҪрөДЦ»УР0.1~0.3 ҰМmЈ¬Mg-Zn-AlәПҪрөДОӘ0.4~1.5 ҰМm[2, 14]ЎЈҝмЛЩДэ№МПё»ҜГҫәПҪрҫ§БЈ¶ФГҫәПҪрЧЫәПБҰС§РФДЬөДМбёЯК®·ЦУРАыЈ¬УИЖдКЗФЪМбёЯГҫәПҪрЗҝ¶ИөДН¬КұҝЙТФПФЦшМбёЯәПҪрөДЛЬРФәН¶ПБСИНРФЎЈ
ёщҫЭHall-Petch№ШПөЈ¬ҫ§БЈПё»ҜәуГҫәПҪрөДЗь·юЗҝ¶ИМбёЯөД·щ¶ИұИВБәПҪрөДТӘҙуөГ¶аЎЈAllied SignalҝӘ·ўөДә¬№иј°ә¬ПЎНБөДҝмЛЩДэ№МMg-Al-ZnәПҪрөДЗь·юЗҝ¶ИКэҫЭұИHall-Petch№«КҪјЖЛгәНІвБҝөДКэҫЭ»№ТӘЎЎёЯ[2](јыНј2)Ј¬ХвКЗТтОӘФЪХвЦЦәПҪрЦРөД№иј°ПЎНБРОіЙБЛ¶ӨФъО»ҙнј°ҫ§ҪзФЛ¶ҜөДОВ¶ИОИ¶ЁөДГЦЙўПаөДФө№КЎЈҫ§БЈПё»ҜФЪМбёЯГҫәПҪрЗҝ¶ИөДН¬КұТІПФЦшМбёЯБЛәПҪрөДЛЬРФЈ¬ИзҫЯУРФј1 ҰМmҫ§БЈіЯҙзөДҝмЛЩДэ№МAZ91әПҪрФЪКТОВПВҫНУРі¬ЛЬРФЈ¬ЙміӨВКі¬№э1 000%[15]ЎЈ¶ш¶ФУЪЖдЛьөДГҫәПҪрЈ¬ЖдҝмЛЩДэ№Мәу»сөГПёРЎҫ§БЈөДәПҪрөДЛЬРФМбёЯ·щ¶И¶јФЪ2ұ¶ТФЙПЎЈТтҙЛҝмЛЩДэ№МКЗМбёЯГҫәПҪрЧЫәПБҰС§РФДЬөДУРР§·Ҫ·ЁЎЈ

Нј2 Цэ¶§ТұҪрј°ҝмЛЩДэ№МГҫәПҪрЗь·юЗҝ¶ИУлҫ§БЈЦұҫ¶d-1/2өД№ШПө[2]
Fig.2 Relationship between yield strength and grain diameter in Mg alloy[2]
1.4ЎЎ¶Ы»ҜәПҪр
ІЙУГҝмЛЩДэ№МК№ГҫәПҪрөД¶ЛјК№МИЬ¶ИА©Х№ҝЙТФ¶Ы»ҜГҫәПҪрЈ¬МбёЯГҫәПҪрөДДНёҜКҙРФДЬЎЈГҫәПҪрЦРУРРн¶аОўБҝФУЦКЈ¬ХвР©ФУЦКФӘЛШҝЙДЬЙъіЙОўөзіШРФЦКөД»о»ҜөЪ¶юПаЈ¬КЗөјЦВГҫәПҪрДНКҙРФІоөДЦчТӘФӯТт[16]ЎЈҝмЛЩДэ№МК№ПФОўЧйЦҜПё»ҜЈ¬ТІМбёЯБЛәПҪрөД»ҜС§ҫщФИРФЈ¬ТтҙЛҝЙұЬГвФУЦКҝЙДЬҙшАҙөДУРәҰөДТФј°ОЮ·ЁФӨІвөДОўөзіШПЦПуЎЈАэИзЈ¬ҝмЛЩДэ№МMg-15%AlұЎЖ¬УлЦэ¶§ТұҪрөДAZ91әПҪрұИҪПЈ¬З°ХЯёҜКҙЛЩВКҪПәуХЯөН1~2ёцКэБҝј¶ЎЈХвЦЦёДЙЖКЗТтОӘҝмЛЩДэ№МК№ГҫәПҪрөД№МИЬ¶ИМбёЯЈ¬ҰБ(Mg)»щМеТтә¬ВБ¶ш¶иРФ»ҜТФј°ҝмЛЩДэ№МК№ә¬МъјРФУОпПё»Ҝ¶шК№ЖдЦЬО§өДЦКЧУ·ЕөзЛЩВКҪөөНЎЈФЪУҰУГЧо№г·әөДMg-AlәПҪрЦРЈ¬Цэ¶§ТұҪр№ӨТХЦЖұёөДMg-16AlәПҪрөДСх»ҜОпәс¶ИОӘ100~200 nmЈ¬¶шПаУҰ әПҪрөДҝмЛЩДэ№МұЎЖ¬өДІъОпөДСх»ҜОпәс¶ИҪцОӘ 10~50 nmЈ¬әуХЯЦРөДВБұЈБфФЪұнІгПВөДҰБ(Mg)№МИЬМеЦР[17-18]ЎЈ№МИЬМеөДСфј«ј«»ҜР§УҰФцјУЈ¬УРёьәГөДДН КҙРФЎЈ
2 ГҫәПҪрҝмЛЩДэ№МјјКх
Гҫј°ГҫәПҪрҝмЛЩДэ№МјјКхЦчТӘҝЙТФ·ЦОӘ3ЦЦЈ¬өЪТ»ЦЦКЗІЙУГОн»ҜЕзЙд»сөГҝмЛЩДэ№МәПҪр·ЫД©»тұЎЖ¬јјКхЈ¬ТІ°ьАЁЕзЙдіЙРОјјКхЈ»өЪ¶юЦЦКЗІЙУГБ¬РшјұАдДЈАдЦэФмјјКхЈ¬ИзИЫМеРэЦэјјКх»тҪ«ИЫМеПёБчНЁ№эРэЧӘөДјұАдЕМЙПЛҰіц»сөГБ¬РшұЎҙшөДЖҪГжБчјјКхЈ»өЪИэЦЦКЗФЪТСУРөДГҫәПҪрІДБПұнГжҪшРРөДФӯО»ҝмДэјјКхЈ¬ИзІЙУГјӨ№вЦШИЫјјКх»сөГҝмЛЩДэ№МЧйЦҜөДұнГжІгЎЈХв3ЦЦјјКхЦРЗ°БҪЦЦКЗГҫәПҪрҝмЛЩДэ№МјјКх·ўХ№өДЦШөгЈ¬өЪИэЦЦКЗХл¶ФГҫәПҪрұнГжөДҙҰАнјјКхЈ¬¶ФёДұдГҫәПҪрІДБПөДұнГжРФЦКј°МбёЯҝ№ёҜКҙДЬБҰК®·ЦУРР§[9, 19-20]ЎЈ
2.1 ГҫәПҪрОн»ҜҝмЛЩДэ№МјјКх
ГҫәПҪрҝмЛЩДэ№МОн»ҜјјКхІЙУГјУЛЩөД¶иРФЖшМе(лІЖшЎўәӨЖш»тЖд»мәПЖшМе)ҙУЕзЧмЦРЕзіцЖЖЛйҪрКфТәБчЈ¬К№ҪрКфТәБчЖЖЛйіЙПёРЎөД·ЫД©ҝЕБЈҙУ¶ш»сөГәЬҝмөДАдИҙЛЩ¶И¶шДэ№МЎЈОн»ҜәуөДҪрКф·ЫД©ҝЙТФФЪЛжәуөД№ӨРтЦРҪшРР»ШКХЎЈОн»ҜјјКхЦЖұёҝмЛЩДэ№МГҫәПҪрөД№ШјьФЪУЪЖшМеөДЕзЧмј°ЖдЕзЙдҝШЦЖЧ°ЦГАҙҝШЦЖАдИҙЛЩ¶ИЎЈТ»°гОн»ҜјјКхөДАдИҙЛЩ¶ИҪйУЪЦэ¶§ТұҪр(IM)№ӨТХәНИЫМеРэЦэјјКхЦ®јдЎЈДҝЗ°Он»ҜјјКхЦчТӘІЙУГLavalЕзЧмАҙ»сөГі¬ТфЛЩөДёЯС№ЖшБчЈ¬КөПЦ¶ФТәБчөДЖЖЛйҙУ¶шМбёЯАдИҙЛЩ¶ИЎЈёГ№ӨТХөДКҫТвНјјыНј3Ј¬»сөГҝмЛЩДэ№МГҫәПҪр·ЫД©әуФЩІЙУГ·ЫД©ТұҪрөД№ӨТХАҙҪшТ»ІҪјУ№ӨЎЈ
ЕзЙдіЙРОјјКхКЗҙУОн»ҜҝмАдјјКхЦР·ўХ№іцАҙөДЎЈҪ«ИЫ»ҜөДГҫәПҪрТәБчФЪ¶иРФЖшМеЦРОн»ҜРОіЙҝЕБЈЈ¬И»әуЕзЙдөҪҪПАдөД»щМеЙПРОіЙіБ»эОпЎЈФЪХвЦЦ№ӨТХМхјюПВЈ¬ҝЙТФЦЖұё°еЎў№ЬЎўФІ¶§өИРэЧӘ¶ФіЖРОЧҙөДІъЖ·ЎЈ
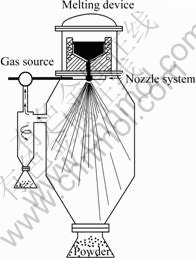
Нј3ЎЎОн»ҜҝмЛЩДэ№МјјКхКҫТвНј[9]
Fig.3ЎЎSchematic view of gas sputtering Mg alloy[9]
Нј4ЛщКҫОӘёГ№ӨТХөДКҫТвНјЎЈЕзЙдіЙРО№ӨТХҝЙТФ»сөГ103~104 K/sөДАдИҙЛЩ¶ИЈ¬КЗТ»ЦЦҪйУЪЦэ¶§ТұҪрәН·ЫД©ТұҪрЦ®јдөД№ӨТХјјКхЎЈЕзЙдіЙРОјјКхұИЖдЛьҝмЛЩДэ№МјјКхЦЖұёГҫәПҪрЛщРиТӘөДЙъІъЦЬЖЪ¶МЈ¬ЙъІъ№ӨРтјтөҘЈ¬ЙъІъР§ВКёЯЎЈУлЖХНЁЦэ¶§ТұҪр№ӨТХұИҪПЈ¬ЕзЙдіЙРОГҫәПҪрөДАдИҙЛЩ¶ИёЯЈ¬ҫ§БЈПёРЎЈ¬БҰС§РФДЬПФЦшМбёЯЈ¬Н¬КұјжұёЦэ¶§ТұҪрәН·ЫД©ТұҪрБҪЦЦ№ӨТХөДУЕөгІўЗТҝЛ·юБЛёчЧФөДЦчТӘИұөгЎЈІЙУГОн»ҜҝмАдјјКхМбёЯГҫәПҪрөДАдИҙЛЩ¶ИЈ¬ИзҝЙТФК№AlФЪMgЦРөДЖҪәвИЬҪв¶ИҙУ11.8%МбёЯөҪ22%Ј¬К№MnФЪMgЦРөДИЬҪв¶ИМбёЯ2.5ұ¶ҙпөҪ2.5%(ДҰ¶ы·ЦКэ)Ј¬ҝЙТФФЪMg-SnәПҪрЦРРОіЙСЗОИөДFCCҪб№№ПаЈ¬ФЪMg-NiәНMg-CuәПҪрЦРРОіЙҪрКфІЈБ§ЎЈОн»ҜҝмАдјјКхЦЖұёөДГҫәПҪрөД¶ПБСИНРФҝЙТФ
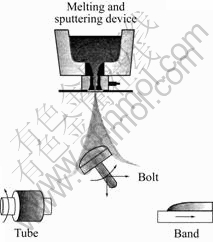
Нј4 ЕзЙдіЙРОГҫәПҪр№ӨТХКҫТвНј[9]
Fig.4 Schematic view of spray-forming Mg alloy[9]
өГөҪҙу·щ¶ИёДЙЖЈ¬ЧЫәПБҰС§РФДЬөГөҪМбёЯЈ¬¶шЗТІДБПөДДНёҜКҙРФДЬМбёЯЎЈТтҙЛЈ¬ёГјјКхКЗГҫәПҪрҝмЛЩДэ№МјјКхЦРЦШТӘөДТ»ЦЦЦЖұёјјКхЎЈ
2.2 ГҫәПҪрДЈАдҝмЛЩДэ№МјјКх
ГҫәПҪрДЈАдҝмЛЩДэ№МјјКхКЗФЪГҫәПҪрОн»ҜјјКхЦ®әуҝӘ·ўөДБнТ»АаГҫәПҪрҝмЛЩДэ№МјјКхЎЈҪ«ИЫИЪөДГҫәПҪрТәБчТэөјөҪІ»¶Пұ»АдИҙөДҪрКфұнГжЙПЈ¬ҙУ¶шөјЦВГҫәПҪрөДҝмЛЩДэ№М(јыНј5)ЎЈёГ·Ҫ·ЁҝЙТФЙъІъҝн¶Иҙп50 mmөДұЎҙшЈ¬АдИҙЛЩ¶ИҝЙТФҙпөҪФј106 K/sЎЈХвЦЦ№ӨТХЧоіЈјыөДКЗИЫМеРэЦэјјКх(Melt-spinning)(Нј5(a))ЎЈёщҫЭХвТ»јјКх·ўХ№ЖрАҙөДЖҪГжБч(Planar flow cast- process)№ӨТХЦР(Нј5(b))Ј¬ІЙУГТ»ҫШРОЧҙҝЧЧчОӘҪфҝҝҝмЛЩРэЧӘАдИҙ№хХэЙП·ҪөДЦэФмЕзЧмЎЈФЪұЈ»ӨХЦПВЈ¬УГ¶иРФЖшБчК№РэЧӘАдИҙВЦЙПөДҪрКфИЫіШРОЧҙОИ¶Ё,ҙУ¶ш»сөГҝн¶ИұИИЫМеРэЦэ·Ҫ·ЁөДІъЖ·ёьҝнөДұЎЖ¬Ј¬ХвЦЦјјКхҝЙТФ»сөГіӨҙпКэГЧЈ¬ҝн¶ИОӘ300 mmЈ¬әс¶ИОӘ30 ҰМmөДұЎҙш[9]ЎЈ
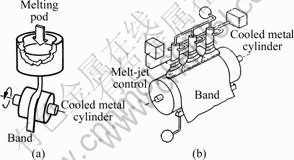
Нј5 ИЫМеРэЦэәНЖҪГжБчҝмЛЩДэ№МјјКхКҫТвНј[9]
Fig.5 Schematic view of melt-spin process(a) and planar flow cast process(b)
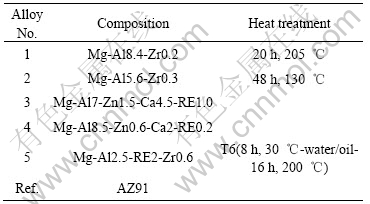
ҙуБҝөДСРҫҝ№ӨЧчұнГчЈ¬ІЙУГИЫМеРэЦэјјКх»тЖҪГжБчјјКхҝЙТФҝӘ·ўРн¶аРВРНҝмЛЩДэ№МГҫәПҪрЎЈИзРВРНөДЎ°јтөҘЎұөДMg-ZnҪрКфІЈБ§әНҫЯУР¶АМШФӯЧУЎўөзЧУҪб№№әНОпАнРФЦКөДMg-CuҪрКфІЈБ§ЎЈ¶шЗТЈ¬ёГ·Ҫ·Ё»№ҝЙТФЙъІъіцҫЯУРУЕТмРФДЬөДГҫәПҪр№ӨіМУГҪб№№ІДБПЈ¬ИзИХұҫұЁөАөДДҝЗ°№ӨіМЙПЗь·юЗҝ¶ИЧоёЯөДГҫәПҪрҪб№№ІДБПҫНКЗІЙУГөҘ№хөДИЫМеРэЦэјјКхЦЖұёөД[21-24]ЎЈ
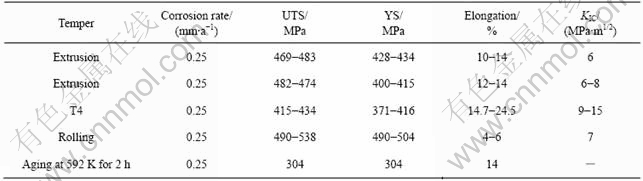
Allied Signal№«ЛҫҝӘ·ўөДЧЁАыЖҪГжБчЦэФм№ӨТХЦЖұёөДEA55RSәПҪрөДРФДЬјыұн1[25-26]ЎЈ
2.3 ГҫәПҪрұнГжЦШИЫҝмЛЩДэ№МјјКх
ГҫәПҪрЦШИЫҝмДэјјКхКЗҙУ1980ДкҙъРВ·ўХ№ЖрАҙөДГҫәПҪрҝмДэјјКхЈ¬ЛьЦчТӘІЙУГјӨ№вөИҙуДЬБҝКдИлјјКхК№ГҫәПҪрұнГжІгСёЛЩИЫ»ҜЈ¬И»әуУЦУЙУЪҪрКф»щөЧөДҙ«ИИК№ЖдСёЛЩДэ№МЈ¬»сөГұнГжІгәЬұЎөДТ»ІгҝмЛЩДэ№МЧйЦҜЈ¬ёГІгҝЙТФ¶ФГҫәПҪрЖрөҪұнГжёДРФөДЧчУГЎЈИзKattamisІЙУГјӨ№вәНөзЧУКшұнГжИЫ»ҜјјКхёДұдБЛёЯЗҝұдРОГҫәПҪрZK60өДұнГжҙУ¶шМбёЯЖдҝ№ДҘЛрДЬБҰәНҝ№ёҜКҙРФДЬЎЈKalimullinөИІЙУГјӨ№вИЫёІјјКх¶ФMg-LiәПҪрҪшРРұнГжёДРФЈ¬МбёЯБЛMg-LiәПҪрөДДНёҜКҙРФДЬ[27]ЎЈ
3 ҝмЛЩДэ№МГҫәПҪрөДРФДЬ
УліЈ№жЦэ¶§ТұҪр№ӨТХЦЖұёөДГҫәПҪрј°ПЦУРөДВБәПҪрПаұИҪПЈ¬ҝмЛЩДэ№МГҫәПҪрРФДЬөДМбёЯЦчТӘ°ьАЁ[2, 15]ИзПВјёёц·ҪГжЎЈ
1) ҝмЛЩДэ№МГҫәПҪрөДКТОВј«ПЮҝ№АӯЗҝ¶Иі¬№эіЈ№жЦэ¶§№ӨТХГҫәПҪрј°ЧоЗҝВБәПҪрЦ®ұИј«ПЮҝ№АӯЗҝ¶И40%~60%Ј¬С№ЛхЗь·юЗҝ¶ИЈӯАӯЙмЗь·юЗҝ¶ИұИЦө(CYS/TYS)УЙ0.7ФцјУөҪ1.1ТФЙПЎЈ
2) ҝмЛЩДэ№МГҫәПҪрөДұИЗь·юЗҝ¶И(TYS/ҰС)і¬№эЦэ¶§№ӨТХГҫј°ВБәПҪрөДПаУҰЦөЈ¬АӯЙмКұі¬№э52%~98%Ј¬С№ЛхКұФті¬№э45%~230%ЎЈ
3) ҝмЛЩДэ№МГҫәПҪрөД¶ПБСЙміӨВКФЪ5%~15%Ц®јдЈ¬ЛжәуөДұдРОИИҙҰАнҝЙК№ЖдҙпөҪ22%Ј¬ёЯУЪЦэ¶§№ӨТХГҫәПҪрЎЈФЪ100 ЎжТФЙПөДОВ¶ИПВҫЯУРУЕБјөДЛЬРФұдРОРРОӘ»ті¬ЛЬРФЈ¬ІўЗТУЙУЪГчПФөДҫ§БЈПё»ҜЈ¬ЖдЖЈАНҝ№БҰОӘЦэ¶§ТұҪрГҫәПҪрөДБҪұ¶ЎЈ
4) ҝмЛЩДэ№МГҫәПҪрөДҙуЖшёҜКҙРРОӘҙҰУЪРВРНёЯҙҝіЈ№жЦэ¶§ГҫәПҪрAZ91Eј°WE43әНҝ№КҙВБәПҪр2014-T6өД·¶О§Ј¬ПаУҰөДёҜКҙЛЩВКұИТ»°гөДГҫәПҪрРЎБҪёцКэБҝј¶ЎЈ
5) ҝмЛЩДэ№МГҫәПҪрУлSiCpөИФцЗҝјБөДПаИЭРФТСөГөҪСйЦӨЈ¬Тт¶шҝмЛЩДэ№МГҫәПҪрҝЙЧчОӘГҫ»щёҙәПІДБПөД»щМеЎЈ
3.1 Он»ҜјјКхЦЖұёөДҝмЛЩДэ№МГҫәПҪрөДЦчТӘРФДЬ
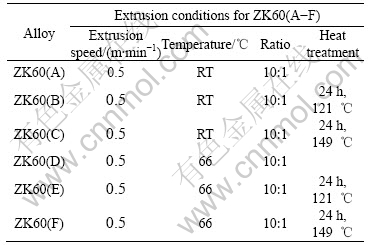
IssrrowәНRizzitanoХл¶ФZK60әПҪрІЙУГРэЧӘФІЕМЦЖ·ЫҝмДэјјКхСРҫҝБЛІ»Н¬ј·С№МхјюәНИИҙҰАн№ӨТХөДУ°ПмЈ¬әНЦэ¶§ТұҪр·ЁЙъІъөДәПҪрұИҪПЈ¬ЖдЗҝ¶ИМбёЯБЛ50%(јыНј6)[28]ЎЈKainer¶ФQE22ЎўZC63әНAZ91әПҪрҝмДэ·ЫД©ҪшРРБЛСРҫҝЈ¬УлЦэ¶§ТұҪрН¬АаәПҪрұИҪПЈ¬ХвР©әПҪрЖшМеОн»Ҝј·С№М¬Зҝ¶ИМбёЯ40%~300%ЎЈҝмДэAZ91әПҪрөДЦчТӘёДЙЖұнПЦФЪКұЧЧУҰЙПЈ¬ёГәПҪрҫӯ175 ЎжЎў3 hКұР§әуЈ¬ј·С№М¬ЧоҙуUTSЦөОӘ400 MPaЈ¬¶шЧоҙуTYSЦөОӘ350 MPaЎЈХвР©әПҪрРФДЬөДМбёЯКЗТтОӘПёРЎГЦЙўөДҪрКфјд»ҜәПОпј°Сх»ҜОпЧи°ӯБЛәПҪрФЪ350ЎжөИёЯОВПВј·С№КұөДФЩҪбҫ§[29]ЎЈ
ЕзЙдіЙРОјјКхКЗОн»Ҝ·ЁЦЖұёҝмЛЩДэ№МГҫәПҪрөДРВРН№ӨТХјјКхј°ЧоУРЗ°НҫөДРВјјКхЈ¬ЛьІ»ҪцҝЙТФУГАҙЦЖұёГҫәПҪ𣬻№ҝЙТФУГАҙЦЖұёГҫ»щёҙәПІДБПЎЈУліЈ№жЦэ¶§№ӨТХұИҪПЈ¬ЕзЙдіЙРОГҫәПҪрІДБПөД¶ПБСИНРФKICУРҪПҙуёДЙЖЈ¬Н¬КұЖдЛьБҰС§РФДЬ(Зҝ¶ИЎўЛЬРФ)әНөз»ҜС§РФДЬТаУРПаөұҙуөДМбёЯЎЈСРҫҝұнГч(јыНј7)Ј¬УлС№ЦэөДAZ91әПҪрұИҪПЈ¬ЕзЙдіЙРОГҫәПҪрөДБҰС§РФДЬУРПФЦшөДёДЙЖ[2, 30]ЎЈ¶шЕзЙдіЙРОөДГҫәПҪрQE22УлПаУҰөДЦэ¶§ТұҪрГҫәПҪрұИҪПЈ¬Зҝ¶ИМбёЯ40%Ј¬СУХ№РФҙУ3%ФцјУөҪ10%Ј¬ДНКҙРФМбёЯ1/3[2]ЎЈ
FaureөИ[31]СРҫҝБЛРВРНөДЕзЙдіБ»эMg-7Al-4.5Ca-ЎЎ1.5Zn-1.0REәПҪрЈ¬Ждҝ№АӯЗҝ¶ИәНЗь·юЗҝ¶И·ЦұрОӘ480әН435MPaЈ¬ЙміӨВКОӘ5%Ј»БнТ»ЦЦMg-8.5Al-2Ca- 0.6Zn-0.2MnәПҪрЈ¬Ждҝ№АӯЗҝ¶ИәНЗь·юЗҝ¶И·ЦұрОӘ365әН305 MPaЈ¬ЙміӨВКОӘ9.5%ЎЈХвБҪЦЦәПҪрөД¶ПБСИНРФ·ЦұрОӘ30 MPa?m1/2ј°35 MPa?m1/2Ј¬ҫщУЕУЪЦэ¶§ТұҪр№ӨТХЙъІъөДAZ80ј°УЙИЫМеРэЦэұЎҙшЦЖөГөДRSAZ91+2CaЎЈПаУҰөДПФОўЧйЦҜУЙіЯҙзОӘ3~25 ҰМmөДҫ§БЈј°УЕПИУЪҫ§ҪзіБөнөДMg17Al12ЎўAl2CaЎўMgREј°AlREПаЧйіЙЎЈ
ұн1 EA55RSәПҪрІъЖ·ј°ЖдБҰС§РФДЬ
Table 1 Mechanical properties of EA55RS alloy
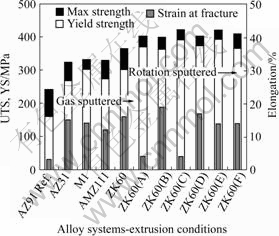
Нј6 ҝмЛЩДэ№Мј·С№М¬ГҫәПҪрөДКТОВБҰС§РФДЬ[9]
Fig.6 Room temperature properties of RS Mg after extrusion[9]
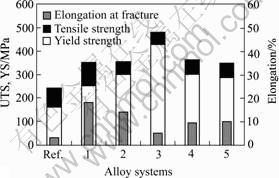
Нј7 ЕзЙдіЙРОГҫәПҪрУлС№ЦэAZ91әПҪрБҰС§РФДЬөДұИҪП[9]
Fig.7 Mechanical property comparison of spray formed Mg alloy with AZ91 Mg alloy[9]
EliasөИ[32]ІЙУГФӯО»ЕзЙдіБ»эәПҪр»Ҝ№ӨТХҪ«ВБ·ЫЎўAl-40%SiәПҪр·ЫјУИлөҪБҪЦЦә¬MnөДГҫәПҪрЦРЈ¬№вС§ПФОўҫөәНөзЧУПФОўҫөПВ¶ј·ўПЦУРMg17Al12»тMg2SiПаіБөнПаЎЈХвР©ҪрКфјд»ҜәПОпКЗФЪЕзЙдіЙРО№МҪб№эіМЦРјУИлөДҝЕБЈИЬҪвөҪ»щМеЦРИ»әуФЩОціцөДЎЈDSCјмІв·ўПЦ»№УРMg-Al-Si№Іҫ§ҙжФЪЈ¬ХвОӘЕзЙдіЙРОЦЖұёіБөнЗҝ»ҜГҫәПҪрМṩБЛЛјВ·Ј¬ІўҝЙТФФЪЖдЛьәПҪрПөЦРҪшТ»ІҪҝӘ·ўіБөнЗҝ»ҜГҫәПҪрЎЈ
KainerөИ[9]СРҫҝБЛWE54ЎўAS21ЎўAS21CaөИТ»ПөБРЕзЙдіЙРОГҫәПҪрЎЈЖдЦРЕзЙдіЙРОWE54әПҪрөДЧоРЎҫ§БЈіЯҙзФј10 ҰМmЈ¬ЧоҙуҪц30 ҰМmЈ¬ЖҪҫщҫ§БЈіЯҙз20 ҰМmЎЈФЪЕзЙдіЙРОГҫәПҪрЦРУР·ЗіЈПёРЎөДОціцПаЈ¬ИзMg-Al-CaәПҪрЦРУРMgOЎўAl2CaЎўMg17Al12өИПаҙжФЪЈ¬ФЪә¬NdГҫәПҪрЦРУРMg12NdПаҙжФЪЎЈФЪә¬SiөДГҫәПҪрЦРЈ¬ҫӯ№эЕзЙдіЙРОәуЈ¬әәЧЦЧҙөДҙЦҙуMg2SiПаНкИ«ПыК§Ј¬іЙОӘПёРЎГЦЙўПаЈ¬ЖрөҪұдЦКР§№ыЈ¬ХвУРАыУЪМбёЯәПҪрөДРФДЬ(јыНј8)ЎЈ
3.2 ДЈАдҙг»рјјКхЦЖұёөДҝмЛЩДэ№МГҫәПҪрөДЦчТӘРФДЬ
ИЫМеРэЦэ·ЁКЗЦЖұёҝмЛЩДэ№МҪрКфІДБПөДЦШТӘЦЖұёјјКхЈ¬ФЪГҫәПҪрЦРУҰУГҝЙТФМбёЯГҫәПҪрөДКТОВәНёЯОВБҰС§РФДЬЈ¬МбёЯГҫәПҪрөДДНёҜКҙДЬБҰЎЈёГ№ӨТХЙъІъөДҝмЛЩДэ№МГҫәПҪрЗҝ»Ҝ»ъЦЖЦчТӘ°ьАЁҫ§БЈПё»ҜЎўРҝФЪҰБ(Mg)№МИЬМеЦРөДЗҝ»ҜТФј°Т»ЦЦMg-Zn»щГЦЙўПаөДЗҝ

Нј8 Цэ¶§ТұҪр·Ё(a)әНЕзЙдіЙРО·Ё(b)ЦЖұёөДAS21әПҪрПФОўЧйЦҜұИҪП
Fig.8 Microstructure comparison of IM(a) and spray formed(b) AS21 alloy
»ҜЈ¬ЖдЦРФЪКТОВПВЦчТӘКЗMg17Al12ЎўMg2ZnФЪҰБ(Mg)№МИЬМеЦРөД№МИЬЗҝ»ҜЎЈёщҫЭМнјУөДөЪЛД»төЪОеЧйФӘөДІ»Н¬Ј¬ИзМнјУSi»тКЗПЎНБФӘЛШЈ¬ёГEA/RSПөБРәПҪрөДРФЦКТІ»бІ»Н¬Ј¬МнјУSiЦчТӘРОіЙИзMg2SiөИГЦЙўПаЈ¬МнјУПЎНБY»тNdәу»бУРAl2YЎўAl2NdөИГЦЙўПаөјЦВёҪјУөДГЦЙўУІ»ҜЈ¬¶ФәПҪрөДКТОВЗҝ¶ИәНёЯОВЗҝ¶И¶јУРәГҙҰЎЈМнјУПЎНБФӘЛШәуөДёҜКҙЛЩВКҪцОӘ0.2~0.4 mm/aЎЈНј9ёшіцБЛAllied Signal№«ЛҫҝӘ·ўөДEAПөБРҝмЛЩДэ№МГҫәПҪрөДЦчТӘБҰС§РФДЬ[33-34]ЎЈ
УлВБәПҪрПаұИҪПЈ¬ХвР©ҝмЛЩДэ№МEAПөБРГҫәПҪрҫЯУРёьёЯөДұИЗҝ¶И(Нј10)Ј¬ІўЗТЛьГЗЗҝ¶ИәНСУХ№РФөДЧЫәПРФДЬУЕУЪЧоәГөДЦэ¶§ТұҪрГҫәПҪрЎЈЖдЦРEA55AәПҪрөДБҰС§РФДЬУРҙу·щ¶ИөДМбёЯЈ¬іЙОӘТСұЁөАөДРФДЬЧојСөДГҫәПҪрРНІДЎЈКТОВПВEA55RSј·С№ЦЖЖ·өДҙъұнРФЗҝ¶ИЦөҙҰУЪ343 MPa(АӯЙмЗь·юЗҝ¶И)Ўў384 MPa(С№ЛхЗь·юЗҝ¶И)ј°423 MPa(ј«ПЮҝ№АӯЗҝ¶И)Ц®јдЈ¬ҙЛКұЙміӨВКОӘ13%ЎЈ¶шёҜКҙЛЩВКҙуФјОӘ0.25 mm/aЈ¬УлAlәПҪр2024-T6ПаөұЈ¬ҙОУЪA1әПҪр7075[35]ЎЈ
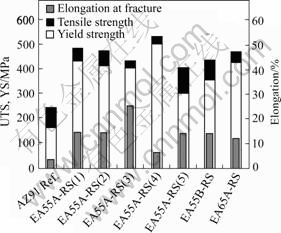
Нј9 EAПөБРәПҪрөДБҰС§РФДЬ
Fig.9 Mechanical properties of EA alloy
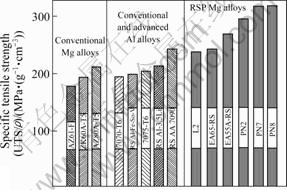
Нј10 ҝмЛЩДэ№МEAПөБРГҫәПҪрөДұИЗҝ¶И[2]
Fig.10 Specific strength of RS EA alloy[2]
Pechineyј°Norsk HydroөДEuropean CollaborationІЙУГИЫМеРэЦэәНЖҪГжБчЦэФм·ЁТІЦЖұёіцБЛҝмЛЩДэ№МГҫәПҪрЎЈУлAlliedөДҝмЛЩДэ№МГҫәПҪрұИҪПЈ¬ёГ№ӨТХУГAZ91әПҪрОӘ»щМеЈ¬јУИл№иәН»мәППЎНБ(MM)ЎўёЖәНпИЈ¬ө«ВБә¬БҝҪПёЯЈ¬ОӘ5%~9%Ј¬¶шРҝә¬БҝҪөөНЦБ0~3%ЎЈҪ«ҝмЛЩДэ№МјјКхУГУЪЦЖұёAZ91әПҪрКұЈ¬РВәПҪрҫЯУР1.5~5 ҰМmөДПёҫ§БЈЈ¬ІўЗТҝЙТФЙъіЙОВ¶ИОИ¶ЁөДAlaXbГЦЙўПа(X=REЈ¬CaЈ¬Sr)ЎЈІ»МнјУCaКұЈ¬ТСПё»ҜөД¶аПаПФОўЧйЦҜФЪ200ЎжөДОВ¶ИПВұ©В¶24 hІ»іцПЦҙЦ»ҜЈ»јУИлCaәуҝЙФЪ350 ЎжОВ¶ИПВұ©В¶24 h[36]ЎЈ
ҝмЛЩДэ№МјјКхҝЙК№AZ91әПҪрөДЗь·юЗҝ¶ИУЙ226 MPaФцЦБ475 MPaЈ¬МбёЯ106%Ј»ҝ№АӯЗҝ¶ИУЙ313 MPaФцЦБ517 MPaЈ¬МбёЯ65%Ј¬ЙміӨВКОӘ8.7%~20.1%ЎЈј·С№әуөДРВРНҝмЛЩДэ№МMg-9Al-6.5Ca-3Zn-0.6MnәПҪрҫЯУРМШұрёЯөДЗҝ¶ИЦөЈ¬ҝ№АӯЗҝ¶ИОӘ575 MPaЈ¬АӯЙмЗь·юЗҝ¶ИОӘ542 MPaЈ¬ЙміӨВКОӘ4.6%ЎЈј·С№өДҝмЛЩДэ№МMg-5Al-2.5Ca-3SrәПҪр°фЈ¬ҝ№АӯЗҝ¶ИОӘ562 MPaЈ¬АӯЙмЗь·юЗҝ¶ИОӘ545 MPaЈ¬ЙміӨВК3.3%ЎЈХвР©РВРНҝмЛЩДэ№МГҫәПҪрөДёҜКҙЛЩВКОӘ0.2~0.6 mm/aЈ¬¶шҝмЛЩДэ№МAZ91әПҪрФтОӘ0.8 mm/aЈ¬ҝЙТФИПОӘУлA380ВБәПҪрөДДНКҙРФПаҪь(Нј11)[37]ЎЈјУИл2%CaК№ҝмЛЩДэ№МAZ91EәПҪрT6ЧҙМ¬өДёҜКҙЛЩВКУЙ0.8ҪөөНөҪ0.2 mm/aЈ¬КЗТСұЁөАөД№ӨіМГҫәПҪрЦ®ЧоөНёҜКҙЛЩВКЈ¬әПҪрөДСУХ№РФОӘ9.6%ЎЈ
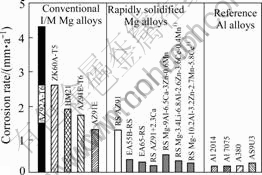
Нј11 ҝмЛЩДэ№МГҫәПҪрөДДНёҜКҙРФДЬ[2]
Fig.11 Corrosion resistance of RS Mg alloy[2]
ҝмЛЩДэ№МMg-Al-Zn»щәПҪрҫЯУРөДПФОўЧйЦҜК№өГЖді¬ЛЬіЙРОЛЩВКҝЙГчПФёЯУЪЖдЛьЗбәПҪрЎЈАэИзЈ¬ј·С№М¬өДEA55B-RSј°EA65A-RSәПҪрФЪ150 ЎжЎўУҰұдЛЩВКҙуУЪ1ЎБ10-3 s-1КұЈ¬¶ПБСЙміӨВКФЪ190%~220%Ј¬Тт¶шУРҝЙДЬ¶НФмј«ОӘёҙФУөДБгјю¶шІ»·ўЙъБСОЖЎЈФЪёЯУЪ100 ЎжОВ¶ИПВЈ¬EA55B-RSөДУҰұдЛЩВКГфёРРФјұҫзФцјУЈ¬ФЪ275~300ЎжјдЈ¬ІЙУГөДУҰұдЛЩВКІ»РЎУЪ0.1s-1КұЈ¬¶ПБСЙміӨВКОӘ376%~436%ЎЈEA55B-RS°еІДі¬ЛЬіЙРОөДАнПлОВ¶ИКЗ300ЎжЈ¬УГEA55B-RS°еөДі¬ЛЬіЙРОҝЙЦЖФмёҙФУРОЧҙБгјюЈ¬ФЪјУ№ӨКұЈ¬Оҙ·ўПЦҫ§БЈҙЦ»ҜПЦПу[38]ЎЈ
4 ҪбВЫ
ҝмЛЩДэ№МГҫәПҪрөДСРҫҝЦ»КЗёХёХЖрІҪЈ¬ПФПЦіцЖдЛь№ӨТХЦЖұёөДІДБПЛщОЮ·ЁМжҙъөДРн¶аУЕБјРФДЬЈ¬КЗОҙАҙЗбЦКёЯЗҝГҫәПҪрІДБП·ўХ№өДЦШТӘ·ҪПтЎЈө«ТӘК№ҝмЛЩДэ№МГҫәПҪрХжХэіЙОӘТ»ЦЦҪб№№ІДБПН¶ИлКөјКөДУҰУГЈ¬»№УРәЬ¶аЦШТӘөДАнВЫәНКөСй№ӨЧчТӘЧцЈ¬МШұрКЗФЪІ»ГчПФФцјУәПҪрГЬ¶ИөДМхјюПВНЁ№эәПҪр»ҜҪшТ»ІҪМбёЯәПҪрөДКТОВәНёЯОВПВөДЗҝ¶ИЎўДНЖЈАНРФДЬәНДНёҜКҙРФДЬЎЈҝЙТФИПОӘЈ¬ҝмЛЩДэ№МјјКхКЗҝӘ·ўРВРНГҫәПҪрІДБПЈ¬А©Х№ГҫәПҪрФЪ№ӨіМІДБПЦРУҰУГөДЦШТӘЗТҫЯУР·ўХ№З°НҫөДЦЖұёјјКхЎЈ
REFERENCES
[1] ASM International. Magnesium and magnesium alloy[M]. Ohio: Metal Park, 1999: 1-130.
[2] Cahn R W. Microstructures and properties of non-ferrous alloy [M]. Beijing: Science Press, 1999: 460-480.
[3] Polmear I J. Magnesium alloys and applications[J]. Mater Sci Technol, 1994, 10: 1-16.
[4] Polmear I J. Light alloy: Metallurgy of light metals[M]. London: Edward Arnold, 1989: 340-467.
[5] јӘФуЙэ. ИХұҫГҫәПҪрСРҫҝҪшХ№ј°РВјјКх[J]. ЦР№ъУРЙ«ҪрКфС§ұЁЈ¬2004Ј¬14(12)Јә1977-1984.
JI Ze-sheng. Research process and new technology of magnesium alloy in Japan[J]. The Chinese Journal of Nonferrous Metals, 2004,14(2): 1977-1984.
[6] Ashbrook R L. Rapid solidification technology[M]. Ohio: Metal Park, 1983: 28-134.
[7] Chisholm D S, Dow Chemical Co. Atomozing magnesium and its alloy: US, 2676359[P]. 1954.
[8] Kawamara Y, Hayashi K, Inoue A. Rapidly solidified powder metallurgy Mg97Zn1Y2 alloys with excellent tensile yield strength above 600 MPa[J]. Mater Trans JIM, 2001, 42(7): 1172-1176.
[9] Kainer K U. Magnesium alloys and technology[M]. Weinheim: GKSS Research Center Geesthacht GmbH, 2003: 164-183.
[10] Michael M A, Baker H. Magnesium and magnesium alloys[M]. Ohio: Metal Park, 1999: 8-11.
[11] Okamoto H. Phase diagrams for binary alloys[M]. Ohio: ASM International Metal Park, 2000: 79-134.
[12] АиОДПЧ. Гҫј°ГҫәПҪр[M]. іӨЙі: ЦРДПҙуС§іц°жЙз, 2005: 174-215.
LI Wen-xian. Magnesium and magnesium alloy[M]. Changsha: Central South University Press, 2005: 174-215.
[13] Hehmann F, Jones H. Rapidly solidified alloys and their mechanical and magnetic properties[M]. Pittsburgh, 1986: 259-275.
[14] Burke J, Weiss W. і¬Пёҫ§БЈҪрКф[M]. ұұҫ©: №ъ·А№ӨТөіц°жЙз, 1982: 112-116.
Burke J, Weiss W. Ultrafine grain metals[M]. Beijing: National Defense Industry Press, 1982: 112-116.
[15] Уа зы, АиОДПЧ, НхИХіх, ВнХэЗа. ұдРОГҫәПҪрСРҫҝЎўҪшХ№ј°УҰУГ[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2003, 13(2); 277-287.
YU Kun, LI Wen-xian, WANG Ri-chu, MA Zheng-qing. Research, development and application of wrought magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 277-287.
[16] Уа ёХ, БхФҫБъ, Ао зш, Т¶БўФӘ, №щРЎ»Ә, ХФЎЎББ. ГҫәПҪрөДёҜКҙУл·А»Ө[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2002, 12(6): 1087-1098.
YU Gang, LIU Yue-long, LI Yin, YE Li-yuan, GUO Xiao-hua, ZHAO Liang. Corrosion and protection of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(6): 1087-1098.
[17] Song G, Atrens A. Corrosion mechanisms of magnesium alloys[J]. Advanced Engineering Materials, 1999, 1(1): 11-33.
[18] Rudd A L, Breslin C B, Mansfeld F. The corrosion protection afforded by rare earth conversion coatings applied to magnesium[J]. Corr Sci, 2000, 42(2): 275-288.
[19] Sugamata M, Hanawa S, Kaneko J. Structures and mechanical properties of rapidly solidified Mg-Y based alloys[J]. Mater Sci Eng A, 1997, 226/228: 861-866.
[20] Yamamoto A, Watanabe A, Sugahara K. In situ laser microscopy on corrosion in deposition coated magnesium alloy[J]. Mater Tran JIM, 2001, 42(7): 1243-1248.
[21] Inoue A, Nakamura T, Nishiyama N. Mg-Cu-Y bulk amorphous-alloys with high-tensile strength produced by a high-pressure die-casting method[J]. Mater Trans JIM, 1992, 33(10): 937-945.
[22] Amiya K, Inoue A. Thermal stability and mechanical properties of Mg-Y-Cu-M bulk amorphous alloys[J]. Mater Tran JIM, 2000, 41(11): 1460-1462.
[23] Kojima Y. Project of platform science and technology for advanced magnesium alloys[J]. Mater Trans JIM, 2001, 42(7): 1154-1159.
[24] Jung H C, Shin K S. Processing and characterization of magnesium alloy[J]. Mater Sci Forum, 2005, 488/489: 401-404.
[25] Spigarelli S, Cerri E, Evangelista E. Interpretation of constant-load and constant-stress creep behavior of a magnesium alloy produced by rapid solidification[J]. Mater Sci Eng A, 1998, A254: 90-98.
[26] Govind G, Suseelan N K, Mittal M C. Development of rapidly solidified (RS) magnesium aluminium zinc alloy[J]. Mater Sci Eng A, 2001, A304/306: 520-523.
[27] Haferkamp H, Boehm R, Holzkamp U. Alloy development, processing and applications in magnesium lithium alloys[J]. Mater Trans JIM, 2001, 42(7): 1160-1166.
[28] Isserow S, Rizzitano F J. Investigation of microquenched Mg ZK60A alloy[J]. Int J Powder Metallurgy, 1974, 19: 217-227.
[29] Kainer K U. Properties of consolidated magnesium alloy powder[J]. Metall Powder Report, 1990, 45: 684-687.
[30] Laverina E J, Grant N J. Spray deposition of metals: A review[J]. Mate Sci Eng A, 1988, A98: 381-390.
[31] Faure J F, Nussbaum G. Process for obtaining magnesium alloys by Spray deposition: US, 5073207 [P]. 1991.
[32] Elias L G, Duszczyk J. In-situ alloying of high temperature Mg alloys by spray forming technology[C]//Magnesium alloy and their application. Sgesellschaft: DGM Information, 1992: 343-349.
[33] Das S K, Chang C F. High strength magnesium alloys by rapid solidification processing[C]//Rapidly solidified crystalline alloys. Warrendale: The Metallurgy Society, 1985: 137-156.
[34] Das S K, Chang C F. Rapidly solidified Mg-Al-Zn-Rare earth alloys[C]//Rapidly Solidified Materials. Ohio: ASM Metal Park, 1986: 129-135.
[35] Das S K, Chang C F. Rapidly solidified high strength corrosion resistant magnesium base metal alloys: US, 4765954[P]. 1988.
[36] Das S K, Davis L A. High performance aerospace alloys via rapid solidification processing[J]. Mater Sci Eng, 1988, 98: 8-12.
[37] Krishnamurthy S. Development of light alloys by rapid solidification processing[J]. Int J Powder Metallurgy, 1990, 26: 117-129.
[38] Li Y, Jones H. Structure and mechanical properties of rapidly solidified magnesium based Mg-Al-Zn-RE alloys consolidated by extrusion[J]. Mater Sci Technol, 1996, 12: 981-989.
(ұајӯЎЎФ¬ИьЗ°)
КХёеИХЖЪЈә2006-04-24Ј»РЮ¶©ИХЖЪЈә2006-06-07
НЁС¶ЧчХЯЈәУа зыЈ¬ёұҪМКЪЈ¬І©КҝЈ»өз»°Јә0731-8879341Ј»ҙ«ХжЈә0731-8876692; E-mail: kunyu2001@163.com

