Trans. Nonferrous Met. Soc. China 25(2015) 817-823
Microstructure, mechanical and oxidation characteristics of detonation gun and HVOF sprayed MCrAlYX coatings
Jun-guo GAO, Zhi-hui TANG, Chang-liang WANG, Meng-qiu GUO, Yong-jing CUI
Laboratory of Metal Corrosion and Surface Protection, Beijing Institute of Aeronautical Materials, Beijing 100095, China
Received 8 January 2014; accepted 5 March 2014
Abstract: Microstructure, mechanical property and oxidation resistance of MCrAlYX coatings prepared by detonation gun (D-gun) and HVOF spraying were investigated. Lamellar microstructure and uniform microstructure formed in D-gun sprayed MCrAlYX coating and HVOF sprayed coating, respectively. Element redistribution and formation of new phase took place during the detonation process. Besides, the porosity of D-gun sprayed coating was much lower than that of HVOF sprayed coating. On the mechanical property, the micro-hardnesses of the two coatings were in the same level (~HV 910). However, D-gun sprayed MCrAlYX coating exhibited larger standard deviation of microhardness due to its lamellar microstructure, and exhibited better bend bonding strength owing to the existence of residual compressive stress between the layers and particles. Meanwhile, due to the much more compact microstructure, D-gun sprayed MCrAlYX coating showed superior oxidation resistance to the HVOF sprayed coating. The continuous dense protective layer can form earlier in D-gun sprayed coating and thus suppress further oxidation and control the oxide thickness at a relatively low level.
Key words: MCrAlYX coating; detonation gun (D-gun); high velocity oxygen fuel (HVOF); microstructure; mechanical property; oxidation resistance
1 Introduction
Single crystal nickel-based superalloys have been extensively used in aircraft and power station gas turbines due to their excellent high temperature strength and mechanical properties [1]. The working environment for gas turbines is extremely severe with operating temperatures ranging from 900 to 1150 °C. In order to further improve their high temperature oxidation and hot corrosion resistance, surface treatment is necessary for the superalloy components. Fabrication of protective coatings is an effective way for this purpose [2,3]. The MCrAlY overlay coatings (M= Fe, Ni and/or Co), which are so-called the third generation advanced coating materials for protecting nickel-based superalloy components, exhibit good oxidation and hot corrosion resistance over a wide temperature range in practical applications [4].
MCrAlYX coating, where X comprises at least one element of the group consisting of Pt, Hf, Si, Zr, Ta, Re, and Ru [5], is a developed MCrAlY coating. Compared with MCrAlY coating, MCrAlYX coating exhibits superior high temperature performance including oxidation and hot corrosion resistance owing to the addition of X element. As a result, MCrAlYX coatings have been widely investigated recently. Several techniques such as electro-spark deposition [6], plasma spraying [7,8], high velocity oxygen fuel (HVOF) spraying [9] and detonation gun spraying [10], have been used to prepare such coatings. Among these, detonation gun (D-gun) spraying is a promising process to prepare MCrAlYX coatings with extremely low porosity and excellent properties [11,12]. The purpose of this work is to investigate the deposition of CoCrAlYTa coatings by detonation gun spraying on singe crystal nickel-based superalloy and analyze their microstructure, mechanical and oxidation characteristics compared with that obtained by HVOF process.
2 Experimental
2.1 Preparation of MCrAlYX coating
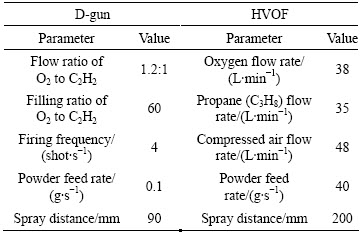
The MCrAlYX powder produced by Beijing General Research Institute of Mining and Metallurgy was used for D-gun and HVOF spraying. The chemical composition and morphology of MCrAlYX powder are shown in Table 1 and Fig. 1, respectively. The particle size of MCrAlYX powder was in the range of 25-53 μm. The apparent density and flow rate of the powder were 4.08 g/cm3 and 15.08 s/50 g, respectively. The MCrAlYX coatings were sprayed onto a single crystal nickel-based superalloy with dimensions of 20 mm × 10 mm × 2 mm. Prior to the spraying process, the alloy substrates were ultrasonically cleaned with acetone and grit blasted using 325 μm Al2O3 grits. The MCrAlYX coatings were deposited by means of detonation gun spray system (Ob D-gun) and HVOF spray system (DJ 2700, Sulzer Metco), respectively. The spraying parameters for each process are shown in Table 2 and the coating thickness is 100-150 μm.
2.2 Characterization
The morphology of MCrAlYX powder and cross-sectional microstructures of MCrAlYX coatings before and after oxidation were characterized by SEM (FEI QUANTA-600). The chemical analysis of the coatings was accomplished by EDS equipped with SEM. The porosity of the MCrAlYX coatings was calculated by statistical analysis software. The phase composition of the MCrAlYX coatings was investigated by a Bruker D8 Advanced X-ray diffractometer using monochromatic Cu Kα radiation operated at 40 kV and 40 mA. The microhardness of the MCrAlYX coatings was tested by a microhardness tester (Struers Duramin) with the load of 980 mN and loading time of 15 s. The bending property was tested by a 180° bending device. The specimens were bent for 180° around a cylinder with a diameter of 12 mm. Cyclic oxidation test was conducted at 1000 °C in air. The specimens were placed in quartz crucibles, oxidized at desired temperatures, and then cooled to room temperature at a regular interval of 10 h for mass measurement by an electronic balance with a sensitivity of 0.1 mg. The mass gain of specimens was weighed at each interval.
Table 1 Chemical composition of MCrAlYX powder (mass fraction, %)


Fig. 1 Morphology of MCrAlYX powder
Table 2 Spraying parameters for D-gun and HVOF
3 Results and discussion
3.1 Microstructure of D-gun and HVOF sprayed MCrAlYX coatings
The cross-sectional microstructures of MCrAlYX coatings prepared by D-gun and HVOF are shown in Fig. 2. It can be seen that the D-gun and HVOF sprayed MCrAlYX coatings exhibited different microstructures, which were lamellar structures for D-gun and uniform structures for HVOF. Both of the coatings had good adhesion with the alloy substrates. However, much more porosities can be found in the HVOF sprayed MCrAlYX coating than those in the D-gun sprayed coating. The element analysis of different zones in Fig. 2 is shown in Fig. 3. It can be found that for the D-gun sprayed coating, different layers formed after spraying. The dark layer (Zone A) was mainly composed of Co, Cr, Al and Si. And the light layer (Zone B) was mainly composed of Co, Cr, Al and Ta. This revealed that element redistribution occurred during D-gun spraying. In contrast, the HVOF sprayed MCrAlYX coating exhibited uniform structure with elements Co, Cr, Al, Ta and Si (Zone C). A certain amount of Ta precipitates (Zone D) were also found in the HVOF sprayed coating. The element Y was not identified from both of the MCrAlYX coatings probably owing to its extremely low content.
Figure 4 shows the XRD spectra of MCrAlYX powder, D-gun and HVOF sprayed MCrAlYX coatings. It can be seen that the MCrAlYX powder was composed of CoAl, CoTa3 and AlCo2Ta phases. The HVOF sprayed coating showed the same phase composition with the MCrAlYX powder after spraying. Whereas in the D-gun sprayed coating, besides the above phases, a new Al3Co3Si4 phase was also identified. The existence of Al3Co3Si4 phase corresponded with the element redistribution.
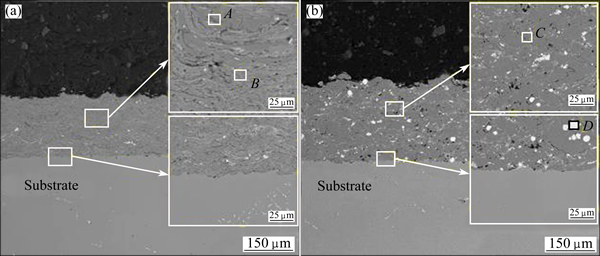
Fig. 2 Cross-sectional microstructures of MCrAlYX coatings prepared by D-gun (a) and HVOF (b)

Fig. 3 Element analysis of different zones shown in Fig. 2
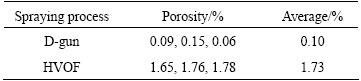
Table 3 exhibits the porosity of MCrAlYX coatings prepared by D-gun and HVOF. It can be seen that the average porosities of D-gun and HVOF sprayed coating are 0.10% and 1.73%, respectively. The difference in porosity level for the two coatings can also be observed from the coating microstructures as shown in Fig. 2.
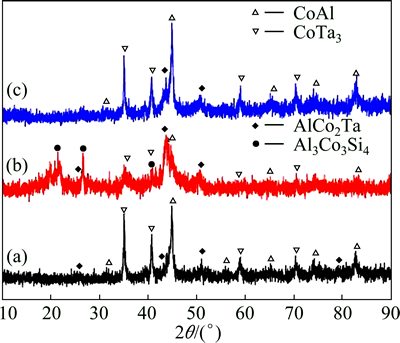
Fig. 4 XRD spectra of MCrAlYX powder (a), D-gun (b) and HVOF (c) sprayed MCrAlYX coatings
Table 3 Porosity of D-gun and HVOF sprayed MCrAlYX coatings
The microstructure difference of the D-gun and HVOF sprayed MCrAlYX coatings can be explained from the spraying characteristics of the two processes. On one hand, the flame temperatures of D-gun and HVOF are different. For HVOF process, the flame temperature originated from combustion of propane and oxygen is about 2727 °C [13]. In contrast, for D-gun process, the flame temperature originated from combustion and detonation of acetylene and oxygen can be up to 4200 °C [14], which is much higher than that HVOF. It is the high flame temperature that gives rise to the element redistribution and formation of new phase in the D-gun sprayed coating. On the other hand, the D-gun process also has higher particle velocity than the HVOF process. The particle velocity for HVOF is in the range of 610-1060 m/s [15]. In contrast, the particle velocity for D-gun spraying can be up to 1200 m/s [16]. The difference in particle velocity is probably because the D-gun sprayed MCrAlYX coating is much more compact than the HVOF sprayed.
3.2 Mechanical properties of D-gun and HVOF sprayed MCrAlYX coatings
Table 4 gives the microhardness of MCrAlYX coatings prepared by D-gun and HVOF spraying. It can be seen that the microhardness values of the D-gun and HVOF sprayed MCrAlYX coatings were at the same level, which were all around HV 910. However, in the aspect of the standard deviation, it can be found that the D-gun sprayed MCrAlYX coating exhibited a much higher microhardness deviation than the HVOF sprayed coating. The reason is related with the microstructure difference of the two coatings. The lamellar structure and new phase composition in the D-gun sprayed coating will bring about microhardness difference inevitably. And the uniform microstructure in the HVOF sprayed coating is prone to generating the consistent micro- hardness.
Table 4 Microhardness values of D-gun and HVOF sprayed MCrAlYX coatings
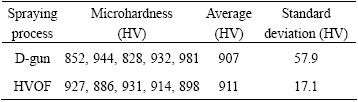
Figure 5 shows the photographs of the D-gun and HVOF sprayed MCrAlYX coatings after bending test. It can be seen that after bending test, both of the coatings still adhered to the substrate with no spallation or peeling phenomena. The D-gun sprayed coating was much more completeness than the HVOF sprayed coating after bending. Small cracks can be observed on the HVOF sprayed coating. This revealed that the D-gun sprayed coating had a better bend bonding strength than the HVOF sprayed coating. The reason is probably related with the coating microstructure and residual compressive stress in the coating. It is found that the impact strength is proportional to the kinetic energy of the particles and the residual compressive stress in the coating has a linear relation with the impact strength [17]. In the D-gun spraying process, the particles have larger kinetic energy than that of HVOF process. As a result, the D-gun sprayed MCrAlYX coating will own much higher residual compressive stress between the layers or particles. The residual compressive stress in the coating will play a positive role in offsetting the tensile stress during the bending test, which can suppress crack initiation and extension effectively.
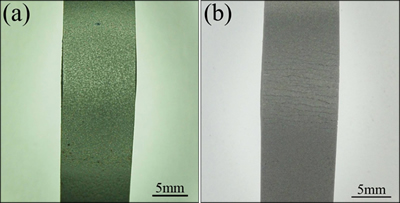
Fig. 5 Photographs of D-gun (a) and HVOF (b) sprayed MCrAlYX coatings after bending test
3.3 Oxidation resistance of D-gun and HVOF sprayed MCrAlYX coatings
The oxidation kinetic curves of different coating specimens oxidized at 1000 °C for 120 h are shown in Fig. 6. It can be found that both of the oxidation curves obey the parabolic law approximately. The D-gun sprayed MCrAlYX coating exhibited a lower mass gain rate compared with the HVOF sprayed coating after oxidation. This reveals that the oxidation resistance of the D-gun sprayed MCrAlYX coating is superior to that of HVOF sprayed coating.
Figure 7 shows the cross-sectional morphologies of the D-gun and HVOF sprayed MCrAlYX coatings after oxidation at 1000 °C for 120 h. It can be seen that both of the coatings retain their microstructure characteristic after oxidation. A diffusion layer formed near the interface in each coating. Both of the MCrAlYX coatings have good adhesion with the alloy substrates after oxidation. For the D-gun sprayed coating after oxidation, the element Ta has a better dispersion inside the coating. The surface layer of the coating was still dense and continuous, which indicated that a dense and continuous oxide layer formed on the surface of the coating during oxidation. However, for the HVOF sprayed coating, a certain amount of bulk Ta metal still existed in the coating. Cracks and loose areas appeared on the surface of the coating. This reveals that the oxide layer on the HVOF sprayed MCrAlYX coating is not dense and continuous enough.
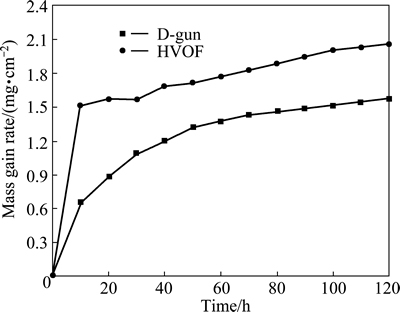
Fig. 6 Oxidation kinetic curves of D-gun and HVOF sprayed MCrAlYX coatings oxidized at 1000 °C for 120 h

Fig. 7 Cross-sectional morphologies of D-gun (a) and HVOF (b) sprayed MCrAlYX coatings after oxidation at 1000 °C for 12 h
It is known that the MCrAlY alloy is a aluminum oxide formed coating under high temperature oxidation [18]. An integrated Al2O3 layer formed on the surface of the coating can suppress the oxygen diffusion from the out environment effectively and thus plays an important role in the oxidation resistance of the coating [19,20]. The formation of Al2O3 layer can also suppress the formation of other oxides. Table 5 gives the EDS analysis of the surface of different MCrAlYX coatings after oxidation. It can be found that compared with the HVOF sprayed coating, higher content of Al element and lower contents of Co and Ta elements were identified on the surface of the D-gun sprayed coating. Combining with XRD spectra of the D-gun and HVOF sprayed MCrAlYX coatings after oxidation as shown in Fig. 8, it can be seen that the HVOF sprayed coating has stronger TaO2 peak at around 25° and weaker Co peak at around 45° compared with the D-gun sprayed coating, which indicates that the oxide layer of the D-gun sprayed MCrAlYX coating has a large content of Al2O3. The existence of large amount of Al2O3 will suppress the further oxidation of the coating helpfully. Besides, the stronger Co peak which was originated from the D-gun sprayed MCrAlYX coating indicated that the thickness of oxide layer formed in the detonation sprayed coating is much smaller than that in the HVOF sprayed coating.
Table 5 Surface EDS analysis of D-gun and HVOF sprayed MCrAlYX coatings
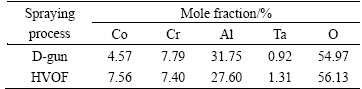
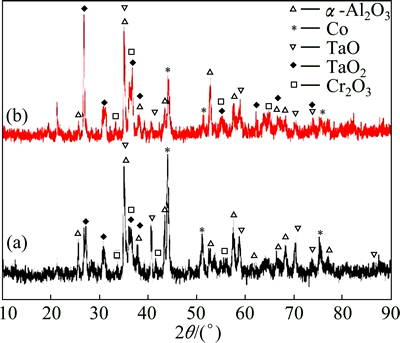
Fig. 8 XRD spectra of D-gun (a) and HVOF (b) sprayed MCrAlYX coatings after oxidation at 1000 °C
4 Conclusions
1) MCrAlYX coatings prepared by D-gun and HVOF spraying exhibited lamellar and uniform microstructures, respectively. Element redistribution took place and new phase formed in the D-gun sprayed coating due to its higher flame temperature. Besides, the D-gun sprayed coating exhibited much lower porosity than the HVOF sprayed coating owing to its higher particle velocity.
2) The microhardness of the MCrAlYX coatings prepared by D-gun and HVOF spraying was all around HV 910, while the microhardness standard deviation of D-gun sprayed coating was much higher than that of HVOF sprayed coating due to its lamellar microstructure and new phase composition. The bend bonding strength of D-gun sprayed coating was better than that of HVOF sprayed coating attributed to larger residual compressive stress formed during the D-gun spraying.
3) In the high temperature oxidation test, the D-gun sprayed MCrAlYX coating exhibited better oxidation resistance than the HVOF sprayed coating due to its more compact microstructure that induced continuous dense oxide layer formed earlier on the surface. The oxide layer formed on the D-gun coating also had a large amount of Al2O3 which played an important role in suppressing further oxidation and controlling the oxide thickness at a relatively low level.
References
[1] CARON P, KHAN T. Evolution of Ni-based superalloys for singe crystal gas turbine blade applications [J]. Aerospace Science and Technology, 1999, 3(8): 513-523.
[2] RICKERBY D S, WINSTONE M R. Coatings for gas turbines [J]. Materials and Manufacturing Processes, 1992, 7(4): 495-526.
[3] DEMASI-MARCIN J T, GUPTA D K. Protective coatings in the gas turbine engine [J]. Surface and Coatings Technology, 1994, 68-69: 1-9.
[4] WANG Hong-yu, ZUO Dun-wen, WANG Ming-di, SUN Gui-fang, MIAO Hong, SUN Yu-li. High temperature frictional wear behaviors of nano-particle reinforced NiCoCrAlY cladded coatings [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(6): 1322-1328.
[5] HUY P, BYE R L. Methods for the formation of MCrA1Y coatings on gas turbine engine components: European, 2423439 [P]. 2011-08-15.
[6] WANG Mao-cai, WANG Wei-fu, XIE Yu-jiang, ZHANG Jie. Electro-spark epitaxial deposition of NiCoCrAlYTa alloy on directionally solidified nickel-based superalloy [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(5): 795-802.
[7] HONG Rui-jiang, ZHOU Ke-song, WANG De-zheng, ZHU Hui-zhao, KUANG Zi-qi. Preparation and characterization of LPPS NiCoCrAlYTa coatings for gas turbine engine [J]. Transactions of Nonferrous Metals Society of China, 2001, 11(4): 567-571.
[8] ZHOU Ke-song, LIANG Xing-hua, LIU Min, DENG Chang-guang. Oxidation kinetics of NiCoCrAlYTa coating by low pressure plasma spraying [J]. The Chinese Journal of Nonferrous Metals, 2009, 19(3): 490-496. (in Chinese)
[9] GOTI R, BETAILLE-FRANCOUAL M, HOURCASTAGNE E, VIGUIER B, CRABOS F. Isothermal oxidation behaviour of NiCoCrAlYTa coatings produced by HVOF spraying and TribometTM process [J]. Oxidation of Metals, 2014, 81(1-2): 105-113.
[10] KAMAL S, JAYAGANTHAN R, PRAKASH S. Hot corrosion behaviour of D-gun sprayed NiCoCrAlYTa coated superalloys at 900 °C in molten salt environment [J]. Surface Engineering, 2010, 26(6): 453-462.
[11] GAO Jun-guo, LU Feng, TANG Zhi-hui, WANG Chang-liang, GUO Meng-qiu, CUI Yong-jing. Influence of oxygen/fuel in-gun ratio on structure and properties of CoCrAlYTa coating prepared by detonation gun spraying [J]. Journal of Aeronautical Materials, 2013, 33(2): 29-34. (in Chinese)
[12] GAO Jun-guo, LU Feng, WANG Chang-liang, GUO Meng-qiu, CUI Yong-jing. Influence of oxygen/fuel in-gun ratio on oxidation resistance of CoCrAlYTa coating prepared by detonation gun spraying [J]. Journal of Materials Engineering, 2013, 3(4): 28-33. (in Chinese)
[13] FAN Zi-shuan, SUN Dong-bai, YU Hong-ying, LI Hui-qin, MENG Hui-min, ZHANG Ji-shan, QIAO Li-jie. Development of hypersonic flame spraying technology [J]. Materials Protection, 2004, 37(9): 33-35. (in Chinese)
[14] HILL R C, MEYERHOFF R W. Novel wear-resistant laser-engraved ceramic or metallic carbide surfaces for friction rolls for working elongate members, method for producing same and method for working elongate members using the novel friction roll: US, 4794680 [P]. 1989-01-03.
[15] THORPE M L. Thermal spray industry in transition [J]. Advanced Materials and Processes, 1993, 143(5): 50-56.
[16] BALAN K N, BAPU B R R. The hardness enhancement technique for detonation gun coating [C]/International Conference on Frontiers in Automobile and Mechanical Engineering (FAME 2010). Piscataway, NJ, USA: IEEE, 2010: 25-27.
[17] JIANG Yi, XU Bin-shi, WANG Hai-dou. Sources and failure modes of residual stresses in thermal sprayed coatings [J]. Heat Treatment of Metals, 2007, 32(1): 25-27. (in Chinese)
[18] TOMA D, BRANDL W, KOSTER U. The characteristics of alumina scales formed on HVOF-sprayed MCrAlY coatings [J]. Oxidation Metals, 2000, 53(1-2): 125-137.
[19] GAO Jun-guo, HE Ye-dong, WANG De-ren. Preparation of YSZ/Al2O3 micro-laminated coatings and their influence on the oxidation and spallation resistance of MCrAlY alloys [J]. Journal of European Ceramic Society, 2011, 31: 79-84.
[20] GAO Jun-guo, HE Ye-dong, GAO Wei. Electro-codeposition of Al2O3-Y2O3 composite thin film coatings and their high-temperature oxidation resistance on γ-TiAl alloy [J]. Thin Solid Films, 2012, 520: 2060-2065.
爆炸和超音速火焰喷涂MCrAlYX涂层的显微结构、力学性能及抗氧化特性
高俊国,汤智慧,王长亮,郭孟秋,崔永静
北京航空材料研究院 金属腐蚀与表面防护实验室,北京 100095
摘 要:对爆炸(D-gun)和超音速火焰喷涂(HVOF)MCrAlYX涂层的显微结构、力学性能和抗氧化性能进行研究。结果表明,D-gun涂层呈现片层显微结构,而HVOF涂层呈现均匀结构。同时,在爆炸喷涂过程中发生了元素重新分布以及新相的形成。此外,D-gun涂层的孔隙率明显低于HVOF涂层的。在力学性能方面,2种涂层的显微硬度在同一水平(均在HV 910左右),但由于D-gun涂层的片层显微结构及不同相组成,其纤维硬度的标准偏差明显高于HVOF涂层的。由于涂层颗粒及片层之间存在大量的残余压应力,所以,D-gun涂层的弯曲结合强度明显高于HVOF涂层的。高温氧化实验结果表明,D-gun制备的MCrAlYX涂层的抗氧化性能更优异,因为D-gun涂层更致密,使其表面能够尽早地形成连续致密的氧化保护层,从而进一步抑制氧化并控制氧化膜的厚度较小。
关键词:MCrAlYX涂层;爆炸喷涂;超音速火焰喷涂;显微结构;力学性能;抗氧化性能
(Edited by Xiang-qun LI)
Foundation item: Project (51201156) supported by the National Natural Science Foundation of China
Corresponding author: Jun-guo GAO; Tel: +86-10-62496449; Fax: +86-10-62496456; E-mail: gaojunguo@126.com
DOI: 10.1016/S1003-6326(15)63668-8

