J. Cent. South Univ. (2016) 23: 523-528
DOI: 10.1007/s11771-016-3098-9

Microstructure & texture evolution and magnetic properties of high magnetic-induction 6.5% Si electrical steel thin sheet fabricated by a specially designed rolling route
LI Hao-ze(�����)1, LIU Hai-tao(������)1, 2, LIU Zhen-yu(������)1, WANG Xiang-long(������)1,
LUO Zhong-han(���Һ�)3, ZHANG Feng-quan(�ŷ�Ȫ)3, CHEN Sheng-lin(��ʥ��)3,
HUANG Jing-wen(�ƾ���)3, WANG Guo-dong(������)1
1. State Key Laboratory of Rolling and Automation (Northeastern University), Shenyang 110819, China;
2. Institute of Research of Iron and Steel, Shasteel, Zhangjiagang 215625, China;
3. National Engineering Research Center for Silicon Steel (Wuhan Iron & Steel (Group) Corp), Wuhan 430083, China
 Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Abstract: Electrical steel sheets with 6.5% (mas fraction) Si with good shapes and superior magnetic inductions were successfully produced by a specially designed processing route including ingot casting, hot rolling and warm rolling both with interpass thermal treatment, and final annealing. The sheets were of 0.2 mm and 0.3 mm thick over 140 mm width. A detailed study of the microstructural and textural evolutions from the hot rolling to annealing was carried out by optical microscopy, X-ray diffraction and electron backscattered diffraction. The hot rolled sheet characterized by near-equiaxed grains was dominated by the mixture of <001>//ND fiber (��-fiber), <110>//RD fiber (��-fiber) and <111>//ND fiber (��-fiber) textures owing to the partial recrystallization and strain induced boundary migration (SIBM) during the hot rolling interpass thermal treatment. The static recovery and SIBM during the warm rolling interpass thermal treatment result in large and elongated warm rolling grains. The warm rolling texture is dominated by obvious ��, Goss and strong ��-fiber textures. The application of the interpass thermal treatment during hot and warm rolling significantly enhances the impact of SIBM during annealing, which is responsible for the formation of the moderate ��-fiber, some near-�� fiber texture components and the obviously weakened ��-fiber texture in the annealed sheet, leading to a higher magnetic induction compared to the commercially produced 6.5% Si steel by chemical vapor deposition (CVD).
Key words: 6.5% Si electrical steel; microstructure; texture; magnetic property
1 Introduction
Non-oriented electrical steels are widely used as the core material in motors, transformers and generators. The performance of these electrical machines relies heavily on the core material��s magnetic properties, such as magnetic induction and iron loss, which are mainly influenced by silicon concentration, grain size, strip thickness, impurities level as well as crystallographic texture [1].
With the increasing demands for high-frequency applications, the conventional 0.3%�C3% (mass fraction) Si electrical steel sheets are definitely not qualified. Instead, 6.5% electrical steel which presents excellent magnetic properties, such as higher permeability, lower eddy current and hysteresis losses at high frequencies, and approximately no magnetostriction [2�C3] tends to be the preferred choice. However, the fabrication of thin 6.5% Si electrical steel sheet (thickness <0.3 mm) is extremely difficult owing to its intrinsically limited ductility and formability, which seriously hinders its commercial application. Recently, the investigations focused on the manufacturing technology of thin 6.5% Si electrical steel sheet have been concentrated on the directional solidification [4], strip casting [5�C6], chemical vapor deposition (CVD) [7�C8], and conventional rolling [9�C13]. Combined with boron microalloying and the controlled microstructure & texture of the directionally solidified ingot, FU et al [4] produced 0.15 mm thick 6.5% Si electrical steel sheet, but the extremely limited solidification rate (�C1.5 mm/min) of this technology seriously deteriorated the production efficiency. Strip casting technology which can produce thin sheet directly from the melt with a thickness close to that of the traditionally hot rolled band is far more efficient.Benefiting from the developed <001>//ND columnar structure and the dramatically reduced rolling deformation. LIU et al [5�C6] produced 0.5mm thick 6.5% Si electrical steel sheet with strong ��-fiber texture and superior magnetic induction. However, the iron loss of the strip casting 6.5% Si electrical steel is still not fully optimized probably due to the introduction of the excessive microcracks in the as-cast strip. As a kind of successfully industrial production technology, CVD technology avoids the direct rolling deformation of the 6.5% Si steel sheet. Instead, the Si content in the conventional 3% Si electrical steel sheet is increased up to 6.5% by an accurately controlled siliconizing process [7�C8], but the whole production line requires high tightness level due to the poisonous reactant of the gaseous SiCl4. By comparison, the conventional rolling method is much easier to operate and the iron loss of the final product [11] is comparable to that of the CVD product [7]. By utilizing boron alloying treatment and conventional rolling route involving ingot casting, forging, hot rolling, warm rolling and cold rolling, 0.05 mm thick 6.5% Si steel sheet with satisfying surface flatness and roughness was produced [10]. Hence, as a kind of mature and steady technology, the conventional rolling route to produce 6.5% Si electrical steel still has great value and potential to be further investigated.
Usually, the large warm or cold rolling reduction followed by ingot casting induces too much strain accumulation which leads to strong hard-magnetization ��-fiber texture and very weak magnetically favorable �� and Goss textures in the annealed sheet [9�C13]. As already mentioned, taking advantage of the small strain accumulation in the strip casting route and the initial <001>//ND columnar structure of the as-cast strip, strong ��-fiber texture was obtained in the annealed sheet. Moreover, an earlier report [14] indicated that beneficial ��-fiber texture could be recovered in the finally annealed sheet by utilizing SIBM which tended to facilitate the growth of ��-grains with lower Taylor factors, if the initial material with developed columnar structure was treated with multi-pass light rolling followed by intermediate annealing. In summary, the initially strong <001>//ND structure and the small strain accumulation seem to be two necessary factors to increase the ratio of ��/��. However, in the absence of the accurate <001>//ND columnar structure, the optimization of the annealing texture of 6.5% Si electrical steel produced by conventionally rolling route is not known and to be solved on the basis of insuring good shape quality.
In the present work, 0.2 mm and 0.3 mm thick 6.5% Si electrical steel sheets with good shapes and superior magnetic induction were successfully produced by a specially designed rolling route, including ingot casting, hot rolling and warm rolling. Especially, interpass thermal treatment was adopted during hot and warm rolling processes, which could definitely reduce the strain accumulation and promote SIBM during hot, warm and annealing processes. The microstructure, texture evolutions through the whole processing route and the final magnetic properties of the annealed sheet were investigated.
2 Material and methods
A 40 kg Fe-6.5% Si ingot prepared in a vacuum induction furnace was firstly homogenized at 900 ��C for 2 h and subsequently hot rolled to 4 mm with the finishing temperature at 740 ��C in a two-high reversing mill. The 4 mm thick sheet was further hot rolled to 1 mm at about 870 ��C. The reduction per pass was 0.3 mm and the interpass thermal treatment was conducted at 1050 ��C for 1 min after each pass. After that, the 1 mm thick sheet was finally warm rolled to 0.2 and 0.3 mm at about 510 ��C, respectively. The reduction per pass was set as 0.05 mm and the interpass thermal treatment was conducted at 700 ��C for 1 min after each pass. Finally, the warm rolled sheets were annealed in a nitrogen atmosphere at 980 ��C for 10 min.
Textures of the hot rolled, warm rolled and annealed sheets were quantitatively examined by measuring the three incomplete pole figures {110}, {200} and {211} with Co K��1 radiation using Bruker D8 Discover X-ray diffraction. From the pole figures, the orientation distribution functions (ODFs) were calculated by series expansion method (Imax=22). The different layers are defined as the parameter S=2a/d, where a represents the distance from the center layer of the sheet and d represents the whole thickness of the sheet. Optical microscopy was made on the longitudinal section defined by rolling direction (RD) and normal direction (ND). Five specimens with 100 mm length and 30 mm width were cut from every annealed sheet along the rolling direction and used for magnetic properties measurement. Magnetic inductions at 800 A/m (B8) and iron losses at 1 T, 50 Hz (m10/50); 1 T, 400 Hz (m10/400); 0.2 T, 1000 Hz (m2/1000) were measured in a single sheet tester. Then five series of magnetic properties data were obtained for every annealed sheet and used to calculate the average value in the present work.
3 Results and discussions
3.1 Hot rolling microstructure and texture
The 0.3 mm reduction per pass and the application of interpass thermal treatment at 1050 ��C promote SIBM and partial recrystallization during hot rolling, giving rise to inhomogeneous microstructure characterized by near-equiaxed grains (Fig. 1(a)). The grain size of some large grains exceeds 200 ��m, while that of some small grains is less than 50 ��m. The hot rolling texture is dominated by mixed ��-fiber, ��-fiber and ��-fiber textures at different thickness layers (Figs. 1(b), (c), (d)). Obviously, a texture gradient exists through the hot rolling sheet thickness. The intensity of the ��-fiber and ��-fiber textures generally increases from surface to center layer. Cube texture component ({001}<100>) and weak Goss texture component ({110}<001>) which are absent at the center layer are found at the surface and sub-surface layers.
This texture gradient might be attributed to two factors: 1) the distinction in the deformation mode through the hot rolled sheet thickness; 2) the occurrence of SIBM during interpass thermal treatment. The plane strain mode in the center layer facilitates the formation of the mixed ��/�� fiber texture which transforms from the rotation of the grains with unstable orientations, such as {001}<100> grains, leading to higher intensities of mixed ��/�� textures at the center layer. By contrast, shear deformation is accompanied at the surface and sub-surface layers due to the friction between the hot rolled sheet and the rolls, which is responsible for the formation of the Goss texture component [15] at the surface and the sub-surface layers (Figs. 1(b) and (c)).Moreover, the occurrence of SIBM during interpass thermal treatment tends to facilitate the formation of the Cube and Goss grains which possess lower stored energy at the surface and sub-surface layers.
3.2 Warm rolling microstructure and texture
After multi-pass warm rolling at about 510 ��C, 0.2 mm and 0.3 mm, thick sheets with good shapes are produced (Fig. 2). No cracks could be observed on the surface of the sheets and the sheet widths both exceed 140 mm. The appropriate warm rolling temperature, small warm rolling reduction of 0.05 mm, and the application of the interpass thermal treatment significantly enhances the softening process, such as dynamic recovery, static recovery and SIBM, resulting in limited strain accumulation during warm rolling. Thus, the deformation between the neighboring grains tends to be coordinated and the formation of microcracks is impeded.
As shown in Fig. 3, the warm rolling microstructures are inhomogeneous. The large and elongated grains (<111>//ND), and the relatively small grains (<100>//ND, <110>//ND) are almost free from shear bands (Fig. 3), which is different from the warm and cold rolling microstructures characterized by large amount of in-grain shear bands in the 6.5% Si electrical steel sheet produced by LIU et al [5�C6] and LIU et al [13], respectively. The coordinated deformation during warm rolling significantly impeds the formation of in-grain shear bands which are orientation dependent [16] and mainly originate from the inhomogeneous deformation in the grains with higher Taylor factors [17].
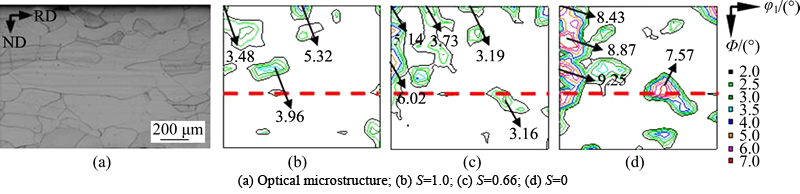
Fig. 1 Optical microstructure and textures at different layers:
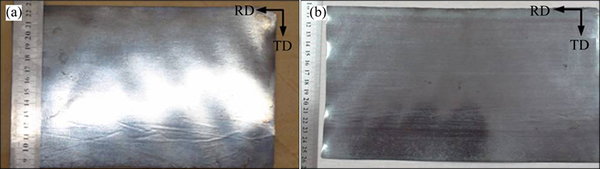
Fig. 2 Warm rolled sheets of 6.5% Si steel with thicknes of 0.2 mm (a) and 0.3 mm (b)
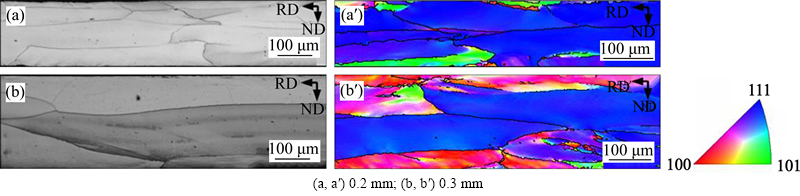
Fig. 3 Optical microstructures (left) and orientation image maps (right) of warm rolled sheet with different thicknesses:
The warm rolling textures of the 0.2 mm and 0.3 mm thick sheets (Fig. 4) are mainly characterized by ��-fiber, Goss and weak ��-fiber textures at the surface layer, while strong ��-fiber, weak ��-fiber and ��-fiber textures dominate the center layers. Owing to a larger warm rolling reduction, the 0.2 mm thick sheet possesses a higher intensity of the ��-fiber texture at the center layer. The warm rolling texture in the present study is very different from the cold rolling texture of the 6.5% Si electrical steel [13] which is dominated by extremely strong and uniform ��-fiber texture together with very weak ��-fiber texture (Fig. 4(c)). The survival of the magnetically favorable textures (�� and Goss) after warm rolling is considered to be attributed to the limited strain accumulation and the occurrence of SIBM in the warm rolling process.
3.3 Annealing microstructure and texture
During annealing, SIBM together with limited recrystallization in the regions with sharp lattice curvatures occurs, which is responsible for the non- uniform recrystallization microstructures in both annealed sheets (Fig. 5). Some ��-grains and near ��-grains fully grow up, besides the detrimental ��-grains obviously loose their advantage in size by the invasion of the other grains during annealing (Fig. 5). The limited stored energy accumulated and the lack of the deformation substructures in the warm rolling microstructures makeSIBM become the main recrystallization mechanism during annealing. Nuclei tend to originate from the bulging of the pre-existing grain boundaries and grow into the adjacent deforming grains with higher stored energy [18�C20], which is driven by the stored energy difference between the two adjacent grains. Hence, the invasion of the ��-grains processing more stored energy which is proportional to the Taylor factor by other grains, such as �� and Goss grains characterized by lower Taylor factor, is considered to be inevitable. However, the migrating rates of the various grain boundaries in the warm rolling microstructures are very different owing to the distinct boundary characteristic and the stored energy difference between the adjacent grains, which gives rise to inhomogeneous annealing microstructures after a relatively short annealing time.
The textures of the annealed sheets are mainly dominated by obvious ��-fiber, Goss and weak ��-fiber textures at the surface layers, while mild ��-fiber, ��-fiber and some other texture components appeared at the center layers (Figs. 6(a), (b)). As expected, owing to the survival of the magnetically favorable �� and Goss textures in the warm rolled sheet, and the enhanced impact of SIBM during the specially designed rolling route and the final annealing process, the intensity of the magnetically favorable ��-fiber textures are kept at a high level and the intensities of the detrimental ��-fiber textures are obviously weakened after annealing (Figs. 6(a), (b) and Figs. 7(a), (b)). Moreover, the intensity of the unfavorable ��-fiber texture in the 0.2 mm thick sheet (Fig. 7(a)) is also weakened after annealing. In general, the annealing textures in the present are significantly improved compared with that (Fig. 6(c)) of the annealed 6.3% Si steel sheet [9].
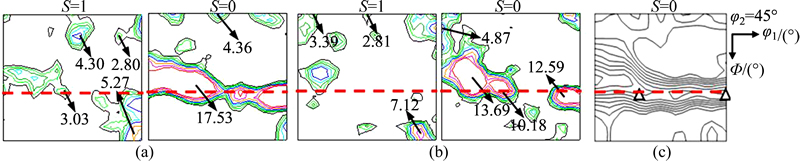
Fig. 4 Warm rolling textures of sheet in the present work of 0.2 mm thickness (a) 0.3 mm thickness (b) and cold rolling texture produced in Ref. [13] (c)
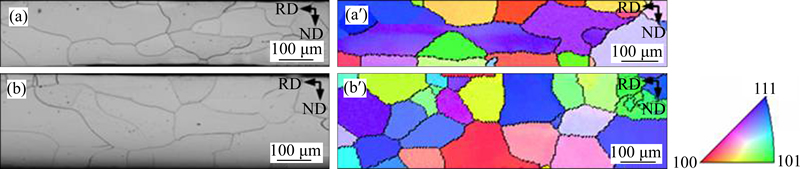
Fig. 5 Optical microstructures (left) and orientation image maps (right) of annealed sheet with 0.2 mm (a, a��) and 0.3 mm thickness (b, b��)
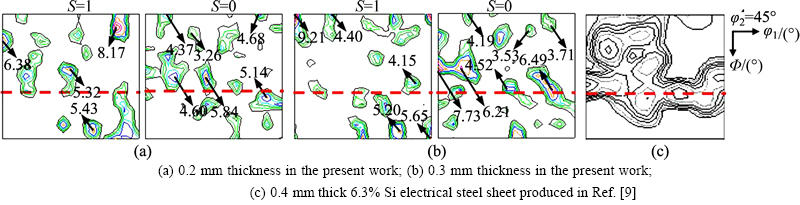
Fig. 6 Textures of annealed sheets:
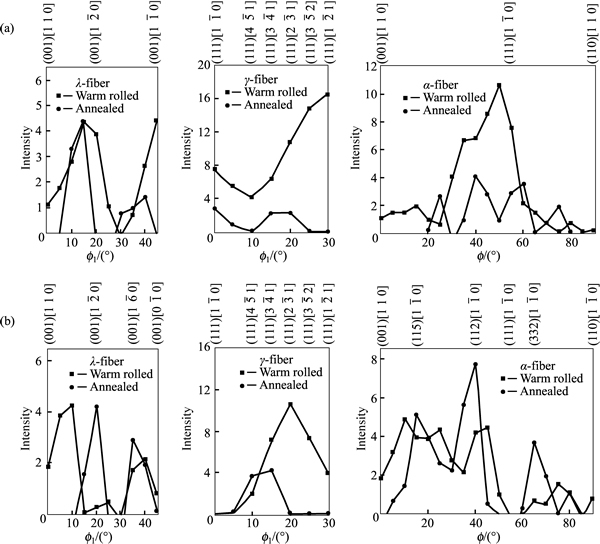
Fig. 7 Intensities of ��, �� and ��-fiber textures in sheets with 0.2 mm (a) and 0.3 mm (b) thickness
3.4 Magnetic property
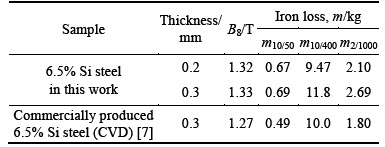
The magnetic properties of the annealed sheets are listed in Table 1. Owing to the weakened intensity of the deteriorative ��-fiber texture and the relatively high intensities of the ��-fiber, near-�� and Goss texture components, the magnetic induction (B8) of the 0.3 mm thick sheet in this study reaches up to 1.33 T, significantly higher than the reported value of 1.27 T of the commercial 6.5% Si steel sheet produced by CVD [7].
However, the iron losses, m10/50, m 10/400 and m 2/1000, are a little higher than those of the CVD product [7]due to the higher impurities level of the investigated steel and the inhomogeneous annealing microstructure. The possessing parameters in the present study need to be further optimized in the future in order to further decrease the iron loss.
Table 1 Comparison of magnetic properties between 6.5% Si steel in this work and commercial product produced by CVD
4 Conclusions
1) The morphology of the hot rolling grains is near-equiaxed due to the occurrence of the partial recrystallization and SIBM during the interpass thermal treatment. The hot rolling texture is characterized by mixed ��-fiber, ��-fiber and ��-fiber textures.
2) The application of the warm rolling interpass thermal treatment prevents the crack of the warm rolled sheet. Meanwhile, the occurrence of static recovery and SIBM reduced the strain accumulation during warm rolling, giving rise to inhomogeneous warm rolling microstructures nearly free from in-grain shear bands and the survival of the �� and Goss grains which are beneficial to the optimization of the annealing texture.
3) The annealing microstructure is non-uniform owing to the distinct boundary migrating rate and the stored energy difference between the adjacent grains. The annealing texture is dominated by moderate ��-fiber, near ��-fiber, Goss and weak ��-fiber textures owing to the enhanced impact of SIBM during annealing.
4) The annealed sheet shows much higher magnetic induction compared to the commercial 6.5% Si electrical steel produced by CVD due to the optimization of the annealing texture.
References
[1] HUNEUS H, G NTHER K, KOCHMANN T, PLUTNIOKl V, SCHOPPA A. Nonoriented magnetic steel with improved texture and permeability [J]. Journal of Materials Engineering and Performance, 1993, 2(2): 199�C203.
NTHER K, KOCHMANN T, PLUTNIOKl V, SCHOPPA A. Nonoriented magnetic steel with improved texture and permeability [J]. Journal of Materials Engineering and Performance, 1993, 2(2): 199�C203.
[2] ARAI K I, ISHIYAMA K. Recent developments of new soft magnetic materials [J]. Journal of Magnetism and Magnetic Materials, 1994, 133(1/2/3): 233�C237.
[3] YU J H, SHIN J S, BAE J S, LEE Z H, LEE T D, LEE H M, LAVERNIA E J. The effect of heat treatments and Si contents on B2 ordering reaction in high-silicon steels [J]. Materials Science and Engineering A, 2001, 307(1/2): 29�C34.
[4] FU Hua-dong, ZHANG Zhi-hao, PAN Hong-jiang, MO Yuan-ke, XIE Jian-xin. Warm/cold rolling processes for producing Fe-6.5% Si electrical steel with columnar grains [J]. International Journal of Minerals Metallurgy and Materials, 2013, 20: 535�C540.
[5] LIU Hai-tao, LIU Zhen-yu, QIU Yi-qing, SUN Yu, WANG Guo-dong. Microstructure, texture and magnetic properties of strip casting Fe-6.2%Si steel sheet [J]. Journal of Materials Processing Technology, 2012, 212(9): 1941�C1945.
[6] LIU Hai-tao, LIU Zhen-yu, SUN Yu, GAO Fei, WANG Guo-dong. Development of ��-fiber recrystallization texture and magnetic property in Fe�C6.5% Si thin sheet produced by strip casting and warm rolling method [J]. Materials Letters, 2013, 91: 150�C153.
[7] ABE M, TAKADA Y, MURAKAMI T, TANAKA Y, MIHARA Y. Magnetic properties of commercially produced Fe-6.5% Si sheet [J]. Journal of Materials Engineering, 1989, 11(1): 109�C116.
[8] WANG Xu, ZHANG Fan, ZHU He-fan, PAN Hong-liang. Influence of temperature and diffusion time on manufacturing procedure of high silicon steel by CVD method [J]. Surface Technology, 2013, 42(1): 85�C87. (in Chinese)
[9]  T, HOUBAERT Y, FISCHER O, SCHNEIDER J. Production of high silicon steel for electrical applications by thermomechanical processing [J]. Journal of Materials Processing Technology, 2003, 141: 132�C137.
T, HOUBAERT Y, FISCHER O, SCHNEIDER J. Production of high silicon steel for electrical applications by thermomechanical processing [J]. Journal of Materials Processing Technology, 2003, 141: 132�C137.
[10] LIN Jun-pin, YE Feng, CHEN Guo-liang, WANG Yan-li, LIANG Yong-feng, JIN Ji-nan, LIU Yan. Fabrication technology, microstructures and properties of Fe-6.5%Si alloy sheets by cold rolling [J]. Frontier Science, 2007(2): 13�C26. (in Chinese)
[11] YANG Kun, LIANG Yong-feng, YE Feng, LIN Jun-pin. Fe-6. 5%Si electrical steel strip core losses detection and comparison by means of Epstein frame and inductor [J]. Materials Review, 2013, 27(22): 102�C104, 115. (in Chinese)
[12] QIN Zhuo, ZHU Jun, WU Jun, ZHAN Li, GONG Tian, CONG Shan-hai, ZHU Bai-lin. Research status and development of the texture evolution of high silicon steel [J]. Materials Review, 2014, 28(6): 79�C83, 98. (in Chinese)
[13] LIU Jin-long, SHA Yu-hui, ZHANG Fang, LI Ji-chao, YAO Yong-chuang, ZUO Liang. Development of {210} <001> recrystallization texture in Fe�C6.5% Si thin sheets [J]. Scripta Materialia, 2011, 65: 292�C295.
[14] STOJAKOVIC D, DOHERTY R D, KALIDINDI S R, LANDGRAF F J G. Thermomechanical processing for recovery of desired <001> fiber texture in electric motor steels [J]. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science, 2008, 39: 1738�C1746.
[15] LEE D N, JEONG H T. The evolution of the Goss texture in silicon steel [J]. Scripta Materialia, 1998, 38(8): 1219�C1223.
[16] WAGNER P, ENGLER O, LUCKE K. Formation of Cu-type shear bands and their influence on deformation and texture of rolled fcc {112}<111> single crystals [J]. Acta Metallurgica et Materialia, 1995, 43: 3799�C3812.
[17] QUADIR M Z, DUGGAN B J. A microstructural study of the origins of �� recrystallization textures in 75% warm rolled IF steel [J]. Acta Materialia, 2006, 54: 4337�C4350.
[18] BECK P A, SPERRY P R. Strain induced boundary migration in high purity aluminium [J]. Journal of Applied Physics, 1950, 21: 150�C152.
[19] BELLIER S P, DOHERTY R D. The structure of deformed aluminium and its recrystallization-investigations with transmission Kossel diffraction [J]. Acta Metallurgica, 1977, 25: 521�C538.
[20] BATE P, HUTCHINSON B. A re-evaluation of the mechanism of SIBM [J]. Scripta Materialia, 1997, 36(2): 195-198.
(Edited by FANG Jing-hua)
Foundation item: Projects(51004035, 51374002, 50734001) supported by the National Natural Science Foundation of China; Project(2012BAE03B00) supported by the National Key Technology R&D Program, China; Project(2012AA03A506) supported by the High-tech R&D Program, China; Project(N120407009) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2015-01-12; Accepted date: 2015-06-11
Corresponding author: LIU Zhen-yu, Professor, PhD; Tel: +86-24-83680571; Fax: +86-24-23906472; E-mail: zyliu@mail.neu.edu.cn

