
Microstructural evolution of high strength 7B04 ingot during homogenization treatment
LI Nian-kui(李念奎), CUI Jian-zhong(崔建忠)
Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education,
Northeastern University, Shenyang 110004, China
Received 22 October 2007; accepted 27 December 2007
Abstract: The evolution of the microstructure and phases of the direct chill semicontinuous casting ingot of 7B04 super-high strength aluminum alloy during homogenization treatment was studied with metallographic analysis, scanning electron microscopy(SEM), energy spectroscopy and differential scanning calorimetry(DSC). The results show that a considerable amount of non-equilibrium eutectics containing Al, Zn, Cu and Mg exist in the direct chill semicontinuous casting ingot of 7B04 super-high strength aluminum alloy, and their melting point is 478 ℃. During homogenization treatment at 470 ℃, these eutectics dissolve into the matrix partly, coarsen and also transform into Al2CuMg phase whose equilibrium melting point is 490 ℃ in the alloy. Moreover, the homogenization treatment at 470 ℃ for 72 h results in the disappearance of the non-equilibrium eutectics though Al2CuMg phase can not dissolve completely.
Key words: 7B04 aluminum alloy; homogenization; eutectic
1 Introduction
7B04 alloy, one of the Al-Zn-Mg-Cu series of high strength aluminum alloys, is widely used as light structural material in the aerospace industry[1-3]. Interdendritic segregation during direct chill semicontinuous casting is a serious problem that causes the formation of a considerable amount of non-equilibrium eutectics because of the complexity and the high content of elements of the alloy. Hence[4-5], homogenization treatment has to be performed after casting[6-8] to dissolve the solvable phase and to reduce the amount of residual constituents in the matrix, so that the plasticity and the fatigue fracture resistance[3-7] of the alloy can be increased, and the potential of alloy strengthened during aging treatment is enhanced. Homogenization treatment of the alloy, therefore, is a crucial process to ensure the processing properties and the service performances of the alloy. The homogenization temperature of the alloy is normally lower than 470 ℃[9-11] because of the low melting point of the unfavorable eutectics formed during casting. References[12-13], however, indicated that such eutectics in Al-6.3Zn-2.3Mg-1.7Cu-0.12Zr alloy transform into products of higher melting point. So the transformation speed and solvability of the new products during homogenization at 470 ℃ are of critical importance for designing an effective homogenization treatment of the semi-continuous cast ingots of Al-Zn-Mg-Cu series of aluminum alloys. In the present work, the overheating temperature and the microstructural transformation of 7B04 direct chill semicontinuous casting ingots during homogenization were systematically studied to facilitate the development of an optimal homogenization process.
2 Experimental
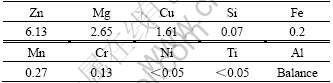
The ingot used in the present work was formed by direct chill semicontinuous casting after melting in electric furnace, and the dimension of its cross section was 440 mm×1 600 mm. The chemical composition of the alloy is listed in Table 1. Specimens were taken in the size of 15 mm×15 mm×25 mm from the half position between the surface and the center of the ingot. Specimens were prepared after homogenization for DSC, metallographic analysis, SEM and energy spectroscopy.
Table 1 Chemical composition of alloy (mass fraction, %)
Homogenization was performed at 470 ℃ for 4, 8, 12, 24, 48, 72 and 96 h in a furnace with air circulation. The microstructural characteristics were carried on the OLYMPUS GX71 Metallographic Microscope, SSX-550 Scanning Electron Microscope equipped with DX-4 Energy Spectroscope, and DSC131 Differential Scanning Calorimeter.
3 Results and discussion
3.1 Metallographic structure of as-cast and homogenized alloy
The as-cast microstructures of the ingot and that after homogenization at 470 ℃ for 72 h are shown in Fig.1. It can be seen from Fig.1(a) that, a considerable amount of constituents are presented in the alloy and there are two types of them, dark and light gray. Light gray constituents are finer eutectics, while dark ones are coarse constituents that are like irregular blocks or slightly similar to eutectics. Fig.1(b) shows that, the dark gray constituents in the microstructure of the as-cast alloy are not affected, as indicated by arrow 1, while the light ones disappear after homogenization at 470 ℃ for 72 h, which means that the light gray eutectics are non- equilibrium constituents formed during semi- continuous casting, and hence can be dissolved into the matrix. Furthermore, homogenization at 470 ℃ for 72 h also results in some coarse constituents that are slightly lighter than the dark gray ones, as shown in Fig.1(b) indicated by arrow 3.
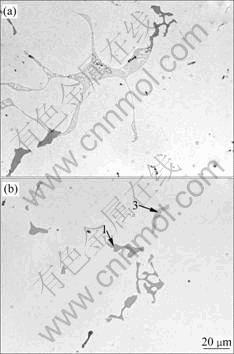
Fig.1 Microstructures of ingot: (a) As-cast; (b) Homogenized at 470 ℃for 72 h (without etching)
3.2 DSC investigation of as-cast and homogenized alloy
The DSC curves of the as-cast ingots and the specimens after homogenization at 470 ℃ for different time are shown in Fig.2. For the curve 1 in Fig.2, a relatively big endothermic peak (peak 1) can be observed when the sample is heated to 478 ℃ and the enthalpy associated with it is 17.07 J/g, indicating the noticeable presence of constituents that melt at 478 ℃ and over-burning will be resulted if the ingots are quickly heated to 478 ℃ after casting[14]. Hence, the conventional homogenization temperature of the semi- continuous cast ingots of the alloy is below 470 ℃ to avoid over-burning of them. For the curve 2 in Fig.2, the endothermic peak at 478 ℃ becomes smaller after the sample is homogenized at 470 ℃ for 8 h, but a new endothermic peak at 490 ℃ (peak 2) is observed, which means that the majority of constituents melt at 478 ℃ disappear after homogenization at 470 ℃ for 8 h and some new constituents melted at 490 ℃ are resulted. With prolonging time of homogenization treatment of the ingot, the constituents melted at 470 ℃ gradually decrease until they disappear, and the amount of those melted at 490 ℃ becomes smaller too, as shown in the curves 2, 3 and 4 of Fig.2.
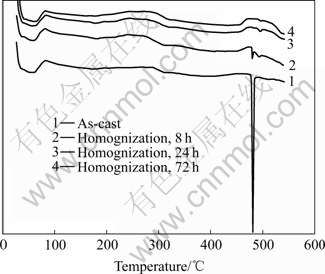
Fig.2 DSC curves of specimens of as-cast alloy and those homogenized at 470 ℃ for 8, 24 and 72 h
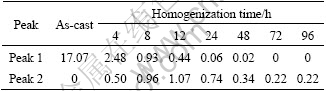
Table 2 lists the enthalpies of the peaks 1 and 2 in different curves of DSC analysis of the specimens of as- cast alloy and those homogenized for different time in Fig.2. For the specimen of as-cast alloy, the enthalpy of peak 1 almost decreases to zero after homogenization at 470 ℃ for up to 24 h, which is resulted from the disappearance of the constituents that melt at 478 ℃. After homogenization at 470 ℃ for 4 h, however, constituents with melting point of 490 ℃ appear with a enthalpy of 0.50 J/g and reach their maximum amount at 12 h followed by gradual decrease of amount of these constituents until up to 72 h when their amount stops dropping, which means that some of them exist in a equilibrium state during homogenization at 470 ℃ and can not be eliminated at this temperature.
Table 2 Parameters obtained from DSC analysis of alloy homogenized at 470 ℃ for different time (J/g)
3.3 SEM investigation of as-cast and homogenized alloy
The SEM backscattered images of the specimen of as-cast alloy and those homogenized at 470 ℃ for different time are shown in Fig.3. From Fig.3(a), it can be seen that the bright white constituents and dark gray ones are the major two types of constituents in the microstructure of the specimen of as-cast alloy. The bright white ones are eutectics (test point signified by arrow 1), and the results of EDS analysis, shown in Fig.4(a) and Table 3 (point 1), prove that they contain Al, Zn, Mg and Cu, similar to the result of MONDAL and MUKHOPADHYAY[15]. These bight white eutectics are also resulted from the non-equilibrium solidification during semi-continuous casting, corresponding to those light gray ones in Fig.1(a). The dark gray constituents in Fig.3(a) correspond to dark gray ones in Fig.1(a). Energy spectroscopy analysis shows that the dark gray constituents in Fig.3(a) containing Fe and Mn can be classified into two types, one of which is the even darker ones that also have Cr and Si. The results of energy spectroscopy analysis supporting this are shown in Fig.4(a) and Table 3 (points 2 and 3). Moreover, these Fe and Mn contained constituents are not affected by homogenization at 470 ℃, as shown in Fig.1(b).

Fig.3 SEM backscattered images showing microstructures of as-cast alloy (a) and those homogenized at 470 ℃ for 8 h (b), 24 h (c) and 72 h (d)
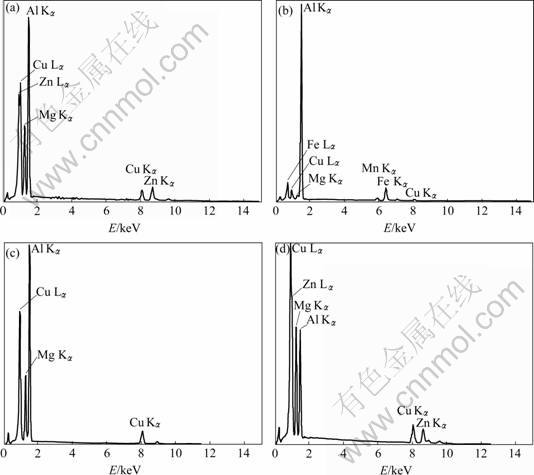
Fig.4 EDS analysis of constituent phases of arrows 1(a), 3(b), 4(c) and 5(d) in Fig.3
Table 3 EDS analysis of constituent phases in Figs.3(a) and (b) (mole fraction, %)

After homogenization treatment at 470 ℃ for 8 h, the non-equilibrium solidified eutectic in the microstructure of the as-cast alloy also transforms into some new constituents that are slightly darker than the bright white ones while they shrink on certain dimensions and hence become larger, as shown in Fig.3(b). And it can be concluded from the results of energy spectroscopy analysis in Fig.4 and the data of the test point in Fig.3 that they are Al2CuMg, signified by arrow 4. Thus, the new endothermic peaks at 490 ℃ on the DSC curves of the specimens homogenized at 470 ℃ are resulted from Al2CuMg phase whose equilibrium melting point in this alloy is 490 ℃. The bright white phases in Fig.3(b) contain Al, Zn, Mg and Cu, which come from the coursing of the non-equilibrium eutectics. The phases signified by arrows 4 and 5 in Fig.3(c) are the same as that signified by arrows 4 and 5 in Fig.3(b). The phase signified by arrow 3 in Fig.3(d) is the same as those signified by arrow 3 in Fig.3(a). The phases signified by arrow 4 in Fig.3(d) are the same as those signified by arrow 4 in Fig.3(b).
It is obvious from Table 2 that homogenization treatment of the as-cast ingots of the alloy at 470 ℃ for 72 h eliminates the endothermic peak at 478 ℃ in DSC analysis, which indicates the complete disappearance of the non-equilibrium solidified eutectics that melt at 478 ℃. Although Al2CuMg phase gradually dissolves into the matrix and decreases in amount after homogenization at 470 ℃ for over 12 h, they do not dissolve thoroughly. Its enthalpy of the endothermic peaks on the DSC curves is identically 0.22 J/g for all the specimens homogenized for over 72 h, which means the amount of the Al2CuMg phase stabilizes, as shown by arrow 4 in Fig.3(d), and proves that some of the Al2CuMg phase can not be dissolved during homogenization at 470 ℃ and thus exists in equilibrium state in this alloy.
4 Conclusions
1) A considerable amount of non-equilibrium solidified eutectics containing Al, Zn, Mg and Cu exist in the as-cast microstructure of the 7B04 ingots from direct chill semicontinuous casting, and their melting point is 478 ℃, which is supposed to be the upper limit of the starting temperature of homogenization after casting of the alloy.
2) During homogenization treatment at 470 ℃, the non-equilibrium solidified eutectics in 7B04 super-high strength aluminum alloy, dissolve into the matrix, coarsen and also transform into Al2CuMg phase that melts at 490 ℃ in this alloy.
3) The non-equilibrium solidified eutectics in the alloy decrease dramatically during the initial 8 h of homogenization treatment at 470 ℃ and transform into Al2CuMg phase. The amount of this phase starts to drop from 12 h until it levels up at 72 h when all the non-equilibrium eutectics are fully dissolved, leaving behind the non-solvable Al2CuMg phase.
References
[1] Fridlyander J N, Senatorova O G. Development and application of high-strength Al-Zn-Mg-Cu alloys [J]. Materials Science Forum, 1996, 217/222: 1813-1818.
[2] Heiz A, Hasler A. Recent development in aluminum alloy for aerospace applications [J]. Materials Science and Engineering A, 2000, A280: 102-107.
[3] Zhu B H, Zhang Y G, Xiong B Q, Li Z H, Wang F, Liu H W. Effect of artificial aging temper on the microstructure and properties of 7B04 prestretched thick plate [J]. Materials Science Forum, 2006, 519/521: 901-906.
[4] Mondolfo L F. Aluminum alloys: Structure and properties[M]. London: Butter Worth Publication, 1976.
[5] Tenzler U, Cyrener E, Tempus G. Experimental results on phase dissolution and homogenization in continuously cast AlZnMgCu alloys [J]. Aluminum, 1999, 75(6): 524-530.
[6] Zhong Z G, Zuo X R, Weng Y G, Song T F, Wang M X, Liu Z X, Yang S. The application situation and the study development of the wrought aluminum alloy’s homogenization [J]. Light Alloy Fabrication Technology, 2006, 34(1): 10-13.
[7] Robson J D. Optimizing the homogenization of zirconium containing commercial aluminum alloys using a novel process model [J]. Materials Science and Engineering A, 2002, 338A: 219-229.
[8] POLMEAR I J. Light alloys [M]. London: Edward Amold, 1981: 51-52.
[9] Chinh N Q, Kovács Z S, Reich L, Székrly F, Illy J, Lendvai J. Precipitation and work hardening in high strength AlZnMg(CuZr) alloys [J]. Materials Science Forum, 1996, 217/222: 1293-1298.
[10] Lu Z, Yang S J, Jiang H F, Lu J, Dai S L. A study of homogenization process for a new type ultra-high strength aluminum alloy [J]. Journal of Aeronautical Materials, 2001, 21(2): 14-17.
[11] Hideo Y, Yoshio B. Role of zirconium to improving strength and stress-corrosion resistance of Al-Zn-Mg and Al-Zn-Mg-Cu alloys [J]. Journal of Japan Institute of Light Metals, 1981, 31(1): 20-29.
[12] Fan X G, Jiang D M, Meng Q C, Zhong L. The microstructural evolution of an Al-Zn-Mg-Cu alloy during homogenization [J]. Materials Letters, 2006, 60: 1475-1479.
[13] FAN X G, Jiang D M, Meng Q C, ZHANG B Y, WANG T. Evolution of eutectic structures in Al-Zn-Mg-Cu alloys during heat treatment [J]. Trans Nonferrous Met Soc China, 2006, 16(3): 577- 581.
[14] Wang T, YIN Z M, Sun Q. Effect of homogenization treatment on microstructure and hot workability of high strength 7B04 alloy [J]. Trans Nonferrous Met Soc China, 2007, 17(2): 335-339.
[15] Mondal C, Mukhopadhyay A K. On the nature of T(Al2Mg3Zn3) and S(Al2CuMg) phases present in as-cast and annealed 7055 aluminum alloy [J]. Materials Science and Engineering A, 2005, 391: 367-376.
Foundation item: Project(2003AA331100) supported by the Commission of Science Technology and Industry for National Defence, China
Corresponding author: LI Nian-kui; Tel: +86-451-86564481; E-mail: linklnk@126.com
(Edited by LI Xiang-qun)

