J. Cent. South Univ. (2016) 23: 3108-3114
DOI: 10.1007/s11771-016-3376-6

Effect of magnetic pulse pretreatment on grindability of a magnetite ore and its implication on magnetic separation
YU Jian-wen(�ཨ��), HAN Yue-xin(��Ծ��), LI Yan-jun(����), GAO Peng(����)
College of Resources and Civil Engineering, Northeastern University, Shenyang 110819, China
 Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Abstract: The pulsed power is a potential means for energy saving and presents an alternative to the conventional mechanical communication for minerals. The effect of magnetic pulse treatment on grindability of a magnetite ore was investigated by grindability tests. The results of the investigation show that the pulsed treatment has little effect on the particle size distribution of the magnetite ore. Significant micro-cracks or fractures are not found by SEM analysis in magnetic pulse treated sample. Magnetic separation of magnetic pulse treated and untreated magnetite ore indicates that iron recovery increases from 81.3% in the untreated sample to 87.7% in the magnetic pulse treated sample, and the corresponding iron grade increases from 42.1% to 44.4%. The results demonstrate that the magnetic pulse treatment does not significantly weaken the mineral grain boundaries or facilitate the liberation of minerals, but is beneficial to magnetic separation.
Key words: magnetite iron ore; magnetic pulse pretreatment; mineral liberation; magnetic separation
1 Introduction
Deposits of magnetite ores are widely distributed in the world, such as the Kursk mine in Russia, Krivoy Rog mine in Ukraine, Labrador mine in Canada, Minas Gerais mine in Brazil, Pilbara region in Australia and Anshan region in China [1]. Due to the complicated dissemination of valuable and gangue minerals, the main obstacle associated with exploiting these deposits is the poor liberation of iron minerals from gangue minerals [2-4]. Meanwhile, the energy consumption and mineral recovery are the main challenges regarding to mineral comminution [5]. The energy consumed by the comminution process is not easily correlated to the particle size reduction due to a number of factors, which include the power consumed by the crushing/milling machines themselves and the heat generated by their processes [6-7]. For example, during the beneficiation of an iron ore, approximately 70% of energy consumption can be attributed to the comminution process [8]. Depending on the type of ore, the consumption of electrical energy in grinding varies from 20 to 60 kW��h/t. In a number of cases, the decrease in mineral particle size does not raise the level of mineral liberation, but an increase in the number of the fine particles (<10 ��m) [9]. Moreover, as much as 35%-40% of the loss of valuable components in primary processing is related to intergrowths and 30%-35%, to fine particles (less than 40 ��m), and the utilization efficiency of the input energy correlated to the successful liberation of valuable minerals from the original rock mass is only approximately 25% [9-10]. Therefore, the mineral processing industry needs to enhance its mineral liberation and lower its enormous amount of power consumption needed for ore grinding in mills.
Several research studies have found that better mineral liberation can be achieved with the pulsed power, ultrasound pretreatment and microwave pretreatment of raw ore [11-18]. The expectation behind these approaches is to induce the inter-granular breakage of aggregates by using the differences in thermal properties and deformations of the minerals of raw ore. More specifically, WANG et al [19] demonstrated that high voltage pulses (approximately 1-3 kW��h/t) had the effect of pre-weakening mineral particles to the extent that energy consumption in the downstream grinding process was reduced by 24%. Compared with mechanical grinding, the product generated by high voltage pulses was coarser and had significantly fewer fines and better liberation at the same specific energy levels [10]. Similarly, JONES et al [14] confirmed that microwave irradiation induced thermal contraction and expansion, strain softening, and thermally caused fracturing, which facilitated preferred micro-cracks along grain boundaries between microwave absorbent and transparent minerals.Thus, the strength of rocks was reduced, indicating that a better mineral liberation and lower energy consumption could be achieved during grinding process.
The outlined investigations and many other studies are mainly focused on application of ultrasound, microwave irradiation and high voltage pulses in the mineral industry. However, can magnetic pulse pretreatment enhance the mineral liberation and lower the amount of energy required in the grinding process? Therefore, the present study is conducted to investigate the effect of magnetic pulse pretreatment on grindability of a magnetite ore and its implication on the subsequent magnetic separation.
2 Materials and methods
2.1 Iron ore sample
The magnetite ore sample used in this study was collected from Dagushan Iron Mine in Liaoning, China. The sample was crushed and screen to <1.0 mm. The petrographic description highlights the main minerals present within the magnetite ore, determined by examining polished thin sections under an optical microscope (see Table 1). Two photomicrographs of the magnetite ore are shown in Fig. 1, where some minerals are indicated.
Figure 2 shows the X-ray diffraction pattern of magnetite ore sample, indicating that magnetite is the main iron-bearing mineral, whereas quartz is the main gangue mineral. Some other gangue minerals, such as sericite and chlorite, cannot be displayed on the XRD spectrum due to their low content (<5.0%).
The chemical composition of the magnetite iron ore used in the tests, determined by chemical methods combined with X-ray fluoroscopy (XRF), is given in Table 2, with 32.61% Fe and 45.77% SiO2.
2.2 Magnetic pulse generator
Magnetic pulse treatment of the magnetite ore is meant to lower energy expenditure for grinding and to increase iron recovery. The magnetic pulse generator was actually a dielectric pipe (150 mm (D)��500 mm (H)) where a series of electromagnetic coils were mounted and generated regularly pulses of a magnetic field with an average density of 5.0 T and a frequency of 0.05 Hz (2 magnetic pulses/min). The schematic diagram of magnetic pulse generation system is shown in Fig. 3, which is similar to the principle of magnetizing apparatus.
Table 1 Petrographic description of magnetite ore sample
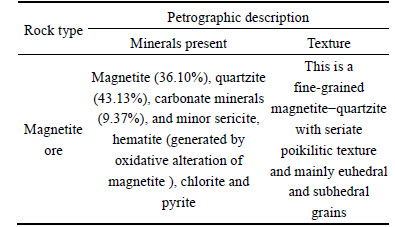

Fig. 1 Photomicrographs of magnetite ore taken under reflected light (a) and taken under polarized light (b)

Fig. 2 X-ray diffraction pattern for studied magnetite iron ore
Table 2 Chemical composition (mass fraction, %) of studied magnetite ore sample

2.3 Experimental procedure
The experimental procedure included magnetic pulse pretreatment of sample, grindability test, sieve test and magnetic separation. The schematic diagram of experimental setup is shown in Fig. 4.
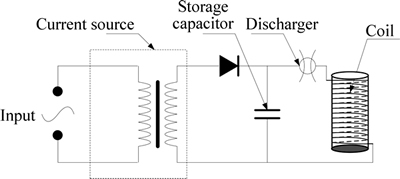
Fig. 3 Schematic diagram of magnetic pulse generator
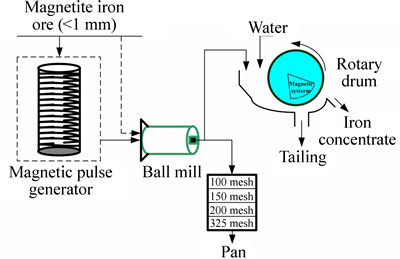
Fig. 4 Schematic diagram of experimental setup for magnetic pulse pretreatment of magnetite ore sample
First, a 500 g sub-sample (magnetite ore) was taken in a plastic container, and then the container containing the samples was placed in the magnetic pulse generator. After being treated for a predetermined length of time, the sub-samples were removed from the magnetic pulse generator. Second, the grindability tests (including Bond Ball Mill Work Index test and sieve test after grinding) of samples with and without magnetic pulse treatment were conducted. Finally, magnetic separation was performed on the magnetic rotary drum obtained from Wuhan Rock supplies of China after the treated and untreated samples were ground in the cone ball mill obtained from Wuhan Prospecting Machinery Plant of China. The models of cone ball mill and the laboratory magnetic equipment were XMQ- 240��90 and RK/CRS- 400��300, respectively.
240��90 and RK/CRS- 400��300, respectively.
2.4 Analytical methods
The bulk mineralogical composition of the magnetite ore sample was performed on powdered samples using X-ray diffraction, and the XRD patterns were recorded using a diffractometer (PANalytical X�� pert PRO, Holland) under the conditions of radiation: Cu K��, tube current and voltage: 40 mA, 40 kV, scanning range: 2��=5��-90��, step size: 0.02�� and scanning speed: 8 (��)/min. The chemical compositions of the sample were determined by chemical analysis combined with X-ray fluoroscopy (XRF). The micro-morphological characteristics of the iron ore before and after treatment with magnetic pulses were investigated using a Zeiss EVO-18 scanning electron microscope (SEM), which was attached to an Oxford X-Act energy-dispersive X-ray spectroscopy (EDS) unit for chemical analysis.
3 Results and discussion
Possible changes induced by magnetic pulses include structure and grindability. Structure changes, such as the changes in grain size and inter-granular boundary relationships, were analyzed by scanning electron microscopes with energy dispersive spectroscopy. The sample preparation included bonding, cutting, grinding, and polishing processes. Grindability changes, such as the changes in power consumption during grinding and changes in particle size distribution after grinding, were determined by measuring the power consumption during milling and by performing particle size analysis (sieve tests).
3.1 Microstructures of samples
The SEM images of the magnetite ore sample with and without magnetic pulses are shown in Fig. 5. Initially, the samples were observed with the SEM, after which they were treated with magnetic pulses followed by a second SEM observation. The images of the same sample were compared to identify the changes in grain size and inter-granular boundary relationships on the sample surfaces with and without magnetic pulse treatment.
Figure 5(a) shows the SEM image of magnetite ore sample without magnetic pulses treatment, Figs. 5(b) and (c) show the SEM images of magnetite ore sample treated with magnetic pulses for 5 min, and the white phase can be identified as magnetite in the samples through the EDS analysis. However, except for some visible cracks generated by the upstream of crushing process, no significant cracks or fractures among these mineral grain boundaries were observed in the treated iron ore sample. GONTCHAROV et al [20] reported that the commonly known reaction of magnetostriction occurred in magnetite ore by means of magnetic pulses treatment, then it would lead to shear strains on grain boundaries, which resulted in disintegration of inter-granular links. Theoretically, if a ferromagnetic material was introduced to a magnetic field, its length and volume would be changed, this phenomenon was called magnetostrictive effect [21], and the degree of the magnetostrictive effect could be characterized using magnetostriction coefficient (��) as the following formula:
��=(LH-L0)/L0 (1)

Fig. 5 SEM images (a, b, c) and EDS result (d) of untreated and treated iron ore sample without magnetic pulse treatment (a), and treated with magnetic pulses ((b) and (c))
where �� is the magnetostriction coefficient, L0 is the initial length of ferromagnetic material and LH the length of ferromagnetic material in a magnetic field intensity of H. However, the magnetostriction coefficient of magnetite (��) was only 40 parts per million [21]. For instance, if the crystal grain size of a magnetite particle was 1 mm in equivalent diameter, the elastic deformation in length caused by magnetic pulse was only 40 nm at ideal conditions, which could hardly result in the formation of inter-granular fractures.
In addition, the size of the magnetite grains is visible, revealing no significant reduction in size between the untreated and treated samples (see Figs. 5(a) and (b)). Especially, there are also no significant micro- cracks or fractures among the mineral grain boundaries, as shown in Fig. 5(c).
3.2 Grindability test
Determination of the relative grindability of the untreated and treated samples was done by measuring the power consumption during grinding and comparing the particle size distribution after the grinding process. Three samples were treated with an average output magnetic field intensity of 5.0 T for 2.5, 5.0 and 7.5 min, respectively, another five hundred grams of magnetite ore sample was chosen as a reference without magnetic pulses treatment. The treated and untreated samples were ground down to powder form in a laboratory cone ball mill. All samples were milled for 3 min with corresponding power measurements taken of the power consumed using a DTZ 119 smart power meter (accuracy: ��0.5%). Grinding the sample for longer might result in too many fines occurring below 45 ��m, distorting the overall distribution. After grinding, one hundred grams of the ground samples were transferred to a series of particle screening sieves, and the 150, 105, 75 and 45 ��m screens were placed on top of each other. This screen combination was placed in a SDB-200 shaker for 15 min. Iron ore sample particles left behind in each screen were weighed individually and then converted into percentages by dividing each weighting by the total mass and cumulative mass percentages. The results of this evaluation are shown in Fig. 6.
As shown in Fig. 6, the treated samples did not produce a different particle size distribution to that produced by the untreated sample.
One of the aims of this research was to evaluate if the use of magnetic pulse would weaken mineral grain boundaries, leading subsequently to a reduction in energy consumption of current grinding equipment, such as the cone ball mill. The electrical power consumed in grinding the untreated and treated iron ore samples was 930 W and 920 W, respectively. No significant power difference of the cone ball mill is seen between the untreated and treated iron ore samples.
In order to further study the grindability of the untreated and treated samples, a standard Bond test ball mill with standard mild steel ball charge was used to grind the different samples with a granularity of 100% passing 3.35 mm [22-23]. The Bond ball mill work index was calculated as
 (2)
(2)
where Wib is the Bond ball mill work index, kW��h/t; P1 is the sieve size, ��m; Gbp is the mass of new generated particles passing the sieve size per revolution; P80 is the size for 80% product particles passing, ��m; F80 is the size for 80% feed passing, ��m. The results are given in Table 3.

Fig. 6 Particle screen results for untreated and treated magnetite iron ore sample
As shown in Table 3, Wib of the treated and untreated sample were 10.547 and 10.619 kW��h/t, respectively, indicating that Wib of magnetite ore with magnetic pulse treatment was slightly reduced. To some extent, it could be considered that there was no difference between the treated and untreated samples.
Table 3 Results of Bond ball mill work index test for samples with or without magnetic pulse treatment

Figure 7 shows the magnetic hysteresis loop of a ferromagnetic material. The commonly known reaction of magnetostriction occurred with magnetic pulse treatment, the caused elastic deformation in length was the maximum value when the magnetization of the ferromagnetic magnetite reached saturation, and the corresponding Hs of the magnetite was about 0.6-1 T, which indicated that the elastic deformation in length caused by pulse magnetic field (about 5.0 T) in this experiment could reach to the maximum value. However, the magnetostrictive deformation (elastic deformation) was still too small to generate the micro-cracks among the grain boundaries. Subsequently, it might be stated that the pulsed magnetic treatment had little effect on enhancing the liberation of minerals and weakening the mineral grain boundaries with no significant mineral size reduction being realized and no power reduction being established. In brief, the deformation of magnetite particle caused by pulsed magnetic field was not enough to induce the formation of fractures or breakages along its grain boundaries due to its too small magnetostriction coefficient (40��10-6).
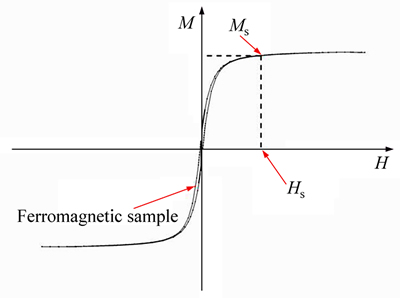
Fig. 7 Example of a magnetisation vs field strength for a ferromagnetic material
3.3 Magnetic separation test
In order to investigate the influence of magnetic pulse pretreatment on the subsequent magnetic separation, the magnetic separation of samples with and without magnetic pulses treatment was carried out. The test samples with and without treatment were ground to approximately 65% passing 0.074 mm for 3 min, and the magnetic field intensity was 0.12 T. The results are presented in Fig. 8.
As shown in Fig. 8, the iron recovery increased from 81.3% in the untreated sample to 87.7% in the magnetic pulse treated sample, the corresponding iron grade increased from 42.1% to 44.4%. The results demonstrated that the magnetic pulse treatment is beneficial to magnetic separation process. One possible explanation for this phenomenon was that the remanence induced by magnetic pulse pretreatment led the fine magnetite particles to gather together and form coarse particles, which facilitated their separation from non- magnetic minerals [24-27]. Therefore, the increase of grade and recovery was achieved.
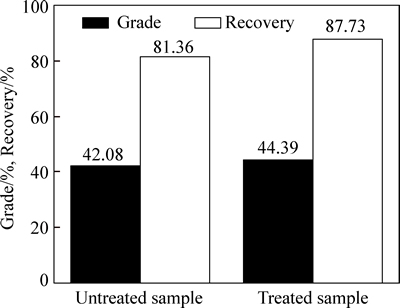
Fig. 8 Effect of magnetic pulse treatment on magnetic separation
4 Conclusions
1) The mineral grain boundaries within magnetite ore samples treated with magnetic pulse are not significantly weakened. This was clarified by the SEM analysis of the untreated and treated samples. Photomicrographs obtained for the sample with and without magnetic pulses revealed no significant changes in the form of fractures or breakages along the mineral grain boundaries, neither the reduction of mineral grain size. The particle size distribution after grinding of the samples and the results of Bond ball mill work index tests further revealed no weakening or softening of the magnetite ore, as the percentage of smaller sized particles did not increase in the treated samples and the almost same Wib of both samples. Therefore, it may be stated that treating such a magnetite ore with magnetic pulses may not significantly enhance comminution and mineral liberation.
2) Magnetic separation of magnetite ore samples with and without magnetic pulse treatment indicated that iron recovery increased from 81.3% in the untreated sample to 87.7% in the magnetic pulse treated sample, the corresponding iron grade increased from 42.1% to 44.4%. Magnetic pulse treatment is beneficial to magnetic separation, and the strengthening mechanisms of magnetic pulse pretreatment on the magnetic separation behavior of the magnetite need to be further studied.
References
[1] JIA Guo-feng, WANG Ren-cai. Distribution of the word��s iron ore resources and analyses of China��s investment direction [J]. China Mining Magazine, 2011, 20: 10-12. (in Chinese)
[2] LUO Xi-mei, YIN Wan-zhong, WANG Yun-fan, SUN Chuan-yao, MA Ying-qiang, LIU Jian. Effect and mechanism of siderite on reverse anionic flotation of quartz from hematite [J]. Journal of Central South University, 2016, 23: 52-58.
[3] DENG Qing-qiu, HE Sui-sheng. Improvement of magnetite beneficiation technology and process [J]. Metallic Ore Dressing Abroad, 1994, 8: 52-56. (in Chinese)
[4] LI Yan-jun, WANG Ru, HAN Yue-xin, WEI Xin-chao. Phase transformation in suspension roasting of oolitic hematite ore [J]. Journal of Central South University, 2015, 22: 4560-4565.
[5] KUMAR P, SAHOO B K, DE S, KAR D D, CHAKRABORTY S, MEIKAP B C. Iron ore grindability improvement by microwave pre-treatment [J]. Journal of Industrial and Engineering Chemistry, 2010, 16: 805-812.
[6] WILLS B A. Mineral processing technology [M]. Oxford: Pergamon Press, 1992: 108-115.
[7] SOMASUNDARAN P, SHROTI S. Grinding aids: A review of their use, effects and mechanisms [M]. New Delhi: Wiley Eastern Limited, 1995: 49-50.
[8] BIKBOV M A, KARMAZIN V V, BIKBOV A A. Low-intensity magnetic separation: Principal stages of a separator development �C what is the next step? [J]. Physical Separation in Science and Engineering, 2004, 13: 53-67.
[9] CHANTURIYA V A, BUNIN I Z, RYAZANTSEVA M V, FILIPPOV L O. Theory and applications of high-power nanosecond pulses to processing of mineral complexes [J]. Mineral Processing and Extractive Metallurgy Review, 2011, 32: 105-136.
[10] WANG E, SHI Feng-nian, MANLAPIG E. Mineral liberation by high voltage pulses and conventional comminution with same specific energy levels [J]. Minerals Engineering, 2012, 28: 28-36.
[11] ANDRES U. Development and prospects of mineral liberation by electrical pulses [J]. International Journal of Mineral Processing, 2010, 97: 31-38.
[12]  L F,
L F,  Y P, VELASQUEZ-LAMBERT C. Application of ultrasound in comminution [J]. Ultrasonics, 2000, 38: 345-352.
Y P, VELASQUEZ-LAMBERT C. Application of ultrasound in comminution [J]. Ultrasonics, 2000, 38: 345-352.
[13] HAQUE K E. Microwave energy for mineral treatment processes: A brief review [J]. International Journal of Mineral Processing, 1999, 57(1): 1-24.
[14] JONES D A, KINGMAN S W, WHITTLES D N, LOWNDES I S. The influence of microwave energy delivery method on strength reduction in ore samples [J]. Chemical Engineering and Processing, 2007, 46(4): 291-299.
[15] KINGMAN S W, ROWSON N A. Microwave treatment of minerals: A review [J]. Minerals Engineering, 1998, 11(11): 1081-1087.
[16] WILSON M P, BALMER L, GIVEN M J, MACGREGOR S J, MACKERSIE J W, TIMOSHKIN I V. Application of electric spark generated high power ultrasound to recover ferrous and non-ferrous metals from slag waste [J]. Minerals Engineering, 2006, 19(5): 491-499.
[17] SWART A J, MENDONIDIS P. Evaluating the effect of radio- frequency pre-treatment on granite rock samples for comminution purposes [J]. International Journal of Mineral Processing, 2013, 120: 1-7.
[18] ANDRES U, TIMOSHKIN I, SOLOVIEV M. Energy consumption and liberation of minerals in explosive electrical breakdown of ores [J]. Mineral Processing and Extractive Metallurgy Review, 2001, 110: 149-157.
[19] WANG E, SHI Feng-nian, MANLAPIG E. Pre-weakening of mineral ores by high voltage pulses [J]. Minerals Engineering, 2011, 24: 455-462.
[20] GONTCHAROV S A, ANANJEV P P, BRUEV V P, SIDELNIKOVA G V. Impulse electromagnetic treatment in the course of ore dressing [C]// Proceedings of XXIII International Mineral Processing Congress. Istanbul: YMGV, 2006: 369-370.
[21] ZHONG Wen-ding. Ferromagnetics [M]. Vol 2. Beijing: Science Press, 1988: 21-37. (in Chinese)
[22] WANG Hong-xun, WU Jian-ming. Measurement of ball mill grindability and Bond Ball Mill Work Index [J]. Metal Mine, 1984, 8: 52-54. (in Chinese)
[23] XING Yu-rui, ZHONG Ji-min. Determination of Bond Ball Mill Work Index [J]. China Mine Engineering, 1982(1): 49-53. (in Chinese)
[24] XU Han-yang, SUN Wu, LI Jin-xiang, GUAN Xiao-hong, ZHOU Gong-ming. Influence of pre-magnetization on reactivity of zero- valent iron [J]. SICHUAN Environment, 2015, 34(6): 15-22. (in Chinese)
[25] JIN Wen-jie, ZENG Li, ZHU Gao-shu. The effect of premagnetization on the separation of titanomagnetite of Panzhihua iron and steel co. [J]. Metal Mine, 2001, 2: 41-42. (in Chinese)
[26] CHEN Lu-zheng. Effect of magnetic field orientation on high gradient magnetic separation performance [J]. Minerals Engineering, 2011, 24: 88-90.
[27] CHEN Lu-zheng, LIAO Guo-ping, QIAN, Zhi-hua, CHEN Jian. Vibrating high gradient magnetic separation of iron impurities under dry condition [J]. International Journal of Mineral Processing, 2012, 102: 136-140.
(Edited by YANG Bing)
Foundation item: Projects(N140108001, N150106003) supported by the Fundamental Research Funds for National University of China
Received date: 2016-03-31; Accepted date: 2016-05-03
Corresponding author: HAN Yue-xin, Professor, PhD; Tel: +86-24-83680162; E-mail: dongdafulong@mail.neu.edu.cn

