
Effects of impeller speed and aeration rate on
flotation performance of sulphide ore
YANG Xiao-sheng(杨小生)1, ALDRICH Chris2
1. Institute of Mineral Engineering, Northeastern University, Shenyang 110004, China;
2. Department of Process Engineering, University of Stellenbosch, Private Bag X1,
Matieland, Stellenbosch 7602, South Africa
Received 18 April 2005; accepted 5 July 2005
Abstract: The effects of aeration rate and impeller speed on the concentrate sulfur grade and recovery for batch flotation of a complex sulphide ore were investigated. The relationships between the water recovery and solid entrainment were discussed. It is found that the solid entrainment is linearly related to the water recovery regardless of aeration rate and impeller speed, and the higher sulfur recovery at the aeration rate of 2 and 4 L/min for the impeller speed of 1 500 r/min is considered to be the contribution of true flotation. Finally, the sulfur recovery flux is correlated with the bubble surface area flux based on the froth image at the different aeration rates and impeller speeds.
Key words: impeller speed; aeration rate; water recovery; solid entrainment
1 Introduction
Aeration rate and impeller speed are important operational variables in flotation and controlling of them is significant for improving the flotation performance. LAPLANTE et al[1, 2] studied the effect of aeration rate on the flotation rate. The two cases of the transfer of material from the slurry to the froth and from the froth over the cell lip were considered. They found that at the first case the flotation rate constants increase to a maximum and then decrease as aeration rate increases, and at the second case the overall transfer rate increases with increase in aeration rate. Recently, GORAIN et al[3-6] investigated the effect of impeller speed, impeller type and aeration rate on bubble size distribution, gas holdup and superficial gas velocity in industrial flotation cell, and by studying the influence of mean bubble size, gas holdup and superficial gas velocity on flotation performance they further found bubble surface area flux to be the criterion of flotation performance through variations of impeller speed and aeration rate independent of impeller type.
Entrainment is considered the primary mechanism for the recovery of gangue particles in flotation. Studies by WARREN et al[7], KIRJAVINEN [8-10] and CILEK and UMUCU[11] have shown that entrainment is significantly related to water recovery and additionally depends on various operating parameters, such as aeration rate, froth thickness, pulp concentration, particle size distribution and slime in the feed, flotation time, particle shape and slurry viscosity. But few studies about the effect of impeller speed on the entrainment were carried out.
In this paper, the effects of aeration rate and impeller speed on the entrainment and the flotation performance and the relationship between the bubble surface area flux and the sulfur recovery flux based on the froth image will be studied for batch flotation by using a complex sulphide ore.
2 Experimental
The test sample was a complex sulphide ore from a mine in South Africa, mainly consisting of oxides and metal sulphides. Mineralogical and elemental analyses were carried out on X-ray fluorescence. The sulfur content was 2.13% (determined by a Leco Sulfur Analyser). The sulphide minerals in the ore were complex, mainly the sulphides of Zn, Cu and Pb.
The sample was crushed to less than 4 mm, and subsequently reduced in size in a dry rod mill with stainless steel milling media. The size distribution analysed by a Malvern mastersizer showed that the particle content of <0.076 mm took about 85%(mass fraction) and the density measured by a pycnometer was 2.78 g/cm3.
Preconditioning of the flotation pulp with 25% concentration was accomplished in a 5 L laboratory- scale ultrasonic bath. The total preconditioning time was 10 min, including activation for 5 min with copper sulphate (50 g/t) and subs- equently for another 5 min with sodium isobutyl xanthate (SIBX) (80 g/t) as a collector and polypro- pylene glycol (100 g/t) as a frother. Flotation experi- ments were conducted in an open top Leeds laboratory flotation cell with a capacity of 3 L. Three impeller speeds of 1 200, 1 500 and 1 800 r/min, and three aeration rates of 2, 4 and 7 L/min were used. The froth in the cell was controlled at a height of 25-30 mm and was removed at 15-30 s intervals with a scraper. Six samples were taken during each experimental run. The concentrates were weighed, dried and weighed again for determining solid and water contents. And the contents of sulphur were analyzed with a Leco sulfur analyser.
According to the method proposed by TRAHAR[12] and SUBRAHMANYAM and FORSSBERG[13], flotation experiments in the absence of collector were conducted to calculate the mass of the entrained water and solid in the froth.
The froth feature parameters were monitored with an industrial Baxall CD9312 videocamera with a 25 mm lens with an enlargement factor of 1∶1.14 and a window size of 75 mm×95 mm. The camera was mounted on a specially made bracket with an adjustable arm allowing lateral and vertical adjustment, which also prevented vibration from the flotation cell. The distance from the top of the cell to the lens was 485 mm. The camera was connected to a VHS video recorder and a television monitor. Digitization of the images and subsequent analysis of the data were performed on a personal computer fitted with a frame grabber. Lighting was provided by a single 100 W light bulb next to the camera[13].
3 Effects of aeration rate and impeller speed on sulfur grade and recovery
Effects of aeration and impeller speed on the sulfur grade and recovery at different time are shown in Figs.1 and 2 respectively. For all the impeller speeds, the sulfur grade generally decreases with increase in aeration rate. But when the time is longer than 360 s the sulfur grade increases as the aeration rate is larger than 4 L/min for the impeller speed of 1 800 r/min. The sulfur grade is obviously higher at the impeller speed of 1 500 r/min than that at 1 200 and 1 800 r/min when the aeration rate is lower than 6 L/min, which implies there is an optimum impeller speed between 1 200 and 1 800 r/min for the sulfur grade. The sulfur recovery increases with increase in aeration rate except for the impeller speed of 1 500 r/min. When the aeration rate is lower than 4 L/min the sulfur recovery is higher for the impeller speed of 1 500 r/min than that for other two impeller speeds. But when the aeration rate is higher than 4 L/min the sulfur recovery gets higher result at the impeller speed of 1 800 r/min. Considering the surfur grade and recovery, the optimum condition is at the impeller speed of 1 500 r/min and the aeration rate of 4 L/min.
According to the research of GORAIN et al [3-6], the mean bubble size, gas holdup and superficial gas velocity in the cell generally increase with the increase in aeration rate. The impeller speed mainly influences the bubble size distribution and gas holdup. The mean bubble size decreases and the gas holdup increases with the increase in impeller speed. The variations of the bubble size distribution, gas holdup and superficial gas velocity in the cell owing to the aeration rate and impeller speed can be reasonably considered to affect the flotation grade and recovery. Additionally, the variations of the bubble size distribution, gas holdup and superficial gas velocity in the cell are indicated by the variations of the froth features, e.g. the bubble size distribution in the froth, the stability of the froth and the loading density on the bubble surface in the froth, which are shown to depend on the aeration rate and impeller speed, and the mechanical entrainment because of the recovery of water also influences the flotation performance.
4 Effects of aeration rate and impeller speed on water recovery and entrainment
Fig.3 shows the effects of aeration rate and impeller speed on the entrainment solid recovery at different flotation time. The entrainment recovery increases with the increase in aeration rate and impeller speed for all flotation time. But as the flotation time increases the difference on the entrainment at different impeller speeds becomes smaller. As shown in Fig.4 the effects of aeration rate and impeller speed on the water recovery at different flotation times are similar to those on the entrainment. In fact as shown in Fig.5 the entrainment recovery can be linearly correlated with the water recovery independent of aeration and impeller speed. That is
Ren=b +a Rwater (1)
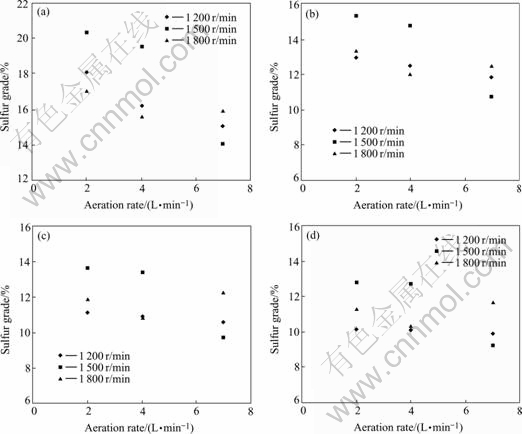
Fig.1 Effects of aeration rate and impeller speed on sulfur grade at different times: (a) 120 s; (b) 240 s; (c) 360 s; (d) 480 s
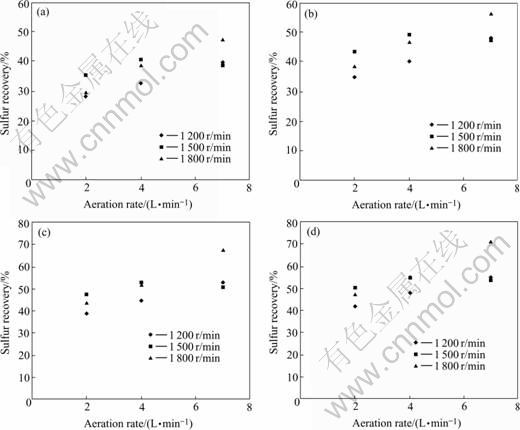
Fig.2 Effects of aeration rate and impeller speed on sulfur recovery at different times: (a) 120 s; (b) 240 s; (c) 360 s; (d) 480 s
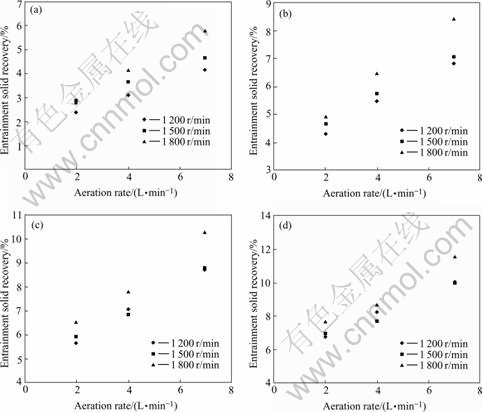
Fig.3 Effects of aeration rate and impeller speed on entrainment solid recovery in concentrate at different times: (a) 120 s; (b) 240 s; (c) 360 s; (d) 480 s
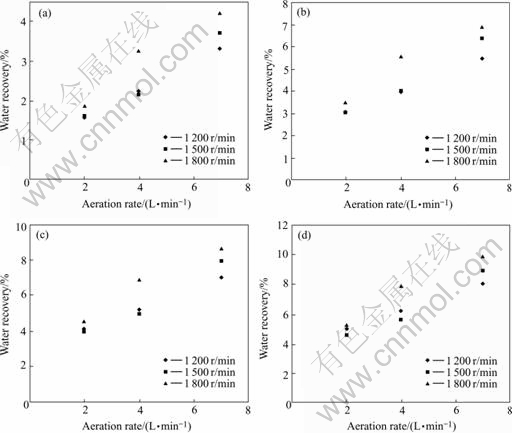
Fig.4 Effects of aeration rate and impeller speed on water recovery in concentrate at different times: (a) 120 s; (b) 240 s; (c) 360 s; (d) 480 s
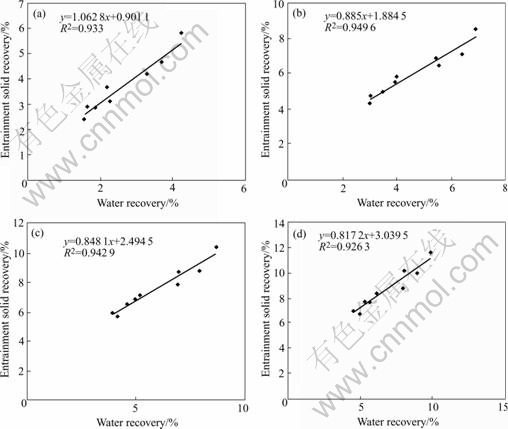
Fig.5 Relationships between entrainment and water recovery in concentrate at different times: (a) 120 s; (b) 240 s; (c) 360 s; (d) 480 s
where Ren and Rwater are the entrainment and water recovery respectively. The values of coefficients a and b depend on the flotation time. It is clearly seen from Fig.5 that the slope becomes larger and the intercept becomes smaller with the increase in time.
Comparing the experimental data of the flotation in the presence of collector with that in the absence of collector the water recovery can be considered to be approximately the same for the two cases (shown in Fig.6). That is, the water mainly distributes in the inter-bubble lamellae and the part in the bubble shell in which only hydrophobic particles are contained by selectively attached or true flotation is very densely packed. The conclusion is the same as the studies of FLYNN and WOODBURN[15], WOODBURN et al[16] and SADR-KAZEMI and CILLIERS[17]. WARREN[7] proposed the following equation for the hydrophobic particles:
Rm=Fm+emWwater (2)
where Rm is the recovery of the hydrophobic particles, Fm the true flotation component which represents the recovery that would be obtained from a completely dry froth, emWwater the recovery due to entrainment. According to the previous discussion the entrainment factor em for hydrophobic particles is independent of aeration rate and impeller speed. Using Eqn.(2) to the experimental data and substituting Rsul for Rm the following linear correlation is made
Rsul=Fsul+esulWwater (3)

Fig.6 Comparison of total flotation water with entrainment water recovery
5 Relationship between bubble surface area flux and sulfur recovery flux
As discussed above the concentrate sulfur recovery depends on the aeration rate and impeller speed, and the difference on sulfur recovery due to the different aeration rates and impeller speeds can be contributed to the difference on the true flotation not on the entrainment.
The flotation rate is a kinetic parameter to reflect the flotation performance. We define sulfur recovery flux: k=dRsul/dt as the parameter of flotation rate and Ya= 6aQa/db as the bubble surface area flux which is based on the froth feature, where Qa is the aeration rate, a the fraction of air supplied to cell which overflows in concentrate froth as unbroken bubbles and db the average bubble size in the froth. The experimental data show a linear relationship between the sulfur recovery flux and the bubble surface area flux based on the froth image for each impeller speed and aeration rate.
The relationship between k and Ya implies that the flow rate of valuable component in the flotation of complex sulphide ore depends on not only the aeration rate Qa but also the froth features, namely the froth stability shown on a and the froth size shown on db, which are influenced by the aeration rate, impeller speed and flotation time.
6 Conclusions
1) The concentrate sulfur grade and recovery of the sulphide ore depend on the aeration rate and impeller speed. The optimum condition is at the impeller speed of 1 500 r/min and the aeration rate of 4 L/min. The bubble size, gas holdup and superficial velocity in the cell and the froth features, e.g. the bubble size distribution, the froth stability and the surface loading density of bubbles in the froth, which are influenced by the aeration rate and impeller speed, may affect the flotation performance.
2) The water recovery and the entrainment solid recovery in the froth at different time increase with the increase in aeration rate and impeller speed. The water recovery and the entrainment solid recovery can be linearly related, independent of aeration rate and impeller speed. The entrained water in the flotation mainly distributes in the inter-bubble lamellae and the bubble shell, or the hemispherical cap of bubbles in the froth, in which only hydrophobic particles are contained because of true flotation, is very densely packed. The flotation recovery can be divided into the two parts: the true flotation and the entrainment because of the water recovery. The entrainment factor is dependent on the flotation time but independent of the aeration rate and impeller speed. The higher sulfur recovery at the optimum impeller speed and aeration rate is due to true flotation.
3) The sulfur recovery flux can be linearly correlated with the bubble surface area flux based on the froth image at the different aeration rates and impeller speeds investigated.
References
[1] Laplante A R, Toguri J M, Smith H W. The effect of air flow rate on the kinetics of flotation. Part 1: The transfer of material from the slurry to the froth[J]. Int J Miner Process, 1983, 11: 203-219.
[2] Laplante A R, Toguri J M, Smith H W. The effect of air flow rate on the kinetics of flotation. Part 2: The transfer of material from the froth over the cell lip[J]. Int J Miner Process, 1983, 11: 221-234.
[3] Gorain B K, Franzidis J P, Manlapig E V. Studies on impeller type, impeller speed and air flow rate in an industrial scale flotation cell. Part 1: Effect on bubble size distribution[J]. Mineral Engineering, 1995, 8(6): 615-635.
[4] Gorain B K, Franzidis J P, Manlapig E V. Studies on impeller type, impeller speed and air flow rate in an industrial scale flotation cell. Part 2: Effect on gas holdup[J]. Minerals Engineering, 1995, 8(12): 1557-1570.
[5] Gorain B K, Franzidis J P, Manlapig E V. Studies on impeller type, impeller speed and air flow rate in an industrial scale flotation cell. Part 3: Effect on superficial gas velocity[J]. Minerals Engineering, 1996, 9(6): 639-654.
[6] Gorain B K, Franzidis J P, Manlapig E V. 1996. Studies on impeller type, impeller speed and air flow rate in an industrial scale flotation cell. Part 4: Effect of bubble surface area flux on flotation performance[J]. Minerals Engineering, 1996, 10(4): 367-379.
[7] Warren L J. Determination of the contributions of true flotation and entrainment in batch flotation tests[J]. Int J Miner Process, 1985, 14: 33-44.
[8] Kirjavainen V M. Application of a probability model for the entrainment of hydrophilic in froth flotation[J]. Int J Miner Process, 1989, 27: 63-74.
[9] Kirjavainen V M. Mathematical model for the entrainment of hydrophilic particles in froth flotation[J]. Int J Miner Process, 1992, 35: 1-11.
[10] Kirjavainen V M. Review and analysis of factors controlling the mechanical flotation of gangue minerals[J]. Int J Miner Process, 1996, 46: 21-34.
[11] Cilek E C, Umucu Y. A statistic model fro gangue entrainment into froths in flotation of sulphide ores[J]. Minerals Engineering, 2001, 14(9): 1055-1066.
[12] Trahar W J. A rational interpretation of the role of particle size in flotation[J]. Int J Miner Process, 1981, 8: 289-327.
[13] Subrahmanyam T V, Forssberg E. Froth stability, particle entrainment and drainage in flotation ?A review[J]. Int J Miner Process, 1988, 23: 33-53.
[14] Aldrich C, Moolman D W, Bunkell S J, HARRIS M C, THERON D A. Relationship between surface froth features and process conditions in the batch flotation of a sulphide ore[J]. Minerals Engineering, 1997, 10(11): 1207-1218.
[15] Flynn S A, Woodburn E T. A froth ultra-fine model for the selective separation of coal from mineral in a dispersed air flotation cell[J]. Powder Technology, 1987, 49: 127-142.
[16] Woodburn E T, Austin L G, Stockton J B. A froth based flotation kinetic model[J]. Trans IChemE, 1994, 72, Part A, March: 211-226.
[17] Sadr-Kazemi N, Cilliers J J. A technique for measuring flotation bubble shell thickness and concentration[J]. Minerals Engineering, 2000, 13(7): 773-776.
Foundation item: Project supported by Postdoctoral Fellowship of South Africa
Corresponding author: YANG Xiao-sheng; Tel: +86-24-83680162 ; E-mail: xsyang@mail.neu.edu.cn
(Edited by YUAN Sai-qian)

