�������ְ�����������ʧ��������Ԫ����
�� ��1���ܽ���1��������2���� ͮ2
(1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. �人����(����)��˾������ �人��430083)
ժ Ҫ������ANSYS����Ԫ������������о����������ְ�������ʧ�����ԡ�����ANSYS�ļ��η��������ģ�飬�����������ֶ�ά����Ԫģ�ͣ�������ͬ��ʽ�غɡ�����Ⱥ���Ӧ���µ�����ʧ�ȹ��̣����������������ʧ���ޡ�����������������и����˵��ٽ�ʧ���غ�������˵Ľϴ��˵���С�����и����˵������벨��Ϊ�����50%~60%�������뵥����Ϊ80%���ң��Գ�˫����ԼΪ70%����ͬ���غ��£����ź���Ȼ���Ӧ������ӣ��ٽ�ʧ�����������ƣ����Ҹ������ε��ٽ�ʧ���������ٶ����Դ��ڼ����ε������ٶȡ�
�ؼ��ʣ��������������֣�����������Ԫ����
��ͼ����ţ�PG335.11 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)06-1157-05
Finite element analysis of shape buckling load for cold rolled strips
WANG Lan1, CAO Jian-guo1, JIA Sheng-hui2, ZENG Tong2
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Wuhan Iron and Steel Company, Wuhan 430083, China)
Abstract: The behavior of the cold rolled strip buckling was studied using the ANSYS finite element method. Based on the geometrical non-linear solution module of the ANSYS, the two-dimensional finite element model was developed to analyze the process of buckling with the different kinds of loads, the different ratios of strip width to gauge and tensile strain. Then the buckling load was figured out. The results show that the biggest buckling load appears in the center buckle with edge wave, the smallest appears in the side long edge, and the long center ranks the middle. The half buckling wavelength of the center buckle with edge wave is 50%-60% of width, the long center and the single-side long edge is round 80%, the symmetrical dual-side long edge is about 70%. With the same kind of loads, the buckling load keeps growing while the ratio of strip width to gauge or the tensile strain increases, and the complex grows obviously faster than the simple one.
Key words: tandem cold rolling mill; strip; buckling; finite element analysis
ȷ���������ְ�������ʧ���ޣ���������IJ�������ȱ�ݵ��ٽ��������ǽ����������ְ��ο���Ŀ��ģ�͵����ۻ������������������ƹ����У������������£������ڲ�ԭ���ڵ�������ά���������쵼�´������еIJ�������Ӧ�����ã��еIJ�����ѹӦ�����ã���ѹ�����ֵ�ѹӦ������һ���ٽ�ֵʱ���ò��ֵĴ��Ļ������ѹʧ�ȣ����IJ���ij����ʽ�İ����������Σ����ij����������Ρ����ֲ������������ĸ���ԭ���Ǵ��ָ���������ά���Ȳ����(�ؿ���IJ��������ƻ���������)���Ҵﵽ�����ٽ����������ñ��嵯��Сλ�����ۣ���������ԭ���ͱ�ַ����������ְ���Ӧ����ʽ�µ�������������[1-10]�������ܵõ����������ٽ���������ʽ����ʽ������ͨ����ֵ���������ø��ֹ����µ������ٽ�Ӧ��[11]��1 700 mm�����������ҹ������ĵ�1���ִ�������������2004��3��������ԡ�����������Ϊ��Ҫ���ݵļ������죬Ŀǰ������50��t���ϵ��¹��繤�ְ壬�������Բ��ø���ǰ���ο���Ŀ��ϵͳ�����ܷ�ӳ����ʵ�ʵı� ��[12-16]����ˣ��������߲��ô���ͨ������Ԫ��������ANSYS������������Ԫģ�ͣ�ʩ����Ӧ�ı߽��������غɣ�������������ĵ�����ʧ���ޣ�����ڽ������������繤��İ��ο���Ŀ�����ʵ�ü�ֵ��
1 �����������ε�����Ԫģ��
1.1 �� ģ
���������о��Ķ����ǿ������֣����Ƚ�Ϊ0.5 mm������ȡ�������Ⱥ�С����ˣ�����ANSYS�ṩ�Ķ�ά�ǵ�Ԫshell63����ģ�������Ϊʵ����ֱ������[17]��ģ�Ϳ��ȵ��ڴ���ԭ���Ŀ��ȣ����ȵ��ڴ��ķ���������İ벨��L����Ԫ����ʱ��֤ÿ����Ԫ���������20 mm��20 mm������ģ�;������Ϊ������b=1 300 mm���������Ϊ������ģ��E=2.1��1011 N/m2�����ɱȦ�=0.28��
1.2 ȷ���߽��������غ�
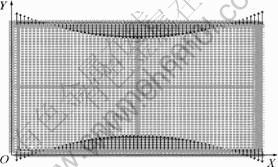
���õ�1���ѩ�����ʽϵ��ʾ�İ���Ӧ����Ϊ�����е����أ��������ʽ���£�T1(x)=x�� T2(x)=2x2-1��T4(x)=8x4-8x2-1���������ְ���Ӧ���ֲ�ģʽ��ͼ1��ʾ��
���ķ����������εĹ����У��ڼ����мٶ����غɱ��ֲ��䣬������ʧ�ȹ����е�Ӧ���ɳ����Բ�ͬ���غ���ʽ���ò�ͬ��Լ����ʽ�ֱ����Լ������ͬһ���غ���ʽҲҪ���Բ�ͬ��Լ�����������ж�����㣬�������ʵ�������Լ����Ϊ���տɲ��õ�Լ����ͼ2��ʾΪ������ʽģ���غ�ͼ��
2 ���������
������������ṹ�������ԣ���?��cr<<��sʱ���Ѿ�����ʧ�ȱ��Σ���ˣ����ؿ��Dz��ϵķ������ص�[13-14]�������е���Ҫ�������������ȡ���ȼ���ȡ�İ벨��L������ʵ�����飬�벨��Lһ���ڿ��ȵ�0.25~1.25֮��䶯����ˣ��������Χ�ڷֱ��ȡ��ͬ�ij��Ƚ�����⣬���ҵ���С�ٽ�ʧ�����벨����ANSYS�ṩ�ķ����ṹ����ʧ�ȵļ�����ͨ���������غɵķ����Ծ���������������ýṹ����ʧ�ȵ��ٽ��غɡ��ڼ����У����ģ�͵�ԭʼ״̬Ϊƽ̹�ģ����������غ�Ҳ��ƽ���ڣ�����������������Σ�Ҳ����õ��������[18-20]�����ԣ��ڼ���ǰ��ͨ����ƽ̹�İ��ģ�ͼ����ʵ���̬��ʼλ�ƣ�ʹģ�Ͳ���Ԥ���Σ��Ӷ��ﵽ�������ε�Ŀ�ġ����÷����Լ����е�BUCKLINGģ����������ģ���ڲ�����������µ�����ʧ���ޡ�������ʽģ������������ͼ3��ʾ��

1��1/4�ˣ�2�����и����ˣ�3�������ˣ�
4���Ҳ���ˣ�5�����ˣ�6��˫�����
ͼ1 �������ְ���Ӧ���ֲ�ģʽ
Fig.1 Shape of cold rolled strip strain
ͼ2 ������ʽ�غ�ͼ
Fig.2 Loads of long center
2.1 �ٽ�ʧ���ļ��������
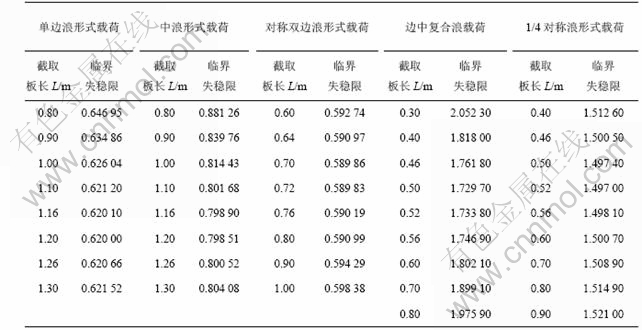
0.5 mm��1 300 mm������������5�����ε��ٽ�ʧ�����������1��ͼ4��ʾ��
��1 �������ֲ�ͬ���ε��ٽ�ʧ��������
Table 1 Buckling load results of different strip waves

ͼ3 ������ʽ��������ͼ
Fig.3 Buckling of long center

1����������ʽ�غɣ�2��������ʽ�غɣ�3���Գ�˫����
��ʽ�غɣ�4�����и������غɣ�5��1/4�Գ�����ʽ�غ�
ͼ4 ��������5�ֵ������ε��ٽ�ʧ����
Fig.4 Buckling load of five typical waves
2.1.1 ��ͬ��ʽ�غɶ��ٽ�ʧ����Ӱ��
�Ӽ�����ĸ�������ʧ�����Կ���(��ͼ4)����ͬ�������в�ͬ���ٽ�ʧ���ޣ������˵��ٽ�ʧ������Խϴ� ���˵��ٽ�ʧ����֮�����˵��ٽ�ʧ����С������ͬ����С�IJ�����Ӧ���£������������ɣ���������������ɡ�
2.1.2 ��ͬ��ʽ�غɶ������벨����Ӱ��
�����������˵������벨����Խϴ�Ϊ�����80%���ң��Գ�˫���������벨��ԼΪ�����70%�������˵������벨����С��Ϊ�����50%~60%�����븴���˶�Ϊ�̲����С����˶�Ϊ������ʵ�����Ҳ���Ǻϡ�
2.2 ��Ӧ�����ٽ�ʧ����Ӱ��
���˺ͶԳ�˫����Ϊ��������ģ���ڴ���������µ�����ʧ���ޣ���������ͼ5��ʾ��
��ͼ5�ɼ����ڶ����ˡ��Գ�˫����ʩ����Ӧ������ε��ٽ�ʧ���������������ٽ�ʧ������������Ӧ������ӳ����Թ�ϵ����ˣ���������ʱ��ʩ�Ӻ�������Ӧ��������ٽ�ʧ���ޣ�������Ч��ֹ��������������
2.3 ����ȶ��ٽ�ʧ����Ӱ��
����5�������ڲ�ͬ�����(����������Ϊ10-3)������¼�����������ʧ������ͼ6��ʾ��
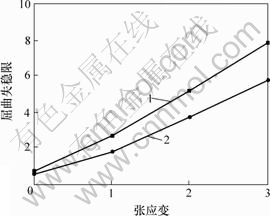
1�����ˣ�2���Գ�˫����
ͼ5 �����ٽ�ʧ��������Ӧ��Ĺ�ϵ
Fig.5 Relationship between buckling load and tensile strain of thin plate
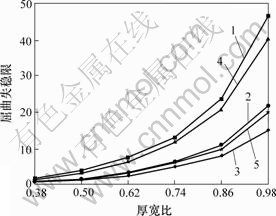
1�����и����ˣ�2�����ˣ�3���Գ�˫���ˣ�
4��1/4�ˣ�5��������
ͼ6 �����ٽ�ʧ���������ȵĹ�ϵ
Fig.6 Relationship between buckling load and ratio of width to gauge of thin plate
��ͼ6���Կ��������ź���ȵ������ٽ�ʧ���������������ƣ����������ӵĺ������ͬʱ���������α����ˡ����˵ȼ����ε��ٽ�ʧ�������ӵ��ٶȸ��죬�����ߵ�б�����Դ�������2������б�ʡ���ˣ����Խ��ı���Խ�������������������Ӱ�챡���ٽ�ʧ������Ҫ���ء�
3 �� ��
a. ���������ٽ�ʧ�ȳ������������E�ͦ�����⣬��ͬ�����ζ�Ӧ��ͬ���ٽ�ʧ���������벨�������Ҹ�������������������ˡ����˽����� ������
b. �ڴ������������ڣ��ٽ�ʧ��������Ӧ������ӳ�����������
c. �ٽ�ʧ���������ȵ����Ӷ���������������ͬ����ȵ�����£����ˡ����ˡ������˵����߱仯б����������
d. ���ڱ�ģ�ͼ�������Ϊ������ְ��ο���Ŀ��Ľ����ṩ�������ݡ�
�ο����ף�
[1] �� ��. ��������������������ο���Ŀ����о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 1992.
YANG Quan. Study on the buckling theory of cold rolled strip and shape controlled target[D]. Beijing: School of Mechanical Engineering, University of Science and Technology Beijing, 1992.
[2] �� ��, ������. ���ƴ��ĵ��������ۼ��������������ο����е�Ӧ��[J]. ұ���豸, 1994(83): 1-5.
YANG Quan, CHEN Xian-lin. Bucking theory and its use in shaping control of cold rolling mill[J]. Metallurgical Equipment, 1994(83): 1-5.
[3] ����, ���Ҵ�. �����������б�ģ�͵�����������[J]. �������ͻ�еѧԺѧ��, 1996, 20(3): 207-210.
LIN Zhen-bo, LIAN Jian-chuang. Finite strip method research on shape discriminant model of cold rolled strip[J]. Journal of Northeast Heavy Machinery Institute, 1996, 20(3): 207-210.
[4] ���嶫, ���S�S, ������, ��. �����������˻�����еİ�����������ԭ�����[J]. �Ϻ�����, 2005, 27(4): 27-29, 33.
ZHANG Qing-dong, LIU Yun-yun, ZHOU Xiao-min, et al. Research on strip profile buckling deformation during continuous annealing process[J]. Shanghai Metals, 2005, 27(4): 27-29, 33.
[5] ����, �� ��, ���Ҵ�, ��. �������İ����б�ģ�͵ķ���������[J]. ����, 1995, 30(8): 39-43.
LIN Zhen-bo, ZHANG Bo, LIAN Jian-chuang, et al. Analysis and discussion of shape discriminant model of cold rolled strip[J]. Iron and Steel, 1995, 30(8): 39-43.
[6] ���嶫, ������, �±���. ���������������εı��η���[J]. ����, 1996, 2(1): 9-12.
ZHANG Qing-dong, CHEN Xian-lin, CHEN Bao-guan. Analysis on the shape deformation of on-line buckled strip[J]. Steel Rolling, 1996, 2(1): 9-12.
[7] GUO Ren-min. Computer model simulation of strip and shape control[J]. Iron and Steel Engineer, 1986, 21(11): 35-42.
[8] Nappez C, McDermott R C. Control of strip flatness in cold rolling: A global approach[J]. Iron and Steel Engineer, 1997, 23(4): 42-45.
[9] �� ��, ���嶫, ������, ��. �а��������ο������ܵ��� ��[J]. ����, 2002, 37(1): 34-38.
SUN Lin, ZHANG Qing-dong, CHEN Xian-lin, et al. Research on profile and flatness control characteristics of plate mill[J]. Iron and Steel, 2002, 37(1): 34-38.
[10] ���嶫, ������, �ΰ���, ��. ���������ְ��μ�����Զ�����[J]. ����, 1999, 23(10): 69-73.
ZHANG Qing-dong, CHEN Xian-lin, HE An-rui, et al. Automatic measurement and control of flatness of wide cold-rolled steel strip[J]. Iron and Steel, 1999, 23(10): 69-73.
[11] ������, �� ��, ������, ��. ��Чʵ�õİ��������ⷽ ��[J]. �����Ƽ���ѧѧ��, 2002, 23(3): 333-335.
GU Yun-zhou, ZHANG Jie, CHEN Xian-lin, et al. High efficient simulation for strip deformation in strip rolling[J]. Journal of University of Science and Technology Beijing, 2002, 23(3): 333-335.
[12] �ܽ���, ������, �� ��, ��. 1 700 mm���������������ο��������о�[J]. �����о�, 2002(3): 16-19.
CAO Jian-guo, GU Yun-zhou, ZHANG Jie, et al. Study on controllability of profile and flantness at 1 700 mm tandem cold rolling mill[J]. Research on Iron & Steel, 2002(3): 16-19.
[13] ������. ���������������μ������о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2005.
JIA Shen-hui. Study on roll contour and strip flatness of variable crown tandem cold rolling mills[D]. Beijing: School of Mechanical Engineering, University of Science and Technology Beijing, 2005.
[14] ��ΰ��. ���1700������������ο���Ŀ����趨[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2000.
QIN Wei-jie. Study on the target shape in the automatic flatness control of wisggo 1 700 mm five-stand cold tandem rolling mill[D]. Beijing: School of Mechanical Engineering, University of Science and Technology Beijing, 2000.
[15] ������, ������, �ܽ���, ��. �����������ο��ƶԲߵķ������[J]. ұ���豸, 2002, 10(135): 20-23.
JIA Sheng-hui, YIN Xiao-qing, CAO Jian-guo, et al. Simulation of flatness control method on tandem cold rolling mill[J]. Metallurgical Equipment, 2002, 10(135): 20-23.
[16] ������, �� ��, �ܽ���, ��. ����������ְ��ο���Ŀ��ĸĽ�[J]. �����Ƽ���ѧѧ��, 2002, 24(3): 303-305.
JIA Shen-hui, ZHANG Jie, CAO Jian-guo, et al. Flatness target curve for non-tropism silicon steel rolling in 5-stand tandam cold rolling mill[J]. Journal of University of Science and Technology Beijing, 2002, 24(3): 303-305.
[17] ������. ANSYS����Ԫ����ʵ�ý̳�[M]. ����: �廪��ѧ������, 2005.
LI Li-ming. Finite element analysis practicality tutorial of ansys[M]. Beijing: Tsinghua University Press, 2005.
[18] �ŷ���, �Ʊ���, ţ����, ��. �����Ը��ϲ��ϲ��ֲ�����������������[J]. ������ѧѧ��, 2000, 21(3): 343-346.
ZHANG Feng-peng, HUANG Bao-zong, NIU Wan-yang, et al. Buckling and postbuckling analysis of nonlinear composite laminates with delamination[J]. Journal of Northeastern University, 2002, 21(3): 343-346.
[19] ������, ������, ����. ѹ��������ͺ�����������Ԫ����[J]. ������ѧѧ��, 2000, 21(2): 123-130.
TIAN Xiao-geng, SHEN Ya-peng, GAO Jian-xin. Buckling and post-buckling analysis of piezoelectric plates using finite element method[J]. Acta Mechanica Solid Asinica, 2000, 21(2): 123-130.
[20] ������, ����ͼ, ������. ���ֲ������Ĵ���˫����������������[J]. ����, 2001, 19(3): 60-67.
ZENG Xiao-hui, LIU Chun-tu, YANG Li-min. Overall buckling analysis of double-wall shipgrillage considering post buckling behavior of flange[J]. Ocean Engineering, 2001, 19(3): 60-67.
�ո����ڣ�2007-03-10�������ڣ�2007-05-08
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(59835170)�������Ƽ���ѧ�Ƽ���չר�����������Ŀ(20050311890)
����飺�� ��(1978-)���У��㽭�����ˣ�����ʦ�����°��ο��ơ�������Ƽ������Զ����о�
ͨ�����ߣ��ܽ������У���ʿ�������ڣ��绰��010-62332835��E-mail: geocao@me.ustb.edu.cn

