Simulation on flow, heat transfer and stress characteristics of large-diameter thick-walled gas cylinders in quenching process under different water spray volumes
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2019���11��
�������ߣ���ǿ �߾��� ��ӱ ����Ƚ ����
����ҳ�룺3188 - 3199
Key words��large-diameter thick-walled gas cylinders; quenching; water spray volume; heat transfer; stress; numerical simulation
Abstract: Cooling strength is one of the important factors affecting microstructure and properties of gas cylinders during quenching process��and reasonable water spray volume can effectively improve the quality of gas cylinders and reduce production costs. To find the optimal water spray parameters, a fluid-solid coupling model with three-phase flow was established in consideration of water-vapor conversion. The inner and outer walls of gas cylinder with the dimensions of d914 mm��38 mm��12000 mm were quenched using multi-nozzle water spray system. The internal pressure, average heat transfer coefficient (have) and stress of the gas cylinder under different water spray volumes during quenching process were studied. Finally, the mathematical model was experimentally verified. The results show that both the internal pressure and have increase along with the increase of spray volume. The internal pressure increases slowly first and then rapidly, but have increases rapidly first and then slowly. To satisfy hardenability of gas cylinders, the minimum spray volume should not be less than 40 m3/(h��m). The results of stress indicate that water spray quenching will not cause deformation of bottle body in the range of water volume from 40 to 290 m3/(h��m).
Cite this article as: GAO Jing-na, GAO Ying, XU Qin-ran, WANG Ge, LI Qiang. Simulation on flow, heat transfer and stress characteristics of large-diameter thick-walled gas cylinders in quenching process under different water spray volumes [J]. Journal of Central South University, 2019, 26(11): 3188-3199. DOI: https://doi.org/10.1007/s11771-019- 4245-x.

J. Cent. South Univ. (2019) 26: 3188-3199
DOI: https://doi.org/10.1007/s11771-019-4245-x

GAO Jing-na(�߾���)1, 2, GAO Ying(��ӱ)2, XU Qin-ran(����Ƚ)1, WANG Ge(����)1, LI Qiang(��ǿ)1, 3
1. National Engineering Research Center for Equipment and Technology of Cold Strip Rolling,Yanshan University, Qinhuangdao 066004, China;
2. School of Materials Science and Engineering, Hebei University of Science and Technology,Shijiazhuang 050018, China;
3. School of Materials Science and Engineering, Hebei University of Technology, Tianjin 300130, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Abstract: Cooling strength is one of the important factors affecting microstructure and properties of gas cylinders during quenching process��and reasonable water spray volume can effectively improve the quality of gas cylinders and reduce production costs. To find the optimal water spray parameters, a fluid-solid coupling model with three-phase flow was established in consideration of water-vapor conversion. The inner and outer walls of gas cylinder with the dimensions of d914 mm��38 mm��12000 mm were quenched using multi-nozzle water spray system. The internal pressure, average heat transfer coefficient (have) and stress of the gas cylinder under different water spray volumes during quenching process were studied. Finally, the mathematical model was experimentally verified. The results show that both the internal pressure and have increase along with the increase of spray volume. The internal pressure increases slowly first and then rapidly, but have increases rapidly first and then slowly. To satisfy hardenability of gas cylinders, the minimum spray volume should not be less than 40 m3/(h��m). The results of stress indicate that water spray quenching will not cause deformation of bottle body in the range of water volume from 40 to 290 m3/(h��m).
Key words: large-diameter thick-walled gas cylinders; quenching; water spray volume; heat transfer; stress; numerical simulation
Cite this article as: GAO Jing-na, GAO Ying, XU Qin-ran, WANG Ge, LI Qiang. Simulation on flow, heat transfer and stress characteristics of large-diameter thick-walled gas cylinders in quenching process under different water spray volumes [J]. Journal of Central South University, 2019, 26(11): 3188-3199. DOI: https://doi.org/10.1007/s11771-019- 4245-x.
1 Introduction
Car-mounted gas cylinders are mainly thin-walled, which can be hardened by immersion quenching only on external surface [1]. However, for the thick-walled gas cylinders, the inner wall must also be quenched simultaneously to meet the requirements of microstructure and properties. The current quenching technology inside the cylinder has not been mature yet [2]. The simplest quenching method for gas cylinders with smaller diameters and lengths is to inject water directly into the inner cavity. But for the large-diameter long- tube gas cylinders, e.g. d914 mm��38 mm��12000 mm in this research, the local stress would increase sharply and instantaneously by injecting water directly into the inner cavity. It causes bending or cracking of the bottle wall. Instead, the application of multiple nozzles for water spray quenching can effectively solve the problem of uneven cooling and product quality caused by stress concentration [3, 4]. Meanwhile, higher water flow rate or larger number of nozzle arrangement will be required to obtain comparable cooling rate with the immersion quenching result [5]. Due to the complexity of convective heat transfer inside the gas cylinders, the hardenability of long-tube thick-walled cylinders is an urgent problem to be solved.
When water is sprayed onto hot surfaces, there are three main forms of heat transfer, namely, forced convection, nucleation boiling and membrane boiling [6]. To avoid the increase of heat resistance caused by boiling and make the surface always be forced convection, it is necessary to select appropriate process parameters to improve heat transfer efficiency.
Water spray cooling efficiency is related to many factors such as nozzle size, water droplet diameter, flow rates, workpiece thickness and so on [7-9]. Many researchers have done a lot of experiments on this subject. SURESHKUMAR et al [10] pointed out that a smaller nozzle at higher pressure could produce greater cooling efficiency at a specific water flow rate. NAYAK et al [11] investigated the influences of thickness of plate, distance from nozzle to plate, air and water pressure on the heat transfer coefficients of mild steel plates, and developed a new correlation for optimization of surface heat transfer coefficients. LABERGUE et al [12] demonstrated that the sprays lead a more spatial uniformity of the heat flux and a better cooling efficiency compared to the liquid jet. AAMIR et al [13] studied the effects of water spray characteristics on cooling time and cooling rate at different inlet pressures. CHEN et al [14] showed that as the water flow rate increased, the heat flux increased but the spray cooling efficiency decreased. SOMASUNDARAM et al [15] proposed that full cone nozzles at lower flow rates were more suitable for intermittent spray cooling to enhance cooling efficiency. However, in addition to improving cooling efficiency, the effect of process parameters on the stress of workpiece during water spraying cannot be neglected. Because of the difficulty in testing thermal stress and phase transformation stress, little experiments focused on quenching stress [16].
To solve the problems in testing difficulties, experimental cost, safety and limitation of material composition, numerical methods and neural networks are used in many fields of engineering [17-22]. The problems of convective heat transfer and stress during spray cooling are no exception. The convective heat transfer coefficient is an important parameter affecting cooling efficiency. Generally, it is solved by combining the experiment and simulation [23-27]. While the quenching stress is an important factor affecting the quality of the product. The variation of the stress during quenching process can be determined by simulation, and the location where deformation or cracking may occur could be predicted [28-30].
The previous studies in spray cooling have addressed important issues focusing on the surface heat transfer in the open space, but little work has been done towards the water spray characteristics in semi enclosed space [31, 32]. Large-diameter thick- walled gas cylinder has larger internal space and smaller outlets, approximately in a semi-closed state. When the inner wall is continuously sprayed and quenched, due to the instantaneous accumulation of water vapor, higher pressure is formed, and greatly affects the heat transfer efficiency on the inner wall. It is difficult to obtain the detailed information of spray areas inside the gas cylinder by relying on experiments. To ensure that gas cylinders could satisfy the requirements of microstructure and properties, it is necessary to determine reasonable water spray volume. In this work, the distribution characteristics of pressure, heat transfer and stress of gas cylinder under different water volumes were researched by numerical simulation method. The optimum water volume range was obtained, and the mathematical model was verified by experiments. The research results could provide theoretical guidance for industrial testing and production.
2 Mathematical model and quenching parameter
2.1 Mathematical model
2.1.1 Control equations
The spray quenching process is accompanied by the changes in flow field, heat transfer and stress. The continuity equation and NAVI-STOKES (N-S) equation are respectively expressed as follows:
 (1)
(1)
 (2)
(2)
where �� is the density of the fluid; t is the time; ui and uj are the components of velocity vector; xi and xj are the components of each coordinate;  and
and  are the components of pulsating velocity tensor; ui and uj are the components of velocity tensor; �� is the dynamic viscosity coefficient; fi is the unit mass force; P is the unit surface force.
are the components of pulsating velocity tensor; ui and uj are the components of velocity tensor; �� is the dynamic viscosity coefficient; fi is the unit mass force; P is the unit surface force.
The water spraying process is a complex turbulent flow, accompanied by jets and vortices. The realizable k-�� turbulence model could accurately predict the divergence rate of the jet, and achieve good results of rotating flow, boundary laminar flow, flow separation, and complex multiphase flow. The realizable k-�� control equation [33] is:
 (3)
(3)

 (4)
(4)
where ��k and ���� are the Prandtl numbers of turbulent energy k and dissipation rate �� respectively; Gk is the turbulent kinetic energy generated by an average velocity gradient; ��1 and ��t are molecular viscosity coefficient and turbulent viscosity coefficient respectively; S is the user-defined source item; C1 and C2 are the empirical constants; �� is the coefficient of kinematic viscosity.
The volume fraction equation of phase K is obtained from the continuity equation of K phase, which is as follows:
 (5)
(5)
where ��K is the volume fraction of phase K; ��K is phase density of K; ��K is the dynamic viscosity coefficient of phase K; mP is the energy source term.
Energy conservation equation is:

 (6)
(6)
where T is the temperature; x, y and z are the cartesian coordinate components; ux, uy and uz are the components of velocity vectyor; cP is the specific heat capacity; �� is the thermal conductivity coefficient; ST is the internal heat source.
Stress-strain constitutive equation is:
 (7)
(7)
where Dep is the elastic-plastic matrix; d{��} is the stress in the elastic stage and plastic stage; d{��} is the total strain tensor.
2.1.2 Definite conditions
1) Initial conditions
At the initial moment, the gas cylinder is filled with air, and the initial temperature is the austenitizing temperature, as depicted in Eq. (8):

 (8)
(8)
where fair is the volume fraction of air.
2) Boundary conditions
The boundary conditions of the inlet, outlet and outer wall are set as velocity-inlet, free outflow and convective heat transfer coefficients respectively.
2.2 Material parameters
The gas cylinder is made of hot- expanding seamless steel pipe. The material is ASTM 4130 alloy structural steel (equivalent to 30CrMo of China National Standard), and the initial microstructure is composed of ferrite and pearlite. The chemical composition and mechanical properties are shown in Tables 1 and 2 [34], respectively.
The thickness of the hardened layer of ASTM 4130 steel tested by end quenching method is 22.5 mm and the hardness of semi-martensite is HRC 45. The continuous cooling transition curve (CCT) is determined by DIL805L Thermal Expansion Phase Change Instrument, as shown in Figure 1, where HV is Vickers hardness unit. It can be seen that Ac1 (austenite start temperature when heating) and Ac3 (austenite finish temperature when heating) are 819 ��C and 879 ��C respectively. Ms (martensite start temperature) and Mf (martensite finish temperature) are 349 ��C and 180 ��C respectively. The critical cooling rate corresponding to the hardness of semi-martensite is about 4.2 ��C/s, which is the minimum cooling rate to satisfy hardenability of gas cylinders.
Table 1 Chemical composition of ASTM 4130 (mass fraction, %)

Table 2 Mechanics performance parameters of ASTM 4130


Figure 1 CCT curve of ASTM 4130 steel
2.3 Quenching process and meshing
The overall size of the gas cylinder is d914 mm��38 mm��12000 mm, and the inner diameter of the outlet at both ends is 152 mm. The inner wall and the outer wall of the cylinder are respectively spray quenched. The schematic diagram of the quenching process is shown in Figure 2. Two water pipes are inserted from two ends of the bottle mouth into the cavity of the gas cylinder respectively.The nozzles are uniformly arranged in the circumferential and axial directions of the water pipe wall, and water is sprayed through the nozzle onto the wall.

Figure 2 Quenching schematic diagram of gas cylinder
In consideration of the geometric symmetry of gas cylinder and the periodicity of water spray distribution, the fluid-solid coupling model with a length of 1 m and 1/8 circle was selected as the calculation area, including a row of multiple nozzles system with a diameter of 5 mm and an axial spacing of 70 mm. The water spray volumes range from 15 to 580 m3/(h��m), referring to the water quantity per hour per meter of gas cylinder.
To reduce the computational period, the following assumptions have been adopted in the model:
1) The effect of the number of nozzles on the strength and deformation of the water pipe is ignored.
2) Assume that the gas cylinder doesn��t rotate; eight nozzles are selected in the circumferential direction of the water pipe in order to satisfy the circumferential quenching uniformity, which are not the actual number.
3) Assume that the outer surface of the gas cylinder is uniformly cooled.
4) Assume that the nozzle velocity along the axial direction is the same, ignoring the influences of the inlet velocity of water pipe on the velocity of each nozzle.
The nozzle entrance was taken as the calculated inlet. The model was divided into hexahedron grids with 482767 elements and 449365 nodes, as shown in Figure 3, where P1, P2, and P3 are the points on the inner wall, the central layer, and the outer wall of the cylinder, respectively.
3 Results and analysis
3.1 Analysis of pressure
When the gas cylinder is quenched by spraying water, the internal water vapor will remain stable after being aggregated. The internal relative pressure distribution (relative to the standard atmospheric pressure) after stabilization is shown in Figure 4. It can be seen that the pressure rises with the increase of the water volume. The maximum pressure difference is located in the transition from the arc section to the port. There are negative pressure zones around the nozzle near the bottle mouth, and the greater the water volume is, the more obvious the negative pressure is. Zone A in Figure 4(c) is enlarged as shown in Figure 5. As can be seen from Figure 5(a), the negative pressure is close to the left of the nozzle, while the pressure on the right is positive, significantly higher than the surroundings, but the velocity is lower than that in the surroundings (in Figure 5(b)). The reason is that the pressure at a lower flow velocity is higher according to Bernoulli��s equation. However, the velocity is lower in the negative-pressure zone. Because the water vapor flows out through the bottle mouth at a certain acceleration under high pressure, and a small dead zone is formed at the left corner of the nozzle where the outflow is smaller than the inflow, resulting in smaller density and negative pressure. Moreover, the velocity of fluid in the gas cylinder increases with the increase of internal pressure, which leads to the increase of turbulence intensity near the bottle mouth, and then produces a greater negative pressure.

Figure 3 Grid model
Figure 6 establishes the relationship between the water volume and the maximum pressure in the cylinder during quenching. The pressure tends to increase gently first, and then rises sharply with the increase of water volume. Especially when the water volume is more than 290 m3/(h��m), the growth rate of pressure is accelerated. It indicates that the instantaneous steam generated during quenching could not be discharged in time. A greater water spray volume results in a faster instantaneous accumulated mass flow rate and a rapid rise of the internal pressure. According to the design requirements, the nominal pressure of the gas cylinder is 25 MPa. As can be seen in Figure 6, when the water spray volume is less than 600 m3/(h��m), the internal pressure is far less than 25 MPa, which would not cause quality problems to the gas cylinder.
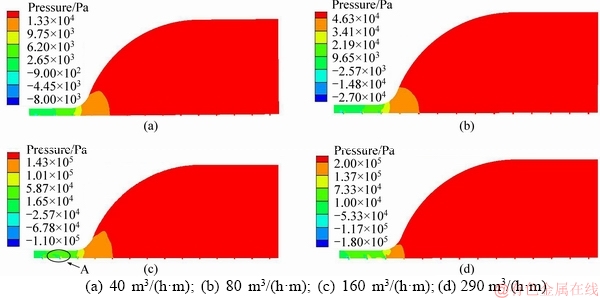
Figure 4 Pressure nephograms under different water volumes:
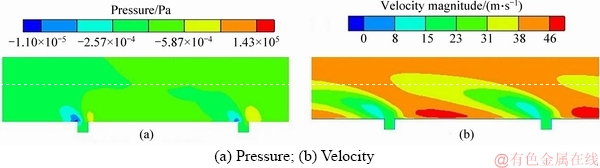
Figure 5 Enlarged view of flow field in zone A:
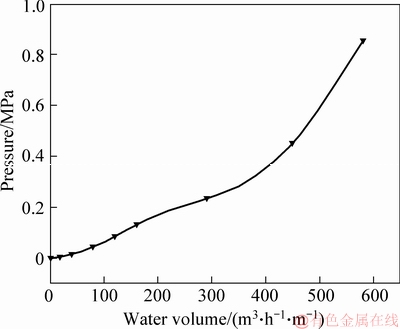
Figure 6 Relationship of water volume and maximum pressure
3.2 Analysis of heat transfer
3.2.1 Analysis of convection heat transfer on inner wall of the cylinder
The variation law of average heat transfer coefficient (have) on the inner wall with different parameters is shown in Figure 7. The relationship between have and water spray volumes was established in Figure 7(a). It can be seen that the larger the water volume is, the greater the have is, but the trend of curves remains basically consistent. With the increase of temperature, the have increases sharply first and then slowly. After 800 ��C, it decreases rapidly. Figure 7(b) establishes the relationship between have and water spray volume at 400 and 800 ��C, respectively. The have increases rapidly with the increase of the water volume, and the growth rate of have at 800 ��C is higher than that at 400 ��C until it is more than 290 m3/(h��m). Then the growth rate becomes smooth, and the two curves are approximately parallel, indicating that the water spray volume has less influence on the heat transfer efficiency after it is more than m3/(h��m).
The position where water is directly sprayed is called injection point, and the middle point of the line connecting two adjacent injection points is called midpoint. The curves of the temperature differences between adjacent injection point and midpoint with time are shown in Figure 8. It can been seen that the temperature difference increases sharply first and then decreases rapidly. With the increase of the spray volume, the peak temperature difference increases, but the time for the temperature to be uniform becomes short. The peak temperature difference ranges from 95.1 to 116.5 ��C. The temperature difference is below 20 ��C after 120 s at the water volume of 40 m3/(h��m). When the water volume is more than 80 m3/(h��m), it is lower than 20 ��C after 70 s, and the temperature on the inner wall tends to be uniform.

Figure 7 Curves of average heat transfer coefficient with temperature (a) and water volume (b)

Figure 8 Effect of water spray volumes on temperature difference
3.2.2 Determination of reasonable water spray volume
According to technological requirements, the the bottle mouth and arc transition only need to meet the requirements of thickness, that is, not less than 75% of thickness of the bottle body. Actually, they are thicker than the bottle body, and have satisfied the design requirements. Therefore, the research of hardenability focuses on the bottle body. In order to ensure that the bottle body can be hardened, more than 50% martensite must be obtained, so it is necessary to consider the amount of water spray required for the bottle body.
It can be seen from the foregoing result (Section 2.2) that the minimum cooling rate of gas cylinder should be higher than 4.2 ��C/s. Therefore, to ensure that the gas cylinder is hardened, the time to cool to the martensite start temperature (Ms=349 ��C) is less than 130 s.
Figure 9 shows the temperature distribution of the minimum cooling point of the bottle body. It can be seen from the fluid-solid coupling nephogram (in Figure 9(a)) that the surface temperature in the water-spraying zone is the lowest, while the point with the slowest cooling rate is located on the side of the central layer of the bottle.
The minimum cooling rate curves under different spray volumes are shown in Figure 9(b). It can be seen that the temperature gradient increases with the increase of cooling water volume. At 130 s, the temperature is 372 ��C at the water volume of 20 m3/(h��m), which does not drop to martensite start temperature. It satisfies the condition of hardenability when the temperature is less than 300 ��C at the water volume of 40 m3/(h��m). In addition, when the water volume is less than 120 m3/(h��m), the temperature difference is more than 40 ��C for water volume difference of 20 m3/(h��m). But when the water volume is more than 160 m3/(h��m), the temperature difference is less than 10 ��C for water volume difference of 20 m3/(h��m), indicating that the water quantity has little effect on the cooling efficiency.
In consideration of the cooling efficiency and hardenability, the optimum water volume required for the gas cylinders with the size of d914 mm��38 mm is in the range of 120-160 m3/(h��m).

Figure 9 Simulation nephogram and cooling curves:
3.3 Analysis of stress
The average temperature distributions calculated on the inner wall and outer wall were taken as the boundary conditions. The axial stress and effective stress at different monitoring points of gas cylinders during quenching were calculated as shown in Figures 10 and 11, respectively.
As can be seen from Figure 10, the direction of the axial stress at P1 and P3 is the opposite to that at P2, because the cooling speeds at different points are different, causing the time of phase transition to be different. All the points are affected by thermal stress and phase transformation stress in the quenching process, making the stress state oscillate.
It is apparent from Figures 10 and 11, the peaks of the axial stress and effective stress move to the left as the water volume increases. The larger the water volume is, the larger the peak at P1 and P2 is. Compared with the curves at the water quantity of 290 m3/(h��m) and 40 m3/(h��m), the maximum peak difference of axial tensile stress peak is about 91 MPa and the maximum peak difference of effective stress is about 187 MPa. However, the peak stresses at P2 are less influenced by water volumes because the heat in the center of the bottle is released in the form of heat conduction, and the cooling rate varies little due to the smaller thermal conductivity of the material.
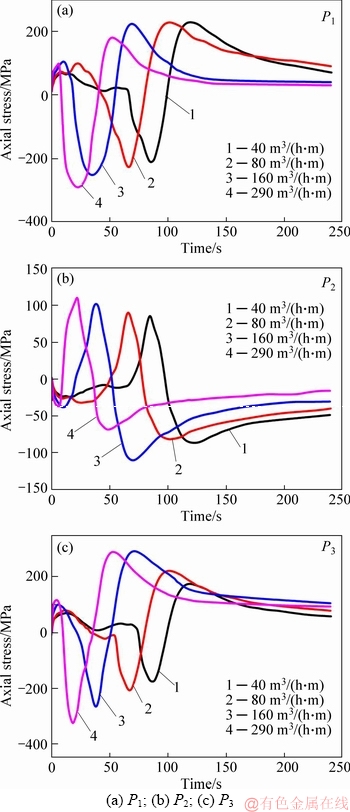
Figure 10 Effect of water spray volume on axial stress of gas cylinder:
In order to determine whether the quenching stress causes deformation of the bottle body, the peak values of effective stress at each monitoring point under different water volumes are compared with the yield strength of the material (Table 2), as shown in Figure 12. It can be seen that all the effective stress peaks are lower than the yield strength at the same temperature. Therefore, there is no risk of deformation for the gas cylinder when the water spray volume is in the range of 40 to 290 m3/(h��m).

Figure 11 Effect of water spray volume on effective stress of gas cylinder:
In general, when other parameters remain unchanged, the cooling strength increases with the increase of spraying volume, and the martensite content increases correspondingly, which is beneficial to increase the tensile strength of the material. Therefore, in the safe range of quenching stress, a larger water volume should be selected. Due to the water volume has little effect on the cooling rate after more than 160 m3/(h��m), in consideration of the economic costs and other influencing factors, the optimal range of water is 120-160 m3/(h��m).

Figure 12 Comparison of yield strength and effective stress
4 Experimental verification
The workpiece used in the verification experiment was taken from a hot-expanding seamless steel pipe, which is used to make gas cylinders. The overall size is d914 mm��38 mm�� 800 mm. Two circular flat plates with inner diameter of 150 mm and thickness of 20 mm were respectively welded to the two outlets of the steel pipe, as shown in Figure 13. The material of the workpiece is ASTM 4130. The chemical composition and mechanical properties are shown in Tables 1 and 2, respectively.
The workpiece was heated to the austenitizing temperature (900 ��C) in the industrial roller hearth furnace and hold for 45 min, and then the inside and outside of the workpiece were simultaneously subjected to water immersion quenching. After heat treatment, two samples were cut longitudinally in the middle of the quenched workpiece (including point P1 on inner wall and point P2 in the center of thickness, respectively). After grinding and polishing, the samples were etched with alcohol solution containing 4% of nitric acid and the micro- structure was observed by Axio Vert.A1 Zeiss optical microscope (Figure 14). The hardness was tested by HV-1000 microhardness tester, and the average value was obtained by five-point measurement. Meanwhile, the flow-solid coupling numerical simulation of the workpiece during quenching was carried out, and the cooling curves of P1 and P2 with quenching time were obtained, as shown in Figure 15.

Figure 13 Experimental workpiece

Figure 14 Microstructure of ASTM 4130 after quenching:
It can be observed from Figure 14 that the microstructure of P1 is mainly composed of martensite, while that of P2 is mainly composed of martensite and a small amount of bainite. The hardness of P1 and P2 are determined as HV618.6 and HV562.2, respectively. In contrast to the hardness of CCT curve (in Figure 1), it can be seen that the cooling rate of P1 is in the range of 40 to 60 ��C/s and that of P2 is in the range of 10 to 15 ��C/s. And the microstructure in the velocity range on the CCT curve is consistent with that of metallographic observation. Furthermore, as shown in Figure 15, the average cooling rates of P1 and P2 before martensitic transformation are calculated to be 56.2 and 14.3 ��C/s respectively, which are consistent with the cooling speed range assessed by hardness. Since the position of the metallographic observation and the hardness measurement has a certain deviation from that of P1 and P2, the result has a certain error. However, the results of the experiment and simulation are basically consistent, proving that the mathematical model is correct.

Figure 15 Simulation results
5 Conclusions
In this work, the fluid-solid coupling mathematical model was established, and the internal pressure, heat transfer and stress of gas cylinder during quenching process were simulated. The mathematical model has been verified by experiments. The main results are as follows:
1) As the water spray volume increases, the internal pressure increases slowly first, then increases rapidly after more than 290 m3/(h��m), while the average heat transfer coefficients show the opposite increasing trend.
2) The peaks of the axial stress and effective stress increases with the increase of water spray volume, but there is no risk of deformation for the gas cylinder in the range of 40-290 m3/(h��m).
3) Based on considerations of the cooling efficiency and economic cost, the reasonable water spray volume is in the range of 120 to 160 m3/(h��m).
Nomenclature
��
Density of the fluid
��
Dynamic viscosity coefficient
��t
Turbulent viscosity coefficient
fi
Unit mass force
P
Unit surface force
xi , xj
Components of each coordinate
��k
Prandtl number of turbulent energy
����
Prandtl number dissipation rate
Gk
Turbulent kinetic energy generated by an average velocity gradient
��K
Volume fraction of phase K
��K
Density of phase K
mP
Energy source term
t
Flow time of the fluid
T
Temperature of the material
cP
Specific heat capacity
��
Thermal conductivity coefficient
ST
Internal heat source of the material
Dep
Elastic-plastic matrix
d{��}
Stress in elastic stage and plastic stage
d{��}
Total strain tensor
fair
Volume fraction of air
S
User-defined source item
C1, C2
Empirical constants
��
Coefficient of kinematic viscosity
��K
Dynamic viscosity coefficient of phase K
��1
Molecular viscosity coefficient
ui, uj
Components of velocity tensor
ui', uj'
Components of pulsating velocity tensor
References
[1] ZHANG Hong-xing, ZHANG Hua-sheng. Research overview of compressed natural gas cylinder for vehicle [J]. Petroleum and Chemical Equipment, 2011, 14(10): 5-8. DOI: 10.3969/j.issn.1674-8980.2011.10.001. (in Chinese)
[2] ZHAO Jing-mao. Brief description of heat treatment of large volume steel seamless cylinders [C]// Proceedings of the 20th Anniversary Conference of China Industrial Gas Industry Association. Shanghai: China Industrial Gas Industry Association, 2008: 177-182. http://www. wanfangdata.com.cn/details/detail.do?_type=conference&id=6528571. (in Chinese)
[3] WEN Zhe-xi, HE Ya-ling, MA Zhao. Effects of nozzle arrangement on uniformity of multiple impinging jets heat transfer in a fast cooling simulation device [J]. Computers & Fluids, 2018, 164: 83-93. DOI: https://doi. org/10.1016/j. compfluid.2017.05.012.
[4] HOU Yan, TAO Yu-jia, HUAI Xiu-lan, ZOU Yu, SUN Dong-liang. Numerical simulation of multi-nozzle spray cooling heat transfer [J]. International Journal of Thermal Sciences, 2018, 125: 81-88. DOI: 10.1016/j.ijthermalsci. 2017.11.011.
[5] SOEJIMA H, MITSUTAKE Y, ILLIAS S, TSUBAKI K, MONDE M. Application of the spray quenching to T6 heat treatment of thick A6061 hollow cylinders [J]. Procedia Engineering, 2015, 105: 776-786. DOI: https://doi.org/10. 1016 /j.proeng.2015.05.070.
[6] XU Rong, LI Luo-xing, ZHANG Li-qiang, ZHU Bi-wu, LIU Xiao, BU Xiao-bing. Influence of pressure and surface roughness on the heat transfer efficiency during water spray quenching of 6082 aluminum alloy [J]. Journal of Materials Processing Technology, 2014, 214(12): 2877-2883. DOI: https://doi.org/10.1016/j. jmatprotec.2014.06.027.
[7] YAO S C, COX T L. A General heat transfer correlation for impacting water sprays on high-temperature surfaces [J]. Experimental Heat Transfer, 2002, 15(4): 207-219. DOI: https://doi.org/10.1080/08916150290082649.
[8] PATIL V S, VEDULA R P. Local heat transfer for jet impingement onto a concave surface including injection nozzle length to diameter and curvature ratio effects [J]. Experimental Thermal and Fluid Science, 2018, 92: 375- 389. DOI: https://doi.org/10.1016/j.expthermflusci.2017.08. 002.
[9] NAYAK S K, MISHRA P C, PARASHAR S K S. Influence of spray characteristics on heat flux in dual phase spray impingement cooling of hot surface [J]. Alexandria Engineering Journal, 2016, 55(3): 1995-2004. DOI: https://doi.org/10.1016/j.aej.2016.07.015.
[10] SURESHKUMAR R, KALE S R, DHAR P L. Heat and mass transfer processes between a water spray and ambient air�CI. Experimental data [J]. Applied Thermal Engineering, 2008, 28(5, 6): 349-360. DOI: https://doi.org/10.1016/j. applthermaleng. 2007.09.010.
[11] NAYAK S K, MISHRA P C. Desirability function based optimization of experimental data for air-water spray impingement cooling [J]. Management Science Letters, 2016: 203-212. DOI: 10. 5267/j.msl.2016.1.007.
[12] LABERGUE A, GRADECK M, LEMOINE F. Comparative study of the cooling of a hot temperature surface using sprays and liquid jets [J]. International Journal of Heat and Mass Transfer, 2015, 81: 889-900. DOI: https://doi.org/ 10.1016/j.ijheatmasstransfer.2014.11.018.
[13] AAMIR M, QIANG L, XUN Z, HONG W, ZUBAIR M. Ultra fast spray cooling and critical droplet diameter estimation from cooling rate [J]. Journal of Power and Energy Engineering, 2014, 2(4): 259-270. DOI: 10.4236/jpee. 2014.24037.
[14] CHEN Hua, CHENG Wen-long, PENG Yu-hang, ZHANG Wei-wei, JIANG Li-jia. Experimental study on optimal spray parameters of piezoelectric atomizer based spray cooling [J]. International Journal of Heat and Mass Transfer, 2016, 103: 57-65. DOI: https://doi.org/10.1016/j.ijheatmasstransfer. 2016.07.037.
[15] SOMASUNDARAM S, TAY A A O. Comparative study of intermittent spray cooling in single and two phase regimes [J]. International Journal of Thermal Sciences, 2013, 74: 174-182. DOI: https://doi.org/10.1016/j.ijthermalsci.2013. 06.008.
[16] ZHANG Yu-xun, YI You-ping, HUANG Shi-quan, DONG Huang-fei. Influence of quenching cooling rate on residual stress and tensile properties of 2A14 aluminum alloy forgings [J]. Materials Science and Engineering A, 2016, 674(12): 658-665. DOI: https://doi.org/10.1016/j. msea.2016. 08.017.
[17] KALTENBACH C, LAURIEN E. CFD simulation of spray cooling in the model containment THAI [J]. Nuclear Engineering and Design, 2018, 328: 359-371. DOI: https:// doi.org/10.1016/j.nucengdes.2017.12.030.
[18] KHALAJ G, NAZARI A, POURALIAKBAR H. Prediction of martensite fraction of microalloyed steel by artificial neural networks [J]. Neural Network World, 2013, 23(2): 117-130. DOI: 10.14311/NNW.2013.23.009.
[19] POURALIAKBAR H, KHALAJ G, JANDAGHI M R, KHALAJ M J. Study on the correlation of toughness with chemical composition and tensile test results in microalloyed API pipeline steels [J]. Journal of Mining and Metallurgy, Section B: Metallurgy, 2015, 51(2): 173-178. DOI:10. 2298/JMMB140525025P.
[20] FAIZABADI M J, KHALAJ G, POURALIAKBAR H, JANDAGHI M R. Predictions of toughness and hardness by using chemical composition and tensile properties in microalloyed line pipe steels [J]. Neural Computing and Applications, 2014, 25(7, 8): 1993-1999. DOI: https://doi. org/10.1007/s00521-014-1687-9.
[21] POURALIAKBAR H, KHALAJ M J, NAZERFAKHARI M, KHALAJ G. Artificial neural networks for hardness prediction of HAZ with chemical composition and tensile test of X70 pipeline steels [J]. Journal of Iron and Steel Research International, 2015, 22(5): 446-450. DOI: https:// doi.org/ 10.1016/S1006-706X(15)30025-X.
[22] KHALAJ G, YOOZBASHIZADEH H, KHODABANDEH A, NAZARI A. Artificial neural network to predict the effect of heat treatments on Vickers microhardness of low-carbon Nb microalloyed steels [J]. Neural Computing and Applications, 2013, 22(5): 879-888. DOI: https://doi.org/10.1007/s00521- 011-0779-z.
[23] CHENG Wen-long, CHEN Hua, HU Lei, ZHANG Wei-wei. Effect of droplet flash evaporation on vacuum flash evaporation cooling: Modeling [J]. International Journal of Heat and Mass Transfer, 2015, 84: 149-157. DOI: https:// doi.org/10.1016/j.ijheatmasstransfer. 2014.12.078.
[24] FENG Ming-jie, WANG En-gang, WANG Hai, LI Yan-dong, LIU Bing. Numerical simulation on boiling heat transfer of evaporation cooling in a billet reheating furnace [J]. Journal of Central South University, 2016, 23(6): 1515-1524. DOI: 10.1007/s11771-016-3203-0.
[25] PENG Liang-gui, LIU Xiang-hua, ZHAO Xian-ming, WU Di. Mathematic modeling on flexible cooling system in hot strip mill [J]. Journal of Central South University, 2014, 21(1): 43-49. DOI: 10.1007/s11771-014-1913-8.
[26] ZHAO Hou-jian, LI Xiao-wei, WU Xin-xin. Numerical investigation of supercritical water turbulent flow and heat transfer characteristics in vertical helical tubes [J]. The Journal of Supercritical Fluids, 2017, 127: 48-61. DOI: https://doi.org/10.1016/j.supflu.2017.03.016.
[27] XIAO Lie-hui, GE Zhi-hua, YANG Li-jun, DU Xiao-ze. Numerical study on performance improvement of air-cooled condenser by water spray cooling [J]. International Journal of Heat and Mass Transfer, 2018, 125: 1028-1042. DOI: https://doi.org/10.1016/j.ijheatmasstransfer.2018.05.006.
[28] LIU Yu, QIN Sheng-wei, ZUO Xun-wei, CHEN Nai-lu, RONG Yong-hua. Finite element simulation and experimental verification of quenching stress in fully through-hardened cylinders [J]. Acta Metallurgica Sinica, 2017, 53(6): 733-742. DOI: 10.11900/0412.1961.2016. 00509.
[29] NING Qin-heng, DONG Jun-yuan, LI Yong-gang, ZUO Xiu-rong, WU Xiang, ZHAO Wei-wei. Finite element simulation of water jet quenching for large NM450 steel plate [J]. Heat Treatment of Metals, 2018, 48(10): 221-226. DOI: 10.13251/j.issn.0254-6051.2018.10.044. (in Chinese)
[30] KAMENICKY R, DOMALAPALLY P K, ARNOULT X. Thermo-mechanical stress analysis of the water cooled DEMO First Wall mock-up components [J]. Fusion Engineering and Design, 2018, 136: 1618-1623. DOI: https://doi.org/10.1016/j.fusengdes.2018.05.072.
[31] WANG Ge, DU Xiong-fei, GAO Jing-na, CUI Ming-ti, LI Qiang. Numerical simulation and experiment on final heat treatment of the large-diameter thick-wall gas cylinder of 30CrMo steel [J]. Transactions of Materials and Heat Treatment, 2016, 37(3): 210-215. DOI: 10.13289/j.issn. 1009-6264.2016.03.036. (in Chinese)
[32] WANG Ge��ZHU Guo-shan��GAO Jing-na, WANG Li-li, DU Xiong-fei, LI Qiang�� Numerical simulation of flow and temperature fields in spray quenching process of large-diameter thick-walled 4130X steel gas cylinder [J]. Transactions of Materials and Heat Treatment, 2015, 36(7): 250-256. DOI: 10.13289/j.issn.1009-6264.2015. 07.042. (in Chinese)
[33] XU Qin-ran. Numerical simulation on quenching cooling uniformity of gas storage for gas supply stations [D]. Qinhuangdao: Yanshan University, 2017. http://cdmd.cnki.com.cn/Article/CDMD-10216-1017726618.htm. (in Chinese)
[34] DU Xiong-fei. Numerical simulation and experiment on heat treatment process of large diameter and thick wall gas cylinder [D]. Qinhuangdao: Yanshan University, 2015. http://cdmd.cnki.com.cn/Article/CDMD-10216-1015901591.htm. (in Chinese)
(Edited by ZHENG Yu-tong)
���ĵ���
��ֱ�������ƿ���ʱ��ͬ��ˮ�����������ȼ�Ӧ�����Է���ģ��
ժҪ����ȴǿ����Ӱ����ƿ�����֯���ܵ���Ҫ���أ���������ˮ��������Ч�����ƿ���������������ɱ���Ϊ��Ѱ����ѵ���ˮ������������ˮ-����ת�����������������������-�����ģ�͡����ö�������ˮϵͳ����ƿ�ߴ�Ϊd 914 mm��38 mm��12000 mm���ڱں���ڽ����˴����ȴ���о�����ƿ���ʱ��ͬ��ˮ�����ڲ�ѹǿ��ƽ������ϵ����ƿ��Ӧ���ķֲ����ɣ������ն���ѧģ�ͽ�����ʵ����֤����������������������������ڲ�ѹǿ��ƽ������ϵ������֮�����ڲ�ѹǿ�Ȼ���������֮��Ѹ�����ӣ���ƽ������ϵ�����෴���ȼ������ӣ������������ʽ�ƽ����Ϊ��֤��ƿ�ܱ�������С����ˮ���Ӧ��С��40 m3/(h��m)��Ӧ�������������ˮ����40~290 m3/(h��m)��Χ�ڴ��ʹƿ�巢�����Ρ�
�ؼ��ʣ���ֱ�������ƿ�������ˮ�������ȣ�Ӧ������ֵģ��
Foundation item: Project(51674096) supported by the National Natural Science Foundation of China; Project(E2016203119) supported by Hebei Natural Science Foundation of China; Project(18211045) supported by the Key Research and Development Foundation in Hebei Province of China
Received date: 2018-07-08; Accepted date: 2019-03-02
Corresponding author: LI Qiang, PhD, Professor; Tel: +86-311-81668706; E-mail: liqiang@ysu.edu.cn; ORCID: 0000-0002-6925-0804

