文章编号:1004-0609(2009)07-1224-06
预合金粉对粉末冶金NiFe18.5Al25合金性能的影响
崔建民1,卢 静2,袁 勇1,陈春辉2,罗丰华1, 2
(1. 莱芜钢铁集团粉末冶金有限公司,莱芜 271105;
2. 中南大学 粉末冶金国家重点实验室,长沙 410083)
摘 要:将元素Ni、Fe和Al粉以摩尔比56.5?18.5?25配料,分别按元素粉末高能球磨(300 r/min, 12 h)、元素粉末直接干混、50%元素粉+50%预合金粉末干混3种方式混料;混料在500 MPa的压力下压制成形,1 280 ℃下烧结;对合金烧结态进行相对密度测定、力学性能检测、X射线衍射分析(XRD)和断口形貌观察。结果表明:50%元素粉+50%预合金粉制备的合金性能最好,密度可达到6.61 g/cm3(相对密度94.8%),烧结态抗拉强度可达到868 MPa,说明元素粉末中添加的预合金粉可以控制烧结过程,提高合金的烧结密度,同时增强合金的力学性能。
关键词:Ni-Fe-Al合金;机械合金化;粉末冶金
中图分类号:TG 113.25;TF 124 文献标识码:A
Influence of prealloyed powder on properties of
powder metallurgy NiFe18.5Al25 alloy
CUI Jian-min1, LU Jing2, YUAN Yong1, CHEN Chun-hui2, LUO Feng-hua1, 2
(1. Laiwu Iron & Steel Group Powder Metallurgy Co. Ltd., Laiwu 271105, China;
2. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: Ni-Fe-Al alloys were made by powder metallurgy from mixing the elementary powder Ni, Fe and Al with the mole ratio of 56.5?18.5?25 by three different methods, i.e. balling mill elementary powder Ni, Fe, Al (300 r/min, 12 h); mixing elementary powder Ni, Fe, Al; mixing 50% elementary powder and 50% prealloyed powder. The alloys were sintered at 1 280 ℃ for 2 h after shaping them under 500 MPa. The sintered NiFe18.5Al25 alloys were studied by density test, tensile strength measurement, X-ray diffractometry (XRD) and fracture observation. The results show that the alloy fabricated by 50% prealloyed powder and 50% elementary powder has the best property, the density is 6.61 g/cm3 (relative density is 94.8%) and the tensile strength of sintered alloy is 868 MPa, which indicates that the prealloyed powder added into the elementary powder can control the sintering process, improve the alloy’s sintered density, and enhance the mechanical properties of the alloy.
Key words: Ni-Fe-Al alloy; mechanical alloy; powder metallurgy
Ni-Fe-Al合金具有良好的耐蚀性和抗氧化能力,以及超强的高温强度,且具有热弹性马氏体相变特性,既是一种重要的高温合金[1?3],也是一种优良的形状记忆合金[4?7]。但是Ni-Fe-Al合金的冷变形能力较差,虽然在1 300 ℃以上有好的热加工性能,但加工条件苛刻,对模具的要求较高。熔铸加工法制备的Ni-Fe-Al合金成分难以精确控制,易产生偏析,从而影响材料的性能及其记忆效应,限制了该合金的开发研究。
粉末冶金法制备Ni-Fe-Al合金能解决传统熔铸法易产生偏析的问题,使合金成分更趋于均匀;同时,可直接制备形状复杂、难以加工的工件,解决加工成形困难的问题。但是,金属Ni(或Fe)和Al之间的键合力很强,当发生化学反应时其生成热极大,Ni和Al元素粉末混合在烧结升温时会发生绝热反应而迅速升温,造成局部熔化,产生大量的孔隙。采用机械合金化,使Ni(或Fe)、Al在球磨过程中预先形成金属间化合物,可控制烧结过程的温升现象。在此,本文作者研究预合金粉对Ni-Fe-Al合金致密度、力学性能以及显微结构的影响,期望改善Ni-Fe-Al合金的力学性能,获得高性能的合金。
1 实验
将羰基Ni粉、羰基Fe粉、水雾化Al粉(粒径分别为2.8,3.2,6.0 μm)以摩尔比56.5?18.5?25配料后按如下3种方式混料:1) 将Ni、Fe和Al粉按配比称量,装入球磨罐中球磨12 h;2) 将Ni、Fe和Al纯元素粉按配比称量,在混料桶中混料30 min;3) 预合金粉末中添加等量元素粉(即50%元素粉+50%预合金粉),加入混料桶中混合均匀。
本实验样品在行星球磨机上球磨,球料质量比为10?1,转速为300 r/min。在油压机上模压成形,压制压力为500 MPa,压制时进行短时间(8~10 s)保压。为了防止粉末粘在模具上,在压制时用润滑剂(硬脂酸 锌+酒精)润滑上、下模冲和模壁。在VSF?112型真空炉内进行真空烧结,为防止烧结过程中样品氧化,烧结炉内真空度维持在10?3 Pa,烧结温度为1 280 ℃,升温速度为5 ℃/min,随炉冷却。
在CTM4000电子万能试验机上进行拉伸试验。用JSM?6360LV扫描电子显微镜观察拉伸样品的断口形貌。用X射线衍射分析仪(XRD,D/max 2550)分析预合金粉末的物相组成。根据阿基米德原理采用排水法测量烧结坯的密度。由于烧结态NiFe18.5Al25合金的相组成不能定量测得,难以计算其理论密度,故采用同成分的铸造Ni-Fe-Al合金的密度作为理论密度,用排水法测得铸造Ni-Fe-Al合金的密度为6.97 g/cm3。
2 结果与分析
2.1 高能球磨粉末形貌及物相分析
用扫描电子显微镜观察经高能球磨后的粉末形貌(见图1)。为了测定原料粉末经高能球磨后的相结构,取少量粉末做X射线衍射分析(见图2)。由图2可知,元素粉末在高能球磨过程中完全形成了β和γ相。
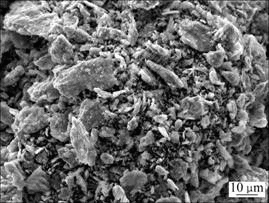
图1 预合金粉末的SEM像
Fig.1 SEM image of prealloyed powder
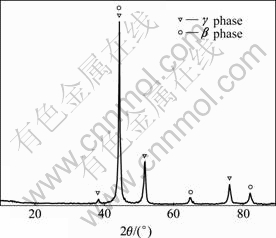
图2 预合金粉末的XRD谱
Fig.2 XRD pattern of prealloyed powder
球磨Ni、Al元素粉末形成β-NiAl化合物属于爆炸反应[8],原因是等化学当量配比β-NiAl化合物的生成热很高,?H=72 kJ/mol,机械碰撞使局部温升,从而诱发这种金属间化合物大量生成。当Al的摩尔分数为25%时,非等化学当量配比β-NiAl化合物的生成热也可达到40 kJ/mol[9]。 FeAl也是一种高生成热金属间化合物,可以通过自蔓燃合成[10]。本研究采用25%Al,并且添加Fe元素代替部分Ni元素。在球磨过程中,粉末颗粒在高能球磨机中与磨球之间长时间激烈地冲击、碰撞,粉末颗粒反复产生冷焊、断裂。在这个过程中,一方面塑性变形储能不断积累,另一方面由于粉末颗粒和晶粒不断细化,表面能和界面能不断增加,从而导致粉末的能态不断提高,当球磨碰撞导致局部温升时,同样会引起爆炸反应,形成金属间化合物。
本实验所采用的球磨粉末化学成分处于β+γ双相区[11?15],因此,在爆炸反应合成β-NiAl化合物时,由于球磨能和反应热的作用,fcc结构的γ相也同时生成。
2.2 合金的密度及相对密度
表1所列为不同混料方式下烧结坯的密度及相对密度。
表1 烧结坯的密度及相对密度
Table 1 Density and relative density of sintered NiFe18.5Al25 alloy
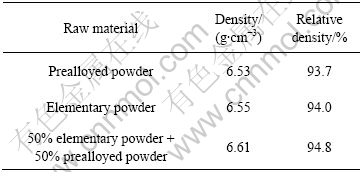
由表1可知,按预合金粉、元素粉、50%元素粉+50%预合金粉制备的NiFe18.5Al25合金烧结态的密度及相对密度依次升高。NiFe18.5Al25合金烧结坯相对密度以50%元素粉+50%预合金粉的方式混料制备的合金相对密度最高,达到94.8%,这可能与烧结过程中瞬时液相的出现有关。
2.3 合金的力学性能
对预合金粉、元素粉、50%元素粉+50%预合金粉制备的NiFe18.5Al25合金烧结态样品进行拉伸力学性能检测,其拉伸曲线如图3所示。由图3可知,混料方式不同,烧结合金的抗拉强度存在比较大的差异,即合金烧结态的抗拉强度按预合金粉、元素粉、50%元素粉+50%预合金粉依次增加,最高分别达到868 MPa。
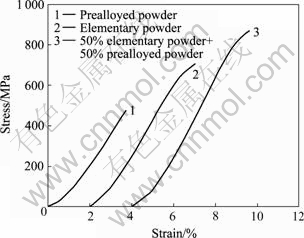
图3 NiFe18.5Al25合金烧结态的应力―应变曲线
Fig.3 Stress―strain curves of sintered NiFe18.5Al25 alloy
从图3可知,预合金粉末、元素粉末、50%元素粉+50%预合金粉末制备的合金断裂强度呈递增的趋势,并且,曲线1表示的合金在断裂前没有发生屈服,没有塑性变形,而曲线2和3表示的合金断裂前都出现了约1%的塑性变形,这可能与孔洞大小和数量相关。粉末在烧结过程完成后会残留一定数量的孔洞,一定数量和一定大小的孔洞在应力作用下会成为断裂源。根据Griffith判据 ,对该公式整理变形可以得到
,对该公式整理变形可以得到 。式中:E为弹性模量,γ是固体表面能,c为材料中已经存在的裂纹源的尺寸。对于给定材料来说,当温度和其它试验条件一定时,
。式中:E为弹性模量,γ是固体表面能,c为材料中已经存在的裂纹源的尺寸。对于给定材料来说,当温度和其它试验条件一定时, 可以视为一个定值。因此,当裂纹源尺寸减小时,合金发生断裂所需的临界应力会增大,也就是说大孔隙相较于小孔隙而言更容易发生失稳,在应力作用下合金更容易发生断裂。
可以视为一个定值。因此,当裂纹源尺寸减小时,合金发生断裂所需的临界应力会增大,也就是说大孔隙相较于小孔隙而言更容易发生失稳,在应力作用下合金更容易发生断裂。
由于预合金粉末制备的合金在烧结过程中没有瞬时液相出现,烧结致密度小,烧结残留的孔洞较大,大的孔洞在应力作用下成为了断裂源,即裂纹源的尺寸c值较大,因而在一定的外加应力作用下,裂纹更容易失稳,合金更容易发生断裂。由于合金的断裂强度低于其屈服强度,也就是说合金还没来得及发生塑性变形就已经断裂,因此,曲线1只出现弹性变形,而没有塑性变形。由表1所列的合金烧结坯密度及相对密度可见,元素粉末制备的合金相比预合金粉末制备的合金致密度要高,且在烧结过程中出现了瞬时液相,其残留的孔洞相对较小,故裂纹大小c相对较小,合金断裂所需要的临界应力较高,并且高于合金的屈服强度,因此,合金在发生断裂之前出现了一定的塑性变形。而50%元素粉+50%预合金粉制备的合金最致密,相对而言其残留的孔洞也最小,故而使其断裂所需的外加应力最大(如图3中曲线3的强度最高,且有一定的塑性变形)。
另外,合金烧结态出现了γ相,如图4和5所示。γ相是富Ni的A1结构相,由于滑移系统多,为应力集中提供了充分释放应力的机会[11, 14],故而塑性变形能力强,有一定的延展性。在β+γ双相Ni-Fe-Al合金中,由于γ相的存在,该合金具有良好的冷、热变形能力[16?17]。因此,当元素粉、50%元素粉+50%预合金粉制备的两种NiFe18.5Al25合金的断裂强度提高到一定程度时,由于γ相的塑性变形和协调变形的作用,在断裂前出现约1%的塑性变形。
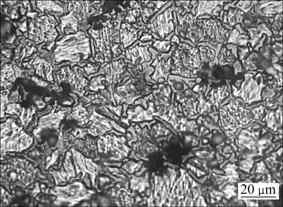
图4 烧结态NiFe18.5Al25的微观组织
Fig.4 Microstructure of sintered NiFe18.5Al25 alloy
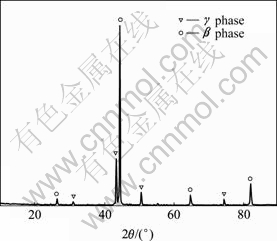
图5 烧结态NiFe18.5Al25合金的XRD谱
Fig.5 XRD pattern of sintered NiFe18.5Al25 alloy
3 讨论
烧结态NiFe18.5Al25合金的拉伸断口形貌如图6所示。图6(a)所示为预合金粉末制备的合金断口形貌,为典型的粉末制品颗粒状断口。由于烧结过程是一个烧结颈形成、粗化以及粉末合并的过程,而预合金粉末已经形成β和γ金属间化合物,烧结过程中不会出现瞬时液相,合金的烧结致密化主要靠固体扩散来实现,颗粒与颗粒之间烧结颈的形成、粗化过程比较缓慢,烧结颈较细,因此,在拉伸变形过程中,部分较细的烧结颈容易优先发生断裂,使得断口形貌在宏观上呈现颗粒状。由于预合金粉末压制试样在烧结致密化过程是固相烧结过程,烧结致密化程度低,孔隙度较高,所以拉伸强度比较低。
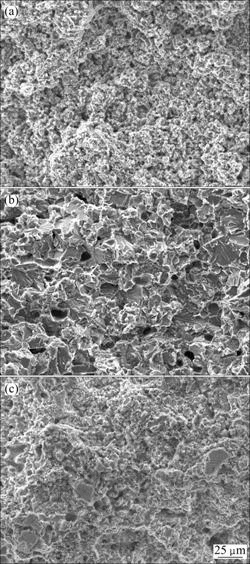
图6 由预合金粉(a),元素粉(b)和50%元素粉+50%预合金粉(c)制备的NiFe18.5Al25合金烧结态断口形貌
Fig.6 Fracture morphologies of sintered NiFe18.5Al25 alloy prepared by prealloyed powder(a), elementary powder(b) and 50% elementary powder+50% prealloyed powder(c)
由图6(b)所示的断口形貌中可观察到河流花样,这是在正应力作用下,由于原子间结合键的破坏而造成的一种穿晶断裂形貌,与图6(a)相比存在很大的差
异。这是因为金属Ni(或Fe)和Al之间的键合力很强,当发生化学反应时其生成热极大,导致烧结样品迅速升温、造成局部熔化而出现大量的液态组织,粉末颗粒部分熔化或被熔体包围,因此,元素粉末样品的致密化烧结过程是一种液相烧结过程,颗粒与颗粒完全晶化连接;同时,烧结状态下NiFe18.5Al25合金的主要组成相为β相[4?5],具有B2结构的多晶β相滑移系非常有限,在室温下试验观察和理论预测都只有<001>{110}滑移系开动,也就是说只有3个独立滑移系,而多晶体需要5个独立滑移系才满足晶粒之间协调塑性变形的Von Mises准则,因此,多晶β相室温变形非常困难,表现出脆性断裂。烧结态NiFe18.5Al25合金的拉伸曲线(见图3(a))也表明,其断裂前的塑性变形量小于1%,与穿晶脆性断裂的断口形貌一致。合金在拉伸应力作用下,由于裂纹的扩展迅速穿过晶粒而形成穿晶断裂形貌。
另外,由于元素粉末Ni、Fe和Al原子具有不同的扩散速率[18],造成通过界面向其两侧扩散迁移的原子数量不等,产生Kirkendall效应而形成扩散空洞,因此,元素粉末烧结虽然出现液相烧结过程,但烧结样品中还是保留有较多的孔洞。
图6(c)所示断口形貌介于穿晶断裂和粉末制品颗粒状断裂之间,这是由于元素粉末Ni(或Fe)和Al之间发生的绝热反应,瞬时产生大量的热量,在温升过程中造成局部熔化,瞬时液相的出现促进烧结致密化,而预合金粉末的烧结没有出现液相,其致密化主要靠固态扩散,因此,预合金粉末在元素粉末的烧结过程中起到一定的控制温升过程的作用,使得烧结过程没有出现大量的孔隙,与图6(b)有所不同;同时,该合金的断口形貌和图6(a)也有不同,因为该合金在烧结过程中不纯粹是固态扩散,而是出现了一定的液相,因此,烧结致密化程度更高。由于50%元素粉+50%预合金粉末制备的烧结致密化过程是由固态扩散和瞬时液相共同来促进烧结,因而其断口形貌有别于预合金粉末、元素粉末制备的合金断口形貌但又与它们有一定的相关性。
从断口形貌上还可观察到少量的小韧窝,可以推知合金在断裂前有一定的延性,且断面上只能看到极少量的孔隙,这可能与元素粉末中添加的预合金粉末控制烧结温升过程有关,烧结更加充分,更加完全,进一步促进烧结致密化,因此,合金的致密度更高;又因为合金烧结态处于β+γ双相区,由于γ相的存在,合金有一定的延性,因此,在断口上可以观察到少量的韧窝。
从NiFe18.5Al25合金的断口形貌及其密度可以解释合金的拉伸曲线。从表1可知,预合金粉末、元素粉末、50%元素粉+50%预合金粉末制备的合金密度及相对密度呈现递增趋势。同时,从图6可见,预合金粉末、元素粉末、50%元素粉+50%预合金粉末制备的合金的孔隙呈现递减趋势,因此,合金的断裂强度呈现递增趋势。
4 结论
1) Ni、Fe、Al元素粉末颗粒在高能球磨机中与磨球发生激烈的冲击、碰撞,反复产生冷焊、断裂,导致元素粉末完全形成β和γ相。
2) 元素Ni(或Fe)粉与Al粉在烧结升温过程中会发生绝热反应,瞬时产生大量的热量,造成局部熔化,产生一定的孔隙,而在元素粉末中添加预合金粉末可以控制烧结温升过程,促进烧结致密化。
3) 由预合金粉末、元素粉末、50%元素粉+50%预合金粉末制备的NiFe18.5Al25合金烧结态相对密度和抗拉强度都呈现递增的趋势,其中50%元素粉+50%预合金粉末制备的合金相对密度可达到94.8%,抗拉强度达到868 MPa,说明元素粉中添加预合金粉末制备的合金的力学性能最好。
REFERENCES
[1] KAINUMA R, ISHIDA K, NISHIZAWA T. Thermoelastic martensite and shape memory effect in B2 base Ni-Al-Fe alloy with enhanced ductility[J]. Metallurgical Transactions A, 1992, 23: 1147?1153.
[2] LIU Z G, GUO J T, ZHOU L Z, HU Z Q, UMEMOTO M. Mechanical alloying synthesis and structural characterization of ternary Ni-Al-Fe alloys[J]. Journal of Materials Science, 1997, 32: 4857?4864.
[3] OIKAWA K, WULFF L, IIJIMA T, GEJIMA F, OHMORI T, FUJITA A, FUKAMICHI K, KAINUMA R, ISHIDA K. Promising ferromagnetic Ni-Co-Al shape memory alloy system[J]. Applied Physicals Letters, 2001, 79(20): 3290?3292.
[4] 罗丰华, 陈嘉砚, 及川胜成, 石田清仁. Ni54Al25Fe21?xCox合金的马氏体相变和磁性转变[J]. 材料热处理学报, 2006, 27(3): 16?21.
LUO Feng-hua, CHEN Jia-yan, OIKAWA K, ISHIDA K. Martensitic and magnetic transition of Ni54Al25Fe21?xCox alloy[J]. Transactions of Materials and Heat Treatment, 2006, 27(3): 16?21.
[5] HORTON J A, LIU C T, GEORGE E P. Shape memory properties of a two-phase NiAl plus Fe alloy[J]. Mater Sci Eng A, 1995, 192/193: 873?880.
[6] XIE C Y, WU J S. Mechanical behavior and shape memory effect of an aged NiAl-Fe alloy[J]. Materials and Design, 2000, 21: 529?532.
[7] XIE C Y, HSU T Y. Catalysis of deformation on martensitic and reverse transformations in a Ni-Fe-Al shape memory alloy[J]. Materials Characterization, 1997, 38: 13?17.
[8] 夏冬生, 郭建亭, 李 博, 李谷松. NiAl(Co)系机械合金化的研究[J]. 金属学报, 1999, 35(3): 320?324.
XIA Dong-sheng, GUO Jian-ting, LI Bo, LI Gu-song. Investigation on mechanical alloying of NiAl(Co)[J]. Acta Metallurgica Sinica, 1999, 35(3): 320?324.
[9] NOEBE R D, BOWMAN R R, NATHAL M V. Physical and mechanical properties of the B2 compound NiAl[J]. International Materials Reviews, 1993, 38(4): 193?232.
[10] 果世驹, 赖和怡. 金属间化合物的自蔓燃高温合成[J]. 兵器材料科学与工程, 1994, 17(1): 44?48.
GUO Shi-ju, LAI He-yi. Self-propagating high-temperature synthesis of intermetallics[J]. Ordnance Material Science and Engineering, 1994, 17(1): 44?48.
[11] KAINUMA R, IMANO S. Microstructural evolution in ductile β(B2)+γ′(L12) Ni-Al-Fe alloys[J]. Intermetallics, 1996, 4: 37?45.
[12] MUNROE P R, GEORGE M, BAKER I, KENNEDY F E. Microstructure, mechanical properties and wear of NiAlFe alloys[J]. Mater Sci Eng A, 2002, 325: 1?8.
[13] 谢超英, 江伯鸿, 胡赓祥. γ相的变形行为及其对Ni-Al-Fe-B合金形状记忆效应的影响[J]. 航空学报, 1994, 15(12): 1528?1531.
XIE Chao-ying, JIANG Bo-hong, HU Geng-xiang. The deformation of the γ-phase and its effect on the shape memory effect of a Ni-Al-Fe-B alloy[J]. Acta Aeronautica et Astronautica Sinica, 1994, 15(12): 1528?1531.
[14] TSAU C H, YEH J W. The composite microstructures’ effect on the mechanical properties of Ni-25Al-xFe intermetallics[J]. Materials Chemistry and Physics, 2001, 68: 142?148.
[15] ONO N, TSUKAHARA A, KAINUMA R, ISHIDA K. The properties of two-phase Ni-Al-Fe shape memory alloys in the virgin and shape-memory-cycled states[J]. Mater Sci Eng A, 1999, 273/275: 420?424.
[16] 罗丰华, 陈嘉砚, 陶玉强, 及川胜成, 石田清仁. 淬火温度对Co40.5Ni34Al25.5合金相变和磁性的影响[J]. 稀有金属材料与工程, 2006, 35(6): 917?920.
LUO Feng-hua CHEN Jia-yan, TAO Yu-qiang, OIKAWA K, ISHIDA K. Influence of quenching temperature on martensitic transformation and magnetism of Co40.5Ni34Al25.5 alloy[J]. Rare Metal Materials and Engineering, 2006, 35(6): 917?920.
[17] 罗丰华, 陈康华, 及川胜成, 石田清仁. Co41Ni33Al26合金的再结晶、马氏体相变和铁磁特性[J]. 金属热处理, 2005, 30(9): 1?5.
LUO Feng-hua, CHEN Kang-hua, OIKAWA K, ISHIDA K. Recrystallization, martensite transformation and magnetic characteristic of Co41Ni33Al26 alloy[J]. Heat Treatment of Metals, 2005, 30(9): 1?5.
[18] 李亚江, 王 娟. Fe3Al/18-8异种材料真空扩散焊工艺研究[J]. 材料科学与工艺, 2004, 12(1): 45?48.
LI Ya-jiang, WANG Juan. Vacuum diffusion welding technology of Fe3Al/18-8 dissimilar materials[J]. Materials Science & Technology, 2004, 12(1): 45?48.
基金项目:山东省2007年科技发展计划资助项目(2007GG10003013)
收稿日期:2008-10-13;修订日期:2009-04-28
通讯作者:罗丰华,教授,博士;电话:0731-88830614;E-mail: fenghualuo@mail.csu.edu.cn
(编辑 李向群)

