J. Cent. South Univ. (2016) 23: 2763-2770
DOI: 10.1007/s11771-016-3338-z

Microstructure and properties of low-temperature aged Dy-doped Nd-Fe-B magnet
WANG Xiao-li(王晓丽)1, 2, HU Qing-xian(胡庆贤)1, DING Kai-hong(丁开鸿)3, PENG Zhong-jie(彭众杰)3,
SUN Yong-cong(孙永聪)3, LI Mu-sen(李木森)2
1. School of Material Science and Engineering, Jiangsu University of Science and Technology,Zhenjiang 212003, China;
2. Key Laboratory for Liquid-Solid Structural Evolution and Processing of Materials (Ministry of Education),
Shandong University, Ji’nan 250061, China;
3. Yantai Shougang Magnetic Materials Inc., Yantai 265500, China
 Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Abstract: In this work, a low temperature ageing process for the high coercivity Dy-doped Nd-Fe-B magnets was developed by the optimizing ageing process. The experimental results show that there is no difference in microstructures, crystal orientation, magnetic and mechanical properties between the low-temperature aged and the two-stage aged sintered Dy-doped Nd-Fe-B magnets. Because of the uneven stress distribution in the sintered Dy-doped Nd-Fe-B magnet and the high activation of Dy element, Dy atoms could diffuse into the main crystal phase and the grain boundary phases of the magnets during low-temperature ageing process, which results in the reasonable distribution of Dy element and formation of the thin and uniform grain boundary phases, which are the main reasons to improve intrinsic coercivity of the Dy-doped Nd-Fe-B magnets by the low-temperature ageing.
Key words: magnetic materials; magnetic properties; mechanical properties
1 Introduction
Compared to conventional Nd-Fe-B magnets, the Dy-doped magnets are widely used because of their improved intrinsic coercivity [1-2], the Curie temperature [3] and the corrosion resistance [4]. The excellent magnetic property of the Dy-doped magnets is usually required by a two-stage ageing process which includes high-temperature ageing and low-temperature one. WANG et al [5] pointed out that the microstructure change during the high-temperature ageing treatment was very important to increase the intrinsic coercivity of the magnets. Therefore, the two-stage ageing process has a widely application during the preparations of Dy-doped Nd-Fe-B magnets.
However, the traditional two-stage ageing process is high energy-consuming and low efficient, resulting in the increase of production cost. By using an N35TH model of the Dy-doped Nd-Fe-B magnets as samples, the optimizing ageing process was carried out. It was found that there was no difference in microstructure, crystal orientation, magnetic and mechanical properties between the low-temperature aged magnets and the two-stage aged ones. Therefore, the optimized low-temperature ageing process can be used to replace the traditional two-stage ageing process during the production of the Dy-doped Nd-Fe-B magnets, which lays an experimental foundation for saving energy and reducing consumption production of the magnets, and has higher promotion application value.
2 Material and methods
2.1 Optimization of ageing process
The N35TH model of Dy-doped Nd-Fe-B magnets was provided by Yantai Shougang Magnetic Materials Inc., China and used as samples in this work. They were prepared as follows. Firstly, the magnets were produced by the strip casting process from standard industrial grade raw materials doped with Dy-Fe alloy. Then they were broken into powders nearly 5 μm by hydrogen explosion and jet mill. The powders were placed in a metal mold and pressed under a magnetic field to align the easy axis along the magnetic field and then sintered at 1050 °C for 2 h. Thus the sintered Dy-doped Nd-Fe-B magnets were obtained. The cylinder samples with the size of d10 mm×8 mm for optimizing ageing experiments were used in this work.
The aging process was carried out in the laboratory.
The two-stage ageing treatments were employed in an electric tube furnace under vacuum of 10-3 Pa. In the first stage of the high-temperature ageing, the ageing temperatures were selected between 600 °C and 1050 °C with a temperature interval of 50 °C and kept constant for 2 h. In the second stage of the low-temperature ageing, the ageing temperatures were selected between 400 °C and 650 °C with a temperature interval of 10 °C and kept constant for 2 h. Then the aged samples were cooled to room temperature slowly. The samples treated by using different two-stage ageing processes were subjected to magnetic detection and the optimized ageing processing was confirmed according to the magnetic property. The optimized ageing processing was determined as 800-900 °C for 2 h in the first ageing stage and then at 400-600 °C for 2 h in the second ageing stage.
In the experimental study on the optimization of ageing process, it was found that the sintered Dy-doped Nd-Fe-B magnets aged for 2 h only at the low temperature of 450-600 °C had the same magnetic properties with the ones aged by optimal two-stage heat treatment. Therefore, the microstructure, crystal orientation, magnetic and mechanical properties of the two-stage aged magnets and the low-temperature aged ones are comprehensively compared and analyzed.
2.2 Microstructure and property characterization methods
The metallographic microstructure of the two-stage aged Dy-doped Nd-Fe-B magnets and the low- temperature aged ones were observed using Nikon- Epiphot300 optical microscope (OM). A field emission scanning electron microscope (FE-SEM, SU-70 model made in Japan) with an energy disperse spectroscope (EDS) was applied to study the microstructure, the fracture surface morphology and the micro-area composition of two kinds of the magnets. The crystalline orientations of the two magnets were characterized by a Rigaku D/max-rc X-ray diffractometer.
Magnetic measurement of the two magnets was performed with the NIM-2000 type magnetic measuring instrument made by National Institute of Metrology of China. The remanence (Br), intrinsic coercive force (Hcj), maximum energy product ((BH)max) and the squareness (Hk/Hcj) were obtained from the measured demagnetization curves.
Vickers-hardness tests were performed with a DHV-1000 model of hardness tester under test load of 2.94 N for 10 s. The hardness of the specimens was measured in the direction parallel to the magnetization.
Bending strength tests were performed with an Instron 8502 model servo-hydraulic fatigue testing system made in England. The sizes of the two samples are 5 mm×5 mm×35 mm. Surface preparation is an important variable factor and should be standardized to ensure getting consistent results. The three-point bending was made in accordance with the Chinese National Standard GB/T 14452-93. The loading rate was 0.3 mm/min. The span width was L=25.7 mm. All of the experiments were repeated at least three times to characterize the dispersion of the experimental results. The bending strength was calculated according to Eq. (1) [6].
 (1)
(1)
where P is the load required to fracture the samples(N); L is the distance between supports (25.7 mm); b is the width of test beam (5 mm); h is the height of test beam (5 mm).
Compressive strength tests were performed on a SCHENCK TREBEL model testing machine made in German in accordance with the Chinese National Standard GB/T 10424-2002. The sizes of the samples were d10 mm×8 mm. The loading rate was 5 mm/min. The load direction was parallel to the magnetization.
All of the experiments were repeated at least three times to characterize the dispersion of the experimental results. Compressive strength was calculated by Eq. (2) as follows.
 (2)
(2)
where F is the load required to fragment the test specimen (N) and d is the diameter of the samples.
The brittle measurements of the two samples were measured by Vickers hardness indentation with acoustic emission (AE) detection [7-8]. The indentation experiments were performed by using a HV-1000 model Vickers hardness indenter and indentation load were 10, 50, 100, 200 and 300 N, with loading time of 10 s, respectively. AE detection was carried out by using the domestic 4010 series of acoustic emission detector. Preamplifier gain was 40 dB and main amplifier gain was 40 dB. The fixed threshold voltage is 1 V. The resonant frequency of the acoustic emission transducer was (150+ 50) kHz. The acoustic emission parameter is cumulative energy count (En). The sizes of the samples were 10 mm×10 mm×35 mm. The loading surfaces of the samples were polished to reach the metallographic section level. For brittle testing, acoustic emission transducer was coupled to an end face of the samples with vaseline. When the Vickers hardness indentation experiments were carried out on the surface of the sample, the corresponding acoustic emission signals were measured with the acoustic emission detector. Each load test was repeated 5 times and the average value was calculated. Then, the linear relationship of the AE energy cumulative count (En) versus indentation load (P) could be drawn. The slope value (k) of the line between En and P was used as the evaluation index of brittleness of the magnets.
3 Results and discussion
3.1 Magnetic properties detection
The intrinsic coercivity of the sintered state Dy-doped Nd-Fe-B magnet can be greatly improved by ageing treatment [9-12]. Figure 1 shows the demagnetization curves of the sintered, the optimal two-stage aged and the low-temperature aged Dy-doped Nd-Fe-B magnets. The main magnetic parameters of the test specimen are listed in Table 1. From Fig. 1 and Table 1, it can be seen that the Hcj of two-stage aged magnets increases by 24.53% and the Hcj of low-temperature aged magnets is obviously improved by 24.77%, compared to that of the sintered Dy-doped Nd-Fe-B magnets. From the enlarged demagnetization curve marked by a circular in Fig. 1, it is found that the Hcj and the squareness of low-temperature aged Dy-doped Nd-Fe-B magnets were better than those of two-stage aged ones.
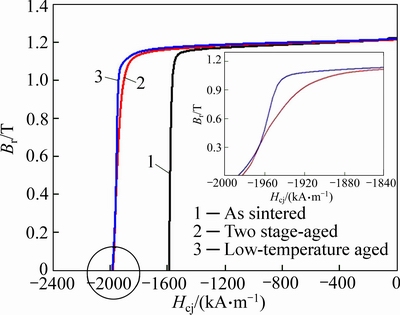
Fig. 1 Demagnetization curves of different state NdDy-Fe-B magnets
Table 1 Magnetical properties of different state NdDy-Fe-B magnets

The microscopic structure of magnetic materials (including grain size, degree of orientation, grain boundary phase morphology), intrinsic magnetic properties (anisotropy) and crystal defects are the main influence factors of the intrinsic coercivity. Since there is no difference in the magnetic measurements between the two-stage aged and the low-temperature aged magnet, so the microstructure of two kinds of magnets should be similar.
3.2 Microstructure observation and analysis
Figure 2 shows the metallographic images of two-stage aged (Fig. 2(a)) and low temperature aged (Fig. 2(b)) magnets. The bright region is the Nd2Fe14B matrix phase, and the dark or gray regions correspond to various phases including Nd-rich phase, B-rich phase and the pore among the matrix phase. In order to analyze the quantity change of the matrix phase of two types magnets, the matrix phase proportion is quantitatively analyzed using Image Pro quantitative image systematic analysis. The results show that the matrix phase of two-stage aged magnets takes up 82.85%, while the matrix phase of low-temperature aged magnets takes up 81.55%. There is a very little difference between them. The main matrix phase Nd2Fe14B as the hard magnetic phase is generally believed that the proportion of which is higher and the magnetic is better. But in fact, a single crystal of Nd2Fe14B has very low coercive force [13].

Fig. 2 Metallographic images of two-stage aged (a) and low- temperature aged (b) NdDy-Fe-B magnets
Therefore, the reasons for the increased coercivity of two aged magnets are basically the same.
The images of back scattered electron and EDX spectra of the two-stage aged and low-temperature aged magnets are presented in Figs. 3(a) and (b), respectively. Both magnets consist of the main crystal phase, the Nd-rich phase and the oxide phase. In order to compare the difference of the compositions in three phases of both magnets, the EDX analysis is carried on at three points, A, B and C in Figs. 3(a) and (b). The results show that there is no difference of the compositions in the three phases of both magnets, indicating that the main microstructure of the low-temperature aged magnet is the same as that of the two-stage aged one.
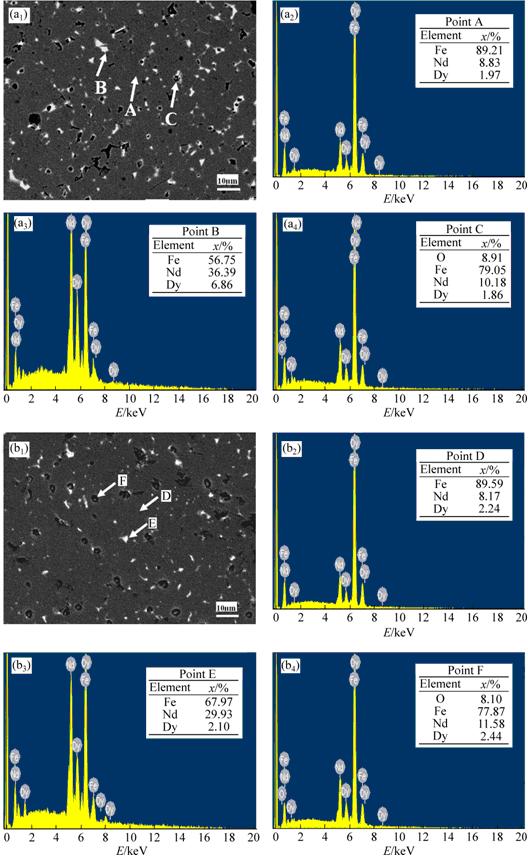
Fig. 3 SEM BES images and corresponding EDS patterns of two-stage aged (a) and low temperature aged (b) NdDy-Fe-B magnets
Back scattered electron images of the two-stage aged (Fig. 4(a)) and low-temperature aged (Fig. 4(b)) NdDy-Fe-B magnets are shown in Fig.4. It can be seen that grains of Nd2Fe14B of both magnets are surrounded by Nd-rich phases which form thin, continuous and uniform layers along the Nd2Fe14B grain boundaries and form smaller grains at the Nd2Fe14B grain junctions. Therefore, the magnetic exchange interaction between the neighboring Nd2Fe14B grains can be removed so as to increase the intrinsic coercivity [3]. Compared to the low-temperature aged magnets, the grain size of the two-stage aged magnets is fine because of the recrystallization during high temperature ageing process. The grain refinement and the increase of grain boundaries can lead to the increase of the magnet coercive force. On the other hand, the number of particles of the low-temperature aged magnets are more than the two-stage aged ones and it can also play an important role in the magnetic static coupling separations of main phase grains, weakening static magnetic coupling of neighboring grains, and pinning of domain walls, so as to enhance the coercivity of magnets [14].
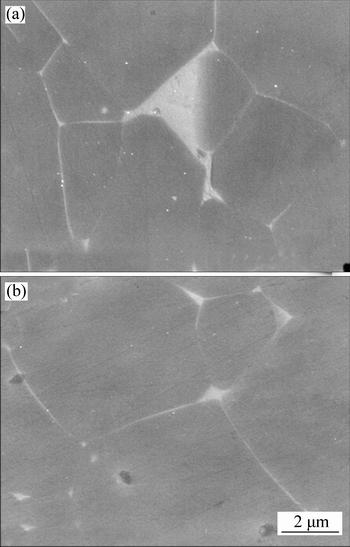
Fig. 4 Back scattered electron images of two-stage aged (a) and low-temperature aged (b) NdDy-Fe-B magnets
3.3 Crystal orientation characterization
The XRD patterns of the sintered, two-stage aged and low-temperature aged Dy-doped Nd-Fe-B magnets are shown in Fig. 5. The results show that the (006) diffraction peaks of the three magnets are strongest, and the (105) diffraction peaks are preferred orientation. Therefore, the crystal orientations of the two-stage aged and the low-temperature aged magnets are exactly the same.

Fig. 5 XRD patterns of NdDy-Fe-B magnets
3.4 Mechanical properties detection
The bending strength, Vickers hardness and compressive strength test results of the two magnets are shown in Table 2. It can be seen that, the compressive strength and Vickers hardness of the low-temperature aged magnets are basically the same as those of the two-stage aged magnets, but the bending strength of the former is higher than that of the latter. Magnetic anisotropy may lead to anisotropic mechanical properties. The mutual coupling effect of magnetic and elastic performance also has this possibility to cause the anisotropy of mechanical properties of the magnets [15].
Table 2 Comparison of mechanical properties of Nd-Fe-B permanents between two-stage aged and low-temperature aged NdDyFeB magnets

3.5 Fracture analysis
We also observed the fractured surfaces of the two samples. Figure 6 shows the fracture morphology and spectrogram of the two-stage aged (Fig. 6(a)) and the low-temperature aged (Fig. 6(b)) NdDy-Fe-B magnets.
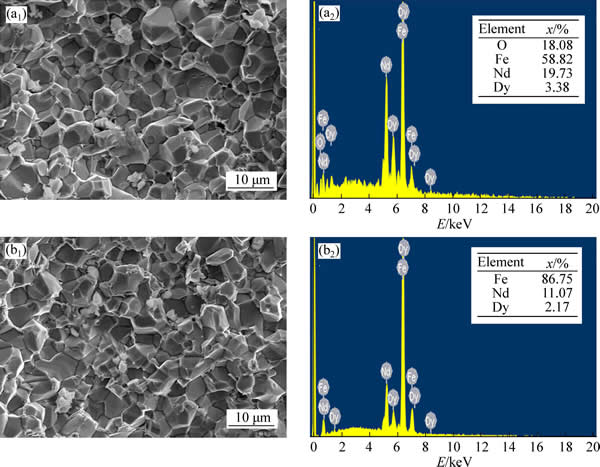
Fig. 6 Fracture morphology and corresponding spectrogram of two-stage aged (a) and low-temperature aged (b) NdDy-Fe-B magnets
As shown in Fig. 6, they both exhibit an intergranular fracture. The distributions of the grain boundary phase are similar,namely, the massive grain boundary phase taking the shape of thin slice exists along the grain boundary. The difference of the two samples is that the former has uniform grain size and the latter has more fine particles of the matrix phase.
According to the spectrogram of arrow in Fig. 6(a), most particles located on the surface of matrix phase of two-stage aged magnets are oxide nonmagnetic phases. The spectrum in the corresponding arrow in Fig. 6(b) shows that micro-particles on the surface of low- temperature age magnets are (Nd,Dy)2F14B. The anisotropy field of Dy2Fe14B (Ha=15.0 T) is much higher than that of Nd2Fe14B (Ha=7.6 T). Therefore, the low-temperature aged magnets also have high coercivity because the magnetic anisotropy at the grain surface is higher than that of grain interior.
3.6 Brittleness detection and analysis
Figure 7 shows the linear relationship between AE energy cumulative count (En) and indentation load (P) of the two-stage aged and the low-temperature aged samples measured by Vickers hardness indentation with acoustic emission detection. Graph abscissa is Vickers hardness indentation load (P) and Y-axis is acoustic emission cumulative energy count (En) value. The linear fitting coefficients of the two straight lines of the two magnets are 0.92 and 0.97, respectively. It is shown that the relationship between En and P accords with linear rule, the slope K values of the two lines are 2.81 and 2.42, respectively. The K value of the low-temperature aged sample is smaller than that of the two-stage aged samples. It indicates that the increasing rate of indentation crack total length of the former is slower than that of the latter, so the brittleness of the low-temperature aged magnet is lower than that of the two-stage aged one.

Fig. 7 Linear relationships of AE energy cumulative count and indentation load of two-stage aged and low-temperature aged magnets
4 Discussion
By comprehensive comparison on the microstructure and properties of the two-stage aged and the low-temperature aged Dy-doped Nd-Fe-B magnets, it can be seen that there is no fundamental difference between both magnets. The sintered Dy-doped Nd-Fe-B magnets can adopt the low-temperature ageing process which has lower energy consumption, shorter processing time and much lower production cost replacement of the traditional two-stage ageing one, and therefore it has an important application value.
The sintered Dy-free Nd-Fe-B magnets are also aged by the same way as above, but the same results as the sintered Dy-doped Nd-Fe-B magnets are not obtained. The intrinsic coercivity of the two-stage aged Dy-free Nd-Fe-B magnets is significantly higher than that of the low-temperature aged ones. So the tranditional two-stage ageing process is still essential for the Dy-free Nd-Fe-B magnets. Thus, Dy element is the key to make the low-temperature ageing process effective for the sintered Dy-doped Nd-Fe-B magnets.
The chemical property of Dy is very active and it has low oxidation resistance. After being added into Nd-Fe-B magnets, Dy element will partially replace Nd in the crystal lattice of the main phase Nd2Fe14B to form Dy2Fe14B. Therefore, the magnetic anisotropy of the main phase and the intrinsic coercivity of the magnets is obviously improved [16]. At the same time, Dy atoms can also penetrate the grain boundary phase to promote its distribution as thin layer along the grain boundary among the main phase, so as to effectively prevent the nucleation and growth of magnetization reversal domain, which is also conducive to enhance the intrinsic coercivity of the magnets.
The traditional two-stage ageing process can give rise to complete diffusion of Dy element and make its more reasonable distribution in the main crystal phase and the grain boundary phase. As a result, the intrinsic coercivity of the two-stage aged Dy-doped Nd-Fe-B magnets increases obviously. The low temperature ageing process seems incapable of causing the diffusion of Dy element due to low temperature. However, the low temperature ageing process has the same effect as the two-stage ageing one so as to cause the Dy atoms diffusion and reasonable distribution in the main crystal phase and the grain boundary phases of the Dy-doped Nd-Fe-B magnets. The main reasons are two aspects. One is that the sintered Dy-doped Nd-Fe-B magnets undergo a rapid cooling after sintering process, which results in an internal stress increase and nonuniform distribution in the magnets. The other is that in the microstructure of the sintered magnets, the grain boundary phases are discontinuously distributed among the (Nd, Dy)2Fe14B main phases or distributed in the boundary corners as coarse granular phase. Such an uneven morphology further causes the internal stress nonuniform distribution in the magnets. Therefore, in the low temperature ageing, the local energy fluctuation caused by the internal stress unevenly distributed in the magnets benefits to Dy atoms diffusion at low temperature. Moreover, the high activity of Dy element with iron, oxygen and boron also increases its diffusion ability to promote its reasonable distribution in the main crystal phase and the grain boundary phases. So the ideal microstructure and excellent magnetic properties have been obtained by the low temperature ageing process.
5 Conclusions
The microstructures, crystal orientations, magnetic and mechanical properties of the sintered Dy-doped Nd-Fe-B magnets treated by the low-temperature ageing process at 400-600 °C for 2 h or by the two-stage ageing at 800-900 °C for 2 h and at 400-600 °C for 2 h are basically the same. The advantages of the low- temperature ageing process are low energy consumption, high efficiency and significantly reduction cost of the sintered Dy-doped Nd-Fe-B magnets. The main reasons to promote Dy atoms diffusion and reasonable distribution in the main crystal phase and the grain boundary phases of the sintered Dy-doped Nd-Fe-B magnets by the low temperature ageing process are the internal stress uneven distribution in the sintered magnets and the higher activity of Dy element itself.
References
[1] HIROSAWA S, MATSUURA Y, YAMAMOTO H, FUJIMURA S, SAGAWA M. Magnetization and magnetic anisotropy of R2Fe14B measured on single crystals [J]. Journal of Applied Physics, 1986, 59: 873-879.
[2] YU L Q, WEN Y H, YAN M. Effects of Dy and Nb on the magnetic properties and corrosion resistance of sintered NdFeB [J]. Journal of Magnetism and Magnetic Materials, 2004, 283: 353-356.
[3] WOODCOCK T G,ZHANG Y,HRKAC G,CIUTA G, DEMPSEY N M,SCHREFL T, GUTFLEISCH O, GIVORD D. Understanding the microstructure and coercivity of high performance NdFeB-based magnets [J]. ScriptaMaterialia, 2012,67(6): 536-541
[4] BOLLERO A, GEBEL B, GUTFLEISCH O,  K H, SCHULTZ L, MCGUINESS P J, DRAZIC G, KOBE S. NdDyFeBZr high-coercivity powders prepared by intensive milling and the HDDR process [J]. Journal of Alloys and Compounds, 2001, 315: 243-250.
K H, SCHULTZ L, MCGUINESS P J, DRAZIC G, KOBE S. NdDyFeBZr high-coercivity powders prepared by intensive milling and the HDDR process [J]. Journal of Alloys and Compounds, 2001, 315: 243-250.
[5] WANG Jing-dai, FENG Hai-bo, LI An-hua, LI Yan-feng, ZHU Ming-gang, LI Wei. Oxide evolution in NdDy-Fe-B magnet during Ageing process [J]. Journal of Rare Earths, 2012, 30(10): 1020- 1023.
[6] BS EN ISO 3327. Hardmetals-determination of transverse rupture strength [S]. 2009.
[7] LI Mu-sen, HOU Xu-rong, GUO Xiao-yan, ZHOU Xi-wen. Vickers hardness indentation method with acoustic emission to measure the brittleness of boride layer [J]. Physical Testing (physical volumes), 1989, 25: 7-12. ( in Chinese)
[8] LI Mu-sen, HOU Xu-rong, CUI Jian-jun, ZHANG Zhen-zhon, LIU Pei-hai. The physical nature of brittle criterion K of boride layer [J]. Transaction of Metals and Heat Treatment, 1995, 16(1): 43-47. (in Chinese)
[9] ZHOU G F, FU S Y, SUN X K, CHUANG Y C. Influence of annealing on the magnetic properties and microstructure of Nd-Fe-B based magnets [J]. Physica Status Solidi A, 1990, 121: 257-264.
[10] HIROSAWA S, TSUBOKAWA Y. The Nd-Fe-B materials for permanent magnets [J]. Journal of Magnetism and Magnetic Materials, 1990, 84(3): 309-316.
[11] MENUSHENKOV V P, SAVCHENKO A G. Heat treatment, microstructure and coercivity of (Nd, Dy)-Fe-B based permanent magnets [J]. Journal of Magnetism and Magnetic Materials, 2004, 272(2): E1891-E1893.
[12] KARIMI Z, MOHAMMADIFAR Y, SHOKROLLAHI H, KHAMENEH A S H, YOUSEFI G H, KARIMI L. Magnetic and structural properties of nano sized Dy-doped cobalt ferrite synthesized by co-precipitation [J]. Journal of Magnetism and Magnetic Materials, 2014, 361: 150-156.
[13] KOU X C, de BOER F R,  R, WIESINGER G, SUZUKI H, KITAZAWA H, TAKAMASU T, KIDO G. Magnetic anisotropy and magnetic phase transitions in R2Fe17 with R=Y, Ce, Pr, Nd, Sm, Gd, Tb, Dy, Ho, Er, Tm and Lu [J]. Journal of Magnetism and Magnetic Materials, 1998, 177/181(2): 1002-1007.
R, WIESINGER G, SUZUKI H, KITAZAWA H, TAKAMASU T, KIDO G. Magnetic anisotropy and magnetic phase transitions in R2Fe17 with R=Y, Ce, Pr, Nd, Sm, Gd, Tb, Dy, Ho, Er, Tm and Lu [J]. Journal of Magnetism and Magnetic Materials, 1998, 177/181(2): 1002-1007.
[14] Robert C O H. Modern magnetic materials [M]. New York: Wiley Press, 2000.
[15] JIA Chen-chang, SUN Ai-zhi. Sintered NdFeB magnets [J]. Metal World, 2013, 3: 9-14. (in Chinese)
[16] HARLAND C L, DAVIES A. Magnetic properties of melt-spun Nd-rich NdFeB alloys with Dy and Ga substitutions [J]. Journal of Alloys and Compounds, 1998, 281(1): 37-40.
(Edited by FANG Jing-hua)
Foundation item: Project((2012) 1743) supported by the Chinese National Major Special Project for the Rare Earth and Rare Metallic Materials
Received date: 2015-10-30; Accepted date: 2016-01-23
Corresponding author: HU Qing-xian, Professor, PhD; Tel: +86-15052910621; E-mail: huqingxian@126.com

