文章编号:1004-0609(2010)S1-s0152-04
TA15合金电子束嵌入法焊接接头的力学性能
李晋炜1, 2,唐振云2,郭光耀2,胡 伟1,张亦良1
(1. 北京工业大学 机械工程与应用电子技术学院,北京 100124;
2. 北京航空制造工程研究所 高能束流加工技术重点实验室,北京 100024)
摘 要:通过嵌入过渡金属材料及调节焊接工艺的方法,优化嵌入法电子束焊接接头焊缝中合金元素成分,并且有效控制焊缝成分的均匀性,从而改善焊接接头力学性能。研究结果表明:嵌入法焊接接头强度与母材的相当,冲击韧性较常规工艺焊接接头有显著提高,升幅超过50%,并且有效降低焊接接头疲劳寿命的分散度。
关键词:钛合金;嵌入法;电子束焊接
中图分类号:TG 46.7 文献标志码:A
Mechanical properties of TA15 titanium alloy weld-joints by embedded electron beam weld
LI Jin-wei 1, 2, TANG Zhen-yun 2, GUO Guang-yao2, HU Wei 1, ZHANG Yi-liang 1
(1. College of Mechanical Engineering and Applied Electronics Technology,
Beijing University of Technology, Beijing 100124, China;
2. National Key Laboratory of Science and Technology on Power Beam Processes,
Beijing Aeronautical Manufacturing Technology Research Institute, Beijing 100024, China)
Abstract: The embedded electron beam welding is a process that inserts transition metals to accomplish the electron beam welding. It changes alloy composition of welds and controls the uniformity of alloy composition, thus improves the mechanical properties of TA15 titanium alloy electron beam welded joint. The welded joint strength is almost the same as that of base metal. The impact toughness is improved by 50% as compared with the traditional electron beam welding, and the dispersion of fatigue life prediction of weld-joints decreases significantly.
Key words: titanium alloy;embeded methoded; electron beam weld
TA15合金是一种高Al当量的近α型钛合金,既具有α型钛合金良好的热强性和可焊性,又具有接近于α+β型钛合金的工艺塑性[1]。该合金具有中等的室温和高温强度、良好的热稳定性和焊接性能[2],主要用于制造500 ℃以下长时间工作的飞机、发动机零件和焊接承力零部件。近来,TA15钛合金在飞机大型焊接承力构件中所占比重越来越大,所采用的焊接方法有真空电子束焊接、潜弧焊等。但在研究工作中发现大厚度TA15钛合金电子束焊接构件存在焊接接头区域强度高、塑韧性较低的缺点,导致焊接接头疲劳寿命分散性较大,试验数据可靠性偏低。
本文作者通过焊接前在焊接接口内嵌入过渡金属夹层的方法,利用嵌入金属材料与母材之间的成分差异调整焊缝内合金元素的含量,并配合焊接工艺优化消除焊接缺陷,实现焊缝内部成分的均匀性控制,从而达到改善焊接接头力学性能的效果。
1 实验
母材与填充材料分别为100 mm×200 mm×400 mm TA15合金锻件和板厚为0.6 mm的TA1轧制板材,为固溶退火处理状态。合金材料名义化学成分见表1。
母材预先下料成厚20 mm的试件,经过机械打磨及表面化学清洗处理后,用无水乙醇或丙酮擦洗试件表面。TA1轧制板材根据母材焊接接口尺寸进行线切割下料,采用机械加工去除线切割边的氧化皮,并应避免板材变形。焊前对板材进行酸洗处理,然后用无水乙醇擦洗试件表面。
常规焊采用堆焊形式;嵌入焊采用电子束对接焊接,用一对TA15试板夹住一件TA1嵌板,用氩弧焊点焊在一起。点焊过程中确保焊缝、正反面均匀收缩,焊缝间隙小于0.1 mm,且整条焊缝均匀一致,焊接过程中试件平放在垫板上,未加外拘束。为获得多种焊缝形状,适当调整焊接参数(包括聚焦电流、焊接电流、焊接速度等),均获得熔深为20 mm的穿透焊缝,焊接参数见表2。对于探伤检验质量合格的焊缝,进行焊后真空退火热处理,退火工艺规范为:750 ℃, 2 h,FC。完成热处理的试样通过线切割及机械加工制成各种测试试验所需试样。对于所有焊接接头光滑拉伸试样,焊缝都处于试样标距中心。
2 结果与讨论
2.1 焊接接头的室温光滑拉伸试验结果
嵌入焊接方法可以改善钛合金电子束焊接接头的力学性能,但同时需要指出的是:研究[3]表明,过量添加低合金化材料(特别是添加纯钛),会造成焊缝内合金元素含量显著降低,强化元素Al含量的大幅度降低有可能导致焊缝强度和疲劳极限下降,这会对大型焊接结构的承载能力造成不利影响。因此,试验通过对比分析常规焊接接头与嵌入焊接接头的室温光滑拉伸性能测试,分析嵌入焊接工艺对焊接接头强度的影响。表3所示为电子束焊接接头的拉伸性能。试验结果表明,两种焊接工艺试样均断于母材,即焊接接头强度均与母材强度相当。嵌入焊接方法降低了焊缝主合金元素含量,但未造成焊接接头强度下降。
2.2 电子束焊接接头的室温冲击性能结果
焊缝冲击韧性试验结果如表4所示,可以看出常规焊缝冲击性能结果分散性最大,相比之下,嵌入焊缝冲击性能的数据分散性明显降低。嵌入焊缝的冲击韧性平均值比常规工艺焊缝提高了约62.17%。这说明TA15合金电子束焊缝合金成分的改善可以使焊缝冲击韧性得到显著提高。
表1 实验用材料化学成分
Table 1 Chemical compositions of materials (mass fraction, %)

表2 焊接参数
Table 2 Welding parameters

表3 电子束焊接接头拉伸性能数据
Table 3 Tensile properties of electron beam weld joint

表4 焊缝冲击韧性测试数据
Table 4 Impact toughness of welds (J/cm2)

试验中,所有焊接冲击试样均沿焊缝中心扩展直至断裂,冲击断裂过程中裂纹是以在焊缝中扩展为主。经焊接冲击试样微观断口分析,以上两种焊缝室温冲击断口微观形貌如图1所示。从高倍断口扫描照片可以看出:常规焊缝冲击断口由细小的韧窝构成,但韧窝数目少且尺寸小,断口较为平滑,裂纹扩展呈现片层状开裂特点;相比之下,嵌入法焊缝冲击断口的韧窝数目多且尺寸大,断口表面粗糙且裂纹扩展路径比较曲折,在裂纹扩展过程中吸收外界做功最多,这是导致其冲击韧性提高的主要原因。
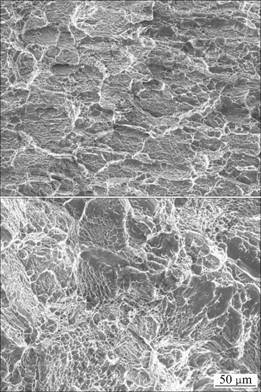
图1 电子束焊接冲击试样断口微观形貌
Fig.1 Impact fractographs of weld joints: (a) Traditional weld; (b) Embeded electron beam weld
2.3 嵌入焊接工艺对疲劳性能分散性的影响
结合电子束常规焊接接头的室温拉伸试验结果,按照疲劳对比试验原理,选择同一水平应力σ=568 MPa(常规焊接接头抗拉极限的60%应力水平),对常规焊接和嵌入TA1焊接状态的电子束焊接接头进行疲劳性能测试。根据疲劳寿命试验结果,比较两种工艺状态焊接接头疲劳性能的差异,并进行显著性检验[4]。两种工艺的焊接接头疲劳性能试验结果如表5所示。
表5 接头疲劳数据误差分析(对数结果)
Table 5 Fatigue properties of embedded joints

根据试验结果计算出两种工艺状态焊接接头中值疲劳寿命:嵌入接头(P1状态)为1.476×106次循环,常规接头(P2状态)为1.264×106次循环。由此可见,嵌入焊接法可使焊接接头中值疲劳寿命在原有工艺基础上提高16.7%。图2所示为不同焊接工艺下电子束接头疲劳寿命对比图。根据误差分析理论,由此次试验中P1试样组有效数据n=5,P2试样组的有效数据n=6,以95%的置信度计算出P1和P2的母体平均值(中值)的置信区间为:P1(1.31×106,1.89×106)、P2(7.89×105,1.94×106)。由计算结果可以看出:P1状态的接头疲劳寿命置信区间跨度较P2状态的明显缩短,说明通过工艺优化可降低焊接接头疲劳性能的分散性。此外,与P2状态相比,P1状态将置信区间的下限值提高了约65.32%,提高了焊接接头疲劳寿命的裕度。表5显示了嵌入法电子束接头疲劳寿命数据误差分析结果。
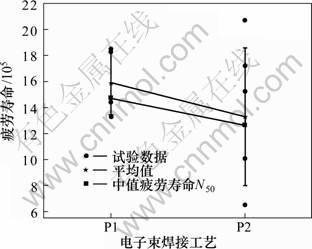
图2 电子束接头疲劳寿命
Fig.2 Fatigue life of electron beam joints
3 结论
1) 焊接接头拉伸试样全部断于母材区域,说明其强度指标与母材的相当,嵌入焊接方法降低了焊缝主合金元素含量,但未造成焊接接头强度下降。
2) 常规焊缝冲击性能结果分散性较大,嵌料焊缝冲击性能的数据分散性明显降低,嵌入过渡金属焊接方法提高焊接接头冲击性能50%以上。
3) 将TA15合金电子束焊接接头嵌入TA1,焊接接头疲劳寿命置信区间跨度明显缩短,说明通过工艺优化可降低焊接接头疲劳性能的分散性。
REFERENCES
[1] 《中国航空材料手册》编辑委员会.中国航空材料手册[M]. 第2版. 北京: 中国标准出版社, 2001.
China Aeronautical Material Handbook Editorial Board. China aeronautical material handbook[M]. Second Edition. Beijing: Standards Press of China, 2001.
[2] 王利发, 刘建中, 胡本润. TA15钛合金电子束焊焊接接头力学性能[J]. 焊接学报, 2007, 28(1): 97-100.
WANG Li-fa, LIU Jian-zhong, HU Ben-run. Mechanical properties of TA15 titanium alloy electron beam welded joint[J]. Transactions of the China Welding Institution, 2007, 28(1): 97-100.
[3] 李晋炜, 吴 冰, 唐振云. 厚板钛合金电子束焊缝的成分均匀性控制[C]//第十三届全国特种加工学术会议论文集. 南昌: 2009.
LI Jin-wei, WU Bing, TANG Zhen-yun. Control of uniforming compositions for the large thickness joints of the titanium alloy[C]//The 13th National Conference on Special Machining Technology. Nanchang: 2009.
[4] 高镇同. 疲劳应用统计学[M]. 北京: 国防工业出版社, 1986.
GAO Zhen-tong. Fatigue applied statistics[M]. Beijing: National Defense Industry Press, 1986.
(编辑 方京华)
基金项目:国家自然科学基金重点资助项目(50935008)
通信作者:李晋炜; 电话: 010-85701574; E-mail: lijinw@sina.com

