
Microstructure and high temperature mechanical properties of laser rapidly formed Ti-6Al-4V alloy
XUE Lei(薛 蕾), CHEN Jing(陈 静), LIN Xin(林 鑫),
L? Xiao-wei(吕晓卫), WANG Wei(王 维), HUANG Wei-dong(黄卫东)
State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China
Received 28 July 2006; accepted 15 September 2006
Abstract: Several tensile samples were prepared using laser rapid forming (LRF) with Ti-6Al-4V alloy as powder material, and the samples were annealed. The microstructure and high temperature mechanical properties of laser formed Ti-6Al-4V alloy through annealing treatment were investigated. The short-term and long-term tensile tests at 350 ℃ were performed. The results show that the microstructure of LRF samples consists of the large columnar prior β grains which grow epitaxially from the substrate along the deposition direction. There are Widmanst?tten α laths in prior β grains, but α laths in annealed microstructure are coarser, and their aspect ratio is lower than that in as-deposited microstructure. In addition, the prior β grain boundary is also coarsened and broken off through the annealing treatment. The high temperature mechanical properties of the annealed LRF samples exceed those of casting alloy significantly, especially the stress-rupture lifetime reaches 661.7 h even while the test stress increases from initial value of 490 MPa to the final stress of 800 MPa gradually.
Key words: laser rapid forming; Ti-6Al-4V; microstructure; mechanical properties; stress-rupture lifetime
1 Introduction
Titanium alloys have been used in aeronautic, astronautic and automotive fields widely for their excellent properties. With rapid increase in the requirement for titanium components, especially for titanium components with complex structure, it is the main trend to develop advanced net shaping technologies in order to shorten process period and reduce manufacture cost remarkably. As one of these technologies, laser rapid forming (LRF) can be used to accomplish the near net shaping of 3-D metal part without die.
Some of the previous work focused on equipment and process control[1-5]. Moreover the relationship between microstructure and processing parameters (laser power, scanning velocity of laser beam, powder feeding rate, etc) was discussed[6-10]. As a prominent aerospace structural material, Ti-6Al-4V alloy was investigated in many researches[4, 6, 10-12]. The contents involve geometric precision, residual stress, microstructure and mechanical properties of LRF alloy. And it is necessary to achieve deep understanding on the microstructure of laser formed titanium alloys and its effect on the mechanical properties. Especially, there is no systematical work on the high temperature mechanical properties of laser formed Ti-6Al-4V alloy. In this paper, the microstructure and high temperature mechanical properties of laser formed Ti-6Al-4V alloy were investigated and analyzed.
2 Experimental
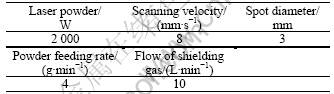
The experiments were carried out on a laser rapid forming system, which consisted of a 5 kW continuous wave CO2 laser, a special laser rapid forming machine and a high precision powder feeding system. The laser rapid forming machine included an atmosphere controllable chamber, a numerical control working table and a set of laser beam path system. LRF process was performed under the inert ambience (argon). Oxygen content was in situ measured and strictly controlled to be under 150×10-6 in order to prevent the molten pool from being contaminated by impurity gas elements, which is especially important for titanium alloys. Table 1 shows the chemical composition of Ti-6Al-4V gas-atomized powder alloy which is used as the cladding materials. The substrates are rolled Ti-6Al-4V sheets with dimension of 130 mm×60 mm×6 mm. The powders are oven dried over 24 h under vacuum with 110 ℃ and the sheets are cleaning by pickling before experiment. LRF processing parameters are listed in Table 2. The bulk samples with size of 80 mm×15 mm×15 mm were prepared by LRF, and then machined to the rod specimens (named as LRF-1―6) for tensile test. The samples were annealed at 800 ℃ for 2 h and air cooled subsequently.
Table 1 Composition of Ti-6Al-4V powder alloy (mass fraction, %)
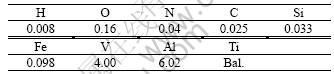
Table 2 Processing parameters of laser formed Ti-6Al-4V alloy
Metallographic etchant is mixture of HF, HNO3 and H2O with the volume ratio of 1?3?6, and optical microscope and scanning electron microscope (SEM) were used to examine the microstructure of laser formed samples. The mechanical properties were tested on the INSTRON11-96 electronic tensile machine.
3 Results and discussion
3.1 Microstructure of LRF Ti-6Al-4V alloy
Fig.1 shows the typical macrostructure of as- deposited and annealed samples of LRF Ti-6Al-4V alloy. Coarse columnar grains dominate the macrostructure of these samples. The width of columnar grain in the two samples varies from 0.1 mm to 1 mm and the height from 0.4 mm to 6 mm. It can be seen obviously that LRF Ti-6Al-4V samples are fabricated by multi-layer multi- pass cladding. There are clear bands between the two neighboring layers produced by re-melting the preceding layer with the current layer being deposited. The height of each layer is uniform, and the columnar grains grow through several layers and span several passes. Compared Fig.1(a) with Fig.1(b), it’s found that the prior β columnar grain boundaries still exist through annealing heat treatment, but the grain boundaries shown in Fig.1(a) are more distinct than those shown in Fig.1(b).
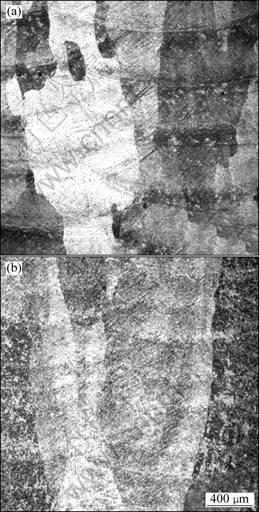
Fig.1 Optical macrostructures of LRF Ti-6Al-4V alloy: (a) As-deposited; (b) Annealed
Figs.2(a)-(c) show the microstructure of as- deposited samples, and Figs.2(d)-(f) show the microstructure of annealed samples. As demonstrated in Figs.2(a) and (d), it can be found that the annealed microstructure is more homogeneous compared with as-deposited microstructure, and the prior β grain boundaries become more indistinct through the annealed treatment. Figs.2(b) and (e) show the prior β grain boundary of as-deposited and annealed states, respectively. It can be found that the annealed grain boundary is coarser than that in the as-deposited microstructure. The grain boundary is also broken up occasionally due to a small amount of the intergranular secondary α precipitated on the prior β grain boundary as shown in Fig.2(e). The microstructure in the prior β grain is shown in Figs.2(c) and (f). It can be seen that the α laths in the annealed microstructure are coarser and shorter than those in as-deposited microstructure.
The microstructure of LRF Ti-6Al-4V alloy is determined by the solidification of molten pool and the subsequent heat treatment process. Based on the heat transfer characteristic of the molten pool, solidification proceeds from the bottom to the top of the molten pool all the time, meanwhile, the liquid molten metal contacts the solid substrate all the while, so the growth of microstructure presents epitaxial characteristic as shown in Fig.1. When the cooling is below β transus, α begins nucleating at the prior β grain boundary and grows into the β grain along some definite crystallography orientation. When α grows as acicular or lamellar morphology with a certain crystallographic orientation relationship with β matrix, Widmanst?tten structure can be obtained. If the sample was annealed, the microstructure may be changed. As shown above, the annealed microstructure is more uniform and coarser than that of the as-deposited microstructure. This is due to that atom diffusion is more active at high temperature; the holding at 800 ℃ is in favor of the diffusion growth and further precipitation of α phase, which also results in the decoration of prior β grain boundary with α phase. In addition, the interface between β and α phase is also important re-nucleate site for secondary α precipitation. It is possible that their subsequent growth breaks prior α long laths. However, the annealed temperature is lower than the recrystallization point (850-950 ℃), accord- ingly, the prior β grain boundary still exists, it is coarser and broken off to a certain extent.
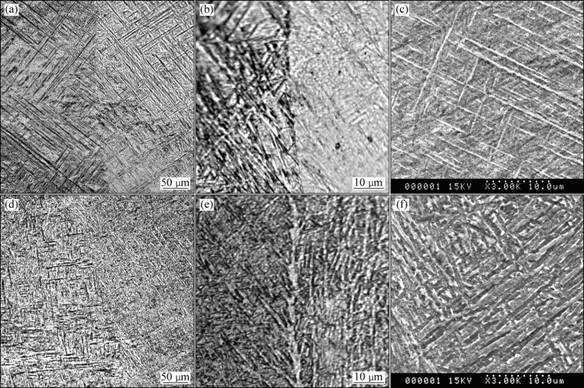
Fig.2 Microstructure of LRF Ti-6Al-4V alloy: (a) As-deposited, optical; (b) As-deposited, optical; (c) As-deposited, SEM; (d) Annealed, optical; (e) Annealed, optical; (f) Annealed, SEM
3.2 High temperature mechanical properties of LRF Ti-6Al-4V alloy
Table 3 shows the room temperature (RT) mechanical properties of the annealed LRF Ti-6Al-4V samples. The ultimate strength of the annealed LRF samples exceeds that of the casting alloy by about 200 MPa, while the yield strength is higher than that of the casting alloy nearly up 300 MPa. Besides, the elongation and reduction of area of the annealed LRF samples are also beyond those of casting alloy. The high temperature mechanical properties of the annealed LRF Ti-6Al-4V samples were also tested, the results are shown in Table 4. Similar to RT condition, the ultimate strength of LRF Ti-6Al-4V alloy at 350 ℃ is obviously higher than that of the casting alloy, the difference reaches over 200 MPa. It can be seen from Table 5 that, the stress rupture lifetime at 350 ℃ reaches 661.7 h for the constant stress test, and stress rupture happens at 661.7 h only when the final stress increases from initial stress of 490 MPa to final stress of 800 MPa gradually. It should be indicated that this index for the casting alloy is only required more than 100 h.
As a result, the mechanical properties of the annealed LRF Ti-6Al-4V alloy precede remarkably those of the casting alloy whether at room temperature or high temperature. This is determined by the excellent microstructure of annealed LRF Ti-6Al-4V alloy, since the LRF microstructure is finer than that of the casting, the width of laths α is not more than 2 μm. In addition, the LRF process is performed through point by point deposition, so that there will be no evident defect in the sample as the LRF process can be controlled appropriately.
Table 3 Results of room temperature tensile test for LRF and casting Ti-6Al-4V alloy

Table 4 Results of high temperature short-term tensile test for LRF and casting Ti-6Al-4V alloy

Table 5 Results of high temperature long-term tensile test for LRF and casting Ti-6Al-4V alloy

4 Conclusions
1) The microstructure of LRF Ti-6Al-4V alloy contains large columnar prior β grains which grow epitaxially from the substrate and cross several layers whether in the as-deposited or annealed samples, but the α laths and prior β grain boundaries in the annealed microstructure are coarser and shorter than those in the as-deposited microstructure.
2) The mechanical properties of LRF Ti-6Al-4V alloy precede those of the casting alloy remarkably whether at room temperature or high temperature because of its excellent processing and microstructural characteristic. Especially, the stress-rupture lifetime reaches 661.7 h even while the test stress increases gradually from the initial value of 490 MPa to the final value of 800 MPa.
References
[1] KREUTZ E W, BACKES G, GRSSER A, et al. Rapid prototyping with CO2 laser radiation[J]. Appl Surf Sci, 1995, 86(1/4): 310-316.
[2] SMUGERESKY J E. Laser engineered net shaping process- optimization of surface and microstructures[J]. Metal Powder Rep, 1998, 53(9): 57.
[3] GRIFFITH M L, et al. Understanding thermal behavior in the LENS process[J]. Mater Des, 1999; 20(2/3): 107-113.
[4] DAS S, WOHLERT M, BEAMAN J J, BOURELL D L. Processing of titanium net shapes by SLS/HIP[J]. Mater Des, 1999; 20(2/3): 115-121.
[5] LEWIS G K, SCHLIENGER E. Practical considerations and capabilities for laser assisted direct metal deposition[J]. Mater Des, 2000, 21(4): 417-423.
[6] KOBRYN P A, MOORE E H, SEMIATIN S L. The effect of laser power and traverse speed on microstructure porosity and built height in laser-deposited Ti-6Al-4V[J]. Scri Mater, 2000, 43(4): 299-305.
[7] SRIVASTAVA D, Chang I T H, LORETTO M H. The optimization of processing parameters and characterization of microstructure of direct laser fabricated TiAl alloy components[J]. Mater Des, 2000, 21(4): 425-433.
[8] GAUMANN M, BEZENCON C, CANALIS P, KURZ W. Single-crystal laser deposition of superalloys: processing- microstructure maps[J]. Acta Materialia, 2001, 49(6): 1051-1062.
[9] FENG Li-ping, HUANG Wei-dong, LIN Xin, YANG Hai-ou. FGH95 superalloy laser metal forming directional solidification[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 181-187.(in Chinese)
[10] CHEN Jing, YANG Hai-ou, YANG Jian, HUANG Wei-dong. Characters and microstructure of laser rapid formed Ti-6Al-4V alloy[J]. Rare Metals Letters, 2004(4): 33-37.
[11] WU Xin-hua, LIANG Jing, MEI Jun-fa, et al. Microstructures of laser-deposited Ti-6Al-4V[J]. Mater Des, 2004, 25(2): 137-144.
[12] LEE E U, VASUDEVAN A K, SADANANDA K. Effects of various environments on fatigue crack growth in Laser formed and IM Ti-6Al-4V alloys[J]. International Journal of Fatigue, 2005, 27(10/12): 1597-1607.
(Edited by CHEN Can-hua)
Foundation item: Project (50331010) supported by the National Natural Science Foundation of China; Project (05XE0131) supported by Talent Cultivating Program of Northwestern Polytechnical University
Corresponding author: CHEN Jing; Tel: +86-29-88494001; E-mail: phd2003cjj@nwpu.edu.cn

