超音速火焰喷涂WC-10Co4Cr涂层在NaCl溶液中的耐腐蚀性能
陈文1, 2,龙安平1,向锦涛1,李松林1, 2,周伍喜1, 3,李玉玺3
(1. 中南大学 粉末冶金国家重点实验室,湖南 长沙,410083;
2. 莱芜职业技术学院 莱芜市粉末冶金先进制造重点实验室,山东 莱芜,271100;
3. 自贡长城硬面材料有限公司,四川 自贡,643011)
摘要:采用超音速火焰喷涂法(HVOF)制备高致密度的WC-10Co4Cr涂层。采用扫描电镜(SEM)、X线衍射(XRD)分析涂层的微观结构和物相变化,通过电化学极化测试和中性盐雾腐蚀试验研究HVOF WC-10Co4Cr涂层的抗腐蚀性能,并与不锈钢、电镀硬铬的性能进行对比。研究结果表明:采用这2种方法测得在NaCl溶液中各材料抗腐蚀性能由大到小顺序均为WC-10Co4Cr,电镀硬铬,不锈钢。电化学极化测试显示在3.5%NaCl溶液中WC-10Co4Cr涂层的腐蚀速率0.004 mm/a,为电镀硬铬的1/5。在35 ℃,5%NaCl溶液中盐雾腐蚀144 h后WC-10Co4Cr涂层仍保持良好的金属光泽,没有腐蚀痕迹。由于采用航空煤油液体燃料,喷涂过程中脱碳少,且涂层孔隙率极低(0.8%)、孔隙均匀分布,都使得Cl-不易穿透WC-10Co4Cr涂层形成微观腐蚀电池;Cr的添加促使形成耐蚀性更好的钴铬合金黏结相,能更有效地抑制黏结相在腐蚀介质中的溶解从而提高涂层耐蚀性。
关键词:超音速火焰喷涂(HVOF);WC-10Co4Cr;抗腐蚀性能
中图分类号:TG174 文献标志码:A 文章编号:1672-7207(2014)10-3373-06
Corrosion-resistance of WC-10Co4Cr HVOF coating in NaCl solution
CHEN Wen1, 2, LONG Anping1, XIANG Jintao1, LI Songlin1, 2, ZHOU Wuxi1, 3, LI Yuxi3
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. Key Laboratory of Powder Metallurgy in Advanced Manufacturing,
Laiwu Vocational and Technical College, Laiwu 271100, China;
3. Zigong Cement Carbide Co., Ltd., Zigong 643011, China)
Abstract: A high density WC-10Co4Cr coating was prepared by high velocity oxy-fuel (HVOF). The microstructure and phase transformation were studied by scanning electron microscope (SEM) and X-ray diffraction (XRD). The corrosion-resistance of the coating was investigated by electrochemical polarization test and neutral salt spray test, which was compared with that of stainless steel and electroplating hard chromium. The results show that WC-10Co4Cr has the best corrosion-resistance, followed by electroplating hard chromium, and stainless steel the worst. The electrochemical polarization test indicates that, in 3.5%NaCl solution, the corrosion rate reaches 0.004 mm/a, which is one fifth of that of electroplating hard chromium. After immersing in 5%NaCl salt spray at 35 ℃ for 144 h, the coating still harbors metallic luster, and lays no corrosion stain. The extremely low porosity of WC-10Co4Cr HVOF coating (porosity of 0.8%), uniform distribution of pores and less decarburization during HVOF jointly contribute to nearly no penetration of Cl-, and further no formation of micro-corrosion cells. Co-Cr binding phase with better corrosion resistance is formed by adding Cr which reversely inhibits dissolution of the coating in corrosive media more effectively, leading to its optimal corrosion resistance.
Key words: high velocity oxy-fuel (HVOF); WC-10Co4Cr; corrosion-resistance
近年来,超音速火焰喷涂(HVOF)技术被广泛应用于制备高硬度和耐磨耐蚀的WC-Co基致密涂层,成为最有望取代污染严重的电镀硬铬的涂层材料[1-4],在抗腐蚀性能要求很高的应用领域中,通过引入Cr元素形成钴铬粘结相的WC-Co-Cr涂层性能更优越。这类体系应用较多的有WC-10Co4Cr和WC-6Co8Cr,其中前者应用更加广泛[5],如用于水性溶液和湿气腐蚀环境中的纸辊、球阀、压缩机轴等[6-8]。波音767和777飞机起落架也开始尝试使用热喷涂的WC-Co-Cr涂层替代传统的电镀硬铬涂层[9-10]。电化学极化是一种能快速判定涂层耐电化学腐蚀性能的方法,而中性盐雾腐蚀试验的测试方法可在一定程度上反映出孔隙对涂层抗腐蚀性能的影响。热喷涂WC-Co-Cr涂层的腐蚀行为较为复杂,不仅受原料粉末和喷涂方法的影响,还受到腐蚀介质、孔隙及裂纹、表面状态和温度等诸多因素的影响[11-12]。前人的研究表明:在中性NaCl溶液中WC的腐蚀电位约为-500 mV,腐蚀介质可以和涂层中的Co基黏结相发生微电偶腐蚀,导致Co黏结相的腐蚀,并扩散到界面,造成基体腐蚀,其抗腐蚀性能主要取决于黏结相,添加少量的Cr对WC-Co涂层的抗腐蚀性能有益[13-14]。就HVOF制备技术而言,采用液体燃料系统比气体燃料系统能获得更致密、结合更好而无过熔粉末颗粒的涂层结构[15]。WC-Co-Cr涂层在中性NaCl溶液中的腐蚀行为和机理还不是很清楚,为此,本文作者以航空煤油作为燃料,采用高速火焰喷涂系统制备WC-10Co4Cr涂层,对比电镀硬铬镀层在3.5%NaCl溶液中的电化学和盐雾腐蚀速率及微观机制,为HVOF WC-10Co4Cr代替硬铬涂层应用提供依据。
1 实验
1.1 试样制备
涂层基体为1Cr18Ni9Ti不锈钢,其长×宽×高为25 mm×16 mm×6 mm,经丙酮清洗除油、16号棕刚玉砂喷砂粗化、酒精清洗、烘干等前处理,然后采用超音速火焰喷涂法(HVOF)制备WC-10Co4Cr涂层。WC-10Co4Cr喷涂粉末由自贡长城硬面材料有限公司以团聚-烧结法生产,其粒径范围为22~45 μm。超音速火焰喷涂采用美国Tafa JP-5000 超音速火焰喷枪系统,该系统采用液体航空煤油作燃料,燃烧室的压力为1.7 MPa。基于获得较低的喷涂温度和较高的喷涂速率以减少粉末脱碳来确定喷涂工艺参数,具体工艺参数如表1所示。在喷涂过程中采用有效的遮挡和水冷,使基体的温度控制在100 ℃以下。
表1 HVOF喷涂工艺参数
Table 1 Processing parameters of HVOF spraying

电镀硬铬试样采用常规硬铬电镀工艺制备,工艺参数如表2所示。基体为1Cr18Ni9Ti不锈钢,表面经过电解除油、活化、去离子水清洗后快速电镀,硬铬添加剂(CR-225)购于广东超邦化工有限公司,镀层厚度约为70 μm。
表2 电镀硬铬工艺参数
Table 2 Processing parameters of durionising

1.2 性能检测
采用Rigaku D/max 2500型X线衍射仪分析喷涂前后粉末和涂层的物相变化;采用日本株式会社SM-6360LV电子扫描显微镜(SEM)进行涂层的表面及截面形貌观察;采用灰度法在leicaq500mc型图像分析仪上按国标GB 3365―82标准随机选取≥5个视场测定孔隙率,以平均值作为涂层的孔隙率。
选用不锈钢(1Cr18Ni9Ti)、电镀硬铬、WC10Co4Cr涂层进行电化学极化和中性盐雾腐蚀试验。将制得的涂镀层样品用金刚石砂带打磨抛光至表面粗糙度Ra≤0.2,清洗烘干后用树脂封好,留出腐蚀面积为1 cm2。采用CHI760C电化学工作站测定Tafel极化曲线,该工作站采用三电极体系,铂电极为辅助电极,饱和甘汞电极(SCE)为参比电极,试样为工作电极。全部电化学测试均在(25±0.5) ℃的3.5%NaCl溶液中进行,测试前都先在模拟体液(SBF溶液)中测定其开路电位直至达到一个相对稳定的值Eocp。动电位扫描速度为1 mV/s,扫描电位Eocp范围为-1 000~200 mV。采用YWX/Q-150型盐雾试验机进行抗中性盐雾腐蚀实验,实验温度为(35±1) ℃,盐雾喷液为质量分数5%的NaCl水溶液,pH为6.5~7.5,测试周期为144 h。
2 结果与讨论
2.1 粉末表征
WC-10Co4Cr粉末的松装密度测定值为5.09 g/cm3,流动性为13.3 s/(50 g),流动性好适合超音速火焰喷涂。采用激光粒度仪测量得到粒度分布为22~65 μm,粒度分布窄,对超音速火焰喷涂WC基热喷涂粉末而言,粉末粒度分布越窄,送粉将会更均匀,同时提高喷涂效率,粉末熔化扁平铺展效果会更好,易获得低氧化杂质、结构致密的涂层。粉末形貌如图1所示,由图1(a)可见:粉末球形度高,且表面粗糙多孔,多孔结构更利于粉末在焰流中的热吸收和传递从而减少图层中的未熔颗粒数量提高涂层质量,这种粉末特别适用于以航空煤油为液体燃料的焰流温度相对较低的喷枪。由图1(b)可见:粉末结构致密,WC晶粒形状不规则,平均颗粒尺寸约为1 μm。

图1 WC-10Co4Cr粉末的SEM表面形貌
Fig. 1 SEM surface morphologies of WC-10Co4Cr powder
2.2 涂层微观结构
对喷涂前后的WC-10Co4Cr粉末和涂层进行X线分析得到如图2所示的衍射谱。由图2可见:与粉末的X线衍射谱相比,涂层中没有Co相的衍射峰,同时发现涂层衍射谱中出现了CoCr相的衍射峰,表明喷涂过程中Co和Cr形成了固溶体。在涂层衍射谱中还发现了少量的W2C衍射峰,但没有发现脆性η相(Co3W3C、Co6W6C)和W相,说明在喷涂过程中WC相只发生了轻微的脱碳,采用K值法[16]计算出W2C为WC相含量的9%。这是由于采用液体燃料,火焰温度较低,加上喷涂速度高,使得喷涂过程脱碳较少。
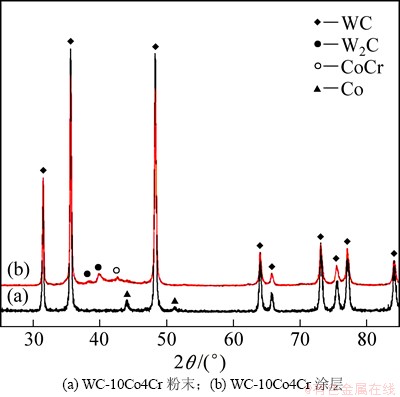
图2 WC-10Co4Cr粉末和涂层的物相对比
Fig. 2 Phase comparison of WC-10Co4Cr powder and coating
涂层的表面形貌和截面形貌如图3所示。从图3(a)可以看出:粉末颗粒在撞击基体后,绝大部分已充分摊平,呈菜花型或薄饼状,表明颗粒在喷涂过程中能在焰流中充分熔融、变形,具有良好的填充孔隙的能力且颗粒之间相互咬合作用强,使得涂层致密,且层与层间结合能力增强。从图3(b)可以看出:涂层非常致密,孔隙细小、分散均匀,使用图像分析软件测得涂层的截面孔隙率为0.8%,说明粉末颗粒在碰撞基体时动能充足,熔化较为充分,对基体的撞击能力和平铺能力强,因此易获得充分的变形和铺展,使得涂层十分致密,这源于喷涂粉末良好的球形结构和合理的喷涂工艺参数。
2.3 电化学极化曲线
图4所示为涂层在NaCl溶液中的电化学极化曲线。一般对于电化学极化曲线而言,腐蚀电位越正,腐蚀电流密度越小,则材料的腐蚀速率越小,抗腐蚀能力越强。由Tafel曲线斜率交点所对应的电流密度即可以计算出被测试样的电化学腐蚀速率。表3所示是根据Tafel极化曲线计算的自腐蚀电位、自腐蚀电流密度和腐蚀速率。
由表3可以看出:试样的抗电化学腐蚀能力由大到小顺序为WC-10Co4Cr涂层,电镀硬铬,不锈钢。

图3 WC-10Co4Cr涂层的形貌
Fig. 3 Micrographs of WC-10Co4Cr coating

图4 试样的电化学极化曲线
Fig. 4 Electrochemical polarization curves of samples
表3 试样在NaCl溶液中的电化学腐蚀数据
Table 3 Electrochemical corrosion data of samples in NaCl solution

WC-10Co4Cr涂层腐蚀电位为-0.265 V,电镀硬铬的腐蚀电位为-0.284 V,与WC-10Co4Cr涂层腐蚀电位较为接近,但其腐蚀速率明显高出很多,为WC-10Co4Cr涂层的5倍。WC-10Co4Cr涂层良好的抗腐蚀能力是由于超音速火焰喷涂制备的WC-10Co4Cr涂层结构致密(孔隙率0.8%),腐蚀介质难以渗透;另外,WC-10Co4Cr涂层腐蚀一般发生在粘结相材料中,由于添加Cr后形成均匀分布的CoCr合金,Cr以表面氧化物的形式形成钝化膜,能更有效抑制粘结相金属在腐蚀介质中的溶解而保护试样不被进一步腐蚀。而传统的电镀硬铬由于其典型的微裂纹结构,腐蚀介质比致密的超音速火焰喷涂WC-10Co4Cr涂层要容易渗透,因此抗腐蚀能力不及超音速火焰喷涂制备的WC-10Co4Cr涂层。
2.4 盐雾腐蚀
腐蚀后的样品耐中性盐雾腐蚀性能结果如表4所示。由表4可见:不锈钢在4 h后就出现许多的大块红锈,样品表面全部被锈斑盖满;电镀硬铬在腐蚀96 h后表面白蒙蒙一片,已无金属光泽、颜色暗淡;而WC-10Co4Cr涂层在中性盐雾腐蚀144 h后涂层表面仍带有明显的涂层抛光后的金属光泽,表面无任何斑点和锈迹以及白雾的出现。
表4 试样的耐中性盐雾腐蚀性能
Table 4 Resistance to neutral salt spray corrosion of samples

从其腐蚀后的样品表面形貌图(图5)也可看出:基体不锈钢在4 h后的腐蚀就已经很严重,表面已生成大块的腐蚀物质,电镀硬铬在96 h后表面略微出现腐蚀斑点,而WC-10Co4Cr涂层则无任何腐蚀产物出现。这样的结果与电化学极化曲线测试结果相符合。由于中性盐雾腐蚀试验在一定程度上反应涂层孔隙率对涂层性能的影响。孔隙的存在为腐蚀介质Cl-的扩散提供了更好的通道。Cl-通过通道聚集在孔隙附件,造成局部的点腐蚀。另外,孔隙的存在造成涂层表面微观结构上的不均匀,引起涂层各点的微观腐蚀电位不同,易形成微观腐蚀电池,加快涂层的腐蚀。而采用超音速火焰喷涂制备的WC-10Co4Cr涂层孔隙率极低(0.8%)。由图3可见:其孔隙非常细小,各孔隙之间没有联通,使得Cl-的扩散更困难;孔隙分布均匀,涂层微观结构均匀不易产生腐蚀电位差,因此表现出良好的抗盐雾腐蚀性能。

图5 样品腐蚀后表面形貌
Fig. 5 Surface micrographs of samples after corrosion
3 结论
1) 不锈钢和涂层处理的不锈钢抗腐蚀性能由大到小顺序为WC-10Co4Cr,电镀硬铬,不锈钢。
2) HVOF WC-10Co4Cr涂层在3.5%NaCl溶液中的腐蚀速率是电镀硬铬的1/5倍,可归结于Cr的添加以形成钴铬合金,能更有效地抑制黏结相金属在腐蚀介质中的溶解而保护试样不被进一步腐蚀。
3) HVOF WC-10Co4Cr涂层孔隙率极低(其孔隙率为0.8%),各孔隙之间没有联通,使得Cl-的扩散更困难;孔隙分布均匀,涂层微观结构均匀不易产生腐蚀电位差,因此表现出良好的抗盐雾腐蚀性能。
参考文献:
[1] Wank A, Wielage B, Pokhmurska H, et al. Development and trends in HVOF spraying technology[J]. Surface and Coatings Technology, 2006, 201(5): 2032-2037.
[2] Bolelli G, Cannillo V, Lusvarghi L, et al. Mechanical and tribological properties of electrolytic hard chrome and HVOF-sprayed coatings[J]. Surface and Coatings Technology, 2006, 200(9): 2995-3009.
[3] Espallargas N, Berget J, Guilemany J M, et al. Cr3C2-NiCr and WC-Ni thermal spray coatings as alternatives to hard chromium for erosion-corrosion resistance[J]. Surface and Coatings Technology, 2008, 202: 1405-1417.
[4] Wang Q, Chen Z H, Ding Z X. Performance of abrasive wear of WC-12Co coatings sprayed by HVOF[J]. Tribology International, 2009, 42: 1046-1051.
[5] Thakare M R, Wharton J A, Wood R J K, et al. Exposure effects of strong alkaline conditions on the microscale abrasion-corrosion of D-gun sprayed WC-10Co-4Cr Coating[J]. Tribology International, 2008, 41: 629-639.
[6] Sidhu T S, Prakash S, Agrawal R D. Studies on the properties of high-velocity oxy-fuel thermal spray coatings for higher temperature applications[J]. Materials Science, 2005, 41(6): 805-823.
[7] Hearley J A, Little J A, Sturgeon A J. The effect of spray parameters on the properties of high velocity oxy-fuel NiAl intermetallic coating[J]. Surface and Coating Technology, 2000, 123(2/3): 210-218.
[8] Saha G C, Khan T I, Zhang G A. Erosion-corrosion resistance of microcrystalline and near-nanocrystalline WC-17Co high velocity oxy-fuel thermal spray coatings[J]. Corrosion Science, 2011, 53: 2106-2114.
[9] 邓春明, 周克崧, 刘敏, 等. 超音速火焰喷涂及封孔处理对低合金钢抗中性盐雾腐蚀性能的影响[J]. 材料保护, 2006, 39(10): 33-35.
DENG Chunming, ZHOU Kesong, LIU Min, et al. The antineutrophil salt corrosion properties of HVOF spraying and hole sealing treatment on low alloy steel[J]. Material Protection, 2006, 39(10): 33-35.
[10] Savarimuthu A C, Taber H F, Megat I, et al. Sliding wear behavior of tungsten carbide thermal spray coatings for replacement of chromium electroplate in aircraft applications[J]. Journal of Thermal Spray Technology, 2001, 10(3): 502-510.
[11] Cho J E, Hwang S Y, Kim K Y. Corrosion behavior of thermal sprayed WC cermet coatings having various metallic binders in strong acidic environment[J]. Surface and Coating Technology, 2006, 200(8): 2653-2662.
[12] DING Zhangxiong, CHEN Wei, WANG Qun. Resistance of cavitation erosion of multimodal WC-12Co coatings sprayed by HVOF[J]. Transaction of Nonferrous Metals Society of China, 2011, 21(10): 2231-2236.
[13] Monticelli C, Frignani A, Zucchi F. Investigation on the corrosion process of carbon steel coated by HVAF WC/Co cermets in neutral mlution[J]. Corrosion Science, 2004, 46(5): 1225-1237.
[14] 邓春明, 周克崧, 刘敏, 等. Cr对超音速火焰喷涂WC-Co涂层抗中性盐雾腐蚀性能的影响[J]. 材料开发与应用, 2007, 22(3): 33-36.
DENG Chunming, ZHOU Kesong, LIU Min, et al. The effect of Cr to salt corrosion resistance of HVOF-sprayed coatings[J]. Material Development and Application, 2007, 22(3): 33-36.
[15] Zhang D, Harris S J, Mccartney D G. Microstructure formation and corrosion behavior in HVOF-sprayed Inconel 625 coating[J]. Material Science and Engineering A, 2003, 344(1/2):45-56.
[16] 贾永昌. HVOF的技术要素及其分析[C]//第八届国际热喷涂研讨会暨第九届全国热喷涂年会论文集. 丽江, 2005: 25-28.
JIA Yongchang. Factors and analysis of HVOF technology[C]// The 8th International Conference of Thermal Spraying and the 9th National Thermal Spraying Conference Proceedings. Lijiang, 2005: 25-80.
(编辑 杨幼平)
收稿日期:2013-10-05;修回日期:2013-12-24
基金项目(Foundation item):莱芜市粉末冶金先进制造重点实验室开放基金资助项目(201201);湖南省自然科学基金重点资助项目(10JJ2037)(Project (201201) supported by Open Foundation Project of Laiwu Key Laboratory on Advanced Manufacturing Technology of Powder Metallurgy; Project (10JJ2037) supported by Key Project of Natural Science Foundation of Hunan Province of China)
通信作者:李松林(1963-),男,湖南耒阳人,博士,教授,从事粉末冶金涂层方面研究;电话:0731-88830614;E-mail:lisl@csu.edu.cn

