
ARTICLE
J. Cent. South Univ. (2019) 26: 1042-1049
DOI: https://doi.org/10.1007/s11771-019-4069-8

Lubrication performance of rapeseed oil-based nano-lubricants in parallel tubular channel angular pressing process
Mehdi KASAEIAN-NAEINI, Ramin HASHEMI, Ali HOSSEINI
School of Mechanical Engineering, Iran University of Science and Technology, Tehran, Iran
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Abstract: Due to the biological risks of using the conventional lubricants, the vegetable oils have been considered nowadays. Besides, to improve the tribological properties of the vegetable oils in various applications like metal forming processes, nanoparticles have been used as additives. This research evaluated the lubrication performance of the Al2O3 and TiO2 nanoparticles dispersed in rapeseed oil during the parallel tubular channel angular pressing (PTCAP) process. The experimental PTCAP tests have been fulfilled under three lubrication conditions and the comparison between the PTCAP processed tubes has been performed in terms of the maximum forming force, surface roughness, and microhardness. The experimental results indicate that adding the mentioned nanoparticles has caused at least a 50% reduction in the maximum deformation load. Moreover, a remarkable decrement in the surface roughness of the formed tubes has been obtained.
Key words: parallel tubular channel angular pressing; nano lubricant; nano-particle additives; vegetable oil; aluminum alloy
Cite this article as: Mehdi KASAEIAN-NAEINI, Ramin HASHEMI, Ali HOSSEINI. Lubrication performance of rapeseed oil-based nano-lubricants in parallel tubular channel angular pressing process [J]. Journal of Central South University, 2019, 26(5): 1042�C1049. DOI: https://doi.org/10.1007/s11771-019-4069-8.
1 Introduction
It is well-known that there are significant physical and mechanical properties in ultrafine grain (UFG) materials by severe plastic deformation (SPD) techniques such as equal channel angular pressing (ECAP) [1, 2], accumula- tive roll bonding (ARB) [3�C5], high pressure torsion (HPT) [6, 7] and tubular channel angular pressing (TCAP) [8, 9]. In SPD processes, with imposing a considerable strain, high strength nano-grained material is achieved. The nanostructured materials via SPD are developed rapidly due to many advantages of the SPD methods, such as constant cross-section of the specimen before and after the process, producing UFG materials with high-angle grain boundaries, appropriate mechanical and microstructural properties, and good superplastic forming capability at high temperature [10, 11]. In spite of the numerous requirement for the tubes with superior mechanical properties in the industry, the tube SPD processes have been less considered [12]. TAVAKKOLI et al [13] introduced parallel tubular channel angular pressing (PTCAP) in which a metallic tube is hugely deformed and a UFG tube is obtained. The two half cycles of the PTCAP are shown in Figure 1. As can be seen, the tube is pressed into the deformation zone by a first punch in the first half-cycle and the diameter of the tube increases. Then, the second punch pushes back the tube in the second half-cycle [14].
Despite the lower forming force of the PTCAP than similar SPD processes like TCAP, the extreme force is being applied to the tube [15]. This is because of the applied large strains and high friction force due to the large contact surface between die and tube. Hence, the need for appropriate lubrication in the PTCAP process is felt. The proper lubrication condition leads to a significant improvement in surface quality, a reduction in the erosion of the die components, and a decrease in forming force [16].

Figure 1 Schematic of PTCAP process [13]
Several types of research have been performed to evaluate the effects of different lubrication condition on the metal forming and machining processes. LAZZAROTTO et al [17] used the upsetting-sliding test to choose the suitable lubricating oil according to the cold forward extrusion conditions. The performance of boric acid in the different metal forming processes was investigated by RAO et al [18]. They concluded that boric acid has the best performance among other lubricants such as Teflon, grease, graphite in oil, and oleic acid in the sliding condition of workpiece surfaces. KIM et al [19] compared the different stamping lubricants by utilizing the deep drawing and ironing tests and predicted temperature and pressure at the interface of the workpiece and die with the aid of FE simulation. TOMALA et al [20] reported a marked reduction in wear at the elevated temperature by using three types of solid lubricants. The effect of solid lubricants on the performance of machining was investigated by KRISHNA et al [21]. The results showed the favorable effect of solid lubricants on the tool wear and surface roughness in comparison with dry and wet machining. Besides, with the advent of nanotechnology and the need for improving the efficiency in the metal forming processes, the nano-lubricants are generated as a new type of the lubricants [22]. Nanoparticles improve the tribological properties of the various lubricants and reduce the forming load and friction [22]. Due to the explained features, many researchers have been encouraged to investigate more on nano-lubricants in recent years. The effects of liquid paraffin with the SiO2 nanoparticles on wear and friction were examined by PENG et al [23]. They demonstrated that the combination of SiO2 nanoparticles and liquid paraffin has a better load-carrying capacity and more friction reduction than pure liquid paraffin. HERNANDEZ et al [24] compared the potential of CuO, ZnO, and ZrO2 nanoparticles as an antiwear additive in the polyalphaolefin. The results showed that the friction coefficient and wear reduction values are depending on nanoparticle concentration. Due to decreased surface roughness of the workpiece and crater wear on the tool rake face, KHALILPOURAZARI et al [25] used suspension of the Al2O3 nanoparticle and mineral- based oil in the hobbing process. Besides, the use of different nano-lubricants in the rolling process has shown a decrease of the friction coefficient, rolling force and remarkable improvement in surface topography of workpieces [26�C29]. ABE et al [30] added SiO2, ZrO2 and Al2O3 into the oil to decrease surface roughness and to enhance the hardness of the extruded aluminum alloy billets. Their results showed that the extruded billet with large particle diameter and a high percentage of particles has better surface roughness and larger hardness. ZAREH-DESARI et al [31] studied the lubrication performance of oil-based Al2O3 nanofluid in the deep-drawing process and proposed the optimum range of nanoparticles concentration to achieve the lowest average surface roughness.
Due to the hazardous effects of the utilizing traditional lubricants in the different applications, researchers have focused on the potential of bio-based lubricant because of its environmental benefits [32]. SYAHRULLAIL et al [33] utilized palm oil as a vegetable lubricant in the plane strain extrusion process. The results indicated that palm oil could effectively reduce extrusion load and surface roughness value. Besides, the lubrication performance of two difference vegetable oil-based nano-lubricants was compared with two conventional metal forming lubricants in the standard ring compression test by ZAREH- DESARI et al [34]. Their results showed that the nanoparticles could increase the friction reduction of vegetable lubricants. DIABB et al [35] scrutinized the effects of vegetable oil nano- lubricant on single point incremental sheet forming (SPIF) process.
In this research, nano-Al2O3 and nano-TiO2 with many environmental applications have been chosen as an additive to disperse in vegetable oil (rapeseed). The PTCAP process has been selected as an SPD process to study the effects of nanoparticles added in vegetable oil on the deformation load, surface roughness, and hardness of the tubes after a single-pass PTCAP. The experimental results designate that adding the mentioned nanoparticles has caused at least a 50% reduction in the maximum deformation load. Moreover, a remarkable decrement in the surface roughness of the formed tubes has been obtained.
2 Materials and methods
2.1 Lubricants
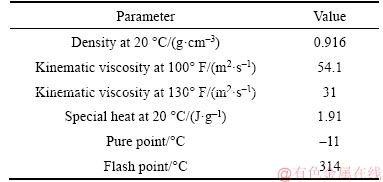
To have excellent lubricating properties in metal forming processes and machining operations, the rapeseed oil has been chosen as base oil [34, 36, 37]. Its physicochemical properties are given in Table 1.
Table 1 Physicochemical properties of rapeseed oil
Nano-alumina is one of utilized nanoparticle. It is used in various engineering applications such as cutting tools industry, polishing material, and metal matrix composite reinforcement. Besides, nano-titania is another employed nanoparticle which has many industrial applications like photovoltaic, fuel cells, and self-cleaning surfaces [38]. Along with mentioned applications, the tribological properties of Al2O3 and TiO2 nanoparticles have been proved by former studies [39]. TiO2 and Al2O3 nanoparticles with a diameter of 50 nm have been added to the rapeseed oil at a concentration of 1 wt%. Figure 2 shows the scanning electron microscope (SEM) images of alumina and titanium dioxide. As observed, nanoparticles have a spherical shape and appropriate to utilize as an additive in lubricants. To produce a homogeneous nanolubricant, an ultrasonic mixer has been used for mixing the rapeseed oil and the additives for 1.5 h (Figure 3). Furthermore, the prepared nano-lubricants have been employed in the PTCAP tests immediately after dispersing nanoparticles into the rapeseed oil to prevent agglomeration and sedimentation [40].
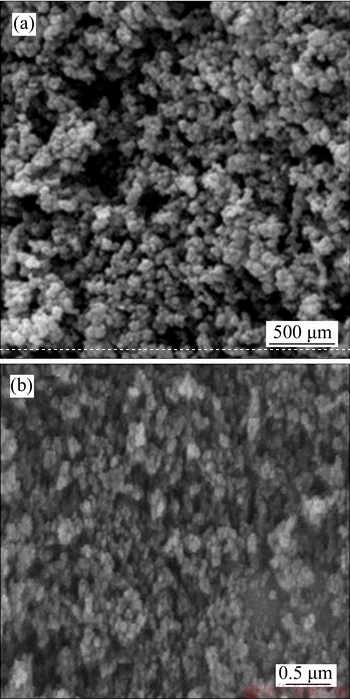
Figure 2 SEM images of Al2O3 (a) and TiO2 (b) nanoparticles

Figure 3 Ultrasonic shaker apparatus
2.2 PTCAP experiments
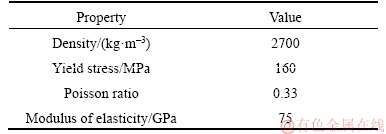
The PTCAP specimens have been made from Al 5083 tube which is usually used in automotive and marine industries. The tubes have been prepared with 15 mm in inner diameter, 2.5 mm in thickness and 30 mm in length. Besides, they have been annealed at 345 ��C for 2 h to get a homogeneous microstructure. The composition and mechanical properties of the Al 5083 tube are given in Tables 2 and 3, respectively.
Table 2 Chemical composition of aluminum 5083 alloy
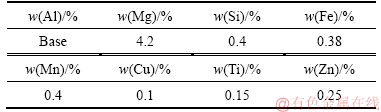
Table 3 Mechanical properties of Al 5083 alloy
The geometrical parameters of PTCAP die demonstrated in Figure 1. The experiments have been performed on a servo-electric testing machine (SANTAM, STM-150) with a capacity of 150 kN. Figure 4 depicts the experimental setup for PTCAP tests. The experiments have been done under three lubrication conditions of rapeseed oil, rapeseed oil with 1 wt% TiO2 and rapeseed oil with 1 wt% Al2O3 nanoparticles. Furthermore, all experiments have been performed for one pass PTCAP and each test has been repeated three times to ensure the correctness of the results. As it mentioned, each pass of PTCAP process has two steps and they are called one half cycle. After PTCAP tests, the roughness of samples has been measured by a Mahr PS1 surface roughness tester. Furthermore, the microhardness tests have been carried out on a KOOPA KM3 microhardness tester with an indentation load of 0.2 kg for a loading time of 10 s. The microhardness measurements have been repeated three times and the mean amounts have been reported.
3 Results and discussion
3.1 Effect of Al2O3 and TiO2 nanoparticles on forming load
The PTCAP tests have been fulfilled with the explained experimental setup to investigate the process performance. Figure 5 depicts the maximum deformation load under different lubricant conditions for one pass PTCAP. As can be seen, the nanolubricants present lower deformation load than PTCAP process with bio-base oil for the first half cycle. It occurs mainly due to the friction reducing capability of the nanoparticles which were dispersed into rapeseed oil. Each of these nanoparticles can operate like nano-ball bearing and decrease the metal to metal contact [34]. Hence, the maximum forming forces for first half-cycle under the nanolubrication condition with Al2O3 and TiO2 nanoparticles are reduced by 50.34% and 56.33%, respectively. The TiO2 nano-lubricat has better friction reducing ability than the Al2O3 nano-lubricant, so it is more effective in decreasing the deformation load [40]. On the other hand, the forming force augmentation in the second half-cycle causes to crush the nanoparticles and nano-lubricants have no significant effect on the maximum deformation load. Besides, the oxidation and changes in chemical properties of the vegetable oils cause their poor performance under high pressure condition [41]. Nevertheless, the forming forces of the rapeseed oils containing nano TiO2 and Al2O3 particles are 3% and 1.6%, respectively, lower than used vegetable oil base lubricant for the second half-cycle.
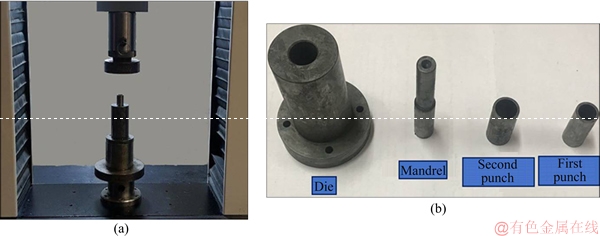
Figure 4 Experimental setup (a) and PTCAP die (b)
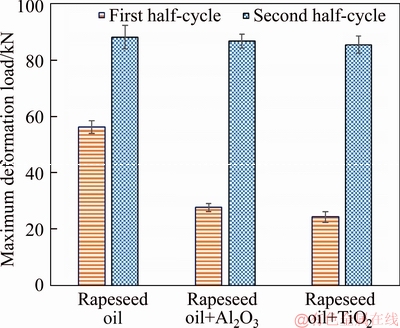
Figure 5 Maximum deformation load for rapeseed oil, Al2O3 and TiO2 nano-lubricants
3.2 Effect of Al2O3 and TiO2 nanoparticles on surface roughness
The average surface roughness of the formed tube under various lubrication conditions is shown in Figure 6. As can be noted, the nano-lubricants have a non-negligible effect on surface roughness and the base oil with no additive condition has a poor level of surface quality. The Ra for the rapeseed oil is 2.48 ��m and its amount is decreased to 0.797 and 0.92 ��m for Al2O3 and TiO2 nano-lubricants, respectively. It is because the nanoparticles prevent the metal-to-metal contact, and also have a rolling performance between surfaces. Furthermore, the forming load of the PTCAP process for the second half-cycle is high. Thus, it can be concluded that the formed tubes surface are polished by the nanoparticles. The best surface roughness is obtained by using the Al2O3 nanolubricating condition. It occurs mainly due to the formation of a protective film through a chemical reaction between the Al2O3 nanoparticles and the tube surface. This film makes a proper contact between tube and PTCAP die so that the surface quality will be better. The generation of a protective film was also reported by many researchers previously [22, 40, 42�C44].

Figure 6 Average surface roughness of PTCAPed tubes under different lubrication conditions
3.3 Effect of Al2O3 and TiO2 nanoparticles on microhardness
The Vickers microhardness of the formed tube along the thickness direction is detailed in Figure 7. As predicted, the hardness of the tubes increases significantly due to the single pass PTCAP process. The hardness before the PTCAP process is 75 Vickers and at least 27% enhanced after the forming. Besides, under the bio-based lubrication condition, the microhardness is expanded at the inner and outer surfaces. This is concluded because of the existence of high strain hardening in the result of the poor lubrication. Nonetheless, the uniform distribution of the hardness is observed by embedded nanoparticles to the rapeseed oil. As seen, the addition of nanoparticles in rapeseed oil is caused to the hardness enhancement. This improvement was also reported on the studies carried out by BAO et al [29], ABE et al [30], and GAO et al [45].

Figure 7 PTCAPed tube hardness along thickness
4 Conclusions
1) Adding nanoparticles like Al2O3 and TiO2 to the rapeseed oil had a considerable effect on the reduction of the maximum deformation load for first half-cycle. It is because of the rolling effect of nanoparticles dispersed in vegetable oil. Furthermore, due to the better anti-friction capability, the TiO2 nano-lubricant showed better performance in reduction of the forming force.
2) Based on the results, the average surface roughness has been also decreased by 63% and 68% for the use of titania and alumina nano-lubricants, respectively, as compared with the rapeseed oil without nanoparticles. As is evident, the Al2O3 nano-lubricant is more efficient in improving the surface quality because of the form of a solid protective film on the surface.
3) According to the results of the microhardness test, due to a single-pass PTCAP test, the hardness of the PTCAPed tubes has grown up at least 27%. Besides, despite at the inner and outer surface of tubes, the hardness has been augmented with the scattering nanoparticles to the vegetable oil.
References
[1] JAHADI R, SEDIGHI M, JAHED H. ECAP effect on the micro-structure and mechanical properties of AM30 magnesium alloy [J]. Mater Sci Eng A, 2014, 593: 178�C184.
[2] WANG Bing-feng, SUN Jie-ying, ZOU Jin-dian, VINCENT S, LI Juan. Mechanical responses, texture and microstructural evolution of high purity aluminum deformed by equal channel angular pressing [J]. Journal of Central South University, 2015, 22(10): 3698�C3704.
[3] MARAMI G, SAMAN S M, ALI M, SADIGH S. Enhanced mechanical properties of pure aluminium: Experimental investigation of effects of different parameters [J]. Journal of Cental South University, 2018, 25: 561�C569.
[4] RAHMATABADI D, HASHEMI R. Experimental evaluation of forming limit diagram and mechanical properties of nano/ ultra-fine grained aluminum strips fabricated by accumulative roll bonding [J]. Int J Mater Res, 2017, 108(12): 1036�C1044.
[5] RAHMATABADI D, TAYYEBI M, HASHEMI R. Fracture toughness investigation of Al1050/Cu/MgAZ31ZB multi- layered composite produced by accumulative roll bonding process [J]. Mater Sci Eng A, 2018, 734: 427�C436.
[6] ZHILYAEV A P, LANGDON T G. Using high-pressure torsion for metal processing: Fundamentals and applications [J]. Prog Mater Sci, 2008, 53: 893�C979.
[7] LEE H, KYUNG S, HO K, AN G, AHN B, KAWASAKI M, LANGDON T G. Evolution in hardness and texture of a ZK60A magnesium alloy processed by high-pressure torsion [J]. Mater Sci Eng A, 2015, 630: 90�C98.
[8] FARAJI G, MASHHADI M M, KIM H S. Deformation behavior in tubular channel angular pressing (TCAP) using triangular and semicircular channels [J]. Mater Trans, 2012, 53(1): 8�C12.
[9] MESBAH M, FARAJI G, BUSHROA A R. Characterization of nanostructured pure aluminum tubes produced by tubular channel angular pressing (TCAP) [J]. Mater Sci Eng A, 2014, 590: 289�C294.
[10] HOSSEINI S H, ABRINIA K, FARAJI G. Applicability of a modified backward extrusion process on commercially pure aluminum [J]. J Mater, 2015, 65: 521�C528.
[11] FARAJI G, KIM H S. Review of principles and methods of severe plastic deformation for producing ultrafine-grained tubes [J]. Mater Sci Technol, 2017, 33(8): 905�C923.
[12] JAVIDIKIA M, HASHEMI R. Analysis and simulation of parallel tubular channel angular pressing of Al 5083 tube [J]. Trans Indian Inst Met, 2017, 70: 2547�C2553.
[13] TAVAKKOLI V, AFRASIAB M, FARAJI G, MASHHADI M M. Severe mechanical anisotropy of high-strength ultra fine grained Cu�CZn tubes processed by parallel tubular channel angular pressing (PTCAP) [J]. Mater Sci Eng A, 2015, 625: 50�C55.
[14] JAVIDIKIA M, HASHEMI R. Mechanical anisotropy in ultra-fine grained aluminium tubes processed by parallel- tubular-channel angular pressing [J]. Mater Sci Technol, 2017, 33(18): 2265�C2273.
[15] FARAJI G, MASHHADI M M, BUSHROA A R, BABAEI A. TEM analysis and determination of dislocation densities in nanostructured copper tube produced via parallel tubular channel angular pressing process [J]. Mater Sci Eng A, 2013, 563: 193�C198.
[16] YANG T S. Investigation of the strain distribution with lubrication during the deep drawing process [J]. Tribiology Int, 2010, 43(5, 6): 1104�C1112.
[17] LAZZAROTTO L, DUBAR L, DUBOIS A, RAVASSARD P. A selection methodology for lubricating oils in cold metal forming processes [J]. Wear, 1998, 215: 1�C9.
[18] RAO K P, XIE C L. A comparative study on the performance of boric acid with several conventional lubricants in metal forming processes [J]. Tribiology Int, 2006, 39: 663�C668.
[19] KIM H, ALTAN T, YAN Q. Evaluation of stamping lubricants in forming advanced high strength steels (AHSS) using deep drawing and ironing tests [J]. J Mater Process Technol, 2009, 209: 4122�C4133.
[20] TOMALA A, HERNANDEZ S, RIPOLL M R, BADISCH E, PRAKASH B. Tribological performance of some solid lubricants for hot forming through laboratory simulative tests [J]. Tribiology Int, 2014, 74: 164�C173.
[21] KRISHNA P V, RAO D N. Performance evaluation of solid lubricants in terms of machining parameters in turning [J]. Int J Mach Tools Manuf, 2008, 48: 1131�C1137.
[22] ALIMIRZALOO V, SHEYDAYIGURCHINQALEH S. Investigation of the effect of CuO and AL2O3 nanolubricants on the surface roughness in the forging process of aluminum alloy [J]. J Eng Tribol, 2017, 231(12): 1595�C1604.
[23] PENG D, CHEN C. Size effects of SiO2 nanoparticles as oil additives on tribology of lubricant [J]. Ind Lubr Tribol, 2010, 62(2): 111�C120.
[24] HERNANDEZ BATTEZ A, GONZALEZ R, VIESCA J L, FERNANDEZ J E, MACHADO A, CHOU R, RIBA J. CuO, ZrO2 and ZnO nanoparticles as antiwear additive in oil lubricants [J]. Wear, 2008, 265: 422�C428.
[25] KHALILPOURAZARY S, MESHKAT S S. Investigation of the effects of alumina nanoparticles on spur gear surface roughness and hob tool wear in hobbing process [J]. Int J Adv Manuf Technol, 2014, 71: 1599�C1610.
[26] ZHU Z, SUN J, NIU T, LIU N. Experimental research on tribological performance of water-based rolling [J]. J Nanoeng Nanosyst, 2014, 229(3): 104�C109.
[27] WANG B, SUN J, WU Y. Lubricating performances of nano organic-molybdenum as additives in water-based liquid during cold rolling [J]. Adv Mater Res, 2011, 337: 550�C555.
[28] XIE H M, JIANG B, HE J J, XIA X S, JIANG Z T, DAI J H, PAN F S. Effect of SiO2 nanoparticles as lubricating oil additives on the cold-rolling of AZ31 magnesium alloy sheet [J]. Mater Res Innov, 2015, 8917: 127�C132.
[29] BAO Y, SUN J, KONG L. Effects of nano-SiO2 as water-based lubricant additive on surface qualities of strips after hot rolling [J]. Tribiology Int, 2017, 114: 257�C263.
[30] ABE Y, YAMASHITA T, ABE Y, YAMASHITA T. Forward extrusion aluminium alloy billet using Engineering of ceramic particles fine ceramic particles costing models for kai capacity in industry trade-off and operational efficiency [J]. Procedia Manuf, 2018, 15: 240�C248.
[31] ZAREH-DESARI B, ABASZADEH-YAKHFORVAZANI M, KHALILPOURAZARY S. The effect of nanoparticle additives on lubrication performance in deep drawing process: Evaluation of forming load, friction coefficient and surface quality [J]. Int J Precis Eng Manuf, 2015, 16(5): 929�C936.
[32] GULZAR M, MASJUKI H H, KALAM M A, VARMAN M, ZULKIFLI N W M, MUFTI R A, ZAHID R, YUNUS R. Dispersion stability and tribological characteristics of TiO2/SiO2 nanocomposite-enriched biobased lubricant [J]. Tribol Trans, 2017, 60(4): 670�C680.
[33] SYAHRULLAIL S, ZUBIL B M, AZWADI C S N, RIDZUAN M J M. International journal of mechanical sciences experimental evaluation of palm oil as lubricant in cold forward extrusion process [J]. Int J Mech Sci, 2011, 53(7): 549�C555.
[34] ZAREH-DESARI B, DAVOODI B. Assessing the lubrication performance of vegetable oil-based nano- lubricants for environmentally conscious metal forming processes [J]. J Clean Prod, 2016, 135: 1198�C1209.
[35] DIABB J, RODR GUEZ C A, MAMIDI N, SANDOVAL J A, TAHA-TIJERINA J. Study of lubrication and wear in single point incremental sheet forming (SPIF) process using vegetable oil nanolubricants [J]. Wear, 2017, 376�C377: 777�C785.
GUEZ C A, MAMIDI N, SANDOVAL J A, TAHA-TIJERINA J. Study of lubrication and wear in single point incremental sheet forming (SPIF) process using vegetable oil nanolubricants [J]. Wear, 2017, 376�C377: 777�C785.
[36] NI J, FENG G, MENG Z, HONG T, CHEN Y, ZHENG X. Reinforced lubrication of vegetable oils with graphene additive in tapping ADC12 aluminum alloy [J]. Int J Adv Manuf Technol, 2017, 94(1�C4): 1031�C1040.
[37] ZHANG Y, LI C, JIA D, ZHANG D, ZHANG X. Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil [J]. J Clean Prod, 2015, 87: 930�C940.
[38] INGOLE S, CHARANPAHARI A, KAKADE A, UMARE S S, BHATT D V, MENGHANI J. Tribological behavior of nano TiO 2 as an additive in base oil [J]. Wear, 2013, 301(1,2): 776�C785.
[39] BAHRAMIAN A, RAEISSI K, HAKIMIZAD A. An investigation of the characteristics of Al2O3/TiO2 PEO nanocomposite coating [J]. Appl Surf Sci, 2015, 351: 13�C26.
[40] ALI M K A, XIANJUN H, MAI L, QINGPING C, FIIFI R, BICHENG C. Improving the tribological characteristics of piston ring assembly in automotive engines using Al2O3 and TiO2 nanomaterials as nano-lubricant additives [J]. Tribiology Int, 2016, 103: 540�C554.
[41] SYAHRULLAIL S, KAMITANI S, SHAKIRIN A. Performance of vegetable oil as lubricant in extreme pressure condition [J]. Procedia Eng, 2013, 68: 172�C177.
[42] AHMADPOUR M, SIAVASHI M, DORANEHGARD M H. Numerical simulation of two-phase flow in fractured porous media using streamline simulation and IMPES methods and comparing results with a commercial software [J]. Journal of Central South University, 2016, 23: 2630�C2637.
[43] LI Zhi-hui, ZHANG Yong-jie, ZHANG Yu-zhu. Effect of content of Al2O3 and MgO on crystallization of blast furnace slag during fiber formation [J]. Journal Central South University, 2018, 25: 2373�C2379.
[44] MAO C, HUANG Y, ZHOU X. The tribological properties of nanofluid used in minimum quantity lubrication grinding [J]. Int J Adv Manuf Technol, 2014, 71: 1221�C1228.
[45] GAO Tie-jun, LV Yang-jie, LIU Qing, WANG Zhong-jin. Effect of aluminum particle on properties of viscous medium during warm viscous pressure bulging [J]. Journal of Central South University, 2018, 25(9): 2085�C2092.
(Edited by YANG Hua)
���ĵ���
��������������ƽ��ͨ��ת�Ǽ�ѹ�����е�������
ժҪ������ʹ�ô�ͳ������������գ�ֲ�����ѳ�Ϊ���ǹ�ע�Ľ��㡣���⣬Ϊ�����ֲ�����ڽ��������յȸ���Ӧ���е�Ħ�����ܣ����������������Ӽ��������о���ƽ��ͨ��ת�Ǽ�ѹ(PTCAP)�����з�ɢ�ڲ������е�Al2O3�� TiO2�������������ܡ��������������½�����PTCAPʵ�飬������������������ֲڶȺ���Ӳ�ȷ����PTCAP�ӹ�ͨ�������˱Ƚϡ�ʵ��������������������������ʹ�����������ٽ���50%�����⣬����ͨ���ı���ֲڶ����Խ��͡�
�ؼ��ʣ�ƽ��ͨ��ת�Ǽ�ѹ���̣������������������Ӽ���ֲ���ͣ����Ͻ�
Received date: 2018-11-16; Accepted date: 2018-12-24
Corresponding author: Ramin HASHEMI, Associate Professor; Tel: +98-21-77240540; E-mail: rhashemi@iust.ac.ir; ORCID: 0000- 0001-8369-0390

