
Inner and outer pressure forming of nickel based super-alloy thin-walled part with variable diameter sections
WANG Zhong-jin(王忠金), GAO Tie-jun(高铁军)
School of materials science and engineering, harbin institute of technology, harbin 150001, china
Received 19 April 2007; accepted 4 June 2007
Abstract: A novel forming method of nickel based super-alloy thin-walled part with variable diameter sections was proposed by using inner and outer pressure with the visco-elasto-plastic pressure-carrying medium at room temperature, and the principle of the method was provided. Experiments and FE simulations were carried out to analyze the deformation characteristics for the part with larger variable diameter ratio (35%). The results show that visco-elasto-plastic pressure-carrying medium can meet the requirements of the room-temperature deformation condition for nickel based super-alloy sheet. The inner and outer pressure forming with the visco-elasto-plastic pressure-carrying medium can meet the requirements of dimensional accuracy for the thin-walled part with variable diameter sections. The thinning of wall-thickness is less than 4%. This method provides a new approach for near-net shape forming of nickel based super-alloy thin-walled parts with variable diameter sections.
Key words: nickel based super-alloy; thin-walled part; variable diameter sections; visco-elasto-plastic medium; inner and outer pressure forming
1 Introduction
The nickel based super-alloy with oxidation and corrosion resistance and long term structural stability is an important high temperature structure material in aviation, spaceflight, chemical industry, etc[1-3]. The thin-walled parts with variable diameter sections are common structure components. Due to the higher strength of nickel based super-alloy at room temperature, the main forming method for thin-walled curved surface parts is hot-forming. The sheet metal plastic deformation ability makes the thin-walled parts with variable diameter sections difficult to form at one-step, which need to be divided into several segments to be formed separately and then to be assembled through welding. For parts with high requirements of dimensional accuracy, the assembly quality by welding cannot meet the requirements sometimes due to the shape complexity of the parts. The problem of shape-righting must be considered after assembly welding for thin-walled parts. Moreover, hot-forming would influence the microstructure and surface quality of parts[4-7]. One of the ways to solve these problems is to develop a new technology of room-temperature near-net shape forming, that is, to obtain the parts by means of whole forming, instead of assembly welding. This method improves not only the quality of production and increases efficiency but also reduces the forming procedures and production cost.
In order to form nickel based super-alloy sheet parts with high strength at room-temperature, higher forming pressure should be supplied for forming. The deformation manner is solved to meet the requirements of larger deformation and smaller reduction of wall thickness. For the near-net shape forming, dimensional accuracy and surface quality should be satisfied.
In this work, a method of the inner and outer pressure forming with visco-elasto-plastic pressure- carrying medium is proposed. Experiments and numerical simulations are carried out for forming the nickel based super-alloy thin-walled parts whose wall-thickness is 1.0 mm and the maximum variable diameter ratio in unit length is 1.73. The results reveal deformation characteristic,wall-thickness distribution of workpieces and feasibility of a novel forming method.
2 Workpieces and scheme
2.1 Workpieces and forming analysis
The shape and dimension of workpieces is shown in Fig.1, in which the maximum diameter, the minimum diameter and the height are 153, 113 and 165 mm, respectively. The variable diameter ratio is 35% and the maximal diameter ratio in unit length is 1.73. The minimum surface radius is 2.5 mm. The material is GH3044, whose mechanical properties at room temperature are listed in Table 1 and chemical composition in Table 2. The thickness of sheet blank is 1.0 mm. The initial cylinder blank with the outer diameter of 133 mm is got by roll-bend and welded method, which is determined according to the method of inner and outer pressure forming. The forming process is divided into two steps: the inner pressure forming and the outer pressure forming. The diameter variation is 15% when the cylinder blank is expanded to the local surfaces with maximal diameter (shown in Fig.2(b)) and the deformation is smaller, so that it is easy to control the forming pressure and the thinning of wall-thickness. The diameter variation is -15% when the cylinder blank is necked to the local surfaces with minimum diameter (shown in Fig.2(c)). The maximum variation in the circumferential dimension is 18%. The wrinkling defects caused by circumferential compression instability need to be solved.

Fig.1 Shape and dimension of part (unit: mm)
Table 1 Mechanical properties of GH3044 at room temperature

Table 2 Chemical composition of GH3044 (mass fraction,%)
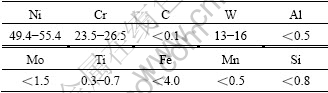

Fig.2 Cylinder blank and workpieces dimension (unit: mm): (a) Cylinder blank; (b) Inner pressure forming; (c) Outer pressure forming
2.2 Experimental principle
The principle of inner and outer pressure forming with visco-elasto-plastic pressure-carrying medium is shown in Fig.3. The visco-elasto-plastic pressure- carrying medium is a kind of semi-solid, flowable, higher viscous, and higher compression resistant macro- molecule polymer, which is easy to flow and fill the smaller radius surfaces of workpieces and to be sealed during forming[8-15]. The pressure-carrying medium chosen is especially suitable for forming of nickel based super-alloy parts with higher strength and variable diameter sections. The relative molecular mass and viscosity of visco-elasto-plastic medium chosen are 500 000 g/mol and 17 kPa・s respectively. The experiments are conducted on the 4 000 kN “VPF” special equipment developed by Harbin Institute of Technology, China.
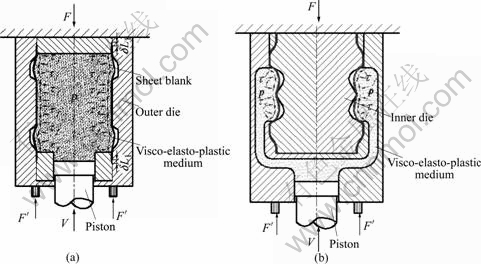
Fig.3 Principle of inner and outer pressure forming with visco-elasto-plastic pressure-carrying medium: (a) Inner pressure forming; (b) Outer pressure forming
Fig.4 shows the stress states in the cylinder blank during the inner and outer pressure forming with visco-elasto-plastic pressure-carrying medium. In the inner pressure forming, the local deformation zones are in state of tensile stresses in the axial and circumferential directions, and the especial viscous adhesive stress on the interface between visco-elasto-plastic medium and cylinder blank is of great benefit to sheet metal flowing into deformed zones and reduce the local thinning of wall-thickness. During the outer pressure forming, the local deformation zones are subjected to compression stress in the circumferential direction, tensile stress in the axial direction and viscous adhesive stress on the interface between visco-elasto-plastic medium and cylinder blank. The pressure of visco-elasto-plastic medium should overcome wrinkling in the circumferential direction of sheet metal. The pressure needed by the inner pressure forming is 126-314 MPa, which is obtained by
 (1)
(1)
 (2)
(2)
where pmin and pmax are the minimum and maximum visco-elasto-plastic medium pressures during the inner pressure forming, MPa; t is the wall-thickness of workpieces, mm; R is the minimum surfaces radius, mm; σs is the yield stress of sheet metal, MPa; σb is the tensile stress of sheet metal, MPa.

Fig.4 Stress states in cylinder blank during inner and outer pressure forming: (a) Inner pressure forming; (b) Outer pressure forming
3 Results and discussion
The cylinder blank and the workpieces at intermediate deformation stages are shown in Fig.5. Compared with the cylinder blank, there is a decrease in the height of workpieces during the inner pressure forming, which results from the fact that the tensile stress in the axial direction and the viscous adhesive stress make end sheet metal flow into deformation zones (the displacement being up to 6.7 mm). The thinning of wall-thickness caused by increasing the workpieces diameter is compensated and the uniformity of workpieces wall-thickness distribution is enhanced. The maximum thinning of wall-thickness is only 4%. During the outer pressure forming, wrinkles appear in necking deformation zones when the pressure of visco-elasto- plastic medium is low (p=50 MPa) and the diametrical reduction is about 10% (as shown in Fig.5(c)). While increasing the pressure of visco-elasto- plastic medium to 250 MPa, wrinkles disappear (as shown in Fig.5(d)) and the maximal thinning is only 4% (as shown in Fig.5(e)). The dimensional precision of the workpieces meets requirements completely. The visco-elasto-plastic medium could not only satisfy the condition of higher pressure deformation of the nickel based superalloy for the inner and outer pressure forming, but also control the deformation of sheet metal and restrain the thinning as well as the deformation instability and wrinkling of the cylinder blank.

Fig.5 Cylinder blank and formed workpieces: (a) Cylinder blank; (b) Inner pressure forming (p=200 MPa); (c) Outer pressure forming (p=50 MPa); (d) Outer pressure forming (p=250 MPa); (e) Section
4 Finite element analysis
In order to analyze the deformation characteristics of the nickel based super-alloy thin-walled part with variable diameter sections during the inner and outer pressure forming with visco-elasto-plastic medium, the FEA software package LS-DYNA3D is employed to simulate the forming process. Fig.6 shows the FEA models, in which the cylinder blank is meshed as B-T shell element, and the visco-elasto-plastic medium is meshed as bulk element. Coulomb friction model is applied for interfaces between sheet metal and die and the friction coefficient is 0.1. The viscous adhesive stress factor (m) at the interface between sheet metal and visco- elasto-plastic medium is set to be 0.1, 0.2, 0.3 and 0.4, respectively.
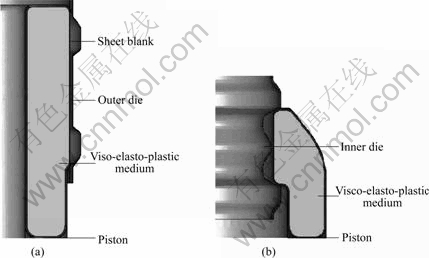
Fig.6 FEA models: (a) Inner pressure forming; (b) Outer pressure forming
Fig.7 shows the workpieces shape under different viscous adhesive stress factors in the inner pressure forming. With enhancing the influence of viscous adhesive stress, the displacement at the ends of workpieces increases from 6.3 mm to 7.5 mm. The viscous adhesive stress has a good effect on the inner pressure forming. The viscous medium with high viscosity could improve the wall-thickness uniformity and the production quality of workpieces and enhance sheet metal formability to the fullest extent of the deformation in inner pressure forming.
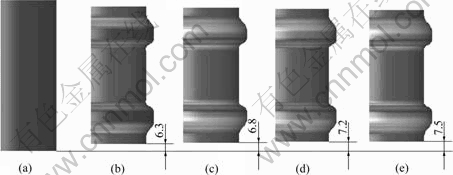
Fig.7 Workpieces shape under different viscous adhesive stress factors in inner pressure forming (unit: mm): (a) Cylinder blank; (b) m=0.1; (c) m=0.2; (d) m=0.3; (e) m=0.4
Fig.8 shows the variation of workpieces shape in the outer pressure forming. When the diameter reduction (ψ) reaches 4%, wrinkles appear. The height of wrinkles is up to the maximum value with the diameter reduction of 8% and then decreases gradually. At the final forming step, the workpieces fit die nicely and wrinkles are removed under the higher pressure of visco-elasto-plastic medium. The stress state in the peak of wrinkle waves affects the variation of wrinkles appearance (as shown in Fig.9). Due to the restriction of expanded diameter deformation zones by the inner pressure forming, the circumferential stress decreases rapidly and reaches the minimum with the diameter reduction of 4% and axial stress increases gradually at the initial forming stage. The circumferential stress increases gradually and the axial stress is larger than the absolute value of circumferential stress at the middle and final forming stages, which is helpful to the elimination of wrinkles in the outer pressure forming.
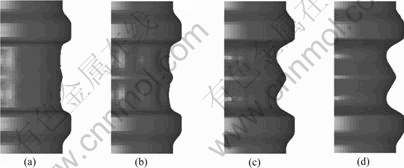
Fig.8 Variation of workpieces shape in outer pressure forming process (m=0.2): (a) ψ=4%; (b) ψ=8%; (c) ψ=13%; (d) ψ=15%
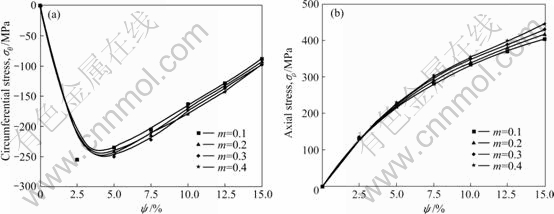
Fig.9 Stress variation of peak of wrinkle waves: (a) Circumferential stress; (b) Axial stress
The influence of viscous adhesive stress factor (m) on workpieces thinning in the inner and outer pressure forming is shown in Fig.10, with 4.7%, 4.2%, 3.7% and 3.5% in the maximal thinning when m equals to 0.1, 0.2, 0.3, 0.4 respectively. With the increase of the viscous adhesive stress factor, the thinning decreases and the distribution of wall thickness tends to be more uniform. So selecting the higher viscosity of the visco-elasto- plastic medium will be helpful to improving the uni- formity of the wall thickness distribution. The experimental results is closer to the case of the viscous adhesive stress factor m=0.2.
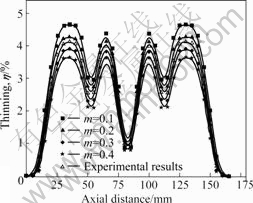
Fig.10 Workpieces thinning under different viscous adhesive stress factors
5 Conclusions
1) The strength, liquidity, and sealability of visco- elasto-plastic pressure-carrying medium can meet the requirements of higher pressure and filling for forming nickel-based super-alloy thin-walled parts with variable diameter sections.
2) The wall-thickness thinning of workpieces can be reduced and wrinkling can be restrained in the inner and outer pressure forming through selecting the visco- elasto-plastic material properly and controlling the visco-elasto-plastic pressure-carrying medium pressure. Thus nickel based super-alloy thin-walled and variable diameter part with 35% in variable diameter ratio and less than 4% in maximal thinning can be formed.
3) Using the inner and outer pressure forming with visco-elasto-plastic pressure-carrying medium, thin- walled parts with variable diameter sections (especial larger variable diameter ratios) can be divided into the inner and outer pressure procedures, which can form the required shape and dimension and realize near-net shape forming of nickel based super-alloy thin-walled and variable diameter parts at room-temperature.
References
[1] QIAO Xue-ying, WANG Yan-qing, MENG Zhao-bin. New super alloy applied for combustion chamber of gas-turbine engine―GH4199 [J]. Journal of Iron and Steel Research, 2004, 6(3): 1-5. (in Chiense)
[2] CAI Da-yong, XIONG Liang-yin, SUN Gui-dong, LIU Wen-chang, YAO Mei. Study on the hot deformation behaviors of superalloy GH708 [J]. Rare Metal Materials and Engineering, 2006, 35: 144-147. (in Chinese)
[3] YANG Yue-min, XU Zhen-gao. Study on hot-workability of Inconel601 [J]. Journal of Iron and Steel Research, 2002, 14(5): 62-66. (in Chinese)
[4] LU Hong-jun, YAO Cao-gen, ZHANG Kai-feng, JIA Xin-chao, LU Yan. A finite element analysis on the superplastic forming of a GH4169 fuel manifold and a study on performing [J]. Materials Science & Technology, 2004, 12(4): 446-448. (in Chiense)
[5] ZHANG Kai-feng, AN Wen-bo, WANG Guo-feng. Research on super plastic forming and diffusion bonding of nickel based superalloy [J]. Journal of Plasticity Engineering, 2004, 11(1): 1-5. (in Chiense)
[6] KASHYAP B P, CHATURVEDI M C. Superplastic behaviour of as received superplastic forming grade IN718 superalloy [J]. Materials Science & Technology, 2000, 16(2): 147-155.
[7] YEH M S, TSAR C W, CHUANG T H. Evaluation of the superplastic formability of SP-Inconel718 superalloy [J]. Journal of Materials Engineering and Performance, 2000, 18(1): 24-27.
[8] LIU Jian-guang, WANG Zhong-jin, GAO Tie-jun. Experimental study on effect factors of viscous adhesive stress in viscous pressure forming [J]. Chinese Journal of Mechanical Engineering, 2006, 42(10): 146-150. (in Chiense)
[9] AHMETOGLU M, HUA J, KULUKURU S, ALTAN T. Hydroforming of sheet metal using a viscous pressure medium [J]. Journal of Materials Processing Technology, 2004, 146: 97-107.
[10] GUTSCHER G, WU H C, NGAILE G, ALTAN T. Determination of flow stress for sheet metal forming using the viscous pressure bulge(VPB) test [J]. Journal of Materials Processing Technology, 2004, 146: 1-7.
[11] WANG Zhong-jin, WANG Xin-yun, WANG Zhong-ren. Viscous pressure forming(VPF) of corrugated thin-walled sheet part with small radius [J]. Journal of Materials Processing Technology, 2004, 145: 345-351.
[12] LIU J H, WESTHOFF B, AHMETOGLU M A, ALTAN T. Application of viscous pressure forming (VPF) to low volume stamping of difficult-to-form alloys results of preliminary FEM simulations [J]. Journal of Materials Processing Technology, 1996, 59: 49-58.
[13] LIU J H, AHMETOGLU M A, ALTAN T. Evaluation of sheet metal formability viscous pressure forming (VPF) dome test [J]. Journal of Materials Processing Technology, 2000, 98: 1-6.
[14] SHULKINA L B, POSTERAROB R A, AHMETOGLU M A, KINZED G L, ALTAN T. Blank holder force(BHF) control in viscous pressure forming(VPF) of sheet metal [J]. Journal of Materials Processing Technology, 2000, 98: 7-16.
[15] WANG Zhong-jin, WANG Xin-yun, WANG Zhong-ren. Effect of blank holder pressure forming aluminum alloy ladder part [J]. Trans Nonferrous Met Soc China, 2002, 12(1): 109-114.
Corresponding author: WANG Zhong-jin; Tel: +86-451-86413365; E-mail: wangzj@hit.edu.cn
(Edited by YUAN Sai-qian)

