DOI: 10.11817/j.ysxb.1004.0609.2020-39601
��������Һ����-ˮ���������������ˮ�ȴ���
�� ��������������С����־�꣬���������
(���ϴ�ѧ ұ���뻷��ѧԺ����ɳ 410083)
ժ Ҫ����������-ˮ�ⷨ�Ӹ�����������Һ�г������ٲ���ˮ�ȷ��Գ�������������ת�ͳɳ�����Ĺ��̡�����˫��ˮ������pHֵ���¶ȡ����ּ����Ӽ��Գ����ʡ�����ʧ�ʣ����������ȡ���ò����Һ�����ٶȵ�Ӱ�죬�Լ�ˮ���¶ȡ�ʱ�䡢NaOHŨ�ȶԳ�����ˮ��ת�ͳɳ������������������������ò��Ӱ�졣���������˫��ˮ����1.5����������pHֵ2.6����Ӧ�¶�70 �棬�ڴ������²��ð�����-���ӷ���Ӧ4 h�������ʴﵽ99.68%������ʧ�ʵ���2.87%������Fe(OH)3���ֻ�PAM��PEG2000�������Ӽ��ܴ����߷�Ӧ��Һ�ij����ٶȡ��Գ���������ˮ��ת�ͣ������¶ȡ��ӳ�ʱ�䡢���Ũ�Ⱦ����������ͳ������������ת������ˮ���¶�230 �桢ˮ��ʱ��2 h��NaOHŨ��40 g/Lʱ����������ȫ��ת���ɳ�������������65.63%��������Ϊ0.014%��
�ؼ��ʣ�����������������Һ������ˮ�⣻������ˮ��ת��
���±�ţ�1004-0609(2020)-11-2672-12���� ��ͼ����ţ�TF816���� ���ױ�־�룺A
����������¡�Ӳ�ʡ����ԺϽ�ͺ��ܻ��������Ҫԭ�ϣ��㷺Ӧ���ں��պ��졢����������������մɺ͵�ع�ҵ������[1-3]�����ҹ�����Դ�ѷ�������С����ʯƷλ�͡��������[4-5]����ˣ��ԷϾɶ��ε�ء����ܺϽ𡢷ϴ�����ұ�������Ⱥ��ܶ�����Դ�Ļ������þ�����Ҫ���塣Ŀǰ�����ܶ�����Դ������ʪ��Ϊ����ͨ�����������ܽ⣬�����ܽ���������ʽ�������ͭ�������̵�Ҳ���뵽��Һ�С������������ʽ��������ʽ������ã�����Һ�ж�����о����������ѶȽϴ�[6-8]��
Ŀǰ������������Һ�г����ķ�����Ҫ�лƼ����������������������к�ˮ�ⷨ��[9-10]���Ƽ���������Լ�Ͷ�ʵ��ҳ��������ڹ��ˣ����������������ȶ��Բ���е��ؽ�������Ȼ�Ѵ������»���ܳ�����Ⱦ����ˮ������[11]��������������Ӧ��ǿ�������ڹ��ˣ�ͬʱ�������顢�ࡢ����ȥ��Ч���Ϻã������������Ӽд����࣬�������� ��[12-14]�������������٣����������ܺ��������������ߣ���������ԭ�ϣ���Ͷ�ʷ��øߣ����������������[15-17]���к�ˮ�ⷨ���ռ��������㣬�����������͵���������ϸС�������������ܲ���ˮ������Ĺ����л��������������м۽����������Һ���м۽�����ʧ[18]��
Ϊ�ˣ��ڶ�ѧ�߶�������Һ������-ˮ������������̿�չ���о����������[19]�����к�ˮ�ⷨ�ͳ��ˡ����˴������նԵ�Ʒλͭ�����Һ���г�����ͭ�����������ʴﵽ80%ʱ��ͭ��ʧ�ʵ���2%�����˹�������Ҫ��ߣ�ʵ�ֹ�ҵ�����ѡ�Ѧ������[20]�Է�ú�����ᱺ�������ܳ�Һ������˫��ˮ����Эͬ�������̽������о����Ⱥ��ڿ���������7 h��H2O2������0.5 h�������ʴ�99.25%�����˷������ڵ���Ũ����ϵ���ҿ�������ʱ��̫����G��LER��[21]�Թ������Ϊ��������п����Һ�еij������̽������о����ó�pHֵ���¶���Ӱ��������ɷֵ���Ҫ���أ�������Ũ��Ӱ�����������������ӵ�ȥ���������������Ϊ�������ɱ��ϸߣ����м۽�����ʧ��ƫ�ߡ������[22]��OH-��NH3Ϊ��ϼ���OH-�� Ϊ���������о���̼����ϵ�������ܡ����ķ������ܣ������ʴ���99%ʱ�ܡ�������ʧ�ʷֱ�Ϊ11.4%��10.6%������õļ�Ъʽ-���ӷ��׳�����Һ�ֲ������Ͷȹ��̶�˲�����ɴ������ˣ�ʹ�����������ȱ�С����ò����������ɽ�Һ�����������ܺ�����ֱ��������������ʧ���ӡ�Ϊ�˾�������Һ�Ĺ����Ͷȣ�����ȼ��ٳ����������ܺ�������ʧ����������˰�����-���ӷ���ʹ�������̱����ڽϺ㶨��pH�½��У�ͬʱ���뾧�ּ����Ӽ�����ʹ�������ۣ��Ը��ƽ�Һ�ij������ܡ����ӷ�����Һ��Ӧʱ�ֲ������ͶȲ����������±���ʽ�ɺˣ����ɵij����������ȸ�����ò��������������ɵ��м۽�����ʧ�ʽ�С���õ������������پ�ˮ�ȴ���ת��Ϊ��������ij�������������Ϊ������ˮ����ҵ��ԭ�ϡ��Գ������̣��о�˫��ˮ������pH���¶ȡ����ּ����Ӽ��Գ����ʡ�����ʧ�ʡ�������������ò����Һ�������ܵ�Ӱ�죻�Գ�����ˮ��ת�����̣��ص��о�ˮ���¶ȡ�ʱ�䡢NaOHŨ�ȶԳ������������������������ò��Ӱ�졣
Ϊ���������о���̼����ϵ�������ܡ����ķ������ܣ������ʴ���99%ʱ�ܡ�������ʧ�ʷֱ�Ϊ11.4%��10.6%������õļ�Ъʽ-���ӷ��׳�����Һ�ֲ������Ͷȹ��̶�˲�����ɴ������ˣ�ʹ�����������ȱ�С����ò����������ɽ�Һ�����������ܺ�����ֱ��������������ʧ���ӡ�Ϊ�˾�������Һ�Ĺ����Ͷȣ�����ȼ��ٳ����������ܺ�������ʧ����������˰�����-���ӷ���ʹ�������̱����ڽϺ㶨��pH�½��У�ͬʱ���뾧�ּ����Ӽ�����ʹ�������ۣ��Ը��ƽ�Һ�ij������ܡ����ӷ�����Һ��Ӧʱ�ֲ������ͶȲ����������±���ʽ�ɺˣ����ɵij����������ȸ�����ò��������������ɵ��м۽�����ʧ�ʽ�С���õ������������پ�ˮ�ȴ���ת��Ϊ��������ij�������������Ϊ������ˮ����ҵ��ԭ�ϡ��Գ������̣��о�˫��ˮ������pH���¶ȡ����ּ����Ӽ��Գ����ʡ�����ʧ�ʡ�������������ò����Һ�������ܵ�Ӱ�죻�Գ�����ˮ��ת�����̣��ص��о�ˮ���¶ȡ�ʱ�䡢NaOHŨ�ȶԳ������������������������ò��Ӱ�졣
1 ʵ��
1.1 ʵ��ԭ��
ʵ�����ø�����������Һ(Co2+ 45.17 g/L��Fe2+ 35.63 g/L)������ˮ����������(FeSO4��7H2O)����ˮ��������(CoSO4��7H2O)��һ��Ҫ�����ƶ��ɣ�����Һ��pHֵΪ1.38������Ϊ��������(Fe(OH)3)���кͼ�Ϊ̼���((NH4)2CO3)��Һ��������Ϊ30%H2O2�������Լ�ȫ��Ϊ�������Լ���
1.2 ʵ�鷽��
ʵ�����õ���������Һ����Ϊ200 mL��������ʽ��ȡ������-���ӷ�����ȡ50 mL������������Һ��������ƽ����ƿ����Һ�����ں���ˮԡ���м��Ȳ����裬��ʱ�ֱ�ͨ����̨�䶯��ͬʱ��������ƿ�м��ϡ���һ̨�����μ�˫��ˮ���ڶ�̨�����μ�100 g/L̼�����Һ������̨�μ�ʣ����ͬŨ�ȵ�150 mL��������Һ��Ŀ��ʹ��������Һ�����������������ֽӴ�����ɢЧ�����ã�����ֲ�����������������������������ϵ��Ӧ����ȶ����Ӷ�ʹ��Һ��Ӧʱ�ֲ������ͶȲ�������±���ʽ�ɺˣ��γ�����ϸС����ˮ�ʸߵ����ͳ�����ȫ�������õ�λpH��ʵʱ�����ҺpHֵ����pH�ﵽ�趨ֵ���ȶ���Ӧһ��ʱ�䣬��Һ����õ���Һ�����������Һ���ڷ��������ܺ������˱���ȥ����ˮ(80 ��)���ϴ�Ӻ��õ��ȹķ�������ɣ����ڹ�������ͺ���ˮ��ʵ�顣
��ȡ80 mLijŨ�ȵ�����������Һ�����뵽��ѹ��ӦȺ���ĸֵ�(�ݻ�Ϊ150 mL)�У�Ȼ���ȡ5 g��ɺ������(Һ�̱Ⱥ㶨Ϊ16)���뵽�ֵ��У��ټ���2��ֱ��Ϊ15 mm�ĸ����Լ�ǿ���裬���ֵ��Ӹ�š���ܷ�����ڸ�ѹ��ӦȺ���У���Ԥ���¶��·�ӦԤ��ʱ�䡣��Ӧ��Һ����ճ��ˣ��˱���ȥ����ˮ(80 ��)ϴ�ӣ�ϴ�Ӻ��˱��ڵ��ȹķ�������ɺ���������������
1.3 ��������
���õ����ϵ������������(ICP-OES��IRIS Intrepid ��Thermo Eleetron Corporation)������Һ�������ܡ���Ԫ�صĺ���������Mastersizer 2000�ͼ������ȷ�����(Ӣ�������Ĺ�˾)�Է�Ӧ����������ȷ���������JSM-6360LV��ɨ��羵(�ձ�JEOL��˾)�۲��������ת�ͺ������������ò������X����������(XRD��Rigaku D/max-TTR III)������Ʒ����(����ԴΪCu K���У���ѹΪ40 kV������Ϊ250 mA����=0.154056��10-10 m��2��Ϊ10.0��~80.0��)���Գ�������Һ��������Ԫ�صĺ���������⣬�Խ��г�����������ʧ�ʵļ��㼰Ԫ������ķ��������ò���ʽ(1)��(2)�������ij��������ܵ���ʧ�ʣ�
 (1)
(1)
 (2)
(2)
ʽ�У� ��
�� �ֱ�Ϊ������������ʧ�ʣ�%��
�ֱ�Ϊ������������ʧ�ʣ�%�� ��
�� �ֱ�Ϊ������������Һ�������ܵij�ʼŨ�ȣ�g/L��
�ֱ�Ϊ������������Һ�������ܵij�ʼŨ�ȣ�g/L�� ��
�� �ֱ�Ϊ�������Һ������Һ�������ܵ�Ũ�ȣ�g/L��V1��V�ֱ�Ϊ�������Һ������Һ�����������������Һ�������V=200 mL��
�ֱ�Ϊ�������Һ������Һ�������ܵ�Ũ�ȣ�g/L��V1��V�ֱ�Ϊ�������Һ������Һ�����������������Һ�������V=200 mL��
2 ���������
2.1 ��������Һ������ˮ�����
2.1.1 ˫��ˮ��������Ӱ��
����Ũ�Ȼ��������㱾ʵ����Co2+��Fe2+��Fe3+�Ŀ�ʼ����pH�ֱ�Ϊ6.66��6.53��1.59��Co2+��Fe2+�Ŀ�ʼ����pH���ڽӽ���������ͬʱ��ʹ�ܴ�����������Co2+��Fe3+�Ŀ�ʼ����pH�������Ա�ʵ���Ƚ���Һ��Fe2+ȫ��������Fe3+�����¶�70 �棬�յ�pH=2.6����Ӧʱ��4 h�����Ӿ������������Ӽ���������ʽ��ȡ������-���ӷ��Ĺ̶������£��ı�˫��ˮ�����Կ�����Գ����ʼ�����ʧ�ʵ�Ӱ�죬�����ͼ1��ʾ��
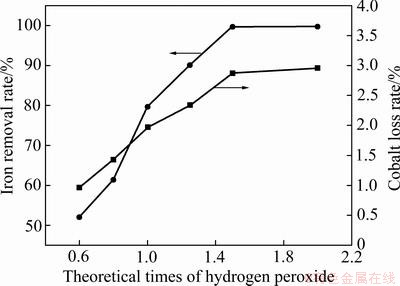
ͼ1 ˫��ˮ�������Գ����ʺ�����ʧ�ʵ�Ӱ��
Fig. 1 Influence of hydrogen peroxide addition on iron removal rate and cobalt loss rate
��ͼ1��֪�������ʺ�����ʧ�ʶ�����˫��ˮ������������������ߡ���˫��ˮ��������������0.6�������1.5��ʱ����������52.01%������99.68%���˺��������˫��ˮ��������������2��������������99.72%����Һ������ʧ����0.6��˫��ˮ��������ʱΪ0.96%����1.5����������ʱ����2.87%��������������������2��������ʧ������2.96%��������������ʧһ��������Ϊ��������Ϊ���ͽ��壬�������ɶ�ף�������ǿ������ܵļд���ʧ����һ�������кͼ�̼�����Һ�μӹ��̲����ľֲ�pH���������[23]��Fe2+��������Fe3+��ˮ������Һ��ͬ�����У��˷�Ӧ��Ҫ���Ĵ���OH-����˫��ˮ����������0.6������1.5��ʱ�������ij����������࣬�����ĵ��кͼ�Ҳ���ӣ���ʹ�������д���ֲ�pH���߹�ͬ��ɵ�����ʧ���ӡ���ˣ��ӳ����ʡ�˫��ˮ�������кͼ��������ȷ����ۺϿ��ǣ�ѡ��˫��ˮ�������Ϊ1.5����������
2.1.2 pH��Ӱ��
pH������ˮ���������ҪӰ�����أ���ϵ�е�pHԽ�ߣ��γ������������������Խ��������ɵ��м۽�����ʧҲԽ�ࡣ���¶�70 �桢˫��ˮ����Ϊ1.5������������Ӧʱ��4 h�����Ӿ������������Ӽ���������ʽ��ȡ������-���ӷ��Ĺ̶������£��ı�pHֵ�Կ�����Գ����ʼ�����ʧ�ʵ�Ӱ�죬�����ͼ2��ʾ��
��ͼ2��֪��pHֵ����������Һ��������Ӱ���Ϊ������������ҺpHֵ��1.5~2.6��仯�������ʴ�26.3%Ѹ������99.68%����pHֵ����2.6ʱ����������pHֵ�����ʱ仯�����ԣ���pHΪ4.1ʱ��������Ϊ99.95%������ʧ����pHֵ1.5~2.2����ƽ�����ӣ�
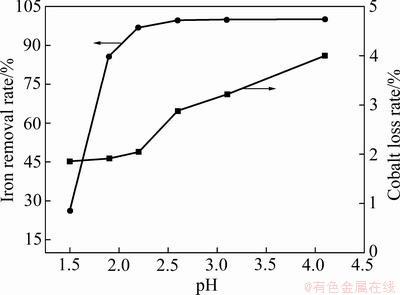
ͼ2 ��Һ�յ�pHֵ�Գ����ʺ�����ʧ�ʵ�Ӱ��
Fig. 2 Influence of pH value of solution final solution on iron removal rate and cobalt loss rate
2.2~4.1��Ѹ�����ӡ���pHΪ1.5��2.6ʱ������ʧ�ʷֱ�Ϊ1.86%��2.87%����һ������pH��4.1ʱ������ʧ������4%����ˣ��ӳ����ʡ�����ʧ�ʼ��кͼ��������ȷ����ۺϿ��ǣ�ѡ����ʵ�pHֵΪ2.6��
2.1.3 �¶ȵ�Ӱ��
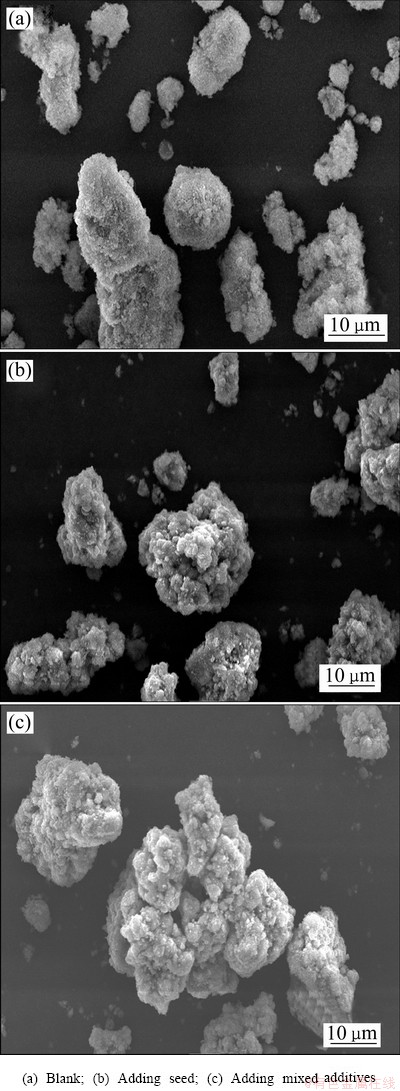
�¶ȶ�����ˮ����������г������ijɺˡ������븽�۾�����ҪӰ�졣��pH=2.6��˫��ˮ����Ϊ1.5������������Ӧʱ��4 h�����Ӿ������������Ӽ���������ʽ��ȡ������-���ӷ��Ĺ̶������£��ı��¶��Կ�����Գ����ʡ�����ʧ�ʡ���������ò�����ȵ�Ӱ����ɣ������ͼ3��4��5��ʾ��
��ͼ3��֪���¶ȶ���������Һ��������Ӱ���Ϊ���������¶�Ϊ20 ��ʱ��������ֻ��88.73%�������¶ȵ����ߣ������ʼ��������¶�����70 ��ʱ�������ʴﵽ���Ϊ99.68%���˺���������¶���90 �棬�������½���97.74%�����������ڷ�Ӧ�¶ȹ���ʹ˫��ˮ���Ȳ��ַֽ⣬������˫��ˮ������Ч�ʡ�����ʧ���淴Ӧ�¶ȵ��������½�����20 ��ʱ������ʧ��Ϊ4.91%�����¶�����90 �棬����ʧ�ʽ���2.67%��
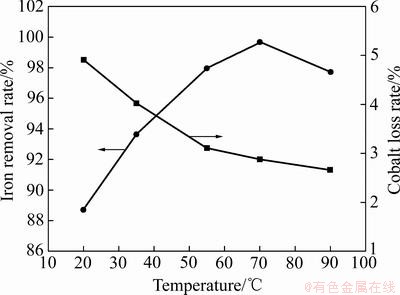
ͼ3 ��Ӧ�¶ȶԳ����ʺ�����ʧ�ʵ�Ӱ��
Fig. 3 Influence of reaction temperature on iron removal rate and cobalt loss rate
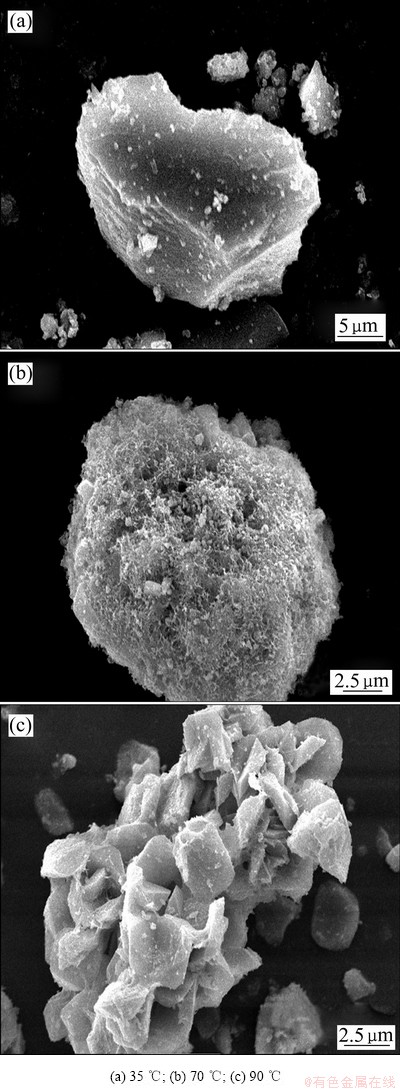
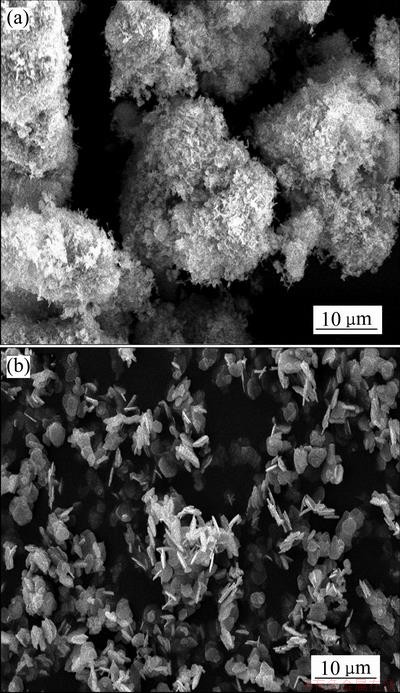
ͼ4 ��ͬ��Ӧ�¶��³�������SEM��
Fig. 4 SEM images of iron removal residue at different reaction temperatures
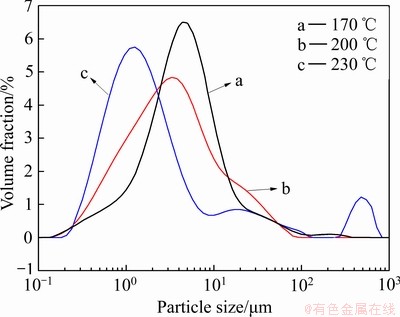
ͼ4(a)~(c)��ʾ�ֱ�Ϊ��Ӧ�¶���35��70��90 �����õ��ij�������SEM���¶���35 ��ʱ������������ò����̨״������⻬���ܡ��¶���70 ��ʱ������������ò�Ϲ�����ֲ��Ҹ���������˿״�������¶�������90 ��ʱ�����������ɺܶ���ò���������Ƶ�С����������һ�𣬳ʡ����Ѵ���״���ᾧ��ò���á���ͼ4��֪���¶ȶԳ�����������Ӱ���Ϊ���ԣ��������������淴Ӧ�¶ȵ����߶���С���¶�Ϊ35 ��ʱ�����ȷֲ���Χ�Ͽ�����λ����D50Ϊ26.97 ��m���¶�����70 ��ʱ�������������ȷֲ�����ȼ��٣���λ����D50����14.47 ��m�����������¶���90 �棬��λ����D50����10.26 ��m��ԭ��ɽ���ΪFe2+����ˮ����������ų��������˵��γɡ���������;����ž۹��̣����ŷ�Ӧ�¶ȵ����ߣ���Ӧ��Һ�� Fe2+��������������Fe3+�Ĺ����Ͷ����ӣ�ʹ�ó����������ijɺ����ʴ����䳤�����ʣ��Ӷ��ڸ����»�þ���ϸ���ij�����[24]��
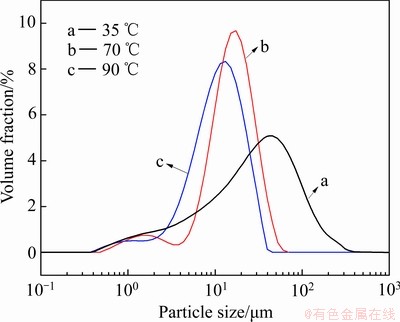
ͼ5 ��ͬ��Ӧ�¶��³��������ȷֲ�����
Fig. 5 Particle size distribution curves of iron removal residue obtained at different reaction temperatures
2.1.4 ���Ӿ��ּ����Ӽ���Ӱ��
�������ˮ�����������������ϸС������ɽ�Һ�������ѵ����⣬��ʵ��ֱ����Ӿ��֡�������Լ�PEG2000��������PAM(���о���Fe(OH)3����10 g/L��PEG2000��PAM�������ֱ�Ϊ20 mg/L)�Գ����ʡ�����ʧ�ʡ���������ò�����ȡ���Һ�������ܵ�Ӱ����ɡ���pH=2.6���¶�Ϊ70 �桢˫��ˮ����Ϊ1.5������������Ӧʱ��4 h��������ʽ��ȡ������-���ӷ��Ĺ̶������£�ʵ�������1��ͼ6��ͼ7��ʾ��
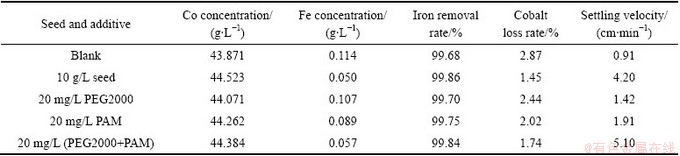
�ɱ�1��֪����հ�ʵ����ȣ����Ӿ��֡�������Լ�PEG2000��������PAM����������Һ��ȳ����뽬Һ�������ܶ��нϴ�ĸ��ơ��հ�ʵ���½ᾧ�����ij��������������ٶ�Ϊ0.91 cm/min����Һ�к�������114��10-6�������Ӿ���ʱ�������ٶȽϿհ�ʵ��������ߣ�����4.2 cm/min����Һ������������50��10-6�����⣬�����������������������ʲ���Эͬ���ã����������ͱ�����Լ�PEG2000�������������Ӽ������Ժã����Ժܺõػ�ϸ���ʹ�ã������ⷽ��Ŀ��ǣ���ʵ���о���PAM��PEG2000����ʹ�ö�����Һ��Ӧ�ᾧ�������̵�Ӱ�졣��PAM��PEG2000��ͬ����ʱ�������������Һ�γɴ����ţ���������ʱ����������������Һ����������Ч�����������5.1 cm/min����Һ�к���������57��10-6��˵���������Ӽ���ʹ�ü�������˷�Ӧ��ϵ�����ij�����Ϊ��
��1 ���ּ���ͬ���Ӽ�����������Һ��Fe3+��Ӧ�ᾧ������������ٶȵ�Ӱ��
Table 1 Effect of seeds and different additives on reaction crystallization of Fe3+ and settling velocity of iron removal residue in cobalt sulfate solution
ͼ6 ��ͬ���������ó�������SEM��
Fig. 6 SEM images of iron removal residue under different conditions
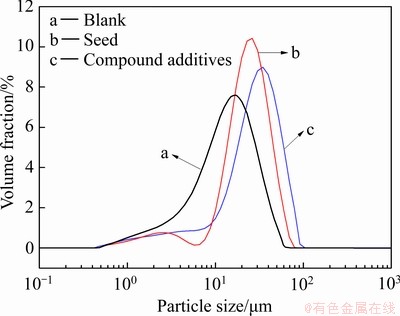
ͼ7 ��ͬ���������ó��������ȷֲ�����
Fig. 7 Particle size distribution curves of iron removal residues obtained under different conditions
ͼ7������a~c��ʾ�ֱ�Ϊ�հס����Ӿ��֡����Ӹ������Ӽ����õ��ij����������ȷֲ�����ͼ6��7��֪����հ�ʵ����ȣ����Ӿ����븴�����Ӽ���ʹ������ᡢ������һ�𣬿���������������߽�Һ�����ٶȡ����Ӿ��ֵij��������ɴ������ȣ���ò���Ƶ�С����������һ�𣬳ɡ��黨״�������ȷֲ���Χ��խ����λ����D50Ϊ21.84 ��m���Ͽհ�ʵ�����λ����12.69 ��m�����˽�һ�������Ӹ������Ӽ��ij�������Ҳ�ɿ����������ɣ������������λ����D50�ﵽ26.72 ��m����Fe2+����ˮ����������У����ִ���ʱ����Һ��Fe3+��Ũ����Ҫ�ﵽ�������ɺ˵��ٽ籥�ͶȲŻ��γɾ��˲����������������ֵĴ���ΪFe3+�����ṩ�˴����ĺ��ģ�ʹ��Fe3+��δ�ﵽ����ɺ˵��ٽ籥�Ͷ�֮ǰ��������ɢ�����ֱ��棬���ھ��ֱ��淢����������[25-26]��PEG2000��Ϊ�ۺ���������ӱ�����Լ����䳤�������ṹ��ͨ���京�еļ��Ի���������С���ӱ��棬�γ��յ���ˮ������ʹ����������ˮ�������ڶ��ϸ�����ۼ���һ���γɴֿ���[27]���۱�ϩ������һ����״���л��߷��Ӿۺ�����������������Һ�еIJ��ƺ������������ã�������ӿ��������γɱȽϴ�����Ų������������ӿ�������ٶ�[28]�����������Ӽ�����Ч������PEG2000��PAM�������õģ�ԭ�������߸���ʱ�ȷ�����PEG2000�ĵ��к��������ã��ַ�����PAM �Ĵ������������������ã�����������������������ӣ���������������ǿ������ˮ�����������֧����Ҳ������������������������Ը߷��Ӿۺ���Ϊ���ӣ��ɼ��ų�Ϊ����Ļ��������塣
2.1.5 �ܺ����ڳ������еķֲ�������״̬
��1.5��������H2O2��pH=2.6��70 �桢4 h��Ӧ�³�����������SEM-EDSԪ����ɨ�衢����Ҷ�����������XPS��������̽����ͬpH�����³������ȱ����������ʧ�ʵĹ�ϵ��������ͼ8��ͼ9��ͼ10����2��ʾ��
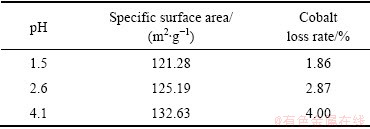
��ͼ8��֪���������������������ḻ�������ϸߣ��ܺ�����ͣ����������ֲܷ�����������ɷ�ɢ�ֲ����ɱ�2��֪�������������������� �£��������ȱ����������ʧ��������ع�ϵ������ʧ�����������ıȱ����������Ҳ�����֤������ʧ�����ڳ�������������ɶ�ף�������ǿ��ɵġ�
�Գ��������к���������������ͼ9��ʾ����900~1300 cm-1��Χ�ڵ�3�����Ⲩ���� �������շ塣��ͼ9���Կ������ֱ���1000.97��1084.29��1125.95 cm-1�������������շ壬�ֱ��Ӧ��S��O��������������˫��λ��Ϸ�Ӧ����ʽ�����ڳ���������ģ������������������������ò�йء���ͼ8��֪������������ϸС�ľ���������۳����γɵģ�������ɺܶ�ϸС�Ŀ�϶���������������������������������Ԫ����ɨͼ��Ԫ�صķֲ�Ҳ����ɨ������ʷ�ɢ�ֲ����Գ������н��� XPS �������������ͼ10����� 2p3/2�� 2p1/2 �����ֱܷ�Ϊ168.17 eV��169.46 eV����������ʽ���ܵ�����[29]��֪��������ij�������ε���ʽ�����ڳ��������棬��һ��ȷ������������Ԫ����״̬������ڡ�
�������շ塣��ͼ9���Կ������ֱ���1000.97��1084.29��1125.95 cm-1�������������շ壬�ֱ��Ӧ��S��O��������������˫��λ��Ϸ�Ӧ����ʽ�����ڳ���������ģ������������������������ò�йء���ͼ8��֪������������ϸС�ľ���������۳����γɵģ�������ɺܶ�ϸС�Ŀ�϶���������������������������������Ԫ����ɨͼ��Ԫ�صķֲ�Ҳ����ɨ������ʷ�ɢ�ֲ����Գ������н��� XPS �������������ͼ10����� 2p3/2�� 2p1/2 �����ֱܷ�Ϊ168.17 eV��169.46 eV����������ʽ���ܵ�����[29]��֪��������ij�������ε���ʽ�����ڳ��������棬��һ��ȷ������������Ԫ����״̬������ڡ�
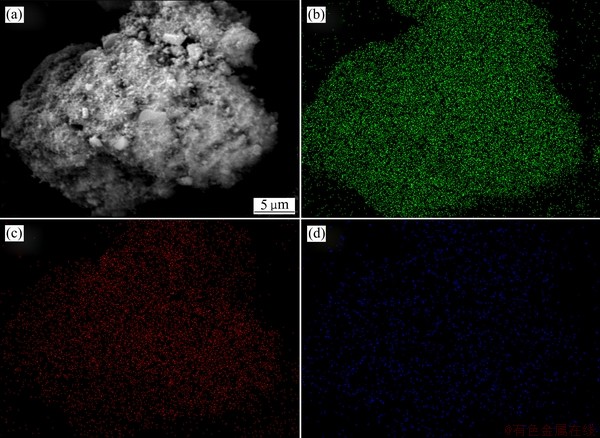
ͼ8 ��������SEM��EDS��ɨ��ֲ�
Fig. 8 SEM image(a) and EDS element map scanning distribution of Fe(b), S(c), Co(d) in iron removal residue
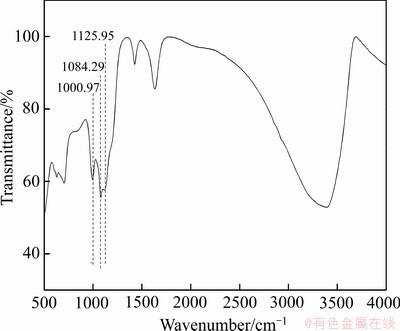
ͼ9 �������ĺ������
Fig. 9 FT-IR spectra of iron removal residue
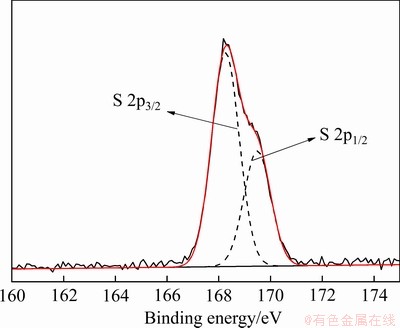
ͼ10 ��������XPS��
Fig. 10 XPS patterns of iron removal residue
��2 �������ıȱ����������ʧ�ʵĹ�ϵ
Table 2 Relationship between specific surface area of iron removal slag and cobalt loss rate
2.2 ��������ת��������
��������ˮ������õ��ij�����Ϊ���ͽ�״��(������40.81%������7.51%����������)������ʵ����ڶԳ���������ˮ�ȴ������õ��ij��������������ߣ������ͣ�����Ϊ����Ʒ���۸����֡�ˮ�������Լ�Ϳ����ҵ��
2.2.1 ˮ���¶ȵ�Ӱ��
�ڷ�Ӧʱ��2 h��NaOH��ҺŨ��Ϊ40 g/L��NaOH��Һ���������Һ�̱�Ϊ16:1(mL/g)�������ٶ�Ϊ200 r/min���ı�ˮ���¶��Կ�����Գ�����ˮ�ȴ�����Ļ�ѧ��ɼ����ࡢ��������ò�����ȵ�Ӱ����ɣ�������3��ͼ11��12��13��ʾ��
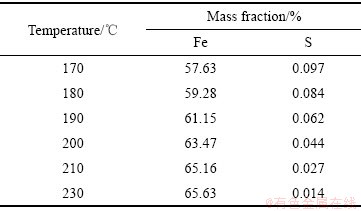
�ɱ�3��֪��ˮ���¶���170~230 ���ڣ������¶ȵ����ߣ��������������ĺ�������������ĺ��������½������з�Ӧ�¶���170 ��ʱ�����ĺ���Ϊ57.63%����ĺ���Ϊ0.097%���¶����ߵ�230 �棬���ĺ���������65.63%����ĺ���������0.014%�����ͼ11��XRD�ף��¶�Ϊ170 ��ʱ����Ӧ�����Գ������������Ϊ�����¶�����190 �棬���������������������Լ��٣���������ǿ�������������¶�����230 �棬��������������������ʧ��ȫ�����dz����������壬�ҳ������������խ�����������¶ȵ����߳�������ȫ��ת���ɳ������������¶ȿ����ƻ�����������ľ�����������߳�����Ľᾧ�ȣ������������ij�����������������������������ת�������ܽ��ĵȷ����ۺϿ��ǣ�ѡ����ѵ�ˮ���¶�Ϊ230 �档
��3 ˮ���¶ȶԳ�����������������Ӱ��
Table 3 Effect of hydrothermal temperature on iron and sulfur content in iron removal residue
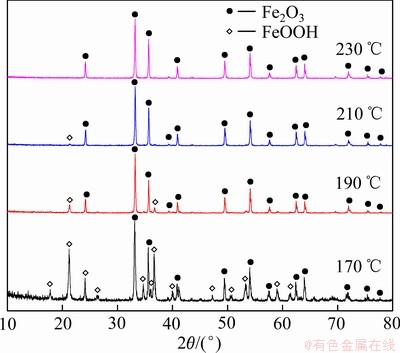
ͼ11 ��ͬˮ���¶��³�������XRD��
Fig. 11 XRD patterns of iron removal residues obtained at different hydrothermal temperatures
ͼ12 170 ���230 ��ʱ��������SEM��
Fig. 12 SEM images of iron removal residues obtained at 170 ��(a) and 230 ��(b)
ͼ13 ��ͬ��Ӧ�¶��³��������ȷֲ�ͼ
Fig. 13 Particle size distribution curves of iron removal residues obtained at different reaction temperatures
��ͼ12��13��֪��ˮ�Ⱥ�����������������¶ȵ����߶���С��170��200��230 ������λ����D50�ֱ�Ϊ4.04��2.94��1.47 ��m���¶�Ϊ170 ��ʱ������a�����д�����Ƭ״�������������״������������������ɢ�ظ��ڲ�����棬��һ����170 ���³���������ͼ��Ӧ���¶�����230 ��ʱ������b�ɺܶ�Ƭ״�ij���������ž���һ�𣬿���֮��Ľ���ģ�������־ۺ�״��֤�˳�������ӵ�нϺõĹ������ܣ���230 ���³���������ͼȫ���dz�����������Ӧ�����������ͬˮ���¶��³����������ࡢ��ò�����ȣ�������Ϊ��170~230 ���³�����ת�ͷ�Ӧ��һ���� ��-����������[30]���������Ϊ�������¶ȵ����ߣ�������ľ����ƻ������е�������ͨ���ܽ���̵����ͷŵ���Һ�У�ʹ��Fe3+�Ĺ����Ͷ����ӣ������µijɺ��볤����̣���������������ҳ��������ijɺ����ʴ����䳤�����ʣ��Ӷ��ڸ����»�þ���ϸ���ij�����������Һ������˳��Ϊ[31-32]��
Fe3+��FeOOH��H2O (amorphous)����-FeOOH or ��-FeOOH�� ��-Fe2O3 (3)
2.2.2 ˮ��ʱ�����Ũ�ȵ�Ӱ��
�ڷ�Ӧ�¶�230 �棬NaOH��Һ���������Һ�̱�(mL/g)Ϊ16:1������ת��Ϊ200 r/min���ֱ�ı�ˮ��ʱ�����Ũ���Կ������ˮ�ȴ�����������Ļ�ѧ��ɼ������Ӱ����ɣ�������4����5��ͼ14��15��ʾ��
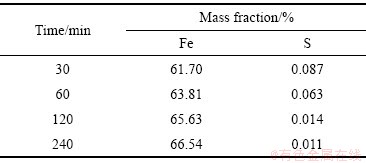
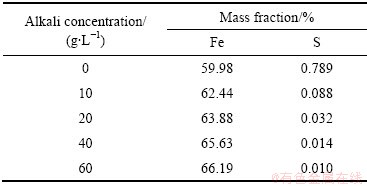
�ɱ�4��5��֪�����ŷ�Ӧʱ��ͼ�Ũ�ȵ��������������ĺ���������������ĺ��������½������з�Ӧʱ��Ϊ2 h����Ũ��Ϊ40 g/Lʱ�����ĺ���Ϊ65.63%����ĺ���Ϊ0.014%�����ͼ14��XRD�ף�����Ӧʱ��Ϊ30 minʱ����Ӧ�����Գ������������Ϊ������Ӧʱ���ӳ���60 min����������������������ʧ��ȫ�����dz����������壬˵���������������Ѿ���ȫת���ɳ������ͼ15��XRD��֪������Ũ��������40 g/Lʱ��������ȫ�����dz����������壬��ʱ�����������Ѿ���ȫת���ɳ�����������������������ת�������ܽ��ĵȷ����ۺϿ��ǣ�ѡ�����ˮ��ʱ��Ϊ2 h�����NaOHŨ��Ϊ40 g/L��
��4 ˮ��ʱ��Գ�����������������Ӱ��(NaOHŨ��40 g/L)
Table 4 Effect of hydrothermal time on iron and sulfur contents in iron removal residue (40 g/L NaOH)
��5 ��Ũ�ȶԳ�����������������Ӱ��(ˮ��ʱ��2 h)
Table 5 Effect of alkali concentration on iron and sulfur contents in iron removal residue (hydrothermal time 2 h)
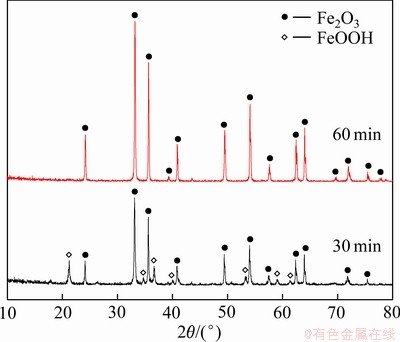
ͼ14 ��ͬˮ��ʱ���³�������XRD��
Fig. 14 XRD patterns of iron removals at different hydrothermal time
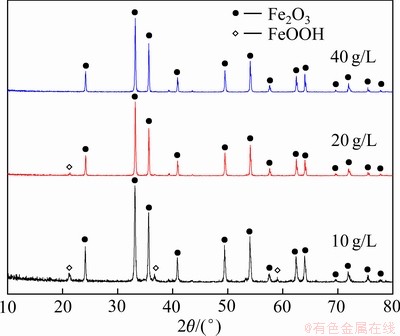
ͼ15 ��ͬ��Ũ���³�������XRD��
Fig. 15 XRD patterns of iron removal residue residues at different alkali concentrations
3 ����
1) ��������ˮ�ⷨ����������������Һ�Ľ����������£�˫��ˮ����1.5����������pHֵ2.6����Ӧ�¶�70 �档�ڴ������²��ð�����-���ӷ���Ӧ4 h�������ʴﵽ99.68%������ʧ�ʽ�����2.87%��
2) ����Fe(OH)3���ֻ�PAM��PEG2000���������Ӽ��ܽ��ͳ�������Һ����������ͨ��ʹ�������۳�����߳����������ȣ����������߷�Ӧ��Һ�ij����ٶȡ�
3) ����ˮ�ȷ��Գ���������������ת�͵Ľ����������£�ˮ���¶�230 �桢ˮ��ʱ��2 h��NaOHŨ��40 g/L���ڴ������£���������ȫ��ת���ɳ���������������65.63%������0.014%��������Ϊ��170~230 ���³�����ˮ�ȷ�Ӧ��һ���ܽ�-���������̡�
REFERENCES
[1] HAJI M N, SLOCUM A H. An offshore solution to cobalt shortages via adsorption-based harvesting from seawater[J]. Renewable and Sustainable Energy Reviews, 2019, 105: 301-309.
[2] DHIMAN S, GUPTA B. Partition studies on cobalt and recycling of valuable metals from waste Li-ion batteries via solvent extraction and chemical precipitation[J]. Journal of Cleaner Production, 2019, 225: 820-832.
[3] HE Jian-yong, ZHANG Chen-yang, SONG Shao-le, WEI Sun, HU Yue-hua, LEI Shu-ya, YANG Yue. Computational and experimental investigation of dimethyldithiocarbamate for effective recovery of cobalt and nickel from the leach liquor of high manganese slag[J]. Separation and Purification Technology, 2019, 223: 55-62.
[4] TIAN Qing-hua, XIN Yun-tao, WANG Heng-li, GUO Xue-yi. Potential-controlled selective recovery of manganese and cobalt from cobalt slag leaching solution[J]. Hydrometallurgy, 2017, 169: 201-206.
[5] ZENG Xian-lai, LI Jin-hui. On the sustainability of cobalt utilization in China[J]. Resources, Conservation and Recycling, 2015, 104: 12-18.
[6] �� ��, ��Ӣ��, �� ��, �� ��. �Ͼ�����ӵ�����ܡ�﮵Ļ����о���չ[J]. ������չ, 2017, 36(9): 3485-3491.
MENG Qi, ZHANG Ying-jie, DONG Peng, LIANG Feng. Recovery of Co and Li from spent lithium ion batteries[J]. Chemical Industry and Engineering Progress, 2017, 36(9): 3485-3491.
[7] MUDD G M, WENG Z, JOWITT S M, TURNBULL I D, GRAEDEL T E. Quantifying the recoverable resources of by-product metals: The case of cobalt[J]. Ore Geology Reviews, 2013, 55: 87-98.
[8] SONG Shao-le, SUN Wei, WANG Li, LIU Run-qing, HAN Hai-sheng, HU Yue-hua, YANG Yue. Recovery of cobalt and zinc from the leaching solution of zinc smelting slag[J]. Journal of Environmental Chemical Engineering, 2019(7): 1-9.
[9] �� ��, �� ��, ������, ³����, ��С��, �� ��. ����Ǧ������ȥ��������ϵ�е���[J]. �й���ɫ����ѧ��, 2012, 22(10): 2890-2895.
HE Jing, LUO Chao, TANG Mo-tang, LU Jun-yue, WANG Xiao-neng, WANG Tao. Technique of ferrum-removal by lead jarosite from sulfuric acid solution[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(10): 2890-2895.
[10] �¼���, ������, ��־��. ʪ��ұ�������ķ���������[M]. ����: ұ��ҵ������, 1991: 58-60.
CHEN Jia-yong, YU Shu-qiu, WU Zhi-chun. Separation and utilization of iron in hydrometallurgy[M]. Beijing: Metallurgical Industry Press, 1991: 58-60.
[11] PELINO M, CANTALINI C, ABBRUZZESE C, PLESCIA P. Treatment and recycling of goethite waste arising from the hydrometallurgy of zinc[J]. Hydrometallurgy, 1996, 40: 25-35.
[12] HAN Hai-sheng, SUN Wei, HU Yue-hua, YUE Tong, WANG Li, LIU Run-qing, GAO Zhi-yong, CHEN Pan. Induced crystallization of goethite precipitate from nickel sulfate solution by limonite seeding[J]. Hydrometallurgy, 2017, 174: 253-257.
[13] WANG Meng, HU Hui-ping, LIU Jin-wei. Negative effects of dissolved organic compounds on settling performance of goethite in Bayer red mud[J]. Transactions of Nonferrous Metals Society of China, 2017, 27: 429-439.
[14] ���, ���Ӣ, �¹���, ������, ������. ���ĸ�����������Ӻ����������Һ�г���[J]. �й���ɫ����ѧ��, 2013, 23(7): 2040-2046.
LI Hai-jun, YANG Hong-ying, CHEN Guo-bao, ZHOU Li-jie, LIU Yuan-yuan. Goethite deironization process for cobaltiferous bioleaching solution by central composite design[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(7): 2040-2046.
[15] ��˸��, �����, κ ��, ��־��, ���˱�, ������, ������, ������. Fe2(SO4)3-ZnSO4-H2O��ϵ��Fe3+ˮ��ˮ�������[J]. ���̹���ѧ��, 2018, 18(2): 361-368.
YI Shuo-wen, LI Cun-xiong, WEI Chang, DENG Zhi-gan, LI Xing-bin, WANG Yi-zhao, SONG Yu-xuan, HUANG Ya-ning. Hydrothermal hydrolysis of Fe3+ to produce hematite in Fe2(SO4)3-ZnSO4-H2O system[J]. The Chinese Journal of Process Engineering, 2018, 18(2): 361-368.
[16] BEURIA P C, BISWAL S K, MISHRA B K, ROY G G. Study on kinetics of thermal decomposition of low LOI goethetic hematite iron ore[J]. International Journal of Mining Science and Technology, 2017, 27: 1031-1036.
[17] MASAMBI S, DORFLING C, BRADSHAW S. Comparing iron phosphate and hematite precipitation processes for iron removal from chloride leach solutions[J]. Minerals Engineering, 2016, 98: 14-21.
[18] �� ��, ������, �� ��, �۽���, ����ɽ, �����E, ½ҵ��. п����Һ������ֱ��ˮ�����������̽��[J]. �й���ɫұ��, 2012, 41(4): 80-85.
YUE Ming, SUN Ning-lei, ZOU Xing, SHAO Jian-chun, LIU Jin-shan, WANG Kui-ting, LU Ye-da. The discussion on hydrolysis precipitation of ferric oxide directly from ferric-ion rich zinc leachate[J]. China Nonferrous Metallurgy, 2012, 41(4): 80-85.
[19] �����, ������, �� ��, �ο�ӱ. ��Ʒλͭ�����Һ����������Ũ��ͭ���о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 45(12): 4111-4115.
WANG Hong-jun, LIU Jiu-qing, ZHOU Qin, HE Jun-ying. Iron removal and copper concentrate by nanofiltration for bioleaching solution of low grade copper mine[J]. Journal of Central South University (Science and Technology), 2014, 45(12): 4111-4115.
[20] �����, ϯ����, ������, ������, ��־��. ���-������ϵ�������ܡ����ķ�������[J]. �й���ɫ����ѧ��, 2013, 23(11): 3218-3224.
HAN Xin-gang, XI Xiao-li, MA Li-wen, NIE Zuo-ren, ZHOU Zhi-li. Separation properties of ion to cobalt and nickel in complexation-precipitation system[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(11): 3218-3224.
[21] �� ��, Ѧ����, �� ��, ̷��ΰ. ��ú�����ᱺ�������ܳ�Һ�ij��������о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2016, 47(10): 3295-3301.
LIU Kang, XUE Ji-lai, ZHU Jun, TAN Qi-wei. Process study on iron removal of leachate from coal fly ash sintered by concentrated sulfuric acid[J]. Journal of Central South University (Science and Technology), 2016, 47(10): 3295-3301.
[22] GULER E, SEYRANKAYA A. Precipitation of impurity ions from zinc leach solutions with high iron contents��A special emphasis on cobalt precipitation[J]. Hydrometallurgy, 2016, 164: 118-124.
[23] ����, ��»��, ��־��. ʪ����п�����������ı���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2019, 50(2): 257-263.
LI Yu-hu, GAO Lu-peng, LIU Zhi-hong. Characterization analysis of goethite residue from zinc hydrometallurgy plants[J]. Journal of Central South University (Science and Technology), 2019, 50(2): 257-263.
[24] �����, κ ��, ��־��, ���˱�, �� ��, ������, ��˸��, ��F͢. FeSO4-H2O��ϵ��ˮ�ȳ��������������̬������ת����Ϊ[J]. �й���ɫ����ѧ��, 2018, 28(3): 628-636.
LI Cun-xiong, WEI Chang, DENG Zhi-gan, LI Xing-bin, FAN Gang, WANG Yi-zhao, YI Shuo-wen, LI Min-ting. Hydrothermal hematite precipitation and conversion behavior of metastable iron phase in FeSO4-H2O system[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(3): 628-636.
[25] LU Jian-ming, DREISINGER D. Pressure oxidation of ferrous ions by oxygen and hematite precipitation from concentrated solution of calcium, copper and iron chlorides[J]. Hydrometallurgy, 2013, 140(9): 59-65.
[26] ������, �����, κ ��, ��־��, ���˱�, �� ��, ��˸��. ʪ����п�����г��������ɼ��������ת��[J]. �й���ɫ����ѧ��, 2017, 27(10): 2145-2153.
WANG Yi-zhao, LI Cun-xiong, WEI Chang, DENG Zhi-gan, LI Xing-bin, FAN Gang, YI Shuo-wen. Production of hematite and conversion of adsorption S in zinc hydrometallurgy process[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(10): 2145-2153
[27] ������, ��Ҷ��, ����Ԫ, �Ű���. �ۺ������������Һ�ַֹ��̵�Ӱ��[J]. �й���ɫ����ѧ��, 2007, 17(6): 1002-1007.
YIN Zhou-lan, JING Ye-ling, CHEN Qi-yuan, ZHANG Ai-min. Effect of polymers on seed precipitation of sodium aluminate solution[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 1002-1007.
[28] ������. �ۺ��Ȼ����۱�ϩ��������Ч���������Ż�[J]. ����ʯ�ͻ�����ѧѧ��, 2019, 39(2): 37-41.
ZHAO Peng-fei. Analysis and optimization of flocculation effect of polyaluminium chloride polyacrylamide[J]. Journal of Liaoning Shihua University, 2019, 39(2): 37-41.
[29] BRIGGS D. X ������������������[M]. ������, �ƻ���, ������, ��. ����: ������ѧ������, 1984: 23.
BRIGGS D. Handbook of X-ray and ultraviolet photoelectron spectroscopy[M]. GUI Lin-lin, HUANG Hui-zhong, GUO Guo-lin, transl. Beijing: Peking University Press, 1984: 23.
[30] CHENG T C M, DEMOPOULOS G P. Analysis of the hematite precipitation process from a crystallization point of view[C]// MISHRI B. Proceedings of EPD Congress. Warrendale: TMS, 1997: 599-617.
[31] VOIGT B, GOBLER A. Formation of pure hematite by hydrolysis of iron(��) salt solutions under hydrothermal conditions[J]. Crystal Research and Technology, 1986, 21(9): 1177-1183.
[32] �� ��, ��־��, κ ��, ���˱�, �����, ��ΰ��, ������. ������п�����������п���Ӻ�þ���ӵ�Ӱ�켰���ڻ���[J]. �й���ɫ����ѧ��, 2014, 24(11): 2906-2913.
YANG Fan, DENG Zhi-gan, WEI Chang, LI Xing-bin, LI Cun-xiong, QIU Wei-jia, ZHU Ru-long. Effect and existence mechanism of zinc ion and magnesium ion in iron removal from high iron sphaleriteby hematite process[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(11): 2906-2913.
Removal of iron from cobalt sulfate solution by oxidation-hydrolysis and hydrothermal conversion of iron removal residue
LIU Bo, ZHOU Qiu-sheng, LI Xiao-bin, PENG Zhi-hong, LIU Gui-hua, QI Tian-gui
(School of Metallurgy and Environment, Central South University, Changsha 410083, China)
Abstract: Iron removal from high-iron cobalt sulfate solution by oxidative hydrolysis, and subsequent hydrothermal conversion of the iron residue into hematite were investigated. The factors influencing iron removal rate, cobalt loss rate and slurry settling speed, such as hydrogen peroxide dosage, pH value, temperature, seeds and additives, were investigated. This study also elucidates the influences of temperature, duration, NaOH concentration on iron and sulfur content, phase and morphology on the treated residue during the hydrothermal conversion process. The results show that, under the optimal conditions of 1.2 times of theoretical amount of H2O2, pH of 2.6, temperature of 70 �� and time of 4 h, the iron removal rate can reach 99.68% and the cobalt loss rate is as low as 2.87%. The addition of Fe(OH)3 seeds, PAM and PEG2000 mixed additives can greatly increase the slurry settling performance. Raising temperature, prolonging time and increasing alkali concentration are beneficial to the conversion of amorphous iron hydroxide into hematite. When the hydrothermal temperature is 230 ��, the hydrothermal duration is 2 h and the NaOH concentration is 40 g/L, the amorphous phase in the iron residue are completely converted into hematite, with iron and sulfur content of 65.63% and 0.014%, respectively.
Key words: hematite; high-iron cobalt sulfate solution; oxidative hydrolysis; iron removal; hydrothermal conversion
Foundation item: Project(51874372) supported by the National Natural Science Foundation of China
Received date: 2019-09-20; Accepted date: 2020-05-25
Corresponding author: ZHOU Qiu-sheng; Tel: +86-731-88830453; E-mail: qszhou@csu.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51874372)
�ո����ڣ�2019-09-20�������ڣ�2020-05-25
ͨ�����ߣ������������ڣ���ʿ���绰��0731-88830453��E-mail��qszhou@csu.edu.cn

