Trans. Nonferrous Met. Soc. China 20(2010) s758-s762

Effect of semi-solid processing on microstructure and mechanical properties of 5052 aluminum alloy
Lü Shu-lin(吕书林), WU Shu-sen (吴树森), ZHU Ze-ming(朱泽明), AN Ping(安 萍),
MAO You-wu(毛有武)
State Key Lab of Materials Processing and Die & Mould Technology,
Huazhong University of Science and Technology, Wuhan 430074, China
Received 13 May 2010; accepted 25 June 2010
Abstract: The microstructure and mechanical properties of rheocasted 5052 aluminum alloy were investigated. The semi-solid slurry of this alloy was prepared by ultrasonic vibration (USV) process and then shaped by gravity casting (GC) and high press diecasting (HPDC). The experimental results indicate that fine and globular primary α(Al) particles are distributed uniformly in the rheocasting samples. The tensile strength and elongation of the rheo-GC sample are 191 MPa and 7.5%, respectively. Compared with the conventional GC samples, they increase by 22.4% and 82.9% respectively. The tensile strength and elongation of the rheo-HPDC samples reach 225 MPa and 8.6%, respectively, and they are 14.8% and 75.5% higher than those of the conventional HPDC samples, respectively. It is also found that the ductile fracture mode prevails in the rheocasting samples.
Key words: ultrasonic vibration; rheocasting; 5052 aluminum alloy; mechanical properties; fracture surface
1 Introduction
A lot of researches have been focused on the semi-solid metal (SSM) processing since it was invented in 1970s at Massachusetts Institute of Technology. Components produced by this unique technique have various advantages compared with the conventional liquid casting, such as low porosity, heat treatability and superior mechanical properties[1]. The rheoforming process becomes popular in recent years, because it possesses several advantages over thixoforming process, including increasing mould life, low cost, enhancing casting precision and qualities. Rheocasting involves stirring the melt during solidification to produce a non-dendritic semi-solid slurry, then injecting the slurry directly into a mould or die to give a final product[2]. The ultrasonic vibration (USV) for making semi-solid slurry is a relatively new method in rheocasting process. This novel technology requires less expensive equipment for production and it is easy to be introduced into the melt.
The alloys commonly used for SSM processing are certain cast Al alloys, and some wrought Al alloys of 2000 or 7000 series[3-6]. However, little study has been conducted to process 5000 series Al alloys by SSM processing[7-9]. The 5000 alloys have been found a large variety of applications including architectural, household appliances, marine craft, and automotive structures due to its excellent combination of weldability and corrosion resistance[10]. They are generally classified as a non-heat treatable aluminum alloys, and their strength are not high enough to be used as structural components[11]. Therefore, it is necessary to adopt proper processing to obtain higher mechanical properties for these series alloys.
The purpose of this work is to investigate the effect of USV rheocasting processing on microstructure and mechanical properties of 5052 Al alloy. The microstructure and tensile properties of rheocasting specimens of this alloy are compared with their liquid casting counterparts.
2 Experimental
The installation of USV in Ref.[12] was employed for preparing semi-solid slurry of 5052 alloy in this experiment. In this work, the power of the ultrasonic generator was 1.2 kW, and the vibrating frequency was 20 kHz. The rest-work ratio Rt of vibration was defined as the ratio of interval resting time tr to ultrasonic time tw in an USV cycle, i.e. Rt=tr/tw. tw=1 s and tr=1 s were selected in this work.
The chemical compositions of the 5052 Al alloys were 2.54% Mg, 0.49% Si, 0.33% Cr, 0.22% Fe, 0.19% Zn, 0.11% Cu, and 0.1%Mn (mass fraction, the same in the following). The raw materials were Al-25.8%Si, Al-5%Cr and Al-10%Mn master alloys, commercial purity Al (99.7%), pure Cu (99.99%), pure Mg (99.9%), and pure Fe (99.9%). The liquidus and the solidus temperature of this alloy were about 649 and 607 ?C, respectively.
The alloy was melted in a resistance furnace at 720-750 ℃, and then degassed for 10 min with argon gas through a graphite lance. The melt was cooled to a pouring temperature of 670-680 ?C after degassing. The metal cup was preheated to 550 ?C simultaneously. Subsequently, about 500 g of melt was poured into the metal cup, followed by application of USV. The vibration head was immersed into the melt 15 to 20 mm from the surface. In order to prevent the melt from oxidation, argon gas was introduced as the protective atmosphere during the slurry preparation process. After vibrated for a certain time at the temperature of about 645 ?C, the liquid melt was converted into semi-solid slurry with certain solid fraction. The semisolid slurry was immediately poured in the iron permanent mould or the shot chamber of the HPDC machine, to produce standard tensile test samples with diameter of 8 mm and 6.4 mm, respectively. The moulds were preheated to about 200 ?C in this experiment. For comparison, conventional liquid casting specimens, formed at the temperature of 730 ?C, were also obtained in the same moulds. The tensile tests were performed using a universal materials testing machine at a crosshead speed of 1.25 mm/min.
Specimens for the metallographic examination were cut from the tensile test samples, polished and etched by a solution with 1% HF, 1.5% HCl and 2.5% HNO3. The microstructures and fracture surfaces of the tensile test specimens were examined by an Axiovert 200MAT optical microscope and a Quanta 200 environmental scanning electron microscope (SEM). Micrographs of the samples were analyzed using a quantitative metallographic analysis software[13]. The size of the primary a(Al) crystals was characterized by average particles diameter d and measured by Heyn’s linear intercept method, i.e. d was defined as: d=LT/N, where LT is the overall length of measured lines used in the software for one metallograph and N is the number of particles passed through the measured lines.
3 Results and discussion
3.1 Microstructures
There are two different solidification stages taking place in USV rheocasting processing. Solidification in the process of making semi-solid slurry is referred to as first solidification, while solidification of the remaining liquid inside the mould is referred to as secondary solidification.
Figs.1(a) and (b) show the representative micro- structures of 5052 alloy samples produced by rheo-GC and conventional GC, respectively. It is clear that spherical primary a(Al) particles formed in primary solidification were uniformly distributed throughout the entire cross-section of the rheocasted sample, with average diameter of 143 μm. Primary (Al) particles produced by the secondary solidification were rosette-like or spherical, and some were agglomerated together to form a bigger grain, and the average size of these particles was less than 50 μm. In the conventional casting sample, typical dendritic shape of primary a(Al) particle was observed. Microstructural examination indicates that few fine shrinkage pores could be observed in the sample, and the porosity fraction was about 0.64%.

Fig.1 Microstructures of 5052 Al alloy samples produced under different processing conditions: (a) Rheo-GC; (b) Conventional GC
Microstructures of the rheo-HPDC sample are shown in Figs.2(a) and (b). Unlike microstructure shown in Fig. 1(a), rheo-HPDC sample had a chilled zone with finer α′(Al) particles (with an average diameter of 23 μm) in the edge of the cross-section, and globular α particles (with an average diameter of 79 μm) mainly concentrated in the middle of the cross-section. In the conventional HPDC sample, dendritic morphology was observed, and porosity from entrapped gas could be found. The porosity fraction of the rheo-HPDC and conventional HPDC samples was 0.68% and 1.86%, respectively.
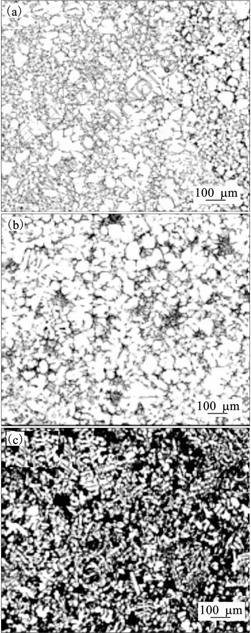
Fig.2 Microstructures of 5052 Al alloy samples produced under different processing conditions: (a) In edge of rheo-HPDC sample; (b) In middle of rheo-HPDC sample; (c) Conventional HPDC
It was obvious that both of the primary α and primary α′ particles in the rheo-HPDC sample were finer than those in rheo-GC sample, and this difference of microstructure was caused mainly by the different cooling rates of the slurry. The solidification rate plays an important role in the refinement of the microstructure and significantly affects the mechanical properties. A higher cooling rate in HPDC leads to the formation of a finer microstructure
In the process of semi-solid slurry making by USV, the formation of the non-dendrite microstructure could be mainly attributed to the ultrasonic cavitaion and acoustic streaming induced by USV. On the one hand, when USV is applied to a melt, a large number of tiny cavitation bubbles form. These bubbles expand and collapse instantaneously. The temperature of the cavitation bubble surface decreases during the expansion stage, and nucleation takes place on the cavitation bubble surface. The nuclei are dispersed throughout the melt by acoustic streaming. On the other hand, under the intensive agitation caused by ultrasonic cavitation and acoustic streaming, both the temperature and composition fields in the melt are extremely uniform. Solute in front of the solidifying interface will be difficult to accumulate, and the dendritic growth of crystals will be counteracted, thus non-dendritic structure is formed[14].
The remaining liquid in the semi-solid slurry will solidify in the die cavity without USV, which has a uniform temperature and composition throughout the liquid because of the intensive agitation beforehand. Nucleation will occur throughout the entire remaining liquid, and each nucleus would survive and contribute to the final microstructure, resulting in very fine primary α′ particles[15].
3.2 Mechanical properties
3.2.1 Tensile strength
Table 1 shows the mechanical properties of 5052 alloy under different processing conditions. Compared with the conventional casting counterpart, rheocasting samples had higher mechanical properties; especially, the tensile elongation was enhanced obviously. The tensile strength and elongation of the rheo-GC sample were 191 MPa and 7.5%, respectively, and compared with the conventional GC one, they were increased by 22.4% and 82.9%, respectively. The tensile strength and elongation of the rheo-HPDC sample were 225 MPa and 8.6%, respectively, and they were 14.8% and 75.5% higher than those of the conventional HPDC one, respectively.
Table 1 Mechanical properties of 5052 alloy under different processing conditions

It has been commonly accepted that the existence of large pores caused by entrapped gas and shrinkage pores reduces the mechanical properties of diecasting samples. The rheocasting sample has better mechanical properties than the conventional casting sample because less shrinkage and associated porosity are expected in the rheocastings as pouring occurs at a temperature below the liquidus. The globular primary solid structure in the mushy semisolid slurry would be more favourable to liquid penetration for feeding[16]. On the other hand, the fine and uniform microstructure throughout the entire sample would effectively reduce stress concentration at the grain boundary under an applied stress. Therefore, the globular shape would improve the tensile strength and ductility of the rheocasting sample.
3.2.2 Fracture surface
Figs.3(a) and (b) show the SEM micrographs of the tensile fracture for the samples produced by rheo-GC and conventional GC, respectively. For both samples, the tensile fracture paths tended to follow the primary a(Al) phase boundaries. But the shearing of primary a(Al) phase is observed in the conventional cast sample. The rheo-GC sample had relatively sharper and longer peaks along the fracture surface. This indicates that the mixed ductile-brittle fracture mode prevailed in the conventional cast sample, and the rheocasting sample had a ductile fracture mode.

Fig.3 SEM micrographs of tensile fracture for samples produced under different processing conditions: (a) Rheo-GC; (b) Conventional GC
Figs.4(a) and (b) show the SEM micrographs of the tensile fracture for the rheo-HPDC and conventional HPDC samples. In both samples, fractures appeared to initiate and propagate through the grain boundaries, and dimple-rupture morphology prevailed throughout the fracture surface. The dimples on the rheocast sample were smaller than those on the conventional casting sample.

Fig.4 SEM micrographs of tensile fracture for samples produced under different processing conditions: (a) Rheo-HPDC; (b) Conventional HPDC
4 Conclusions
1) Non-dendritic microstructure of 5052 alloy can be obtained by USV rheocasting process, and globular primary α(Al) particles are uniformly distributed throughout the entire rheocasting samples. In addition, the diameters of α(Al) particles in rheo-GC and rheo-HPDC are about 140 and 80 μm, respectively.
2) The mechanical properties of the rheocasting samples are considerably higher than the conventional casting ones; especially, the tensile elongation is enhanced obviously.
3) In rheocasting samples, factures initiate and propagate through the grain boundaries and dimple-rupture morphology prevails throughout the tensile fracture surface.
References
[1] MARTINEZ R A, FLEMINGS M C. Evolution of particle morphology in semisolid processing [J]. Metall Mater Trans A, 2005, 36 (8): 2205-2210.
[2] PARK C, KIM S, KWON Y, LEE Y, LEE J. Mechanical and corrosion properties of rheocast and low-pressure cast A356-T6 alloy[J]. Materials Science and Engineering A, 2005, 391: 86-94.
[3] GUO Hong-min, YANG Xiang-jie, ZHANG Meng. Microstructure characteristics and mechanical properties of rheoformed wrought aluminum alloy 2024[J]. Transactions of Nonferrous Metals Society of China, 2008, 18: 555-561.
[4] AZPILGAIN Z, HURTADO I, ORTUBAY R, LANDA I, ATXA J. Semisolid forging of 7000 series aluminum alloys [J]. Solid State Phenomena, 2006, 116/117:758-761.
[5] JANG D I, YOON Y O, KIM S K. Thixoextrusion for 7075 Al wrought alloy tube[J]. Solid State Phenomena, 2008, 141/142/143: 267-270.
[6] WANG Wei-wei, SONG Jian-li, LUO Shou-jing. Preparation of large-diameter semi-solid 7075 aluminum alloy billets[J]. Solid State Phenomena, 2008, 141/142/143: 361-365.
[7] DAI S L, DELPLANQUE J P, LAVERNIA E J. Grain growth in reactive spray depositied 5083 alloys [J]. Scripta Materialia, 1999, 40(2):145-151.
[8] SAKLAKOGLU N, SAKLAKOGLU I E, TANOGLU M, OZTAS O, CUBUKCUOGLU O. Mechanical properties and microstructural evaluation of AA5013 aluminum alloy treated in the semi-solid state by SIMA process[J]. Journal of Materials Processing Technology 2004,148:103-107.
[9] PIAO L, MOTEGI T. Solidified structure of a 5052 aluminum alloy obtained by semisolid casting[J]. Journal of Japan Institute of Light Metals, 2005, 55(2): 86-90.
[10] KAIBYSHEV R, MUSIN F, LESUER D R, NIEH T G. Superplastic behavior of an Al-Mg alloy at elevated temperatures[J]. Materials Science and Engineering A, 2003, 342:169-177.
[11] LIN Shuang-ping, NIE Zuo-ren, HUANG Hui, LI Bo-long. Annealing behavior of a modified 5083 aluminum alloy[J].Materials and Design, 2010, 31:1607-1612.
[12] WU Shu-sen, ZHAO Jun-wen, ZHANG Li-ping, AN Ping, MAO You-wu. Development of non-dendritic microstructure of aluminum alloy in semi-solid state under ultrasonic vibration[J]. Solid State Phenomena, 2008,141/142/143:451-456.
[13] WU Shu-sen, XIE Li-zhi, ZHAO Jun-wen, NAKAE H. Formation of non-dendritic microstructure of semi-solid aluminum alloy under vibration[J]. Scripta Materialia, 2008, 58: 556-559.
[14] WU Shu-sen, WU Xue-ping, XIAO Ze-hui. A model of growth morphology for semi-solid metals [J]. Acta Materialia, 2004, 52: 3519-3524.
[15] YANG Xiang-jie, GUO Hong-min. Microstructure evolution and mechanical properties of rheoformed YL112 aluminiun alloys[J]. Solid State Phenomena, 2008, 141/142/143: 163-168.
[16] BRABAZON D, BROWNE D J, CARR A J. Mechanical stir casting of aluminium alloys from the mushy state: process, microstructure and mechanical properties[J]. Materials Science and Engineering A, 2002, 326: 370-381.
(Edited by YANG You-ping)
Foundation item: Project(2007AA03Z557) supported by the National High-Tech Research and Development Program of China; Project (50775086) supported by the National Natural Science Foundation of China.
Corresponding author: WU Shu-sen; Tel: +86-27-87556262; E-mail: ssw636@hust.edu.cn

