J. Cent. South Univ. Technol. (2011) 18: 23-28
DOI: 10.1007/s11771-011-0653-2

Simulation of stray grain formation during unidirectional solidification of IN738LC superalloy
LI Xiang-mei(李响妹)1, ZHANG Jie-yu(张捷宇)1, WANG Bo(王波)1,
REN Zhong-ming(任忠鸣)1, ZHOU Guo-zhi(周国治)2
1. Shanghai Key Laboratory of Modern Metallurgy and Materials Processing,
Shanghai University, Shanghai 200072, China;
2. School of Metallurgical and Ecological Engineering,
Beijing University of Science and Technology, Beijing 100083, China
? Central South University Press and Springer-Verlag Berlin Heidelberg 2011
Abstract: The influence of casting parameters on stray grain formation of a unidirectionally solidified superalloy IN738LC casting with three platforms was investigated by using a 3D cellular automaton-finite element (CAFE) model in CALCOSOFT package. The model was first validated by comparison of the reported grain structure of Al-7%Si (mass fraction) alloy. Then, the influence of pouring temperature, heat flux of the lateral surface, convection heat coefficient of the cooled chill and mean undercooling of the bulk nucleation on the stray grain formation was studied during the unidirectional solidification. The predictions show that the stray grain formation is obviously sensitive to the pouring temperature, heat flux and mean undercooling of the bulk nucleation. However, increasing the heat convection coefficient has little influence on the stray grain formation.
Key words: computer simulation; unidirectional solidification; stray grain; grain structure
1 Introduction
Unidirectional solidification technique is used to get special properties of casting, for example, to get the turbine blades with columnar or single crystal structures. It is necessary to control the casting conditions during unidirectional solidification to avoid the formation of deleterious casting defects such as stray crystal, freckle, sliver and microporosity [1-2]. Although the phenomena in the solidification of casting and welding process were widely studied by trial and error in the past [3-4], several modeling approaches are effective and powerful to help to understand the fundamental of microstructure evolution during unidirectional solidification process and the formation of deleterious casting defects [5]. Because the deterministic models cannot account for the grain selection which gives rise to the columnar region, BROWN and SPITTLE [6] developed a totally different approach based upon a “probabilistic” concept. And then, many stochastic approaches such as Monte Carlo (MC) [7-8] and cellular automaton (CA) techniques were developed to simulate the evolution of grain morphologies.
RAPPAZ and GANDIN [9] developed a cellular automaton based solidification model by considering the crystallographic orientation of grains and the growth kinetics of the dendrite tips as a function of undercooling. Subsequently, they combined the CA algorithm with the finite-element (FE) heat flow calculation for applying their model to non-uniform temperature situations [10]. Since the CA method is physically sound and flexible enough to incorporate the complexity of the simulated phenomena, great efforts have been put into the simulation of the solidification process by the CA algorithm. SPITTLE and BROWN [11] coupled the cellular automaton technique with a finite difference solver (CAFD) for solute diffusion during the solidification of castings to predict their structure. NASTAC [12] applied a continuous variable front tracking technique, allowing a smooth evolution of solid fraction within each growing cell. These models allow not only the resolution of grain envelops, but also the detailed dendritic structure and solute interactions at the advancing front. Recently, WANG et al [13] developed a cellular automaton-Monte Carlo (CAMC) coupling model to simulate the microstructure evolution of Al-4.5%Cu (mass fraction) alloy in water-cooled Cu mould. The CAMC model has both advantages of probabilistic and deterministic models. ZHAN et al [14] proposed a limited angles method for improving the cellular automaton technique to simulate the growth of the grains whose preferential growth direction has misorientation with respect to the direction of the coordinate system. WANG et al [15] applied the cellular automaton method to simulate the initial- stage cellular-to-dendrite transition of Ti-Al alloys during unidirectional solidification at different velocities.
In the present study, three-dimensional modeling on the basis of CAFE method in CALCOSOFT package was performed to simulate the unidirectional solidification of a Ni-based superalloy IN738LC casting with three convex parts. Since the stray grains heterogeneously nucleate with random orientations and hence may form high angle boundaries which can seriously reduce the production properties, the influence of various casting conditions on the stray grain formation was studied.
2 Model description and simulation parameters
2.1 Model description
The CAFE model [10] in CALCOSOFT package couples the finite element method (FEM) on the macro-scale of the casting and a cellular automaton (CA) method on the meso-scale of the grain structure. Using an implicit enthalpy scheme, the temperature and enthalpy at each node of the FEM mesh are calculated. Then, the calculated results are incorporated into the fine CA grid to predict the nucleation and growth of grains. Latent heat release during solidification could also be fed back to the macro-scale thermal calculation. It should be mentioned that heterogeneous nucleation occurring in the bulk liquid and at the surface of the casting is separately described by two sets of Gaussian distribution parameters. Thus, the variation of the grain density with undercooling, ΔT, in the bulk (surface) of the casting is given by
 (1)
(1)
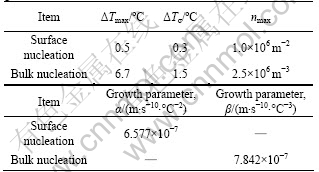
where ΔTmax, ΔTσ and nmax are the mean undercooling, the standard deviation and the maximum density of nuclei.
In casting, the total undercooling of the dendrite tip, ΔT, is generally the sum of four contributions:
?T=?Tc+?Tt+ ?Tk+ ?Tr (2)
where ΔTc, ΔTt, ΔTk and ΔTr are the undercooling contributions associated with solute diffusion, thermal diffusion, attachment kinetics and solid/liquid interface curvature, respectively. For most metallic alloys solidified under normal solidification conditions, the last three contributions are small, and the solute undercooling predominates.
The 3D CA growth algorithm is able to reproduce the preferential á100? growth directions of the dendrites and their growth kinetics based on the growth of an octahedron. The growth velocity of the dendrite tips (or of the octahedron diagonals) is calculated with the growth kinetics of KGT model:
vtip=α(?T)2+β(?T)3 (3)
where α and β are empirical constants.
2.2 Model validation
For illustrating the capabilities of the present model, the grain structure in a longitudinal section of an Al-7%Si (mass fraction) alloy cylinder unidirectionally solidified over a copper chill plate reported in Ref.[10] was simulated at first. The grain structure predicted by this model in Fig.1(c) can be compared with the features of the experimental longitudinal micrograph of Fig.1(a) and the calculated structure of Fig.1(b) in Ref.[10]. As it can be seen, these microstructural features are well reproduced by the model. Among many grains formed at the bottom surface of the ingot only, a few long columnar grains succeed in growing. In the upper part of the casting, the thermal gradient decreases and the undercooled liquid region ahead of the columnar dendrite tips becomes wider. Thus, the density of the grains nucleated in the bulk of the liquid increases and their growth finally stops the columnar front. Therefore, the CAFE model could be used to predict the grain-structure formation in the unidirectional solidification process.
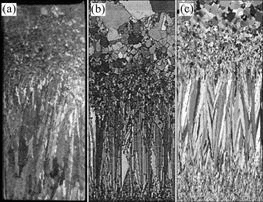
Fig.1 Grain structures for longitudinal section of Al-7%Si ingot: (a) Experimental result [10]; (b) Calculated result in Ref.[10]; (c) Calculated result of this model
2.3 Simulation parameters
The schematic diagram of the unidirectional solidification process for a simple casting with three convex parts is shown in Fig.2. The cooling conditions of the process could be described as follows. A cooled chill is put under the bottom of the casting, so a convection heat coefficient is deduced to describe the heat transfer between the alloy and the cooled chill. The alloy of casting is superalloy IN738LC whose thermal properties and nucleation parameters are shown in Tables 1 and 2, respectively [16]. It should be mentioned that only the bottom surface contacting with the chill is taken as the “surface nucleation”, and the other parts including the external surfaces are taken as “bulk nucleation”. Therefore, the stray grain formation is taken into account in the simulation by only considering the volume nucleation distribution.
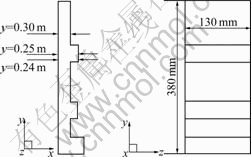
Fig.2 Geometry of sample casting
Table 1 Thermal properties for IN738LC superalloy [16]

Table 2 Nucleation and growth kinetics parameters used for grain structure simulation [16]
3 Results and discussion
3.1 Influence of pouring temperature
Fig.3 shows the simulated grain density and mean grain radius in different cross sections with increasing the pouring temperature. At the lowest pouring temperature of 1 350 oC, the grain density has a maximum with a minimum mean grain radius because of the mass existence of stray grains. With the increase of the pouring temperature, the grain density decreases and the mean grain radius increases. This suggests that the increase of superheat could be an effective method to suppress the stray grain formation. In addition, the temperature difference at special locations just like convex parts results in the increased possibility of the formation of stray grains, so the grain density at the convex parts is significantly larger than that at other locations. Through analyzing the predicted grain structures at the cross sections away from the chill of 0.25 m and 0.30 m, the corresponding á100? pole figures are shown in Fig.4. At the convex parts, a large number of stray grains have nucleated with random orientations. During competitive growth in the solidification process, the grains above the convex parts with orientations well aligned with the thermal gradient can grow faster than their unfavorably oriented neighbors and overgrow them. Therefore, an improvement of the grain orientations could be found above the convex parts. And the increase of superheat could reduce the misorientation, especially at the locations away from the convex parts.

Fig.3 Influence of pouring temperature on grain density and mean grain radius in different cross sections
3.2 Influence of heat flux of lateral surface
The heat flux of the lateral surface increases by controlling the external temperature of the casting. The grain density and the mean grain radius are highly sensitive to the heat flux of the lateral surface (Fig.5). Increasing the heat flux causes an obvious decrease in the grain density. This is the expected behavior because the temperature of the melt obviously increases after applying the external heat flux at the lateral surface, especially at the sections away from the cooled bottom chill. Therefore, appropriate increase of the heat flux could suppress the stray grain formation and improve the grain structures. Fig.6 plots the distribution of the grain
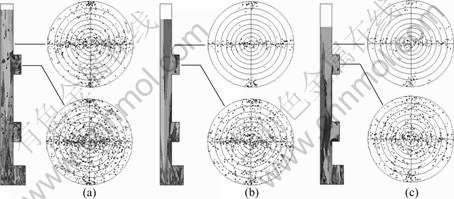
Fig.4 Comparison of á100? pole figures of IN738LC superalloy with different pouring temperatures: (a) 1 350 oC; (b) 1 390 oC; (c) 1 430 oC

Fig.5 Influence of heat flux on grain density and mean grain radius of IN738LC superalloy in different cross sections
orientation deviations and the average grain orientation at the corresponding cross sections. The average grain orientations at the cross sections away from the chill of 0.25 m and 0.30 m both keep at about 25° when the heat flux increases from 0 to 4 500 W/m2. Therefore, despite the decrease of grain density, changes in the external heat flux at the lateral surface have little effect on the grain orientation.
3.3 Influence of convection heat coefficient of bottom surface
Generally, it is difficult to greatly increase the convection heat coefficient at the cooled bottom chill so that the variation range of the convection heat coefficient is small. In this work, the convection heat coefficient changes from 1 000 to 3 000 W/(m2?°C). However, since the thermal conductivity of superalloys is fairly low, the conductivity toward the chill is greatly reduced as the distance between the liquidus front and the chill is increased. Therefore, the temperature fields with different convection heat coefficients have little change at t=10 000 s, as shown in Fig.7. And the predicted grain structures in the longitudinal section are also shown in
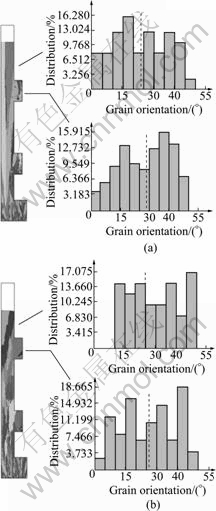
Fig.6 Comparison of histogram of different heat flux: (a) H=0 W/m2; (b) H=4 500 W/m2
Fig.7. It could be seen that the grain structures in the longitudinal section have little change, expect for a small section close to the cooled surface. The variation of convection heat coefficient has no influence on the grain density and mean grain radius in the cross sections away from the bottom surface. So, it is unnecessary to change

Fig.7 Influence of convection heat coefficient on temperature fields and grain structures in longitudinal section of x=0.012 5 m at t= 10 000 s: (a) h=1 000 W/(m2?°C); (b) h=2 000 W/(m2?°C); (c) h=3 000 W/(m2?°C)
the convection heat coefficient in this study because such change could not improve the grain structure or suppress the stray grain formation.
3.4 Influence of mean undercooling of bulk nucleation
The mean undercooling of the bulk nucleation is the centre of the Gaussian distribution in the CAF? model, and it is sensitive to lots of factors in actual production process, such as the alloy composition, the actual mould condition and the process procedure. The predicted grain structures in different sections are shown in Fig.8. The discontinuity of long columnar structure can be found in Fig.8(a) due to the competition of grain growth. And the grain number decreases and the grain transverse size

Fig.8 Simulated grain structures with different mean under- coolings of bulk nucleation in four sections: (a) x=0.012 5 m; (b) z=0.065 m; (c) y=0.25 m; (d) y=0.30 m
increases with increasing the distance from the bottom surface, which is also due to the competitive grain growth. The columnar grains whose preferential direction is closely parallel to the temperature gradient grow faster than those inclined to the temperature, so the faster growing grains hinder the growth of other grains win the competition of growth. The results show that the present model could reproduce the competitive growth of grains well. When the columnar grains grow continuously, the temperature difference in the horizontal section could cause stray grain to nucleate somewhere, as the undercooling of the liquid reaches a critical value. This may be the main reason that the stray grains grow from undesirable nuclei at special locations just like the convex parts (Fig.8(a) and Fig.8(b)). As Fig.8(b) and Fig.8(c) show, most of the stray grains concentrate near the outside surface of the convex parts. And the formation of stray grains could be effectively suppressed by increasing the mean undercooling of the bulk nucleation.
4 Conclusions
1) The predicted microstructures are in agreement with the experimental and simulated observations reported in the literatures.
2) Based on this simulation, a sensitivity study of the casting parameters is then conducted to examine their effects on the stray grain formation. It can be found that most stray grains are located at those special locations like the convex parts.
3) The stray grain formation is most sensitive to the changes in the pouring temperature, the heat flux of the lateral surface and the mean undercooling of the bulk nucleation. And it is relatively insensitive to the changes in the convection heat coefficient of the cooled chill.
References
[1] YANG X L, NESS D, LEE P D, D’SOUZA N. Simulation of stray grain formation during single crystal seed melt-back and initial withdrawal in the Ni-base superalloy CMSX4 [J]. Materials Science and Engineering A, 2005, 413/414: 571-577.
[2] WANG T M, SU Y Q, GUO J J, OHNAKA I, YASUDA H. Structure simulation in unidirectionally solidified turbine blade by dendrite envelope tracking model (II): Model validation and defects prediction [J]. Transactions of Nonferrous Metals Society of China, 2006, 16(4): 753-759.
[3] LIU Sheng-fa, KANG Liu-gen, HAN Hui, LIU Lin-yan, ZOU Xiao-qiang, GUO Hong-he. Influence of electromagnetic stirring on microstructure of AZ91-0.8%Ce magnesium alloy [J]. Journal of Central South University of Technology, 2006, 13(6): 613-617.
[4] ZHOU Shu-cai, BAI Chen-guang, LEI Ya, REN Zheng-de, CAO Peng-jun, YANG Zhi-li. Effect of low-frequency rotary electromagnetic-field on solidification structure of continuous casting austenitic stainless steel [J]. Journal of Central South University of Technology, 2009, 16(3): 360-364.
[5] WANG T M, OHNAKA I, YASUDA H, SU Y Q, GUO J J. Structure defect prediction of single crystal turbine blade by dendrite envelope tracking model [J]. Transactions of Nonferrous Metals Society of China, 2006, 16(S): 582-585.
[6] SPITTLE J A, BROWN S G R. Computer simulation of the effect of alloy variable on the grain structures of casting [J]. Acta Metallurgica, 1989, 37(7): 1803-1810.
[7] LEE H N, RYOO H S. Monte Carlo simulation of microstructure evolution based on grain boundary character distribution [J]. Materials Science and Engineering A, 2000, 29: 176-188.
[8] WANG L G, CLANCY P. Kinetic Monte Carlo simulation of the growth of polycrystalline Cu films [J]. Surface Science, 2001, 473(1/2): 25-38.
[9] RAPPAZ M, GANDIN C A. Probabilistic modeling of microstructure formation in solidification process [J]. Acta Metallurgica et Materialia, 1993, 41(2): 345-360.
[10] GANDIN C A, RAPPAZ M. A coupled finite element-cellular automaton model for the prediction of dendritic grain structures in solidification process [J]. Acta Metallurgica et Materialia, 1994, 42(7): 2233-2246.
[11] SPITTLE J A, BROWN S G R. A cellular automaton model of steady-state columnar dendritic growth in binary alloys [J]. Journal of Materials Science, 1995, 30(16): 3989-3994.
[12] NASTAC L. Numerical modeling of solidification morphologies and segregation patterns in cast dendritic alloys [J]. Acta Mater, 1999, 47(17): 4253-4262.
[13] WANG Tong-min, JIN Jun-ze, ZHENG Xian-shu. A CA/MC model for the simulation of grain structures in solidification processes [J]. Journal of Materials Science, 2002, 37(13): 2645-2650.
[14] ZHAN Xiao-hong, WEI Yan-hong, DONG Zhi-bo. Cellular automaton simulation of grain growth with different orientation angles during solidification process [J]. Journal of Materials Processing Technology, 2008, 208(1/2/3): 1-8.
[15] WANG Kuang-fei, LI Bang-sheng, MI Guo-fa, GUO Jing-jie, FU Heng-zhi. Modeling of cell/dendrite transition during the directional solidification of Ti-Al alloy using cellular automaton method [J]. Journal of Iron and Steel Research, 2008, 15(3): 82-86.
[16] KERMANPUR A, VARAHRAM N, DAVAMI P, RAPPAZ M. Thermal and grain-structure simulation in a land-based turbine blade directionally solidified with the liquid metal cooling process [J]. Metallurgical and Materials Transactions B, 2000, 31(6): 1293-1304.
(Edited by YANG Bing)
Foundation item: Project(08BZ1130100) supported by the Science and Technology Committee of Shanghai, China; Project(SHUCX102251) supported by the Innovation Fund for Graduate Student of Shanghai University, China
Received date: 2010-01-28; Accepted date: 2010-07-15
Corresponding author: ZHANG Jie-yu, Professor, PhD; Tel: +86-21-56337920; E-mail: zjy6162@staff.shu.edu.cn

