�ȴ��־�������������Ԥ�趨ģ����ѧϰ�о�
����1��Ф��1���ž���1, 2
(1. ��ɽ��ѧ �����������װ�������չ��̼����о����ģ��ӱ� �ػʵ���066004��
2. һ�ش�������о�Ժ������ ������116600)
ժҪ�����ij����������������Ԥ�趨ģ�͵���ѧϰģ������о����ڶ�����ѧϰ���棬���һ�ֶ�������Ƶ�ƽ��ϵ��ģ�ͣ��о�����������������ģ���Ż�Ч������������������������ƽ��ϵ��ģ�ͣ�������ѧϰ���棬��Ҫ�о�������ѧϰ�������������Լ����������ѧϰϵ����ѡȡ���ԡ��ڳ�����ѧϰ���������м�����仯�̶ȵ��ж��������ڱ�֤Ԥ�����ȵ�ǰ���£���Ч�����˳�����ѧϰ������������֤����ѧϰ�������ԡ���Σ���ԭ��ѧϰģ���м�������ѧϰϵ������һ���̶��������˳�����ѧϰϵ�������������豸״̬��Ϣ������˳���δ���Ʋ���������Ԥ�����ȡ�����Ż��˴�δ���ƹ�����ʼ��ѧϰϵ����ѡȡ���ԣ�ͨ����������������Ʋ��ѧϰϵ����ѧϰ����Ч����˴�δ���ƵIJ���������Ԥ�����ȡ�
�ؼ��ʣ��ȴ��֣��������飻ģ����ѧϰ��������ѧϰ��������ѧϰ
��ͼ����ţ�TG335.1 ���ױ�־�룺A ���±�ţ�1672-7207(2014)10-3398-10
Research on self-learning of hot strip finishing setup model for rolling force
WANG Jian1, XIAO Hong1, ZHANG Jingxu1,2
(1. National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Yanshan University,
Qinhuangdao 066004, China;
2. Dalian Design & Research Institute Co. Ltd., Dalian 116600, China)
Abstract: To solve the problem of self-learning of finishing model in some hot rolling, a deep research on the function of short-term self-learning and long-term self-learning models was made. The point in the short-term self-learning is how to premise the smooth modulus in the method of exponential smoothing. A multi-variable control exponential smooth model was proposed. The results show that the result obtained by the proposed model is more better than the result of only using the single modulus self-learning model. In the aspect of long-term self-learning, the main mission is the launch conditions of the self-learning, and how to select the strategy of learning coefficient about the first piece of steel after changing the layer. Firstly, the judge conditions about the degree of the changing of the standard is joined into the launch conditions of the long-term self-learning, the forecast accuracy is ensured, it effectively reduces the launch times in long-term self-learning, the continuity of the self-learning is improved. Secondly, the method of tendency learning modulus is put into the original rolling force learning model. It effectively renews the equipment message belonged to the self-learning modulus in layer table, improves the forecast accuracy in the layer never rolled. Finally, the strategy of the self-learning modulus in the layer never rolled is proposed by using the similar self-learning modulus in the rolled layer, which effectively improved the accuracy of the initial self-learning modulus in the never rolled layer.
Key words: hot strip; finishing mill; model self-learning; short-term self-learning; long-term self-learning
����ȴ������ƹ�����ģ�͵�Ԥ������һֱ���������Զ����Ƽ����������Ŀ�ꡣ��Ȼ���øĽ���ѧģ�ͱ����ṹ���Ż�ģ��ϵ���ķ����ܹ���һ���̶������ģ�͵ľ��ȣ�������ʵ�ʹ����Ķ���ԣ�ģ�;�����̶߳�ʮ������[1-3]����ˣ��ֳ������ģ�͵���ѧϰ�����������ֳ�ʵ������״��������ѧģ�ͽ���ʵʱ�����ߵ��������Ը���ʵʱ�仯������״̬�����ģ�͵����߿��ƾ��ȡ����ȴ��־�������Ԥ�趨�����й��ھ����趨����Ҫģ�;�������ѧϰ���ܣ���������ģ����ѧϰ�����ƹ�����ѧϰ���¶���ѧϰ��������λ��ѧϰ��[4]��������ÿ���趨ģ�Ͷ��ԣ���ѧϰ�ַ�Ϊ������ѧϰ�ͳ�����ѧϰ�ȡ�������������ģ��Ϊ����չģ����ѧϰģ����㷨�о����Ż���֤��
1 �ȴ��־�����Ԥ�趨��ѧϰ����
1.1 ��ѧϰ���ܽ���
ģ�͵��趨���ȵ�Ӱ�������кܶ࣬����������ģ�ͻ��Ǿ�����ģ�͵Ľ������̶�������һ���ļ��衢��ƽ���ԣ������������������IJ��ϱ仯����ģʱ���ǵ����������ʵ�ʵ����������Ȼ������һ���ij��룬ģ�͵���ѧϰ�����Ǹ���ʵ�������������ϱ仯����������õ�ǰʵ�����ݶ�ģ��ϵ������ʵʱ�ġ����ߵ�������ʹ��ѧģ�Ͳ�����Ӧ�仯������״̬����֤ģ�͵����߿��ƾ���[5-6]��
��ѧϰ��ģ��ʽ�кܶ࣬�������Ͽɷ�Ϊ�ӷ��ͳ˷�2�ֽ�ģ��ʽ�� ��y=f(x1,
��y=f(x1,  �����У�yΪ��������
�����У�yΪ�������� Ϊģ�͵���ҪӰ�����أ�
Ϊģ�͵���ҪӰ�����أ� Ϊʹ��һ�㷽����������ѧģ�ͣ�
Ϊʹ��һ�㷽����������ѧģ�ͣ� Ϊģ�͵���ѧϰϵ����������ʾϵͳ״̬�ı仯����ѧģ�͵�Ӱ�졣��ѧϰ���ܾ��ǽ�ʵ�����Ϊ�ο������ϵ�����ģ���е�ȡֵ��ʹ��ģ���ܹ���Ӧ��ǰ��ϵͳ״̬��Ŀǰ������ʵ������õ���ѧϰ������ָ��ƽ����[7-9]������㷽�����£�
Ϊģ�͵���ѧϰϵ����������ʾϵͳ״̬�ı仯����ѧģ�͵�Ӱ�졣��ѧϰ���ܾ��ǽ�ʵ�����Ϊ�ο������ϵ�����ģ���е�ȡֵ��ʹ��ģ���ܹ���Ӧ��ǰ��ϵͳ״̬��Ŀǰ������ʵ������õ���ѧϰ������ָ��ƽ����[7-9]������㷽�����£�
 (1)
(1)
ʽ�У� Ϊ�ɵ�ģ������(��ѧϰ)ϵ����
Ϊ�ɵ�ģ������(��ѧϰ)ϵ���� Ϊ����ѧϰ����µ�ģ������(��ѧϰ)ϵ����
Ϊ����ѧϰ����µ�ģ������(��ѧϰ)ϵ���� Ϊ��ѧϰϵ����ʵ��ֵ(˲ʱֵ)����Ϊ��ѧϰƽ��ϵ������ȡֵ��ΧΪ(0,1)������������ѧϰ��ʵ��ֵ���ó̶ȣ���Խ������ʵ��ֵ��ѧϰ�̶�Խ��ѧϰ���ٶȾ�Խ�죬��ȡֵ��ʵ��ֵ�Ŀ��ŶȺ���ѧϰ�����Լ�Ԥ�����������й�[10]��
Ϊ��ѧϰϵ����ʵ��ֵ(˲ʱֵ)����Ϊ��ѧϰƽ��ϵ������ȡֵ��ΧΪ(0,1)������������ѧϰ��ʵ��ֵ���ó̶ȣ���Խ������ʵ��ֵ��ѧϰ�̶�Խ��ѧϰ���ٶȾ�Խ�죬��ȡֵ��ʵ��ֵ�Ŀ��ŶȺ���ѧϰ�����Լ�Ԥ�����������й�[10]��
1.2 ��������Ԥ�趨ģ���е���ѧϰģ��
ij���Ϊ1 780 mm�ȴ��־��������Ԥ�趨ģ����Ҫ����������ģ�͡��¶�ģ�͡����ƹ���ģ�͡�����ģ�͡�����ÿһ�����ģ�Ͷ�Ҫͨ����ѧϰ��������������߿��ƾ��ȡ������������ƹ��ʡ��¶�ģ�Ͳ��ó˷���ѧϰģ�ͣ�����ģ����ѧϰ���üӷ���ѧϰģ�ͣ���ѧϰ�㷨����������ָ��ƽ������ͼ1��ʾΪ���Ϊ1 780 mm�ȴ��־���ģ����ѧϰ�������̡�
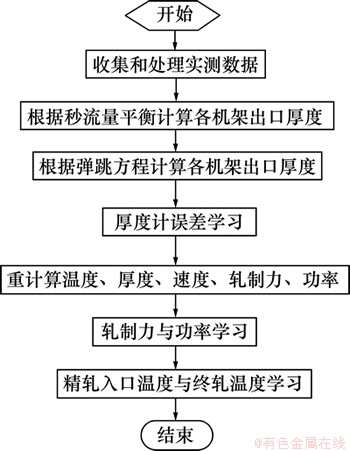
ͼ1 1 780 mm�ȴ��־���ģ����ѧϰ��������
Fig. 1 Flow chart for self-learning module finishing setup calculation
����������ģ�͵���ѧϰ��˵�����������ڵ�������ʵ�������������Ԥ�趨��ֵ��ƫ��ʱ��ʵ�ʵij��ں�Ȼ������Ԥ�趨�ij��ں�Ȳ�ͬ��Ҳ����˵��ʵ���������Ͷ����趨��������������������ͬ��Ҳ�������бȽϣ��������ò�ͬ�����µ�ʵ��ֵ��ģ�ͽ���У��[11]��Ӧ�ø���ʵ�����������õ������̼����ʵ�ʵ����ƺ�ȣ����������ʵ�ʺ�Ȳ���ԭ����ģ�����¼�������������Ƚ�ʵ�����������ؼ���������ֵ��ɵ���ѧϰϵ����˲ʱֵ������ļ��㹫ʽ���¡�
1) ������ѧϰϵ�����������趨����ģ��Ϊ
 (2)
(2)
ʽ�У�BΪ����(mm)�� Ϊ��������ѹ��(���Ա���)ʱ�Ӵ����ȵ�ˮƽͶӰ����(mm)��QpΪ�Ӵ�����Ħ������ɵ�Ӧ��״̬��Ӱ��ϵ����KΪ�������ο���(MPa)��
Ϊ��������ѹ��(���Ա���)ʱ�Ӵ����ȵ�ˮƽͶӰ����(mm)��QpΪ�Ӵ�����Ħ������ɵ�Ӧ��״̬��Ӱ��ϵ����KΪ�������ο���(MPa)��
2) ���õ������̣����Ƴ���ʵ����ں��Ϊ
 (3)
(3)
ʽ�У�P*Ϊʵ��������(kN)��s0Ϊ�˹���λ�Ĺ�����ָʾָ(mm)��CPΪ�����ն�ϵ��(kN/mm)��P0ΪԤѹ����(kN)��OΪ��Ĥ��ȱ仯��(mm)��GΪ��λ(mm)�����ݷ��Ƴ���ʵ����ں�ȣ������QP��K����������ؼ����������P�䡣
3) ������ѧϰϵ����˲ʱֵΪ
 (4)
(4)
2 ������ѧϰ�Ż�����֤
������ѧϰ����Ҫ�����ǣ���ǰ����2��־�����ͬ�ĸ��ֺ��ʱ���������������ƻ���������״̬�Ͼ���һ���������ԣ�������һ��ֽ����趨ʱ���Ϳ��Զ���һ��ֵ�ʵ����Ϣ����ѧϰ����������һ��ֵ�Ԥ�趨ģ��ϵ��������Ҫ�����������ʹ����ƽ�������Ԥ��ģ�Ϳ�����Ӧ��ǰ�����ƻ����������ģ�͵�Ԥ�����ȡ�Ŀǰ����õĶ�����ѧϰ������ָ��ƽ������ʹ��ָ��ƽ��������ģ�Ͷ�����ѧϰ��һ���ѵ����ƽ��ϵ����ѡȡ���ڹ���ʵ���У���ѧϰƽ��ϵ��ѡȡ��һ��ԭ���ǣ������趨���Ⱥ���ѧϰϵ���ı仯��ѡȡһ���̶���ƽ��ϵ����ʹ����ѧϰϵ�����������ﵽĿ��ֵ������ij��Χ�����²������Ҳ���Ϊ����״�����������[12]��
1 780 mm������������ѧϰ�����У����õľ��ǹ̶���ƽ��ϵ��������ʵ��Ӧ���к����ҵ�һ���̶���ϵ��������ʵ�������ж�������״̬����ˣ���Ҫ����ʵ�ʵ�Ӱ�����أ����ö�̬��ƽ��ϵ��ģ�͡������Ķ�̬ƽ��ϵ��ģ�Ͳ��õ��ǵ���������ģ��ֻ������ѧϰ������ʵ��ֵ�Ŀɿ��Զ�ƽ��ϵ����Ӱ�죬�����������һ�ֶ�������Ƶ�ƽ��ϵ��ģ��Ϊ
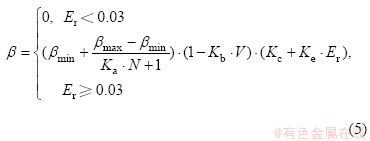
ʽ�У�VΪ���Ŷȵ�ƽ������0Ϊƽ��ϵ���ıƽ�ֵ�������ֵ����maxΪƽ��ϵ�������ֵ����minΪƽ��ϵ������Сֵ��NΪģ�Ͷ�����ѧϰ������ErΪģ��Ԥ����KaΪѧϰ����Ӱ��ϵ����KbΪʵ�����ݿɿ���Ӱ��ϵ����Kc��Ke�ֱ�Ϊģ��Ԥ�����Ӱ��ϵ������ģ���ۺϿ�����ѧϰ������ʵ��ֵ�Ŀɿ��ԡ�ģ�͵�Ԥ���������ض�ƽ��ϵ����Ӱ�죬�ܹ�����ʵ�������ƽ��ϵ�����и�����������ȷ�ĵ�����ѧϰ����N��ƽ��ϵ����Ӱ�죬����ѧϰ���������ӣ�ƽ��ϵ������С���ƣ���������������Сֵ����õĿ��Ŷ�VԽ��ʵ��ֵ�ľ���Խ�ͣ�ƽ��ϵ��ȡֵ��ԽС��ģ�͵����Խ��Խ��Ҫ�ӿ�ѧϰ�ٶȣ�ƽ��ϵ��ȡֵԽ�����⣬ģ�ͻ�������ѧϰ������ģ�͵�Ԥ������Сʱ��������Ϊģ�;��Ƚϸߣ�����Ӧ��ǰ������״̬��Ϊ��ģ��Ԥ�����ȵ��ȶ��ԣ����ο��Բ���ģ��ϵ������ѧϰ��ͨ������1��ѧϰ�����������ƶ�����ѧϰ����������ģ�������ѧϰ������Χ��ʱ�����ξͲ�������ѧϰ���ܣ�����ƽ��ϵ��ȡΪ0���������߽�1 780 mm��������������Ԥ�趨ģ�͵���ѧϰ�����趨Ϊ0.03��
������������ģ��Ϊ������ģ�Ͷ�����ѧϰ������̽��з��档ͼ2��ʾΪ��������ѧϰ����������̡�����ƽ��ϵ���Ż��漰����ѧϰ�����ļ�¼�������������㣬ʵ�����ݿ��Ŷȼ����Լ�ʹ����ģ�ͼ���ƽ��ϵ���ȹ��̡�
Ϊ����֤�Ż�ģ�͵ĺ����ԣ�ͬʱѡ��ǰ���ᵽ��2������������ģ�������������Ż�ģ�ͽ���SPHC������������(��1)������KΪ����ϵ��������ƽ��ϵ��������Сֵ����Ҫ��ѧϰ������aΪ�����Ŷȵ�Ȩ��ϵ�����ֱ��3��ģ�ͽ�����ѧϰ������㣬�ȶ�3��ģ�͵��Ż�Ч����ͼ3��ʾ��
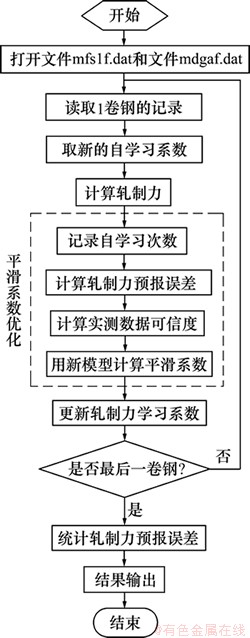
ͼ2 ������ģ�Ͷ�����ѧϰģ�ͷ�������
Fig. 2 Flow chart of short self-learning for rolling force
��1 SPHC��ѧϰ�������ʹ�õ�3��ƽ��ϵ��ģ��
Table 1 Models of smooth coefficient for SPHC steel self-learning calculating

ͼ3 7��SPHC���ܵ����������Ա�ͼ
Fig. 3 Seven SPHC rolling forces comparison of before and after optimization
��ͼ3�ɼ�������Ż�ǰ������3����̬ƽ��ϵ��ģ������7�����ܵ���������������С�������ö�������Ƶ�ƽ��ϵ��ģ�������������С���Ż�Ч����á��������λ��ܳ��ں�������ƹ��ı仯�Ƚ����ԣ����ƹ��ĸı䣬�Ժ����ܵ�������ģ��Ԥ��������ɵ�Ӱ��ϴ��������ʹ�ö��������ģ�ͺ�ƽ��ϵ���ܹ�����ģ��Ԥ�����ȵ�ͻȻ���͵õ��ʵ��ķŴ�Ѹ��������ģ����ѧϰϵ����ʹ֮��Ԥ�����ȵõ�������ߣ����Ż�Ч�����Ժ��ڵ���������ģ�͡�
�������������ö�������Ƶ�ƽ��ϵ���Ż�ģ�ͣ��ܹ���Ч�ĸ���ģ����ѧϰ���ƹ��ܣ����Ż�Ч���������ڵ��������Ƶ�ƽ��ϵ��ģ�ͣ��ܹ��ﵽԤ�ڵ��Ż�Ч����
3 ������ѧϰ�����о����Ż�����֤
������ѧϰ��һ���ľ����ԣ�����ǰ��2��ֱ��������ͬ�ĸ��ֺ������״̬Ҫ��ͬ��һ����һ��ֵĸ��ֻ������˸ı䣬�������ڻ����Ȳ�ȷ������ʹ����״̬�����˱仯�����Բ���������һ��ֺ���������ѧϰϵ��������Ϊ��һ��ֵ���ѧϰϵ����ʼֵ���ͻ�����ܴ����Ӱ��Ԥ�����ȡ�Ϊ�ˣ��б�Ҫ����һ�ֳ�����ѧϰ���ܣ�������һ���������ִ���ʱ���õ���ѧϰϵ������һ��ֽ����趨���㣬������������ʱ����1����ֵ�Ԥ�����ȡ�����жϳ�����ѧϰ�����������Լ�������ѧϰϵ����ѡȡ������ģ�ͳ�����ѧϰ������Ҫ�������Ҫ���⡣
Ŀǰ��������ѧϰ�����ý�����ѧϰϵ�������ķ���������ѧϰϵ�����ո��֡���ȡ����ȡ����ܵ����ؽ��в��ֵ�������һ��ֵIJ�����仯ʱ����Ҫ�Ӳ�����ȡ����һ�����Ƹò��ʱ�������ѧϰϵ�������趨���㡣���ķ���Խϸ�������һС���ֵĴ��ֵ���ѧϰ����Խ�ߣ����Ƿ����ϸ�ᵼ��Ƶ������������ѧϰ����������һ����ֵ���ѧϰϵ�����������ĵ�ǰ������Ϣ���ƻ���ѧϰ�������ԡ�����������٣�����һ�������������һ��ֵĻ�����Ϣ����ѧϰ��������С��ͬ���֡���ͬ����ģ�;��ȴ��������[13-15]�����ǵ����ֳ�Ʒ��ȷ�Χ�ϴ��ԽС��ѧϰϵ�����ȵı仯Խ���ԣ�Ϊ����ѧϰϵ������ϴ��2���������ͬһ����𣬱��IJ�ȡ�����ֲ�����ʽ�Դ��ֺ�Ƚ��в��[16]����ͼ4��ʾ����ͼ4�ɼ������ź�ȵIJ��ϼ�С����Ȳ��Ļ���Խϸ�£�����������ȷֲ��Ҫ��

ͼ4 ��Ȳ��ʾ��ͼ
Fig. 4 Division of thickness layers
������1 780 mm������������������Ԥ�趨����ѧϰ�����У��ж��Ƿ���г�����ѧϰ(���Ƿ�ʹ�ó�����ѧϰ�����趨)�ķ������ж�ǰ����2������Ƿ���ͬһ�������һ��ֵIJ������һ��ֵIJ��ͬ������Ҫ�Ӳ�����ȡ����һ�����Ƹò��ʱ������е����ݽ���ѧϰ����Ҫ����������ѧϰ���ܣ��Ӳ����ж�ȡ������ѧϰϵ�������趨���㡣���Ӻ�Ȳ��ͼ4�пɵã��������1.90��Ϊ1.91ʱ����Ȳ����4��Ϊ��5���������С�����ȴ�����˸ı䣻������ԭ�������ж�������ѧϰ�ķ�������Ȼ��Ӱ����ѧϰ�������ԣ���ʧ����һ��ֵĻ�����Ϣ�������������ʹģ�;��Ƚ��͡���Ȼ��ԭ���������ж��������ڼ���ˣ������ȡһ�ָ���Ч���ж��������������ֲ���Ҫ����
3.1 ������ѧϰ���������Ż�
���ݲ��ı仯���ж�������ѧϰ�����ķ���������һ�������⣬���Ķ��ж�������ѧϰ�����������ڿ����������ص�ǰ���½����Ż���1)�Ƿ�������������һ���ʱ�������������˸���������һ��ֵ���ѧϰϵ���������Ļ���״̬��Ϣ(���豸״̬��������ĥ�����������¶ȵ�)�뵱ǰ��Ϣ�кܴ�IJ�𣬶�����һ�����˵��û�вο���ֵ������������һ��ֵ�ѧϰ�����ԣ��б�Ҫ��ȡ���ȶ��ij�����ѧϰϵ��������һ��ֵ�ѧϰ��2)ǰ��2��ֵļ��ʱ���ж�����ǰ��2��ֵļ��ʱ�����(����30 min)������һ��ֵ��豸״̬Ҳ�ᷢ���ϴ�仯��ҲӦ����������ѧϰ���ܡ�3)����Ƿ���ͬ�����ж�ǰ��2��ֲ�����ͬһ�����������ж�����������ѧϰ���ܣ�Ӧ�������¹��仯�̶ȵ��ж���
ʽ�У�gΪ���仯ϵ����g0Ϊ������仯�ı�ֵ��kh��kwΪ��Ȩϵ������hΪǰ��2��ֵĺ�Ȳ�(mm)����wΪǰ��2����ֵĿ��Ȳ�(mm)����h0Ϊ����Ȳ��ǰ������ں�Ȳ������䳤��(mm)����w0Ϊ�����Ȳ��ǰ������ڿ��Ȳ������䳤��(mm)��
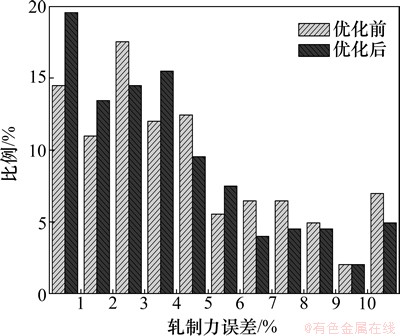
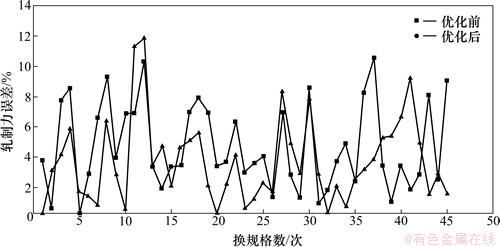
����ʽ(6)�ж�ǰ��2��ֵĹ��仯�̶��Ƿ����仯ϵ���ı�ֵ���������˹��仯ϵ���ı�ֵ��������������ѧϰ���ܣ�����ѧϰ���е�ȡ��һ�����Ƹò��ʱ�洢����ѧϰϵ������һ��ֽ����趨���㣻��û�г����涨�Ĺ��仯ϵ���ı�ֵ��������������ѧϰ���ܣ��Բ��ö�����ѧϰ������ʹ����һ��ָ��º����ѧϰϵ������һ��ֽ����趨���㡣Ϊ��֤�Ż����ж������Ŀ���Ч��������VC��̣���ԭ�����е���ѧϰģ������ģ����Գ�����ѧϰ���������������Ż���������ѧϰ�ж�����������ͼ5��ʾ�����������ѧϰ���������Ż�ǰ��200���ֵ��������������жԱȡ���F1���ܵ��������ԱȽ��ͳ����ͼ6��ʾ����ͼ6���Կ������Ż���ij�����ѧϰ���������������Լ��٣���ԭ����78�μ���Ϊ58�Σ�����������Ƶ���任�����ɵ���ѧϰ��ϣ���֤����ѧϰ�������ԣ����������ϴ�ĸ������Լ��٣�80%�Ĵ�������������������6%���£����Ż�ǰ����������7%������5%��������������10%�����Ż�ǰ������2%���ɼ��Ż���ij�����ѧϰ�����������ܹ��������ٳ�����ѧϰ��������������ǿ��ѧϰ�������ԣ�������һ���̶��Ͻ�����������Ԥ��������Ԥ��ˮƽ������ߡ�
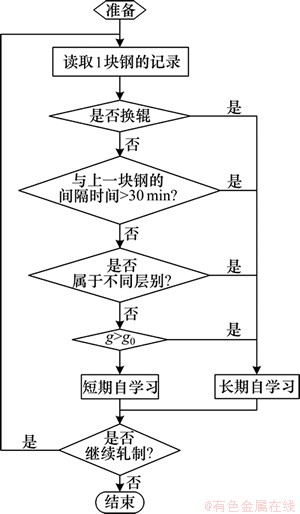
ͼ5 ������ѧϰ�����ж�����ͼ
Fig. 5 Flow chart of judging long-term self-learning
ͼ6 �Ż�ǰ��F1�������������Ա�ͼ
Fig. 6 Comparison of rolling force error before and after optimization for F1
3.2 ����δ���Ʋ����ѧϰ�㷨�Ż�
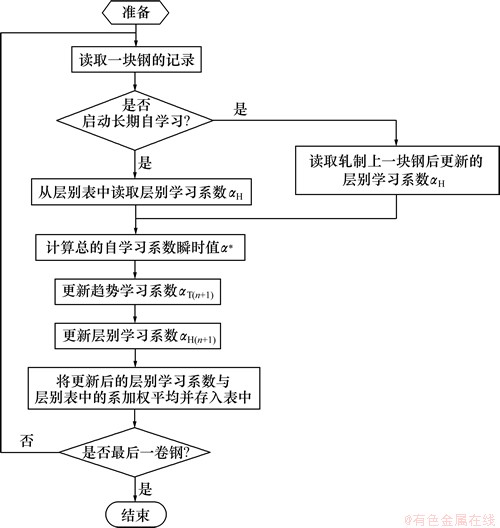
����ѧϰ�ֿ����ѧϰ������ѧϰ�����ѧϰϵ������ģ�ͱ������������ϵ��������ѧϰϵ�������豸״̬Ӱ��ϵ�����ֱ�����ָ��ƽ��������2��ϵ��������ѧϰ�����ø��º��2����ѧϰϵ�������ܵ���ѧϰϵ������ֵ�������㷨������ͼ7��ʾ��
1) ����ѧϰϵ����Ϊ���ѧϰϵ�� ������ѧϰϵ��
������ѧϰϵ�� ��
��
 (7)
(7)
2) ������ѧϰϵ��˲ʱֵ �����У�P��Ϊ����ʵ��������P*�������ʵ�ʳ��ں��h*���Լ�����ʵ��ֵ���¼��������������
�����У�P��Ϊ����ʵ��������P*�������ʵ�ʳ��ں��h*���Լ�����ʵ��ֵ���¼��������������
 (8)
(8)
3) ��������ѧϰϵ����˲ʱֵ����ֵ����ѧϰϵ����˲ʱֵ ���Բ��ѧϰϵ��
���Բ��ѧϰϵ�� ���õ�����ѧϰϵ����˲ʱֵ
���õ�����ѧϰϵ����˲ʱֵ ������ָ��ƽ������������ѧϰϵ������ֵ
������ָ��ƽ������������ѧϰϵ������ֵ ����TΪ����ѧϰָ��ƽ��ϵ����
����TΪ����ѧϰָ��ƽ��ϵ����
ͼ7 ��������ѧϰ����ѧϰ����ͼ
Fig. 7 Flow chart of seal-leraning after trend self-learining be considered
 (9)
(9)
4) ������ѧϰϵ����˲ʱֵ����ֵ����ѧϰϵ����˲ʱֵ��������ѧϰϵ���ĸ���ֵ���õ����ѧϰϵ��˲ʱֵ ��ͬ������ָ��ƽ����������ѧϰϵ���ĸ���ֵ
��ͬ������ָ��ƽ����������ѧϰϵ���ĸ���ֵ ����HΪ���ѧϰָ��ƽ��ϵ����
����HΪ���ѧϰָ��ƽ��ϵ����
 (10)
(10)
5) ������ѧϰϵ���ĸ���ֵ �������ѧϰϵ��������ѧϰϵ���ĸ���ֵ��ˣ��õ��ܵ�ѧϰϵ���ĸ���ֵ��
�������ѧϰϵ��������ѧϰϵ���ĸ���ֵ��ˣ��õ��ܵ�ѧϰϵ���ĸ���ֵ��
 (11)
(11)
6) ���²����������º�IJ��ѧϰϵ��������е�ѧϰϵ����Ȩƽ������������У�������ѧϰϵ������������һ��ֵ�ѧϰ������һ��ֵIJ�����ı�ʱ����������ѧϰϵ����Ϊ��һ��ֵIJ��ѧϰϵ����������ѧϰϵ������������һ��ָ���ֵ��Ҳ����˵������ѧϰ������ѧϰ����ÿ���ʱ���豸״̬��Ϣ��
7) ģ����֤��Ϊ��֤ģ�͵��Ż�Ч����ѡȡ�������Ƶ�200���֣��������������½���Ԥ�趨����ѧϰ���㣬�ȶ��Ż�ǰ�����������ͳ��200���ֵ�����������ڸ�����ε��������2��ʾ�����Ż�ǰ����������������ͳ�ƽ�����Կ������Ż����������Ԥ����������������ߣ������������3%���ڵĴ�����ռ������ԭ����47%����55.5%������87.5%�Ĵ�����������������6%���ڣ�����3%�Ĵ���������Ԥ�����Ƚϵͣ�����10%������Ż�ǰ�ı�������2%����֤������ѧϰϵ���ļ��룬���������������Ԥ��ˮƽ�������һ�������ã���ѧϰ�Ŀ���Ч��������ߡ�
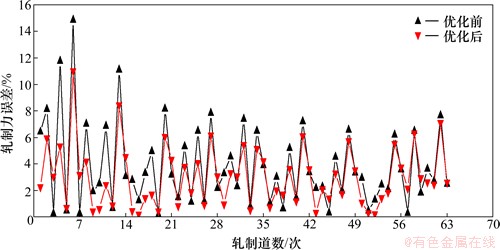
���ǣ�Ϊ��֤������ѧϰЧ��������֤�������һ��ֵ���������Ԥ�������Ƿ���ߣ���ȡÿ�λ������1��ֵ������������Ż�ǰ�������������бȶԡ���ͳ�����������Ƶ���200�����У��ܵĻ�������(��������ѧϰ��������)Ϊ45�Σ��Ա���45�λ������1��ֵ�������Ԥ�����(e)���ԱȽ����ͼ8��ʾ��
��2 �Ż�ǰ���������������ͳ��
Table 2 Interval statistics of errors for rolling force before and after optimization

ͼ8 F1�������1��ֵ����������Ա�
Fig. 8 Comparison of rolling force error for F1 of first coil after layer change
��ͳ�ƽ���ɼ����Ż�ǰ�������1��ֵ����Ƚϸߣ������6%���µĿ���ֻռ62%�����Ż�����������������½��������6%���µĴ���ռ85%�����������������3%���µĴ���ռ����������һ������(51%)����������Ż�ǰ������20%������Ȼ�и�����ֵ����������ﵽ10%���ϣ���������ռ������4%���ҡ��ɴ˿ɼ�������ѧϰϵ���ܹ���һ���̶����������ڳ�ʱ��δ������ɵIJ�����ѧϰϵ����������ϵͳ������Ϣ��ʵ�����ƻ������������ɵ�Ԥ�����ܹ���Ч�����һ�����Ƹò��ʱ��������Ԥ�����ȡ���ˣ���������ѧϰ�ij�����ѧϰ�Ż�ģ�ͣ��Ի������1��ֵ�������Ԥ�����ȵ������һ�������ã��ܹ��ﵽԤ�ڵ��Ż�Ч��������˳�����ѧϰ�Ŀ��ƹ��ܡ�
3.3 δ�������ѧϰ�㷨�Ż�
���ڴ�δ���ƹ��IJ��ѧϰ���д洢����ѧϰϵ����ʼֵ����Ϊ�趨�ģ������жԲ�ͬ�ĸ��ֵ���ѧϰϵ���趨�˲�ͬ�ij�ʼֵ���ھ���ģ����ѧϰģ���У�δ��������ѧϰϵ��ѡȡ�����ǣ�ֱ�Ӵ�ѧϰ����ȡ����Ϊ�趨����ѧϰϵ����Ϊ�״����Ƹò��ʱ��ѧϰϵ���ij�ʼֵ����Ϊ�趨�ij�ʼ��ѧϰϵ�����ض�����µ�ѧϰϵ�����ڽϴ���죬ֱ��ʹ�ø�ϵ��������ֵ��趨����ؽ���ɺܴ��������Ӱ��Ԥ�����ȡ����ĵĸĽ���ʩ�ǽ��д��ֹ��(��ȡ�����)�������ƶȵļ��㣬������4���������(�����֡����չ����Ƿ�ֱ����װ���Ƿ�ʹ���Ⱦ���)����ͬʱ�ſ���2�����ѧϰ������Ĵ����������¡�
1) ���������IJ�����4����δ�����������IJ�𣬷ֱ����������δ����������ƶȣ�
 (12)
(12)
ʽ�У�SΪ2����������ƶȣ����ƶ�ԽС��2�����Խ�������HNOΪ2�����ĺ�Ȳ��ŵIJ�ֵ����WNOΪ2�����Ŀ��Ȳ��ŵIJ�ֵ��
2) ��ȡ4��������ѧϰϵ��������������δ�����ij�ʼ��ѧϰϵ����Ȩƽ���õ�δ������ѧϰϵ���ĸ���ֵ��
 (13)
(13)
ʽ�У� Ϊ�������е���ѧϰϵ������iΪ�������ѧϰϵ����ȡ��Ȩ��(i=0, 1, 2, 3, 4)��
Ϊ�������е���ѧϰϵ������iΪ�������ѧϰϵ����ȡ��Ȩ��(i=0, 1, 2, 3, 4)�� Ϊδ��������ѧϰϵ������ֵ��Ȩ��ϵ���������Ƴ̶��йأ����Խ�������ѧϰϵ��Խ�ӽ�����δ�����IJο��Ծ�Խ��Ȩ��ϵ��Ҳ��Խ��Ȩ��ϵ���ľ�����㹫ʽ���£�
Ϊδ��������ѧϰϵ������ֵ��Ȩ��ϵ���������Ƴ̶��йأ����Խ�������ѧϰϵ��Խ�ӽ�����δ�����IJο��Ծ�Խ��Ȩ��ϵ��Ҳ��Խ��Ȩ��ϵ���ľ�����㹫ʽ���£�
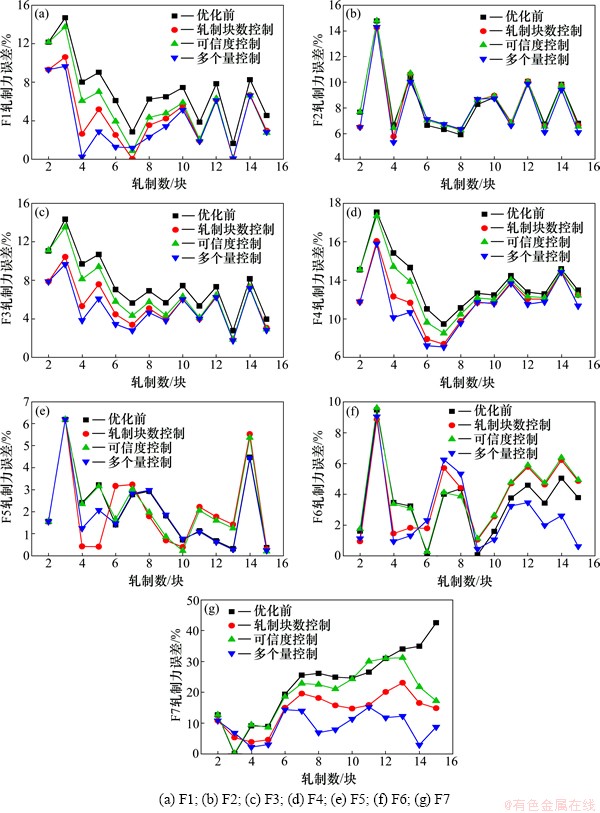
ͼ9 SPHCδ��������Ż�ǰ��F1~F7���������Ա�
Fig. 9 Comparison of rolling force error for F1~F7 of not yet rolled layer before and after optimization
 (14)
(14)
ʽ�У�SiΪ�����������δ����������ƶȡ�
Ϊ��֤ģ�͵���Ч�ԣ����ȶ�SPHC�ֽ��з�����㣬ѡȡij����SPHC��9��1 251 mm��2.02 mm���Ĵ��ֽ��з�����㣬�����ڵIJ��IJ���Ϊ2-5-5-1-1-2�����У�ǰ3�����ŷֱ�������֡���ȡ����Ȳ��ţ���3�����ŷֱ�Ϊ���չ����Ƿ�ֱ����װ���Ƿ�ʹ���Ⱦ���IJ��š�����ò���δ���ƹ��������г�ʼ��ѧϰϵ��Ϊ0.85���Ƚ��Ż�ǰ��������������Ƹ��־�����7�����ܵ����Ա�ͼ����ͼ9��ʾ��
��ͼ9�ɼ����������������Խ��ͣ������ͺ�С�ĵ��Σ�ʹ�����㷨��������Ԥ��ֵ��Ȼ�ܹ�����ԭ�еľ��ȣ�������ĩ���ܣ��������λ���������Ԥ�������ܹ��仯��Ӱ��̶ȱȽϴ�ͷ��ֵ�Ԥ��������ܹ�������4%���ڣ������Ԥ�����Ҳ����������5%���ڣ�Ԥ������Ҳ�ﵽ�˽ϸ�ˮƽ��
4 ����
1) ���ö�������Ƶ�ƽ��ϵ��ģ�ͣ��ܹ���Ч���ƶ�����ѧϰ�Ŀ��ƾ��ȣ�������������Ԥ������ģ���Ż�Ч�������������õĵ��������Ƶ�ƽ�� ģ�͡�
2) ���ù��仯�̶ȼ������ж��Ƿ���г�����ѧϰ�ķ����������ڱ�֤Ԥ�����ȵ�ǰ���£���Ч���ٳ�����ѧϰ����������������ѧϰ�������ԡ�
3) ����ѧϰ�������ܹ���һ���̶�������������ѧϰϵ�������������豸״̬��Ϣ�����ƻ������1��ֵ�Ԥ�����ȡ�
4) ���������������Ʋ�𣬶�δ���Ʋ�����ѧϰϵ������������������Ч�����δ���Ʋ����еij�ʼ��ѧϰϵ������������Ż��㷨����ߵ�1������ij���ʱԤ��������һ����Ч����
�ο����ף�
[1] κ����, ����ǿ, ��Ө, ��. ��������Ӧ�Ŵ��㷨��������������ģ����ѧϰ[J]. ����, 2010, 27(3): 7-10.
WEI Lixin, LI Xingqiang, LI Ying, et al. Adaptive learning of rolling force model based on adaptive genetic algorithm in tandem cold rolling[J]. Steel Rolling, 2010, 27(3): 7-10.
[2] ���, �콨��, ������. �������־������̸߾���������Ԥ��ģ��[J]. ������ѧѧ��(��Ȼ��ѧ��), 2009, 30(5): 669-670.
LI Haijun, XU Jianzhong, WANG Guodong. High-precision rolling force prediction model for hot strip continuous rolling process[J]. Journal of Northeastern University (Natural Science), 2009, 30(5): 669-670.
[3] ����, ������, ����, ��. һ������ʵ���������ղ���ģ�͵Ŀ���[J]. �����Ƽ���ѧѧ��, 2006, 28(5): 461-462.
YU Wanhua, HAN Jingtao, LIU Yong, et al. Development of a process parameter for hot rolling[J]. Journal of University of Science and Technology Beijing, 2006, 28(5): 461-462.
[4] ����, ������, Ф��. ��������������Ԥ�趨������Ӧ�о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(7): 2607-2612.
WANG Jian, LIU Changqing, XIAO Hong. Research on finishing setup and self-adaptive of hot strip mill[J]. Journal of Central South University (Science and Technology), 2012, 43(7): 2607-2612.
[5] ���ވ�, �ŵ, ������, ��. �߾��Ȱ���ֺ�ȿ��Ƶ�������ʵ��[M]. ����: ұ��ҵ������, 2009: 64-67.
DING Xiukun, ZHANG Dianhua, WANG Zhenxiang, et al. Theory and practice for high precision control of strip thickness[M]. Beijing: Metallurgical Industry Press, 2009: 64-67.
[6] Fuwen Z, Qingliang Z, Xianlei H. Long- and short-term self-learning models of rolling force in rolling process without gaugemeter of plate[J]. Journal of Iron and Steel Research, 2009, 16(1): 27-31.
[7] �Ѿ�, ���ı�, ���, ��. �����������趨ģ�ͼ����Ż������о�[J]. ���ּ���, 2010(1): 47-51.
FEI Jing, LI Wenbin, YANG Chunyu, et al. Study on setting model for finishing rolling of hot continuous rolling and its optimizing method[J]. Angang Technology, 2010(1): 47-51.
[8] Gardner E S. Exponential smoothing: The state of the art-Part II[J]. International Journal of Forecasting, 2006, 22(4): 637-666.
[9] Taylor J W. Exponential smoothing with a damped multiplicative trend[J]. International Journal of Forecasting, 2003, 19(4): 715-725.
[10] ������. ���������Զ�������[M]. ����: ұ��ҵ������, 2006: 200-220.
LIU Wen-zhong. Automated production technology of hot rolling[M]. Beijing: Metallurgical Industry Press, 2006: 200-220.
[11] �����, ����, ����ƽ, ��. �ø�����������������ѧģ���Ż��Ŀ����Է���[J]. ������ұ��ѧ��, 2006, 5(4): 304-307.
YANG Guiling, BAI Yan, GUO Liping, et al. Analysis of feasibility for rolling force model optimization of hot strip mill of Jinan Iron & Steel Group Corporation[J]. Journal of Materials and Metallurgy, 2006, 5(4): 304-307.
[12] ף����, ������, ����, ��. �к�������ĸ߾���������������ѧϰ[J]. ������ѧѧ��(��Ȼ��ѧ��), 2008, 29(7): 980-983.
ZHU Fuwen, HU Xianlei, ZHAO Zhong, et al. High precision short-term self-learning of rolling force in plate rolling process[J]. Journal of Northeastern University(Natural Science), 2008, 29(7): 980-983.
[13] ����, ������, ������, ��. �к��������������ѧϰģ�͵�Ӧ��[J]. �����о�ѧ��, 2009, 21(12): 17-42.
XU Lei, ZENG Qingliang, HU Xianlei, et al. Application of rolling force learning mathematic model for plate mill[J]. Journal of Iron and Steel Research, 2009, 21(12): 17-42.
[14] ��һ��. ���������������ģ�������[M]. ����: ұ��ҵ������, 2010: 78-136.
SUN Yikang. Model and control of cold and hot rolling mill for sheets and strips[M]. Beijing: Metallurgical Industry Press, 2010: 78-136.
[15] ����, ���, ����ΰ, ��. ��������������ģ����ѧϰ�㷨�Ż�[J]. �����Ƽ���ѧѧ��, 2010, 32(6): 802-806.
SONG Yong, SU Lan, JING Fengwei, et al. Self-learning algorithm optimization for the rolling force model of hot strips[J]. Journal of University of Science and Technology Beijing, 2010, 32(6): 802-806.
[16] ������, ������, ������, ��. �к����������ѧϰ���̲�����������������[J]. ������ѧѧ��(��Ȼ��ѧ��), 2011, 32(1): 64-66, 71.
DING Jingguo, QU Lili, HU Xianlei, et al. Self-adjusting for plate thickness layer skipping in rolling force learning process[J]. Journal of Northeastern University(Natural Science), 2011, 32(1): 64-66, 71.
(�༭ ������)
�ո����ڣ�2013-11-08�������ڣ�2014-01-10
������Ŀ(Foundation item)�������������װ�������չ��̼����о����Ŀ����Կ�������(NECSR-201209)���ӱ�ʡ��Ȼ��ѧ����������Ŀ(E2013203248)(Project (NECSK-201209) supported by the Opening Program of National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, China; Project (E2013203248) supported by the Hebei Provincial Natural Science Foundation, China)
ͨ�����ߣ�Ф��(1962-)���У����������ˣ���ʿ�����ڣ����½��������Գ�������֯�ݱ估�������ƹ����о����绰: 0335-8057032��E-mail: xhh@ysu.edu.cn

