
Effect of spray forming on evolution of microstructure and
mechanical behavior of Mg-9Al-1Zn alloy
YU Hong-yan(余红燕)1, HUANG Jin-feng(黄进峰)1, LI Yong-bing(李永兵)1,
CUI Hua(崔华)2, HE Jian-ping(何建平)1, ZHANG Ji-shan(张济山)1
1. State Key Laboratory for Advanced Metals and Materials, University of Science and Technology Beijing,
Beijing 100083, China;
2. School of Materials Science and Engineering, University of Science and Technology Beijing,
Beijing 100083, China
Received 15 July 2007; accepted 10 September 2007
Abstract: The cylindrical billet of Mg-9Al-1Zn alloy was produced by spray forming and hot extruded at 698-723 K with an extrusion ratio of 22?1. The microstructural evolution was investigated systematically. The mechanisms of grain refinement, solubility extension of Al and Zn elements in Mg matrix, and the precipitation of the second phase β-Mg17Al12 as well as their effect on the mechanical properties of the Mg-9Al-1Zn alloy were analyzed and discussed. The results show that the spray formed Mg-9Al-1Zn alloy has homogeneous equiaxed fine grains with the average grain size of 17 μm, of which the average grain size is refined further to 5 μm due to dynamic recrystallization during hot extrusion process. The evolution of size, proportion and distribution of β-Mg17Al12 phase was also observed and analyzed. The mechanical properties for the extruded rods are improved remarkably at ambient temperature.
Key words: Mg-9Al-1Zn alloy; magnesium alloy; spray forming; microstructure; mechanical property
1 Introduction
Magnesium and its alloys possess low density and high specific strength, and have potential application to aviation and automotive industry as mass reducing materials[1-3]. However, the use of magnesium and its alloys has been limited to a narrow range due to the low strength and ductility. Spray forming, one of the rapid solidification technology, which could improve the strength of alloys, has been already used to prepare magnesium-based alloys and could produce massive preforms[4-5]. However, the work mainly focused on the composition rather than typical commercial Mg-9Al-1Zn alloy. Little work was done to investigate the effect of spray forming on the evolution of microstructure of Mg-9Al-1Zn alloy.
In this study, cylindrical billet of Mg-9Al-1Zn alloy was produced by spray forming. The evolution of microstructure was studied and the mechanisms of grain refinement, solubility extension of Al and Zn elements in Mg matrix, and the precipitation of second phase β-Mg17Al12 as well as their effect on the mechanical properties of the Mg-9Al-1Zn alloy were analyzed and discussed.
2 Experimental
In this study, as cast AZ91 magnesium alloy (Al 9.0%, Zn 0.8%, Mn 0.13% and Cu 0.003% (mass fraction, %)) ingots were used. The spray forming experiment was conducted in the vacuum induction gas atomizer system at State Key Laboratory for Advanced Metals and Materials(SKLAM) of University of Science and Technology Beijing(USTB). Over-sprayed powder traveled through a cyclone and was collected in a collector. The spray formed Mg-9Al-1Zn alloy billet was hot-extruded at 698-723 K with an extrusion ratio of 22?1.
The microstructural evolution of cast AZ91 ingot and spray formed AZ91 magnesium alloy billet was analyzed by X-ray diffraction (XRD), Leitz-DMIXT optical microscope, Cambridge-S250 scanning electron microscope (SEM) and Hitachi 800 transmission electron microscope (TEM). Spray formed AZ91 alloy samples were etched with a solution of 5 g picric acid +5 g acetic acid +100 mL ethyl alcohol, and the as-cast AZ91 alloy samples were etched with 4% Nital. Average grain sizes d(d = 1.74 L, L is the length of intercepted line) were calculated from the optical micrographs by the linear intercept method. Tensile properties of experimental materials were determined at room temperature on SANS CMT5000 universal testing machine. Round tensile test samples were machined from extruded rods.
3 Results and discussion
3.1 XRD analysis
Fig.1 shows the X-ray diffraction patterns of the conventionally cast alloy, spray formed alloy and spray formed alloy after extrusion. Two phases, i.e. α-Mg (matrix) and β-Mg17Al12 can be indexed in conventionally cast alloy, but only α-Mg can be indexed in spray formed alloy. In addition, it can be clearly seen that the peaks of the spray formed samples shift right compared with those of the conventionally cast sample. This may be attributed to more substitution of the Al atom which is smaller than Mg atom. The substitution leads to the decrease of planar spacing. According to Bragg function, 2dsinθ = λ, the decrease of d results in the increase of θ. Thus, in the spray formed AZ91 alloy, Al atoms mainly exist as substitution atoms of Mg rather than precipitates as β-Mg17Al12.
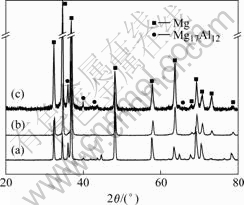
Fig.1 XRD patterns of conventional cast alloy (a), spray formed alloy (b) and spray formed alloy after extrusion (c)
After extrusion, the β-Mg17Al12 can be indexed in the spray formed sample and the peaks move to left again. Such changes indicate that the solid solutionized Al atom precipitates from the matrix as β-Mg17Al12. In addition, the intension of (002) peak is beyond (101) peak which is the most intensive peak at the beginning. The texture of (0001) is formed during extrusion process.
3.2 Decrease of grain size and forming of equiaxed grain
The microstructures of the conventionally cast AZ91 alloy and spray formed alloy specimens are illustrated in Fig.2(a) and (b). The microstructure of the conventionally cast AZ91 alloy consists of primary α-Mg and partially divorced eutectic (α-Mg and β-Mg17Al12) which is aggregated along grain boundary discontinuously. The grain of conventionally cast alloy is coarse. The grain of spray formed alloy is 17 μm, mainly equiaxed grain, which is much finer than the grain of conventionally casting alloy and no coarse secondary phase is observed. This equiaxed grain morphology is consistent with the previous reports of the equiaxed grain morphology in spray formed aluminum alloy[6].
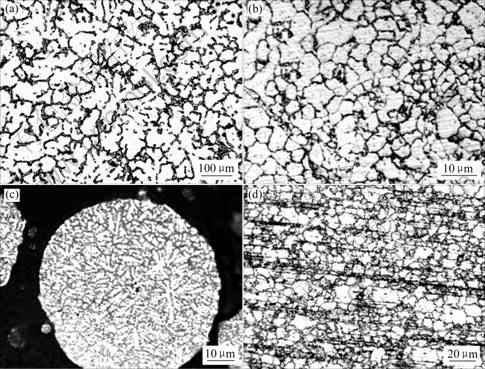
Fig.2 Optical micrographs of conventionally cast AZ91 alloy (a), spray formed AZ91 alloy (b), over-sprayed powder (c) and as-extruded spray formed AZ91 alloy along extrusion direction (d)
Fig.2(c) shows the optical micrograph of over-sprayed powder. The diameter of the over-sprayed powder ranges from several micron to several hundred micron. The dendrite presents clearly within the powder and the equiaxed grain morphology has not formed yet. However, the grain size is greatly refined to 17 μm. During the spray stage, the intensive convective heat transfer between atomization gas and droplets leads to the first nucleation within the droplets with high cooling rate. It is reported[7] that the nucleation depends on the number and size of clusters in the melt. The number of grains per unit area is estimated according to:
 (1)
(1)
where  is the nucleation ratio and G is the growth rate. Thus it can be seen that the effective nucleation ratio or restraint of growth rate will result in grain refinement. Generally in the super cooling range during common metal solidification, the ratio of
is the nucleation ratio and G is the growth rate. Thus it can be seen that the effective nucleation ratio or restraint of growth rate will result in grain refinement. Generally in the super cooling range during common metal solidification, the ratio of  increases with the increase of super cooling rate, and the microstructure could be refined by large rate.
increases with the increase of super cooling rate, and the microstructure could be refined by large rate.
When these droplets impinge on the substrate, the dendrite arms within these droplets are broken into fractions, which contributes to a population of crystalline nuclei. During the initial deposition stage, a second nucleation event can occur in the remaining liquid of impinging droplets. The two nucleation events generate intermixed small and large grains at the end of solidification. After a mushy layer forms, no second nucleation can occur. The deposited material’s surface behaves like a size modulator which regulates and equalizes the different-size nuclei within impinging droplets. Grains grow from the surviving nuclei, and their growth fronts converge, thereby producing a relatively equiaxed grain morphology[8]. Meanwhile, the diffusion and migration of solute atoms are limited in the high overcooling liquid, thus the eutectic reaction, L→α-Mg+β-Mg17Al12, is repressed. Therefore, large proportion of Al atoms are solid solutionized in the Mg matrix and the proportion of brittle Mg17Al12 phases in the divorced eutectic (α-Mg and β-Mg17Al12) is decreased, which is in agreement with the experimental observation.
Fig.2(d) shows the micrograph of as-extruded spray formed AZ91 alloy along the extrusion direction. It is well compact, and the grains are further refined to 5 μm during hot extrusion and present the orientation long the extrusion direction. Dynamic recrystallization (DRX) occurs during extrusion as the elevated temperature is advantageous for DRX to occur and the small initial grain size accelerates DRX. The finer grains are easy to coordinate with one another leading to better toughness.
3.3 Distribution and morphology of second phase
The distribution of the β-Mg17Al12 in conventionally cast alloy is shown in Fig.2(a). The β-Mg17Al12 phase is coarse and aggregated along the grain boundary discontinuously. The morphology of the β-Mg17Al12 phase is shown in Fig.3(a). Lamellar secondary β-Mg17Al12 precipitates morphology and partially divorced eutectic morphology are observed. The distribution and morphologies of the β-Mg17Al12 in AZ91 alloy as-sprayed are shown in Fig.3 (b) and Fig.4. The as-sprayed alloy contains two kinds of β-Mg17Al12 precipitates. One is several microns existing along grain boundary discontinuously. The other is only several hundred nanometers distributed within grain dispersively. The morphology shown in Fig.4 is consistent with the previous reported results[9-10], in which cellular discontinuous precipitation occurs competitively with the general continuous precipitation at nearly all age hardening temperatures. DULY’s work[10] indicated that in Mg-A1 alloy continuous precipitation is favored at high and at low temperatures, whereas discontinuous precipitation dominates at intermediate temperatures. TU and TURNBULL’s work[11-12] indicated that the cellular discontinous precipitation occurs from grain boundaries. Thus, the precipitates along grain boundaries may form during the solidification process and discontinuous precipitation during cooling process of the billet. According to the Orowan-Ashby relation, these precipitates contribute little to the strength of matrix due to their relatively big size. The morphology of the β-Mg17Al12 in as-extruded spray formed alloy is shown in Fig.3(c).
Fig.4 shows that the relatively finer precipitates are long lath-shaped plates with the size of 100 nm to 500 nm in length. Such shaped plate is reported by DULY et al[10] for continuous precipitation which dominates at higher temperature annealing. The solidified deposit layer is still in the range of higher temperature and its cooling rate mainly depends on the self-heat conduction ability of materials and heat transfer between substrate and the billet. Thus, the cooling rate is much lower than that of mushy. Therefore, the whole billet undergoes a period of continuous and slow elevated temperature annealing. Therefore, continuous lath-shaped precipitates are formed in the billet. However, according to ZHANG’s result[13], these precipitates mainly disperse on the basal plane of the matrix, i.e. (0001)H//(011)B. As (0001)H is the slipping planar of dislocation, such crystallography orientation is not good for blocking movement of dislocation. These precipitates contribute to strength improvement slightly.

Fig.3 SEM micrographs of lamellar eutectic and partially divorced eutectic in: (a) conventional casting AZ91 alloy; (b) β-Mg17Al12 in spray formed AZ91 alloy; (c) β-Mg17Al12 in as-extruded spray formed AZ91 along extrusion direction
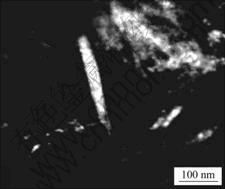
Fig.4 Dark field TEM image of β-Mg17Al12 in as-sprayed AZ91 alloy
3.4 Mechanical properties of Mg-9Al-1Zn alloy
The extruded spray formed AZ91 alloy sample does not present necking after tensile test. Fig.5 shows the SEM morphology of tensile fracture of extruded spray formed AZ91 alloy. The macroscopic fracture plane has an angle of 45? to tensile stress direction. This is a characteristic of shear facture. The as-extruded alloy presents apparent tearing edges and fine dimples. The equiaxed grains are elongated to form fine fibrous structure by the intensive deformation during hot extrusion, thus the dimples are fine and the failure mode is intergranular facture.
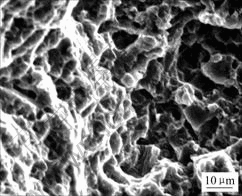
Fig.5 Morphology of tensile fracture of extruded AZ91 alloy as-sprayed
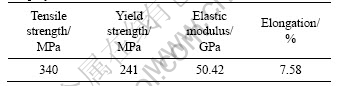
The mechanical properties of Mg-9Al-1Zn alloy are shown in Table 1. The alloy has excellent strength and ductility. The main strengthening mechanism is fine crystal strengthening. The great grain refinement represents a very useful and economical method to improve both the strength and fracture resistance in AZ91 alloy. The effect of grain size is given by Hall-Petch equation, σy=σi+k d -1/2, where σy is the yield stress, d is the grain diameter and σi is the lattice friction stress which is temperature dependent and k is a constant related to the difficulty of spreading slip across the grain boundaries. The grain diameter of spray formed AZ91 alloy is much smaller than that of conventional cast alloy, thus, the strength of spray formed AZ91 alloy is elevated greatly. In addition, the solid solution strengthening is another strengthening mechanism. According to NUSSBAUM et al[14], Al is a very efficient hardener when dissolved in a magnesium matrix: an average 10% increase in the hardness per 1% (molar fraction) of Al present in the solid. EDX analysis shows that the solubility of Al atom in the magnesium matrix of spray formed AZ91 alloy is 9.15%(mole fraction). Therefore, the high solubility of Al is favorable for the improvement of the alloy’s strength.
Table 1 Mechanical properties of Mg-9Al-1Zn alloy as-sprayed
4 Conclusions
1) Spray forming changes the morphology of microstructure. The rapid solidification refines the grain size and elevates the solid solubility of Al atom greatly.
2) The proportion of the brittle β-Mg17Al12 phase decreases significantly and the size of β-Mg17Al12 reduces to several hundred nanometers. The discontinuous and continuous precipitation of β-Mg17Al12 phase occur competitively, giving the alloy morphology of hundred nanometer size dispersive β-Mg17Al12 and slightly larger but finely distributed dispersoids along grain boundaries. The continuous precipitation of β-Mg17Al12 phase is long lath-shaped plates under TEM observation.
3) The average grain size of Mg-9Al-1Zn alloy as-sprayed is refined further to 5 μm due to dynamic recrystallization during hot extrusion process and the precipitate increases apparently.
4) The extruded spray formed alloy has excellent strength and ductility.
References
[1] AGHION E, BRONFIN B. Magnesium alloys development towards the 21st century[J]. Materials Science Forum, 2000, 350/351: 19-28.
[2] MORDIKE B L, EBERT T. Magnesium properties-application- potential[J]. Mater Sci Eng A, 2001, 302(1): 37-45.
[3] Cole G S. Issues that influence magnesium’s use in the automotive industry[J]. Materials Science Forum, 2003, 419/422(1): 43-50.
[4] EBERT T, MOLL F, KAINER K U. Spray forming of magnesium alloys and composites[J]. Powder Metall, 1997, 40: 126-130.
[5] CHEN C Y, TSAO C Y A. Spray forming of AZ91 magnesium alloys with and without Si addition[J]. Materials Science Forum, 2005, 475/479: 2789-2794.
[6] GRANT P S, KIM W T, CANTOR B. Spray forming of aluminium-copper alloys[J]. Mater Sci Eng A, 1991, 134: 1111-1114.
[7] CAI J, MA G C, LIU Z. Influence of rapid solidification on the microstructure of AZ91HP alloy[J]. Journal of Alloys and Compounds, 2006, 422: 92-96.
[8] XU Q, LAVERNIA E J. Influence of nucleation and growth microstructural evolution during droplet-based deposition[J]. Acta Materilia, 2001, 49: 3849-3861.
[9] Clark J B. Age hardening in a Mg-9% Al alloy[J]. Acta Metallurgica, 1968, 16(2): 141-152.
[10] DULY D, SIMON J P, BRECHET Y. On the competition between continuous and discontinuous precipitations in binary Mg-Al alloys[J]. Acta Metallurgica et Materialia, 1995, 43: 101-106.
[11] TU K N, TURNBULL D. Morphology of cellular precipitation of tin from lead-tin bicrystals[J]. Acta Metallurgica, 1967, 15: 369-376.
[12] TU K N, TURNBULL D. Morphology of cellular precipitation of tin from lead-tin bicrystals-ii[J]. Acta Metallurgica, 1967, 15: 1317-1323.
[13] ZHANG M X, KELLY P M. Crystallography of Mg17Al12 precipitates in AZ91D alloy[J]. Scripta Materialia, 2003, 48: 647-652.
[14] NUSSBAUM G, SAINFORT P, REGAZZONI G. Strengthening mechanisms in the rapidly solidified AZ91 magnesium alloy[J]. Scripta Metallurgica, 1989, 23: 1079-1084.
Foundation item: Project supported by the Cultivation Fund of the Key Scientific and Technical Innovation of Ministry of Education of China
Corresponding author: HUANG Jin-feng; Tel: +86-010-62334928; E-mail: huang-j-f@263.net
(Edited by YUAN Sai-qian)

