
Selective removal technology using chemical etching and excimer assistance in precision recycle of color filter
Pai-shan PA
Digital Content Design, Graduate School of Toy and Game Design, National Taipei University of Education,
Taipei City 10671, China
Received 21 April 2010; accepted 10 September 2010
Abstract: Color filters are produced using semiconductor production techniques although problems with low yield remain to be addressed. This study presents a new means of selective removal using excimer irradiation, chemical etching, or electrochemical machining on the fifth generation TFT LCDs. The selective removal of microstructure layers from the color filter surface of an optoelectronic flat panel display, as well as complete removal of the ITO thin-films, RGB layer, or resin black matrix (BM) layer from the substrate is possible. Individual defective film layers can be removed, or all films down to the Cr layer or bare glass can be completely eliminated. Experimental results demonstrate that defective ITO thin-films, RGB layers, or the resin BM layer can now be recycled with a great precision. When the ITO or RGB layer proves difficult to remove, excimer light can be used to help with removal. During this recycling process, the use of 225 nm excimer irradiation before chemical etching, or electrochemical machining, makes removal of stubborn film residues easy, effectively improving the quality of recycled color filters and reducing fabrication cost.
Key words: chemical etching; excimer light; selective removal technology; display color filter
1 Introduction
Color filters are critical components of flat panel liquid crystal displays (LCD) because each thin film transistor (TFT) array is matched to a color filter with the same size. This means that the quality of the color filter has a decisive effect on the LCD’s color reproduction[1]. The largest segment of the LCD market, by both volume and value, remains to be the personal computer (PC) monitor market, which is still growing. Notably, the use of LCD panels in notebook computers has also increased as the market has continued to grow. Panels for mobile phone displays are another products with excellent growth prospects[2]. The method for creating the color filter begins by depositing chromium oxide on the glass substrate, forming a chromium metal-based black matrix (BM) photomask layer. The openings in the matrix are then overlaid with the three primary colors of red (R), green (G) and blue (B) layers. An overcoat of indium tin oxide (ITO) creates a transparent electrode[3].
Flat panel LCD displays are now without doubt the way of the future and their rapid development in recent years has made them one of the most important fields in high technology today. In this, TFT-LCD plays an extremely critical role, with color filters determining the display of colors[4-5].
The primary cause of a decrease in yield rate for LCD production is “dust”. When dust particles are attached to the LCD substrate they impair its function, causing breaks in the circuit, short-circuits or poor performance. Defects from particles in the color filter production process include: black and white spots or missing color as well as defects caused by an insufficiently even glass substrate. The above problems do not include those caused by scratches or flaws in the glass substrate itself [6-7].
The future of display technology will be in flat panel monitors and in this field TFT-LCD will play an important role. The purpose of a display monitor is to recreate the real world in front of our eyes so that we can enjoy a visual experience with the best possible quality and the most accurate representation of information. Displays must have color in order to achieve this ideal, and it is color filters that give TFT-LCD flat panel monitors their ability to display colors [3, 8].
Electrochemical machining (ECM) was discovered by FARADAY in the eighteenth century. He made use of the elastic and chemical energy to remove material[9]. SHEN[10] used NaNO3 as the electrolyte for the electropolishing of die surfaces. The result showed that the surface roughness of workpieces decreases with increased current density, flow rate and concentration of electrolyte. In ECM, good surface quality of the workpiece was obtained through careful arrangement of experimental conditions[11]. Various types of electrode were also developed for electropolishing[12-13].
The color filter is the main component of the TFT panel, and 60% of its costs are material related, with the glass substrate having the largest share. As the substrates from the 15th generation onwards are over a meter long and less than 0.7 mm thick, both the technical difficulty of production and the risk of breakage during transportation have increased greatly. For panel makers, it is particularly important to achieve aggressive control of costs while maintaining stable output[14-15].
We offer a method for the recovery and reuse of defective color filters that was developed during the production of color displays. Through the treatment proposed in this study, it is possible to efficiently strip away the ITO layer, the color resist layer, and the o/c layer, leaving a color filter glass substrate that still retains its resin photomask or chromium photomask layer. This can then be recovered and fed back into the color filter production line for color resist to be reapplied. This results in significant savings in the mass production of color filters[16-18].
2 Experiments and specifications
2.1 Experimental setup and parameters
The experimental setup of the precision recycling system for TFT LCD color filters is schematically illustrated in Fig.1 which contains the excimer irradiation, chemical etching and electrochemical machining areas. The configuration of the electrochemical machining and the panel structure is shown in Fig.2. The material consists of a 15th-generation LCD panel in dimensions of 1 300 mm×1 100 mm×0.7 mm. The amounts of reduction after the recycling process was 0.14 ?m for the ITO layer, 1.5 ?m for the RGB layers, and 0.15 ?m for the BM layer. The chemicals used in the etching processes were H2SO4, NaOH, FeCl3 and KOH. The concentration of the solution was 40%. The machining temperatures used were 55, 60, 65 and 70 °C. The flow rate of the solutions was 10 L/min. The electrochemical machining electro- lyte was 20% NaNO3. The flow rate of the electrolyte was 15 L/min. The current used was 100 A continuous DC. The machining temperatures used were 55, 60, 65 and 70 °C. There were four combinations of the port radius of the positive electrode and diameter of the negative electrode (20 mm, 44 mm), (10 mm, 46 mm), (15 mm, 48 mm) and (5 mm, 50 mm) used. The irradiation system used was 225 nm excimer lamps at a distance of 1-5 mm. The ITO layer was measured at two or more locations using the α-step. The produced angle of water contact was measured by FTA125 (First 10 ?).
2.2 Technical specifications
1) The ITO, RGB, Cr and resin BM layers of the color filter substrates are completely or selectively removed. To cut down production costs, individual layers of defective film can be removed, or all layers down to the Cr, or even the bare glass can be taken away.
2) Cost reduction is the ultimate goal for establishing recovery systems based on the need to recover defective products. The total recovery of the entire system, which prevents pollution, is just as important as the function of repairing defective products.
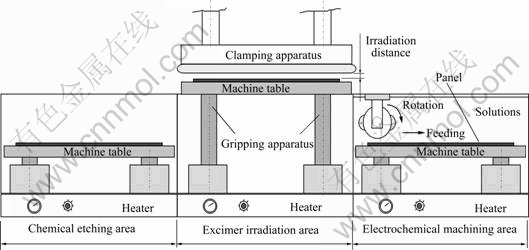
Fig.1 Experimental setup (removal process by chemical etching and irradiation by excimer light)

Fig.2 Configuration of electrochemical machining tool and panel structure: (a) Configuration of tool electrodes; (b) Panel structure
3) Products or technologies are derived from the implementation of glass recovery systems.
4) The color filter recovery process (the use of this technology, to remove defective color filter layers so the panel can are fed back into the production line) requires that the defective products be free of film residues before being put back into production.
5) This process is to be extended to all the in-house CF fabs and adopted into their total recovery systems. The engineering specifications require defective film layers to be selectively etched away, so that no film residues are present after the recovery and the panels can be put back into production.
3 Results and discussion
3.1 Process of selective removal of ITO
Fig.3 shows the results of a comparison of different combinations of the geometry of the positive and negative electrodes of the electrochemical machining tool under fixed processing conditions (20% NaNO3 (mass fraction), 45 ?C, 30 L/min, continuous DC 120 A). A combination of small port radius of the positive electrode and large diameter of the negative electrode (0.5 mm, 50 mm) reduces the time needed to remove the same amount of ITO-film. In the current experiment it was found that more electrochemical power enhanced etching for the selective removal of ITO.
Fig.4 illustrates that if 225 nm excimer irradiation is used before the ITO layer removal process, a higher electrochemical machining rate is possible. Excimer irradiation clearly promotes the efficiency of ITO as does a higher temperature of the NaNO3 electrolyte which enhances etching performance with a further increase in the removal rate of ITO film.

Fig.3 Comparison of ITO removal processing time using different combinations of positive electrode and negative electrode diameter (20% NaNO3, 15 L/min, continuous DC 100 A)
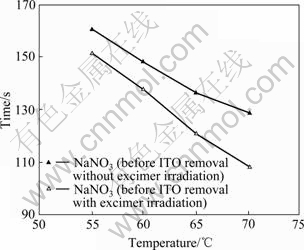
Fig.4 Comparison of processing time (20% NaNO3, 15 L/min, continuous DC 100 A, excimer light 225 nm)
3.2 Process of selective removal of ITO and RGB (including resin BM)
Fig.5 illustrates the processing conditions at different temperatures and under fixed concentrations. The experimental results show that FeCl3 is capable of the selective removal of these layers. With the temperature reaching to 75 ?C, it will take 315 s to totally remove the defective ITO layer on a color filter while the underlying RGB and resin BM layers remain intact. Fig.3 and Fig.5 show that either NaNO3 or FeCl3 can be used to selectively remove defective ITO, but the removal rate of ITO using FeCl3 is lower than that using NaNO3. The average removal speed of ITO by electrochemical machining using NaNO3 is around three times that of chemical etching by FeCl3.
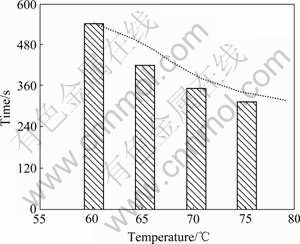
Fig.5 Comparison of ITO removal at different temperatures (FeCl3, 40%)
Fig.6 shows the removal amounts of ITO and RGB with different processing time, using H2SO4 and NaOH with fixed concentration and temperature. The results show that the amount for ITO and RGB removed by H2SO4 is three times that for NaOH. Either H2SO4 or NaOH can remove defective ITO and RGB (including resin BM) layers. The Cr BM will be preserved when H2SO4 or NaOH is used in the recycling process. This implies that these two chemicals can be used for selective removal processes when the BM material uses Cr. Only removal of both defective RGB and resin BMG is possible and the defective color filters are recovered as bare glass for reworking. Therefore, if we consider only the processing rate and cost, H2SO4 is a better choice than NaOH. However, H2SO4 in high concentrations is very corrosive to production equipment and the less corrosive ferric chloride is the processing solution of preference.
Fig.7 shows that when 225 nm excimer irradiation is used before the removal process of the RGB layer in chemical etching (using H2SO4 and NaOH at different temperatures), higher machining rates are more easily attainable. The higher temperatures of the H2SO4 or NaOH solutions also correspond with a faster chemical stripping away of the RGB. The time required under similar processing conditions is less after excimer irradiation.
As illustrated in Fig.8, better processing is achieved with an apparent reduction in water contact angles after the bare glass has gone through the recovery process by either acidic or alkaline solutions and been irradiated with excimer light. The ultraviolet light breaks the stubborn bonds in the organic films, facilitating the subsequent recovery process. With fixed time, a smaller irradiation distance corresponds to a smaller water contact angle, which leads to enhanced processing.

Fig.6 Comparison of ITO and RGB removal using different processing time (40% H2SO4, 70 °C; 40% NaOH, 70 °C )
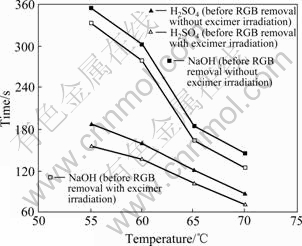
Fig.7 Comparison of processing times (40% H2SO4, 40% NaOH, 225 nm excimer light)

Fig.8 Comparison of contact angle using different excimer irradiation distances (40% NaOH, 70 °C, 225 nm UV light, 30 s)
4 Conclusions
1) This study offers a method of recovery for reuse of defective color filters applicable during the production of color displays. It is possible to efficiently strip away the ITO layer, RGB layers, and resin BM layer by using excimer irradiation to assist the chemical etching or electrochemical machining process.
2) When the ITO or RGB layer proves difficult to remove, 225 nm excimer irradiation before chemical etching or electrochemical machining can be used to assist in the removal of stubborn film residues.
3) This effectively improves the quality of recycled color filters. The experimental results show that NaNO3 is only effective in the removal of defective ITO film. Either FeCl3 or NaOH can be used to remove defective ITO and RGB (including resin BM) films. However, NaOH cannot be used for the selective removal process. The processing time using FeCl3 is much shorter than that using NaOH under the same machining concentrations. The Cr BM layer can be removed by a KOH solution.
4) The treatments proposed allow the recovered panels to return to the production line for the color resists to be reapplied and this results in significant savings during mass production.
Acknowledgements
The current study is supported by the BEN TEN CO., and National Science Council contracts 98-2221- E-152-001 and 99-2221-E-152-001.
References
[1] LAI C C, TSAI C C. Neural calibration and Kalman filter position estimation for touch panels [C]// Proceedings of the 2004 IEEE International Conference on Control Applications. 2004: 1491-1496.
[2] TAKABATAKE M, OHWADA J, ONO Y A, ONO K, MIMURA A, KONISHI N. CMOS circuits for peripheral circuit integrated poly-Si TFT LCD fabricated low temperature below 600 °C [J]. IEEE Transactions on Electron Devices, 1991, 38(6): 1303-1309.
[3] LEE P M, CHEN H Y. Adjustable gamma correction circuit for TFT-LCD [C]// IEEE Conference Proceeding. 2005: 780-783.
[4] SHIMA T, ITAKURA T, MINAMIZAKI H, MARUYAMA T. TFT-LCD panel driver IC using dynamic function shuffling technique [C]// Proc Int ISSCC’ 97. London: Chapman Hall, 1997: 192-193,
[5] AVENEL E, BARLET C, FORECLOSURE V, CHOICE T. Entry on the intermediate market [J]. Journal of Economics and Management Strategy, 2000, 9(3): 211-230.
[6] BIAI I, QUINTEDA M, MENDES L, et al. Performances exhibited by large area ITO layers produced by R. F. magnetron sputtering [J]. Intl J Thin Solid Films, 1999, 337: 171-175.
[7] KIM H C, KWON B H, CHOI M R. An image interpolator with image improvement for LCD controller [J]. IEEE Transactions on Electronics, 2001, 47: 2-8.
[8] GUH H S. Fundamentals and applications of optoelectronic liquid crystal display technology [M]. Taiwan: New Wun Ching Developmental Publishing Co., Ltd., 2004.
[9] McGEOUGH J A. Principles of electrochemical machining [M]. London: Chapman Hall, 1974: 1-10.
[10] SHEN W M. The study of polishing of electric discharge-machined mold with ECM [D]. Taiwan: National Yunlin Institute of Techndogy, 1995.
[11] KIM B H, RYU S H, CHOI D K, CHU C N. Micro electrochemical milling [J]. Journal of Micromechanics and Microengineering, 2005, 15: 124-129.
[12] HOCHENG H, PA P S. Electropolishing of cylindrical workpiece of tool materials using disc-form electrodes [J]. Journal Materials Processing Technology, 2003, 142: 203-212.
[13] PA P S. Effective form design of electrode in electrochemical smoothing of end turning surface [J]. Journal of Materials Processing Technology, 2008, 195(1-3): 44-52.
[14] DAEIL K, STEVEN K. Effect of secondary ion beam energy and oxygen partial pressure on the structural, morphological and optical properties of ITO films prepared by DMIBD technique [J]. Intl J Surface and Coatings Technology, 2002, 154: 204-208.
[15] SHIN J T. Applying strategic cost management for the integration of industrial value chains―the industry of key components of TFT LCD [M]. Taiwan: New Wun Ching Developmental Publishing Co., Ltd., 2004.
[16] LIU W B. Glass substrate recovery process for color filters (Cr as B/M), ROC Invention: 183684 [P]. 2003.
[17] LIU W B. Glass substrate recovery process for color filters (Resin as B/M), ROC Invention: 183685 [P]. 2003.
[18] WILKINSON S, DUFFY N. Waste electrical and electronic equipment (WEEE), collection trials in Ireland [R]. 2003.
(Edited by YANG Hua)
Corresponding author: Pai-shan PA; E-mail: myhow@seed.net.tw

