文章编号:1004-0609(2014)05-1127-06
6111铝合金固溶工艺多目标优化
傅 垒,王宝雨,马闻宇
(北京科技大学 机械工程学院,北京 100083)
摘 要:利用电子拉伸试验机和维氏硬度计测试不同固溶处理后6111铝合金板的抗拉强度、伸长率和维氏硬度,以固溶温度和固溶时间为自变量,采用响应面模型对抗拉强度、伸长率和维氏硬度进行拟合,并对其进行单目标优化。结果表明:固溶处理工艺参数分别为(540.8 ℃, 31.8 min)、(496.6 ℃, 1.0 min)、(540.6 ℃, 32.0 min)时,抗拉强度、伸长率和维氏硬度达到最大,分别为299.12 MPa、24.95%和106.62;应用第二代非支配排序遗传算法,对多个响应面模型进行优化求解,得到多目标优化模型的Pareto解集,从中可选择使铝合金板综合力性能较好的解,进而获得对应的固溶工艺参数。
关键词:6111铝合金;固溶处理;响应面法;第2代非支配排序遗传算法;多目标优化
中图分类号:TU512.4 文献标志码:A
Multi-objective optimization of solution process of 6111 aluminum alloy
FU Lei, WANG Bao-yu, MA Wen-yu
(School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: The tensile strength, elongation and Vickers hardness of 6111 aluminum alloy samples after different solution treatment were measured by using the electronic tensile testing machine and the Vickers hardness tester. The data of tensile strength, elongation and Vickers hardness were fitted by response surface methodology, using solution temperature and solution time as independent variables. The optimization results of single-objective show that the tensile strength, elongation and Vickers hardness reach the maximum, when the solution treatment process parameters are (540.8 ℃, 31.8 min), (496.6 ℃, 1.0 min) and (540.6 ℃, 32.0 min), respectively, and the values of the tensile strength, elongation and Vickers hardness are 299.12 MPa, 24.95% and 106.62. Optimization of response surface models are solved by non-dominated sorting genetic algorithm Ⅱ (NSGA-Ⅱ), and the Pareto solutions of multi-objective model are obtained, within which the solutions of better performance of aluminum alloy can be selected, and the corresponding solution process parameters are gained simultaneously.
Key words: 6111 aluminum alloy; solution treatment; response surface methodology; non-dominated sorting genetic algorithm Ⅱ (NSGA-Ⅱ); multi-objective optimization
汽车轻量化是实现汽车节能减排的重要途径之一,铝合金具有比强度高、耐腐蚀和抗冲击性能好等特点,替代低碳钢用作汽车零部件,是实现汽车轻量化的有效措施[1]。但铝合金在常温下成形性能较差,总伸长率小,成形时容易产生金属流动不均而引发裂纹和起皱等缺陷,使铝合金板材在汽车上的应用受到一定的限制[2-3]。铝合金在高温下塑性好,变形抗力小,成形能力有较大提高,因此,采用热冲压成形技术来生产铝合金汽车板件具有较好的发展前景[4-5]。
对于热冲压成形后的铝合金板件,不仅要具有一定的强度和硬度,同时对板件的塑性(伸长率等)也有一定的要求,而板件的强度、硬度和伸长率都受到铝合金板固溶温度和固溶时间的影响[6-7],强度的提高有时是以板料塑性的下降为代价,一般不可能使这三者在某个固溶温度和固溶时间都达到最大,只能在这三者之间进行权衡。
本文作者以一种可用于汽车板件的6000系铝合金为实验材料,通过拉伸试验机和维氏硬度计,测得该合金不同固溶温度和固溶时间下的抗拉强度、伸长率和维氏硬度;以固溶温度和固溶时间为设计变量,以抗拉强度、伸长率和维氏硬度为目标,建立抗拉强度、伸长率和维氏硬度的响应面模型。然后以固溶温度和固溶时间为自变量,3个响应面模型为目标函数,建立一个带约束的多目标优化模型,并通过NSGA-Ⅱ求解,获得该模型的一个均匀分布于Pareto前沿的优化解集,且得到相应的自变量值,从而为铝合金热冲压工艺制定人员找到合适的固溶温度和时间提供一定的参考。
1 实验
实验材料为ALCOA制造的厚2 mm的6111-T4铝合金板材,其化学成分如表1所列。
热处理炉选用SRJX-4-13程控箱式电阻炉。将实验合金进行均匀化处理,然后分别在设定的固溶温度和固溶时间下(如表2所列)进行固溶处理,随后水淬,其中淬火转移时间小于5 s,淬火后统一在室温下停留20 min,然后转移到加热炉中进行(180 ℃, 3 h)时效处理,得到用于测试力学性能的样品。处理后的样品用线切割机床加工成拉伸试样如图1所示,余料用来测试维氏硬度。采用电子拉伸试验机和显微维氏硬度计,测得不同实验条件下,试样的抗拉强度、伸长率和维氏硬度的数值如表2所列。
表1 6111铝合金化学成分
Table 1 Chemical composition of 6111 aluminum alloy (mass fraction, %)
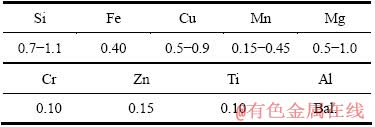
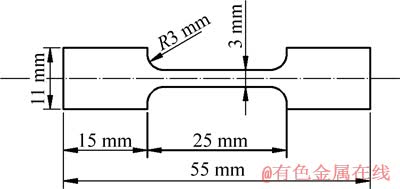
图1 拉伸试样尺寸图
Fig. 1 Dimension of tensile specimen
表2 固溶处理实验设计表和测试结果
Table 2 Experimental design of solution treatment and results

2 结果与讨论
2.1 响应面模型的建立
响应面法(Response surface methodology, RSM)是由英国统计学家BOX和WILSO于1951年提出的[8],是数学方法和统计方法结合的产物,是用一个超曲面来近似地替代实际的复杂系统的输入与输出关系的方法,其实质就是对实验数据进行拟合,从而得到系统函数的近似表达式[9-10]。
响应面模型生成后,需要对其进行预测能力的评估,也就是评价其对所选取的实验点进行数据拟合程度的好坏,一般采用复相关系数R2来说明响应面的拟合程度,其表达式为[11-12]
 (1)
(1)
 (2)
(2)
式中:SSR为回归平方和,表示由回归方程所引起的y的不均匀程度,SST为总体平方和,表示y观察值的不均匀程度,SSE为误差平方和,表示由随机误差所引起的y的不均匀程度;m为评估测试点数,yi为真实响应值(实验值), 为响应值的均值,
为响应值的均值, 为响应面在对应实验点的计算值。
为响应面在对应实验点的计算值。
根据前述实验结果,以固溶温度(单位为℃)和固溶时间(单位为min)为设计变量,以抗拉强度(单位为MPa)、伸长率(%)和维氏硬度为目标函数(响应值),建立的近似响应面模型如式(3)、(4)和(5)所示。
拟合抗拉强度的响应面公式:




 (3)
(3)
拟合伸长率的响应面公式:




 (4)
(4)
拟合维氏硬度的响应面公式:




 (5)
(5)
式(3)~(5)中:σb为抗拉强度;δ为伸长率;HV为维氏硬度;θ为固溶温度,其取值范围为480~600 ℃,t为固溶时间,其取值范围为1~60 min。
复相关系数R2是模型拟合好坏的度量值,反映响应面对给定数据的拟合程度,其值在0.9以上才说明近似模型的拟合程度很好[13]。由式(1)和(2)得到各模型的复相关系数R2的计算值如表3所列。
表3 RSM模型复相关系数的计算值
Table 3 Calculated correlation coefficient of RSM model
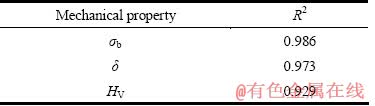
由表3可知,各模型的复相关系数R2都在0.9以上,说明各模型的拟合程度都很好,可以通过拟合的响应面模型代替实际模型对固溶工艺参数进行优化。
2.2 响应面模型分析

图2 6111铝合金抗拉强度的响应面及等高线
Fig. 2 Response surface and contour map of tensile strength of 6111 Al alloy
以固溶温度和固溶时间为自变量,利用式(3)绘制的抗拉强度响应面与等高线,以及实验结果在该响应面模型中的分布情况如图2所示(图中网格曲面为响应面)。由图2可知,当固溶温度为480~600 ℃时,抗拉强度随固溶时间的延长先增大后减小;当固溶时间为1~60 min时,抗拉强度随固溶温度的升高先增大后减小。通过响应面对固溶温度和固溶时间进行抗拉强度单目标优化,在固溶温度为540.8 ℃、固溶时间为31.8 min时达到最大强度,其值为299.12 MPa。
以固溶温度和固溶时间为自变量,利用式(4)绘制的伸长率响应面与等高线,以及实验结果在该响应面模型中的分布情况如图3所示(图中网格曲面为响应面)。由图3可知,固溶温度在480~600℃之间、固溶时间在1~60 min之间,伸长率的峰值出现在480~520 ℃之间,通过响应面对固溶温度和固溶时间进行伸长率单目标优化,在固溶温度为496.6 ℃,固溶时间为1.0 min时达到最大伸长率,其值为24.95%。

图3 6111铝合金伸长率的响应面及等高线
Fig. 3 Response surface and contour map of elongation of 6111 Al alloy
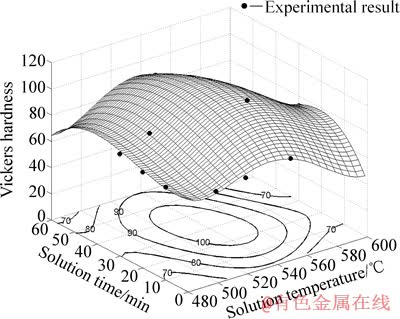
图4 6111铝合金维氏硬度的响应面及等高线
Fig. 4 Response surface and contour map of Vickers hardness of 6111 Al alloy
以固溶温度和固溶时间为自变量,利用式(5)绘制的维氏硬度响应面与等高线,以及实验结果在该响应面模型中的分布情况如图4所示(图中网格曲面为响应面)。由图4可知,当固溶温度为480~600 ℃时,维氏硬度随固溶时间的延长先增大后减小;当固溶时间为1~60 min时,维氏硬度随固溶温度的升高先增大后减小。在响应面的4个边角区域附近,维氏硬度值总体较小,在响应面的中心区域,维氏硬度值较大,通过响应面对固溶温度和固溶时间进行维氏硬度单目标优化,在固溶温度为540.6 ℃,固溶时间为32.0 min时达到最大硬度,其值为106.62。
2.3 基于NSGA-Ⅱ的多目标优化
NSGA-Ⅱ(Non-dominated sorting genetic algorithm Ⅱ)即第二代非支配排序遗传算法,由DEB等[14]在2000年提出,主要针对NSGA的算法时间复杂度太高、主要依赖共享参数来维持种群多样性、没有精英保留机制等不足而进行了改善[15-16],是一种典型的多目标遗传算法,能处理任意的多目标优化,得到分布均匀的Pareto解集[17]。
本文作者以抗拉强度σb、伸长率δ和维氏硬度HV为目标,进行多目标有约束优化。优化固溶工艺参数后,要求铝合金板的抗拉强度不小于260 MPa,伸长率不小于18%,维氏硬度不小于90,为此以x=[T,t]T为自变量,建立目标函数如式(6)所示:


 (6)
(6)
根据固溶温度和固溶时间的取值范围,建立如式(7)所示的多目标有约束优化模型:

s.t.  ,
, (7)
(7)
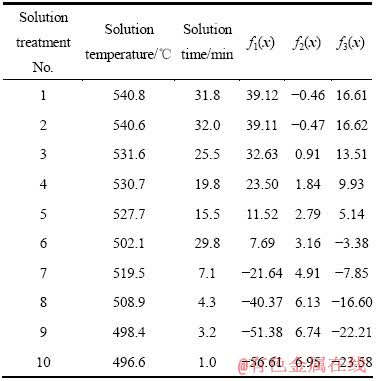
由于NSGA-Ⅱ具有求解Pareto解集准确性及分散性较好的优点[12, 16],本文作者采用NSGA-Ⅱ求解式(7)确立的多目标模型的Pareto解集,设置NSGA-Ⅱ的参数如下:种群大小为30,交叉概率为0.9,变异概率为0.1,终止代数为200代。通过NSGA-Ⅱ的100代计算后获得的Pareto解集如图5所示,选取其中的10组Pareto解及所对应的自变量值列在表4中。
由图5及表4可知,所优化的3个目标之间不存在全局最优解,即使f1(x)、f2(x)、f3(x)的值同时达到最大。在Pareto解集中①、⑩、②点分别为f1(x)、f2(x)、f3(x)的极大值点,所对应的抗拉强度、伸长率和维氏硬度最大。为了获得满足要求(即σb≥260 MPa,δ≥18%,HV≥90)的解,要求3个目标函数值均非负,表4中③、④、⑤组符合条件,其对应的固溶温度分别为531.6、530.7和527.7 ℃,固溶时间分别为25.5、19.8和15.5 min。由此可知,为了让固溶处理后的铝合金板获得较优的综合力学性能,固溶温度宜选择在530℃左右,固溶时间在20 min左右。
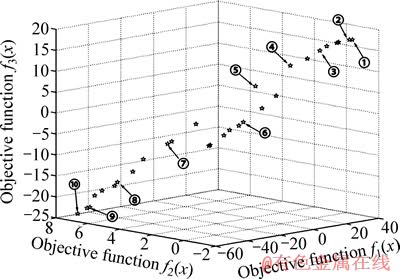
图5 6111铝合金Pareto目标函数值
Fig. 5 Pareto objective functional values of 6111 Al alloy
表4 多目标优化的Pareto解及自变量值
Table 4 Pareto solutions and independent variable values of muti-objective optimization
此外,通过多目标优化求得的Pareto解集,工艺设计者可根据不同的偏好或需求去选择Pareto解:若对抗拉强度要求较高,Pareto解在目标函数f1(x)的坐标值越大越好;若对伸长率要求较高,Pareto解在目标函数f2(x)的坐标值越大越好;若对维氏硬度要求较高,Pareto解在目标函数f3(x)的坐标值越大越好。在确定了需要Pareto解后,即可根据NSGA-Ⅱ求解后的结果找到与之对应的固溶处理工艺参数,从而工艺制定人员提供一定的参考。
3 结论
1) 以固溶温度和固溶时间为自变量,建立抗拉强度、伸长率和维氏硬度的响应面模型,各模型的复相关系数分别为0.986、0.973和0.929,可通过近似响应面模型代替实验数据对固溶工艺参数进行优化。
2) 采用响应面模型对抗拉强度、伸长率和维氏硬度进行单目标优化,在(540.8 ℃, 31.8 min)固溶处理后,抗拉强度最大,其值为299.12 MPa;在(496.6 ℃, 1.0 min)固溶处理后,伸长率最大,其值为24.95%;在(540.6 ℃, 32.0 min)固溶处理后,维氏硬度最大,其值为106.62。
3) 采用NSGA-Ⅱ对抗拉强度、伸长率和维氏硬度3个响应面模型进行多目标优化,获得了使σb≥260 MPa、δ≥18%、HV≥90的Pareto解集,其中3个解对应的固溶温度分别为531.6、530.7和527.7 ℃,固溶时间分别为25.5、19.8和15.5 min。
REFERENCES
[1] 丁向群, 何国求, 陈成澍, 刘小山, 朱正宇. 6000系汽车车用铝合金的研究应用进展[J]. 材料科学与工程学报, 2005, 23(2): 302-305.
DING Xiang-qun, HE Guo-qiu, CHENG Cheng-su, LIU Xiao-shan, ZHU Zheng-yu. Advance in studies of 6000 aluminum alloy for automobile[J]. Journal of Materials Science & Engineering, 2005, 23(2): 302-305.
[2] 王孟君, 周 威, 任 杰, 李彩文, 黄电源, 李光耀. 汽车用5182铝合金的温拉深成形性能[J]. 中南大学学报: 自然科学版, 2010, 41(3): 936-939.
WANG Meng-jun, ZHOU Wei, REN Jie, LI Cai-wen, HUANG Dian-yuan, LI Guang-yao. Forming properties of 5182 aluminum alloy for automotive body sheet during warm deep drawing processes[J]. Journal of Central South University: Science and Technology, 2010, 41(3): 936-939.
[3] SERKAN T, FAHRETTIN O, ILYAS K. Review of warm forming of aluminum-magnesium alloys[J]. Journal of Materials Processing Technology, 2008, 207: 1-12.
[4] WANG Li-liang, STRANGWOOD M, BALINT D, LIN Jian-guo, DEAN T A. Formability and failure mechanisms of AA2024 under hot forming conditions[J]. Materials Science and Engineering A, 2011, 528: 2648-2656.
[5] MOHAMED S M, ALISTAIR D F, LIN Jian-guo, DANIEL S B, DEAN T A. Investigation of deformation and failure features in hot stamping of AA6082: Experimentation and modeling[J]. International Journal of Machine Tools & Manufacture, 2012, 53: 27-38.
[6] 刘丘林, 刘允中, 杜 良, 罗 霞, 谢金乐. 喷射成形6061铝合金的热处理工艺[J]. 中国有色金属学报, 2012, 22(2): 350-357.
LIU Qiu-lin, LIU Yun-zhong, DU Liang, LUO Xia, XIE Jin-le. Heat treatment process of spray formed 6061 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(2): 350-357.
[7] 李慎兰, 黄志其, 蒋福利, 陈维平, 刘志铭. 固溶处理对Al-Mg-Si-Mn合金组织与性能的影响研究[J]. 稀有金属材料与工程, 2012, 41(S2): 735-739.
LI Shen-lan, HUANG Zhi-qi, JIANG Fu-li, CHEN Wei-ping, LIU Zhi-ming. Effects of solution treatment on microstructure and properties of Al-Si-Mg-Mn alloy[J]. Rare Metal Materials and Engineering, 2012, 41(S2): 735-739.
[8] BOX J, WILSO K B. On the experimental attainment of optimum conditions(with discussion)[J]. Journal of Royal Statistical Society, 1951, B13: 1-45.
[9] 朱晓光, 席晓丽, 聂祚仁, 马立文, 朱健健. 响应面法优化废纸印刷线路板的金萃取条件[J]. 中国有色金属学报, 2013, 23(6): 1739-1745.
ZHU Xiao-guang, XI Xiao-li, NIE Zuo-ren, MA Li-wen, ZHU Jian-jian. Optimization of extraction of gold from waste printed circuit board using response surface methodology[J]. The Chinese Journal of Nonferrous Metal, 2013, 23(6): 1739-1745.
[10] AZIZI D, AHAFAEI S Z, NOAPARAST M, ABDOLLAHI H. Modeling and optimization of low-grade Mn bearing ore leaching using response surface methodology and central composite rotatable design[J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 2295-2305.
[11] 黄新仁. 响应面法在生物过程优化中的应用[D]. 长沙: 湖南大学, 2011: 8-9.
HUANG Xin-ren. Application of response surface methodology on biological process optimization[D]. Changsha: Hunan University, 2011: 8-9.
[12] 李伟平, 王世东, 周 兵, 张利轩, 马义超. 基于响应面法和NSGA-Ⅱ算法的麦弗逊悬架优化[J]. 湖南大学学报: 自然科学版, 2011, 38(6): 27-32.
LI Wei-ping, WANG Shi-dong, ZHOU Bing, ZHANG Li-xuan, MA Yi-chao. Macpherson suspension parameter optimization based on response surface method and NSGA-Ⅱalgorithm[J]. Journal of Hunan University: Natural Sciences, 2011, 38(6): 27-32.
[13] 廖兴涛, 张维刚, 李 青, 钟志华. 响应表面法在薄壁构件耐撞性优化设计中的应用研究[J]. 工程设计学报, 2006, 13(5): 298-302.
LIAO Xing-tao, ZHANG Wei-gang, LI Qing, ZHONG Zhi-hua. Application research of response surface methodology in thin-wall structural optimization design in crashworthiness[J]. Journal of Engineering Design, 2006, 13(5): 298-302.
[14] DEB K, PRATAP A, AGARWAL S, MEYARIVAN T. A fast elitist non-dominated sorting genetic algorithm for multi-objective optimization: NSGA-Ⅱ[R]. Kanpur: Indian Institute of Technology, 2000.
[15] 崔海波. 基于NSGA-Ⅱ的炮兵群火力分配问题研究[D]. 长沙: 国防科技大学, 2010: 39-42.
CUI Hai-bo. Study on firepower optimal distribution of artillery group based on NSGA-Ⅱ[D]. Changsha: National University of Defense Technology, 2010: 39-42.
[16] DEB K, PRATAP A, AGARWAL S, MEYARIVAN T. A fast and elitist multi-objective genetic algorithm: NSGA-Ⅱ[J]. IEEE Transactions on Evolutionary Computation, 2002, 6(2): 182-197.
[17] 雷德明, 严新平. 多目标智能优化算法及其应用[M]. 北京:科学出版社, 2009: 47-48.
LEI De-ming, YAN Xin-ping. Multi-objective intelligent optimization algorithms and their applications[M]. Beijing: Science Press, 2009: 47-48.
(编辑 李艳红)
基金项目:国家自然科学基金资助项目(50975023);现代交通金属材料与加工技术北京实验室经费资助
收稿日期:2013-09-05;修订日期:2014-02-24
通信作者:王宝雨,研究员,博士;电话:010-82375671;E-mail:bywang@ustb.edu.cn

