
Effect of extrusion ratio on microstructure and mechanical properties of
AZ91D magnesium alloy recycled from scraps by hot extrusion
HU Mao-liang(胡茂良), JI Ze-sheng(吉泽升), CHEN Xiao-yu(陈晓瑜)
College of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China
Received 23 September 2009; accepted 30 January 2010
Abstract: A method for recycling AZ91D magnesium alloy scraps directly by hot extrusion was studied. Various microstructural analyses were performed using the techniques of optical microscopy, scanning electron microscopy (SEM) and energy dispersive spectroscopy(EDS). Microstructural observations revealed that all the recycled specimens consisted of fine grains due to the dynamic recrystallization. The main strengthening mechanism of the recycled specimen was grain refinement strengthening and homogeneous distribution of oxide precipitates. The interfaces of individual scraps of extruded materials were not identified when the scraps were extruded with the extrusion ratio of 40?1. Oxidation layers of the scraps were broken into pieces by high compressive and shear forces under the extrusion ratio of 40?1. The ultimate tensile strength and elongation to failure increased with increasing the extrusion ratio. Recycled specimens with the extrusion ratio of 40:1 showed higher ultimate tensile strength of 342.61 MPa and higher elongation to failure of 11.32%, compared with those of the cast specimen.
Key words: extrusion ratio; AZ91D magnesium alloy; scraps; mechanical property; microstructure
1 Introduction
Magnesium alloys are promising structural light metals because of their many advantages such as high specific stiffness, high specific strength, excellent castability and good recycling ability[1-4]. For these reasons, the demand for magnesium alloys is increasing rapidly. A large amount of waste in the form of scraps and chips is produced in the manufacturing process such as die casting and plastic forming. Because of resource depletion in the future, recycling of scraps and chips draws more and more attention. To date, some recycling processes such as remelting and burning with sand have been proposed and applied[5-6].
In general, metallic scraps and chips can be always remelted to be cast into ingot for subsequent processing. However, this liquid state recycling may not be efficient for magnesium alloys because of the needs of special protective environment and extra caution. These methods are costly because magnesium is susceptible to oxidation. Extrusion is a new effective processing method for efficiently reclaiming magnesium scraps and chips because it is not expensive. The advantage of the recycling process is that the treatment is conducted in the solid state, which does not need a special protective environment or extra caution. The solid recycled materials show excellent mechanical properties[7-8]. In the extrusion process, scraps and chips are recycled by consolidation using plastic deformation and by microstructural control such as grain refinement and dispersion of the oxide precipitates[9-10].
In the previous researches, machined chips of commercial magnesium alloy such as AZ31[11-12], ZK60[13] and AZ80[14] were recycled by cold or hot pressing followed by hot extrusion. Recycled magnesium alloy exhibited high strength and high elongation to failure due to grain refinement and homogeneous dispersion of oxide precipitates. However, microstructure and mechanical properties of AZ91D magnesium alloy prepared by hot extrusion from recycled scraps have not been investigated. It is well known that fine grain size and good bonding of individual scraps attain excellent mechanical properties. Fine grain size and good bonding are tightly related with extrusion ratio. In this work, hot extrusion was carried out at 723 K with extrusion ratios of 11?1, 25?1 and 40?1. The effects of extrusion ratio on mechanical properties and microstructure of AZ91D magnesium alloy prepared by hot extrusion from recycled scraps are discussed.
2 Experimental
The materials used in this work were AZ91D magnesium alloy scraps directly coming from the die casting process used in the industrial manufacture, as shown in Fig.1. These scraps included water gap, casting gap, flow path agglomeration etc.

Fig.1 AZ91D magnesium alloy scraps produced in die casting
Firstly, AZ91D magnesium alloy scraps were manually cut into 1.5-2.5 cm in length in order to be filled into a container. And then these scraps were loaded into a 40 mm diameter cylindrical container. The container with the scraps was held for 20 min at 723 K. At last, hot extrusion was carried out. The extrusion rate was 0.15 mm/s, the extrusion ratios were 11?1, 25?1, and 40?1 and the diameters of the extruded rods were 11, 8, and 6 mm, respectively. Extrusion specimens with the extrusion ratio of 11?1, 25?1, and 40?1 are called recycled specimen 1, recycled specimen 2 and recycled specimen 3, respectively.
Standard tensile specimens with oriented plane parallel to the extrusion direction were prepared to test the tensile strength and elongation to failure at room temperature. The extruded samples were machined into tensile specimens of 5 mm in gauge diameter and 25 mm in gauge length. Tensile tests were performed at room temperature at a strain rate of 5×10-3 s-1 on WDW-10 electron universal strength testing machine. The tensile axis was parallel to the extrusion direction. The ultimate tensile stress and elongation to failure were recorded. Each datum was the average of results from more than three samples. Microstructures of the specimens were observed with OLYMPUS-GX71-6230A optical microscope (OM). The specimens were polished with a Cr2O3 polishing medium and etched in a 4% aqueous nitric acid solution. Fractures were characterized on a FEI-SIRION scanning electron microscope (SEM). The grain size was determined using a linear intercept method from a large number of non-overlapping measurements[8].
3 Results and discussion
3.1 Metallurgical microstructure
At room temperature, magnesium alloys deform essentially by basal slip and twinning, which limits their formability[15]. Hot extrusion produces additional prismatic and pyramidal slip systems contributing significantly to the deformation. Metallurgical microstructures of three kinds of extrusion specimens are shown in Fig.2. All micrographs were taken for the plane parallel to the extrusion direction. None of the specimens exhibited voids or cracks. Individual scraps were not clearly observed and features of the deformation processing could be seen.
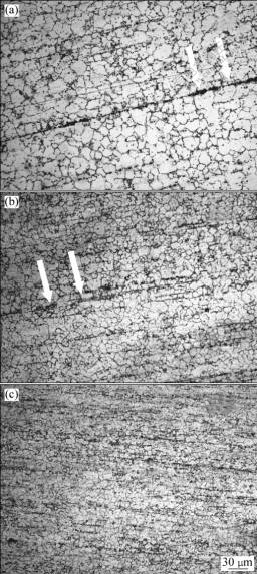
Fig.2 Metallurgical microstructures of AZ91D magnesium alloy along extrusion direction: (a) Recycled specimen 1; (b) Recycled specimen 2; (c) Recycled specimen 3
With the extrusion ratio of 11?1, as shown in Fig.2(a), the specimen exhibits partial dynamic recrystallization. Few grains did not recrystallize but exhibited an elongated fiber-like structure. Some long crooked black lines could be seen in the metallurgical microstructures, as shown with the white arrow. Fig.3 shows the SEM morphology and energy spectrum analysis results of the specimen. It can be seen from Fig.2(a) and Fig.3 that these black lines were the bonding interface of the original scraps including plenty of oxygen contents. Magnesium alloy scraps were prone to form a compact oxide layer since magnesium alloys were readily oxidized. But, oxide layers could prohibit the fine bonding between the scraps in the extrusion process. This indicates that oxidation layers of the scraps were not completely broken into pieces by compressive and shear forces with the extrusion ratio of 11?1.
With the extrusion ratio of 25?1, as shown in Fig.2(b), coarse deformed grains and thin dynamically recrystallized grains coexisted. The average grain size decreased and the volume fraction of recrystallized grains progressively increased. Long crooked black lines were broken into short ones, as shown with the white arrows. This indicates that the fine bonding of the original scraps rose rapidly with higher extrusion ratio. Oxidation layers of the scraps were fragmented and formed discontinuous lines. Hot extrusion with the extrusion ratio of 25?1 could produce fine consolidation of the recycled scraps.
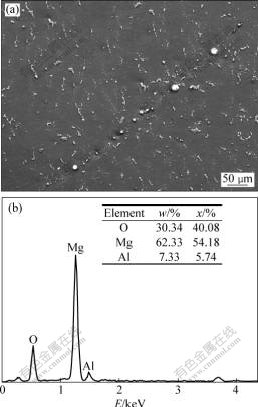
Fig.3 SEM morphology of AZ91D magnesium alloy (a) and energy spectrum analysis result of recycled specimen 1 recycled from scraps by hot extrusion (b)
With the extrusion ratio of 40?1, as shown in Fig.2(c), an equiaxed microstructure with an average grain size of 12 μm was presented and these grains formed high angle boundaries. Clearly, for higher extrusion ratios, the extent of dynamic recrystallization was larger and the grain refinement was attained. Long crooked black lines or short discontinuous lines disappeared. Oxidation layers of the scraps were completely broken into pieces by high compressive and shear forces with the extrusion ratio of 40?1. Hot extrusion with the extrusion ratio of 40?1 could produce complete consolidation of the recycled scraps.
3.2 Mechanical properties
Fig.4 shows the ultimate tensile strength and elongation to failure at room temperature for three kinds of extruded specimens and as-cast specimen. Ultimate tensile strength and elongation to failure increased with increasing the extrusion ratio. The specimen with the extrusion ratio of 40?1 showed higher ultimate tensile strength of 342.61MPa and higher elongation to failure of 11.32%, compared with those of the cast specimen.
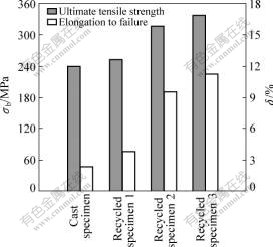
Fig.4 Ultimate tensile strength and elongation to failure of AZ91D magnesium alloy at room temperature
Hot extrusion with the extrusion ratio of 40?1, involving higher compressive and shear forces, was thus used for producing higher nucleation rate and more complete consolidation of the recycled scraps. Higher nucleation rate resulted in grain refinement. High compressive and shear forces could break oxidation layers into pieces. Homogeneous oxide precipitates improved mechanical property of the specimen. The main strengthening mechanism of the extrusion specimen was grain refinement strengthening and homogeneous distribution of oxide precipitates.
3.3 Fractography
Figs.5-7 show the fractographs of three kinds of extrusion specimens. All of the specimens had a similar fracture mechanism of brittle rupture. In the process of tensile testing, the specimens exhibited no tendency to “neck”. Short, crooked tearing edges were observed between fracture planes, while concavities could be seen on the fracture surface.
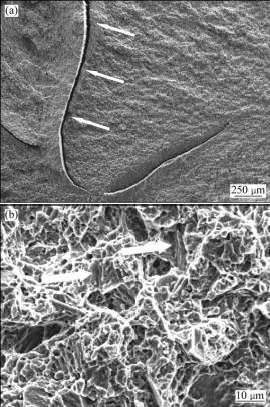
Fig.5 Fractographs of AZ91D magnesium alloy with extrusion ratio of 11?1: (a) Macro fractograph; (b) Micro fractograph
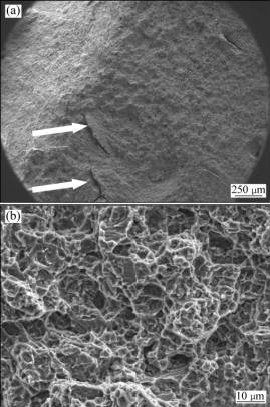
Fig.6 Fractographs of AZ91D magnesium alloy with extrusion ratio of 25?1: (a) Macro fractograph; (b) Micro fractograph
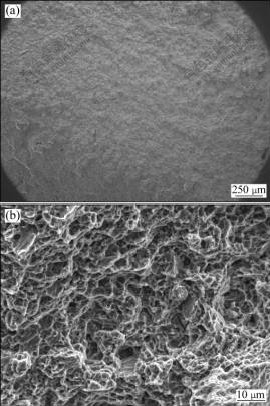
Fig.7 Fractographs of AZ91D magnesium alloy with extrusion ratio of 40?1: (a) Macro fractograph; (b) Micro fractograph
Fig.5(a) shows macro tensile fracture features of the alloys with the extrusion ratio of 11?1. Some long crooked-cracks could be seen in the fracture surface, shown by the white arrow. These cracks were the bonding interface of the original scraps, indicating that oxidation layers of the scraps were not broken into pieces by the compressive and shear force with the extrusion ratio of 11?1. Hot extrusion with the extrusion ratio of 11?1 was not used for producing fine consolidation of the recycled scraps. Some surfaces of the scraps were compressed together and formed severe plastic strain. Metallurgical bonding of the interface was not yet complete. During tensile testing at room temperature, inconsistent deformation of matrix and oxide precipitates caused stress concentration in the matrix adjacent to the oxide precipitates. And micro-voids or microcracks were prone to form in this area, which could coalesce into long crooked-cracks and resulted in premature fracture. Fig.5(b) shows micro tensile fracture features of the alloys with the extrusion ratio of 11?1. The failure surfaces are composed of a lot of cleavage planes and cleavage steps, as shown by the white arrow. The plasticity is comparatively worse, which is the typical rupture pattern of magnesium alloy with dense hexagonal crystal.
Fig.6(a) shows macro tensile fracture features of the alloys with the extrusion ratio of 25?1. Long crooked-cracks decreased obviously and short cracks appeared, as shown by the white arrow. This indicated that some oxide layers were prone to be broken in the extrusion process and these surfaces were easy to form fine bonding. The fine bonding was difficult to form the premature fracture during the tensile test. Fig.6(b) shows micro tensile fracture features of the alloys with the extrusion ratio of 25?1. The failure surfaces are composed of a lot of cleavage planes and small dimples. Over all, the fractures exhibited the characteristics of quasi-cleavage.
Fig.7(a) shows macro tensile fracture features of the alloys with the extrusion ratio of 40?1. Long crooked-cracks or short cracks disappeared. Fracture surfaces are flat. This indicated that oxide layers were completely broken into pieces. Fig.7(b) shows micro tensile fracture features of the alloys with the extrusionratio of 40?1. Cleavage planes and cleavage steps decreased obviously and plenty of small dimples appeared. This indicated that elongation to failure increased with increasing the extrusion ratio.
4 Conclusions
1) Recycled AZ91D magnesium alloy with the extrusion ratio of 40?1 showed higher ultimate tensile strength of 342.61 MPa and higher elongation to failure of 11.32%, compared with those of the cast specimen.
2) Oxidation layers of the scraps were completely broken into pieces by high compressive and shear forces with the extrusion ratio of 40?1. The interfaces of individual scraps of extruded materials were not identified.
3) The main strengthening mechanism of the recycled specimen was grain refinement strengthening and homogeneous distribution of oxide precipitate.
4) Experimental materials showed a good combination of strength and plasticity. Extrusion was an efficient method for magnesium alloy scraps recycling.
References
[1] MAMORU M, YASUMASA C, HAJIME I, TATSUHIKO A, KENJI H. The grain size and texture dependence of tensile properties in extruded Mg-9Al-1Zn [J]. Materials Transactions, 2001, 42(7): 1182-1189.
[2] HU Mao-liang, JI Ze-sheng, CHEN Xiao-yu, ZHANG Zhen-kao. Effect of chip size on mechanical property and microstructure of AZ91D magnesium alloy prepared by solid state recycling [J]. Materials Characterization, 2008, 59(4): 385-389.
[3] YASUO O, KIYOTAKA M, TORU H, WU Xiao-rui, TAKASHI M, YORINOBU T, KENJI H. High cycle fatigue property and micro crack propagation behavior in extruded AZ31 magnesium alloys [J]. Materials Transactions, 2006, 47(4): 989-994.
[4] YANG Xu-yue, MIURA H, SAKAI T. Isochronal annealing behavior of magnesium alloy AZ31 after hot deformation [J]. Materials Transactions, 2005, 46(12): 2981-2987.
[5] MAMORU M, KOHEI K, KENJI H. New recycling process by extrusion for machined chips of AZ91 magnesium and mechanical properties of extruded bars [J]. Materials Transactions, 1995, 36(10): 1249-1254.
[6] JI Ze-sheng, CHEN Xiao-yu, HU Mao-liang, SUMIO S, YANG Xu-yue. Microstructure and properties of AZ91D magnesium alloy by solid-state recycling [J]. The Chinese Journal of Nonferrous Metals, 2006, 16(12): 2010-2015. (in Chinese)
[7] GRONOSTAJSKI J, MARCINIAK H, MATUSZAK A. New methods of aluminium and aluminium-alloy chips recycling [J]. Journal of Materials Processing Technology, 2000, 106: 34-39.
[8] WEN Li-hua, JI Ze-sheng, LI Xiao-liang. Effect of extrusion ratio on microstructure and mechanical properties of Mg-Nd-Zn-Zr alloys prepared by a solid recycling process [J]. Materials Characterization, 2008, 59(11): 1655-1660.
[9] FOGAGNOLO J B, RUIZ-NAVAS E M, SIMON M A, MARTINEZ M A. Recycling of aluminium alloy and aluminium matrix composite chips by pressing and hot extrusion [J]. Journal of Materials Processing Technology, 2003, 143/144: 792-795.
[10] LEE J S, CHINO Y, HOSOKAWA H, SHIMOJIMA K, YAMADA Y, MABUCHI M. Deformation characteristics at elevated temperature in recycled 5083 aluminum alloy by solid state recycling [J]. Materials Transactions, 2005, 46(12): 2637-2640.
[11] YASUMASA C, RYUJI K, KOJI S, HIROYUKI H, YASUO Y, CUI E W, HAJIME I, MAMORU M. Superplasticity and cavitation of recycled AZ31 magnesium alloy fabricated by solid recycling process [J]. Materials Transactions, 2002, 43(10): 2437-2442.
[12] YASUMASA C, TETSUJI H, MAMORU M. Mechanical and corrosion properties of AZ31 magnesium alloy repeatedly recycled by hot extrusion [J]. Materials Transactions, 2006, 47(4): 1040-1046.
[13] NAKANISHI M, MABUCHI M, SAITO N, NAKAMURA M. Tensile properties of the ZK60 magnesium alloy produced by hot extrusion of machined chip [J]. Journal of Materials Science Letters, 1998, 17: 2003-2005.
[14] LIU Ying, LI Yuan-yuan, ZHANG Da-tong, NAGI T W L, CHEN Wei-ping. Microstructure and properties of AZ80 magnesium alloy prepared by hot extrusion from recycled machined chips [J]. Trans Nonferrous Met Soc China, 2002, 12(5): 882-885.
[15] AGNEW S R, DUYGULU O. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B [J]. International Journal of Plasticity, 2005, 21: 1161-1193.
Foundation item: Projects(50674038, 50974048) supported by the National Natural Science Foundation of China; Project(200802140004) supported by Doctoral Fund of Ministry of Education of China
Corresponding author: JI Ze-sheng; Tel: +86-451-86395840; E-mail: qinghejin@yahoo.com.cn
DOI: 10.1016/S1003-6326(09)60246-6
(Edited by YANG Bing)

