文章编号:1004-0609(2007)05-0743-07
铝合金板坯连铸过程的DPIV物理模拟
张环月,张兴国,徐 萱,刘 鼎,郝 海,金俊泽
(大连理工大学 材料科学与工程学院 三束材料改性国家重点实验室,大连 116024)
摘 要:利用先进的数字粒子图像测速技术(DPIV)对铝合金板坯连铸过程中结晶器内的流场进行研究。分析了操作参数以及浮漂漏斗结构对流场的影响。考虑到液固界面的影响,实验采用与枝晶生长结构相似的天然海绵模拟液固界面。结果表明:随着拉坯速度的增大,表面越不稳定;可通过适当增加出水口向下的倾角来提高拉速;跑道形出水口要优于矩形出水口。
关键词:铝合金;连铸;结晶器;DPIV;物理模拟
中图分类号:TG 146.2 文献标识码:A
DPIV physical simulation of melt flow in mould during
continuous casting of aluminium alloy slab
ZHANG Huan-yue, ZHANG Xing-guo, XU Xuan, LIU Ding , HAO Hai , JIN Jun-ze
(State Key Laboratory of Materials Modification by Laser, Ion and Electron Beams,
School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China)
Abstract: The fluid flow phenomena happened in the mould of continuous casting of aluminium alloy was studied by digital particle image velocimetry (DPIV) technology. The influence of operation parameter and floating distributor structure on flow field was analyzed. Taking into account the impact of fluid-solid interface in experiment, a natural sponge whose micro-structure is similar to dendrite structure was employed to simulate liquid-solid interface. The results show that the faster the polling rate is, the more turbulent free the surface is. The pulling rate can be increased by increasing port angle adequately, and the racetrack ports are better than the rectangular ones.
Key words: aluminium alloy; continuous casting; mould; DPIV; physical simulation
铝合金连续铸造凝固过程最显著的特点是熔体内部存在具有一定深度的液穴,液穴内铝合金液的流动行为对铸坯的质量有重要的影响。液态金属热量的散失、凝固坯壳的形成与生长、弯月面的结晶和自由表面的波动、夹杂物的上浮、气泡的运动、凝固裂纹形成、溶质元素的宏观偏析、凝固组织的均匀以及所能达到的铸造速度等均受其流动模式的制约[1-4]。因此 数值模拟[5-8]和物理模拟[9-11]被大量应用到结晶器流场的研究中,特别是对钢结晶器内流场的研究[12-14]。尽管数值模拟已经被广泛接受,但是也往往需要物理模型来验证数值模拟的效果。大多数水模型研究只是对金属液的流场进行了定性或半定量的分析,很难获得精确的定量结果。例如,在水口对示踪粒子染色,然后用摄像机拍摄或静止分析;运用Pitot管或热膜风速测定法来观测速度[5]。这些单点测量技术难以获得流场的整体结构和瞬态图像,并且费时较多,不能通用。Xu等[15-16]较早地利用白炽卤光灯作为光源,对铝合金的连铸结晶器内的流场进行了PIV物理模拟。由于是连续光源,两幅图像的间隔相对较大,只能利用时均速度来处理。本文作者采用先进的DPIV技术,
用激光器作为光源,对铝合金板坯连铸过程液穴内的流场进行研究,可以对瞬变的流场现象作定量说明,操作比较简单,结果更加准确。通过拍摄各种参数条件下的流场,研究不同浮漂漏斗及工艺参数对铝合金连铸过程中结晶器内流场的影响,探求其变化规律,掌握其与铸坯质量的关系,从而进一步完善连铸技术,从根本上促进实现铸坯内、外部质量的提高。
1 实验
结晶器中金属液的流动主要是受重力和粘性力的影响,建模型时考虑以下准则:几何尺寸相似、重力
相似、粘性力相似,即保证弗劳德数Fr=u2/gL和雷诺数Re=uL/v相等。经过计算,模型的比例为1?1.2,近
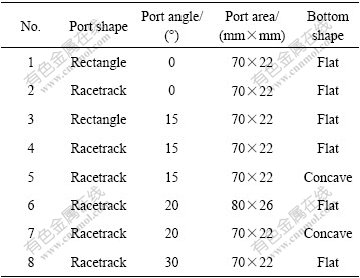
似地取为1?1,结晶器原型与模型的尺寸参数见表1。铝合金连铸和钢连铸是有所不同的,前者结晶器是静止的而后者结晶器是振动的;浇铸的速度也不同:铝合金连铸的浇铸速度一般在1 mm/s,而钢的连铸速度却大的多(16.7~50 mm/s);钢连铸采用浸入式水口而铝合金采用浮漂漏斗[14-15]。实验中采用的浮漂漏斗尺寸参数如表2所示。
表1 结晶器原型与模型参数
Table 1 Mould parameters of prototype and model

表2 浮漂漏斗参数(1号为现用水口,2-8号为拟优化水口)
Table 2 Parameters of floating distributor
铝合金的凝固梯度比较大,熔体的内部存在液穴,所以本实验根据实际生产经验制作了液固界面的模型,如图1(a)所示;并在表面粘上了貌似枝晶生长结构的天然海绵,如图1(b)所示。
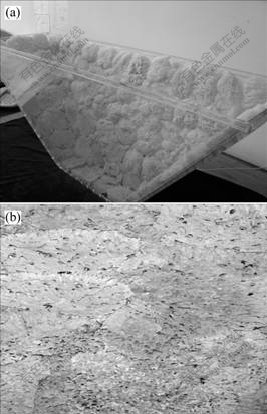
图1 液穴模型(a)和天然海绵(b)
Fig.1 Photographs of simulated solidification fronts of full model(a) and natural sponge(b)
本实验采用先进的DPIV技术进行物理模拟,硬件系统包括:铝合金连铸的物理模型、YAG双脉冲式激光器、同步控制器、图像采集板、CCD相机、计算机及水循环系统。水循环系统采用从中间包―结晶器―蓄水池―流量计―中间包的循环水控制方式。DPIV的工作原理:在流场中布撒与介质密度相近的示踪粒子跟随流场运动,激光束经过组合透镜扩束成片光照明流场,使用数字相机拍摄流场照片,得到多组不同时段的两帧粒子图像。对各组粒子图像进行相关计 算,得到流场一个切面内各点的速度、涡量、流线以及等速度线等流场特性参数分布。然后通过MicroVec软件系统将采集到的图像存储为相应的数据文件,再使用Tecplot软件进行速度向量、流线和各种云图的计算与分析。本文作者对8种浮漂漏斗及不同流速下的流场进行实验研究。
2 结果及分析
实验中可以观察到:从浮漂漏斗侧孔射出的流股冲击到结晶器窄面后分成两个流股,一是向上的流股回流到达结晶器液面;一是向下的流股达到最大的穿透深度然后向上回流。这两个流股决定着结晶器内的金属液的流动,而浮漂漏斗结构参数、操作参数及其之间的配合对这两股流起着决定性的影响。由于浮漂漏斗结构对称,流场也基本对称,所以实验选取浮漂漏斗的一侧区域进行研究,如图2所示。
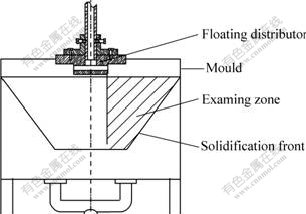
图2 实验中拍摄区
Fig.2 Schematic diagram of examining zone
2.1 拉坯速度对流场的影响
在40、50、60和70 mm/min 4种拉坯速度下,选用1号浮漂漏斗进行实验,实验结果如图3所示。从图3中可以发现,4种拉坯速度条件下流场的结构基本相同,说明当改变拉速的大小时,并没有改变流场的基本形状。如图4所示,随着拉坯速度的增大,液面的速度也随之增大,自由表面速度最大值从145.3 mm/s增大到186.1 mm/ s。拉速在40~50 mm/min范围内时,自由表面速度变化比较缓慢,液面波动较小,表面平稳;拉速在50~70 mm/min范围内时,自由表面速度最大值变化较大。随着液面流速增大,回流的强度也增强,漩涡强度变大,液面变得不稳定,易使铝液暴露在空气中再次氧化,同时也会将表面氧化层卷入到液穴内形成氧化夹杂。随着铸速增加,铝合金液对结晶器窄边的冲击点也会随之增高,不利于坯壳的凝固。考虑到产品质量和生产效率,拉坯速度在50 mm/s比较合适。增大水口倾角可以降低冲击深度和减少液面波动,从而提高拉坯速度。
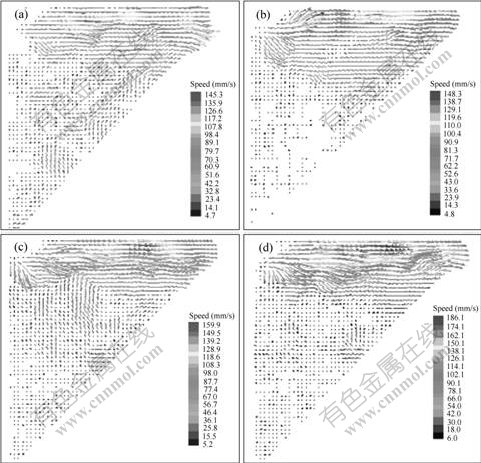
图3 拉坯速度对流场的影响
Fig.3 Effect of casting speed on flow field: (a) 40 mm/min; (b) 50 mm/min; (c) 60 mm/min; (d) 70 mm/min

图4 自由表面最大速度值同拉坯速度的关系
Fig.4 Relationship between maximum free surface speed (vmax) and casting speed (v)
2.2 浮漂漏斗结构对结晶器内流场的影响
2.2.1 浮漂漏斗出口形状、面积对流场的影响
在50mm/min拉坯速度下,选用1号、2号、6号、7号4种浮漂漏斗进行实验,结果如图5和6所示。出水口的形状不同,对流场也有一定的影响。比较图5(a)和(b)可以看出,1号漏斗的出水口形状是矩形的,在出水口前端的液流比较分散,且有一小部分沿着出口底面流出的液流出射角度很大,与主流分开。分流会带着杂质和气泡进入铝合金液深处,不容易上浮和排除,造成铸坯内部夹杂和气孔,降低了铸坯质量。2号漏斗采用的是跑道形出口,出水口前端的液流比较集中,没有分流现象,所以浮漂漏斗出水口采用跑道形比较好。
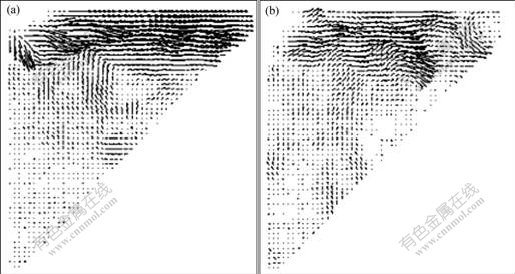
图5 出水口形状对流场的影响
Fig.5 Effect of port shape on flow field: (a) No.1 rectangular port; (b) No.2 racetrack port
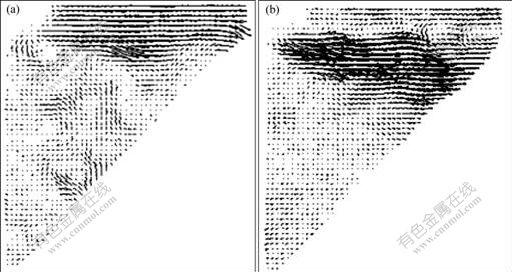
图6 出口面积对流场的影响
Fig.6 Effect of port area on flow field: (a) No.6 port area 80 mm×26 mm; (b) No.7 port area 70 mm×22 mm
图6所示是出水口面积不同情况下的两张流场图。在拉速都是50 mm/min情况下,7号浮漂漏斗出口前端的平均速度经软件计算得知可以达到0.12 m/s, 最高速度达到0.204 3 m/s; 而6号浮漂漏斗出口前端的速度要小的多,平均速度0.08 m/s,最大速度也只有0.125 4 m/s。造成速度差别的原因可能是直角水口的相对面积较大,在一定的体积流速下,横截面积大,线速度小。在离开水口较远处,流场的形状变化基本相同。但是,7号出水口面积小,水流比较集中,速度大,没有分支,流股达到结晶器窄面时,扩张的宽度要比6号直角水口液流宽一些,也就是对窄面的冲击范围更大。由于出水口面积太大,液流对宽面冲击强度就会增强,传递更多的热量,铸坯容易产生拉漏、热裂,因此,出水口面积为70 mm×22 mm比较适宜。
2.2.2 浮漂漏斗出口角度对流场的影响
在50 mm/min拉坯速度下,选用下倾角0°、15°、20°、30° 这4种浮漂漏斗进行实验,结果如图7所示。从图7中可以发现,随着出水口角度的增加,下回流越小,涡流强度越小,涡心位置下降,因而杂质和夹杂物难于上浮,最终可能留在铸坯内部,形成缺陷。同时,由于更多的金属液进入液穴的下部,影响了凝固壳的增长,使下部铸坯初生坯壳减薄,增大了拉漏的几率。从图8可以发现:随着出水口向下倾角的减小,表面的最大速度随着增大,液面处的波动状况逐渐剧烈。此时,一方面形成铸坯表面纵裂的可能性增加;另外一方面,由于铝合金液对结晶器的窄面的冲击点上移,高温区随之上移且热量集中,分布不均,使结晶器出口坯壳厚度不均,易引起鼓肚。因此,为了适应高拉速和液面稳定的需要,选择倾斜角度大的浮漂漏斗优于选择倾斜角度小的浮漂漏斗,且向下倾角为20°比较适宜。
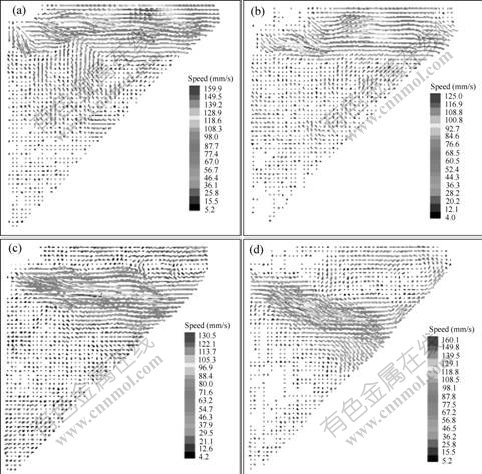
图7 出水口角度对流场的影响
Fig.7 Effect of port angle on fluid field: (a) NO.2, 0°; (b) No.4, 15°; (c) No.7, 20°; (d) No.8, 30°

图8 自由表面速度同出水口向下倾斜角度的关系
Fig.8 Relationship between maximum free surface speed (vmax) and port angle
2.2.3 浮漂漏斗底部形状对流场的影响
在50 mm/min拉坯速度下,选用4号、5号两种浮漂漏斗进行实验,结果如图9所示。在实验中,拉速为50 mm/min时,浮漂漏斗出水口角度为15°,浮漂漏斗形状为跑道型。从图9中可以看出,凹井的存在并不影响流场的结构,所不同的是无凹井浮漂漏斗的射流速度要大一些,有凹井的浮漂漏斗射流速度小一点。造成这种现象的原因是凹井对液流有一定的缓冲作用。因此,浮漂漏斗可以采用凹井。
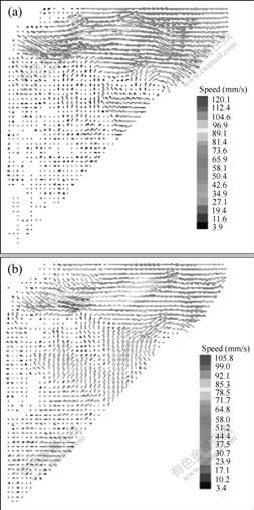
图9 凹井对流场的影响
Fig.9 Effect of bottom on fluid field: (a) No.4 flat bottom; (b) No.5 concave bottom
3 结论
1) 考虑到液固界面的影响并采用与枝晶生长结构相似的天然海绵模拟液固界面,效果较好。
2) 拉坯速度的增大不会改变流场的基本形状,但会加强漩涡的强度。液面流速随之增大,液面不稳定,容易造成氧化夹渣;适当增加浮漂漏斗出水口向下的倾斜角度可同时满足质量和生产速度的需要。在本实验条件下,出水口角度为20°比较适宜。
3) 跑道形出水口条件下的流场要优于矩形直角出水口;出水口面积的增大可降低液面流速,但不利于宽面的凝固。出口面积70 mm×22 mm比较适宜。
4) 凹井的使用可以减小液面的流速。
REFERENCES
[1] 干 勇, 仇圣桃, 萧泽强. 连续铸钢过程数学物理模拟[M]. 北京: 冶金工业出版社, 2001.
GAN Yong, QIU Sheng-tao, XIAO Zhe-qiang. Numerical and physical simulation in continuous casting of steel[M]. Beijing: Metallurgical industry press, 2001.
[2] 潘复生, 张丁非. 铝合金及应用[M]. 北京: 化学工业出版社, 2006.
PAN Fu-sheng, ZHANG Ding-fei. Aluminum alloy and application[M]. Beijing: Chemistry Industry Press, 2006.
[3] 卢盛意. 连铸坯质量[M]. 北京:冶金工业出版社,2003.
LU Sheng-yi. Quality of continuous casting blank[M]. Beijing: Metallurgical Industry Press, 2003.
[4] LI Bao-kuan. Metallurgical application of advanced fluid dynamics[M]. Beijing: Metallurgical Industry Press, 2004.
[5] Thomas B G, Mika L J, Najjar F M. Simulation of fluid flow inside a continuous slab casting[J]. Metallurgical and Materials Transactions B, 1990, 21: 387-399.
[6] Lawson N J. Self-sustained oscillation of a submerged jet in a thin rectangular cavity[J]. Journal of Fluids and Structures, 2001, 15: 59-81.
[7] 王 霄, 徐延庆, 杨金松, 杨 彬. 薄板坯连铸浸入式水口结构数值模拟[J]. 耐火材料, 2004, 38(1): 40-41.
WANG Xiao, XU Yan-qing, YANG Jin-song, YANG Bin. Numerical simulation of submerged nozzle for thin-slab continuous casting[J]. Refractories, 2004, 38(1): 40-41.
[8] 晋艳娟, 崔小朝. 铝板坯半连续铸造充型过程三维流场与温度场耦合数值模拟[J]. 太原科技大学学报, 2006, 3: 217-220.
JIN Yan-juan, CUI Xiao-chao. Coupled numerical simulation of filling process on 3-dimension flow field and temperature field of semi-continuous casting of aluminum slab[J]. Journal of Taiyuan University of Science and Technology, 2006, 3: 217-220.
[9] Gupta D, Lahiri A K. Water-modeling study of the surface disturbances in continuous slab caster[J]. Metall Mater Trans B, 1994, 25: 227-233.
[10] YANG Jian-wei, DU Yan-ping, SHI Rong. Fluid flow and solidification simulation in beam blank continuous casting process with 3D coupled model[J]. Journal of Iron and Steel Research, 2006, 13(4): 17-21.
[11] 赵忠兴, 王松涛, 闻绍玲, 翟玉春. 铝液充型过程水模拟计算机可视化技术[J]. 中国有色金属学报, 2005, 15(8): 1262-1266.
ZHAO Zhong-xing, WANG Song-tao, WEN Shao-ling, DI Yu-chun. Computer video technology of water simulation for aluminum liquid filling process[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(8): 1262-1266.
[12] 岳 峰,包燕平,刘国林,齐新霞,李 勇,张怀宾. 板坯连铸机浸入式水口的结构优化[J]. 炼钢, 2004, 20(2): 51-54.
YUE Feng, BAO Yang-ping, LIU Guo-lin, QI Xin-xia, LI Yong, ZHANG Huai-bin. Optimization of SEN structure in continuous slab caster[J]. Steelmaking, 2004, 20(2): 51-54.
[13] Theodorakakos A, Bergeles B. Numerical investigation of the interface in a continuous steel casting mold model[J]. Metall Mater Trans B, 1998, 29: 1321-1327.
[14] Panaras G A, Theodorakakos A, Bergeles G. Numerical investigation of the free surface in a continuous steel casting mold model[J]. Metall Mater Trans B, 1998, 29: 1117 -1126.
[15] 陈永范, 陈德杰, 李 权. 大板坯连铸结晶器内流场实验研究[J]. 炼钢, 1998, 2: 25-28.
CHEN Yong-fan, CHEN De-jie, LI Quan. Experimental study on turbulance flow zone in slab continuous casting mould[J]. Steelmaking, 1998, 2: 25-28.
[16] Xu D, Kinzy J W Jr, Evans J W. Use of particle image velocimetry in the physical modeling of flow in electromagnetic or direct-chill casting of aluminum: Part Ⅰ. Development of the physical model[J]. Metall Mater Trans B, 1998, 29: 1281-1288.
[17] Xu D, Kinzy J W Jr, Evans J W. Use of particle image velocimetry in the physical modeling of flow in electromagnetic or direct-chill casting of aluminum: Part Ⅱ. Results of the phusical model, including bag geometry, blockage, and nozzle placement, modeling[J]. Metall Mater Trans B, 1998, 29: 1289-1295.
基金项目:国家自然科学基金资助项目(50475157);国家重点基础研究发展计划资助项目(2005CB623705);教育部重点项目(105052)
收稿日期:2006-07-20;修订日期:2007-01-21
通讯作者:张兴国,教授,博士;电话:0411-84706183;传真:0411-84706183;E-mail: zxgwj@dlut.edu.cn
(编辑 何学锋)

