Trans. Nonferrous Met. Soc. China 20(2010) s926-s930

Numerical simulation of a thixocasting process for AISI420 stainless steel air-turbine blade
DAO Van-luu(������)1,2, ZHAO Sheng-dun(������)1, ZHANG Qi(�� ��)1
1. School of Mechanical Engineering, Xi��an Jiaotong University, Xi��an 710049, China;
2. Le Quy Don Technical University, Ha Noi, Viet Nam
Received 13 May 2010; accepted 25 June 2010
Abstract: A new technology, semi-solid casting (thixocasting) method, was used to replace the conventional hot forging process to form AISI420 stainless steel air-turbine blade. The power law cut-off (PLCO) material model in Procast software was used to simulate the thixocasting process. The thixocasting process was simulated. The results show that the reasonable technology parameters for air-turbine blade thixocasting process are obtained: billet temperature 1 483-1 485 oC, piston velocity 12-15 m/s and die temperature is about 400 oC.
Key words: thixocasting; air-turbine blade; AISI420 stainless steel; numerical simulation; Procast software
1 Introduction
The semi-solid casting (thixocasting), which can realize microstructure refinement, low loading and near net shape forming, recently has been rapidly developed. Compared with the conventional casting technologies, thixocasting has low forming temperature, significantly longer die life, high part precision, production efficiency and comprehensive mechanical properties. As compared with hot forging technologies, thixocasting has quite low yield strength, high fluidity, low forming load and low surface roughness. Especially in thixocasting process, a complex geometry product can be obtained by only one step forming. This technology has been widely applied in nonferrous metal forming and satisfactory results were derived, but not with ferrous metal[1-7].
The air-turbine blade made by AISI420 stainless steel has complex geometry (shown in Fig.1) and high requirement of mechanical properties. Presently, hot forging process is widely used to form this product. By this method, material usage coefficient is quite low, amount of post machining is considerable and production efficiency is low, therefore, the cost of the product is quite high. In this work, a new process, thixocasting, is used to replace the conventional hot forging process to form this blade. Using thixocasting to form this blade has some advantages. For instance, the mass of a blade is 4.56 kg; if hot forging method is used, the mass of billet would be no less than 10.8 kg. However, billet mass needs only 5.12 kg of material if thixocasting technology is used, and 5.68 kg raw material (approximately 52.6%) can be saved. On the other hand, using thixocasting to form air-turbine blade has some difficulties, such as complexity of the die structure and machining, complicated forming process. Moreover, air-turbine blade is made of AISI420 stainless steel, thixocasting process occurs in a too high temperature (1 400-1 500 oC). This technology is still incomplete. Therefore, a clear understanding of forming law in thixocasting process is the most essential to ensure successful application technology in forming this blade. Hence, in this work, numerical simulation method was used to simulate air-turbine blade thixocasting process, and then, the influence of forming parameters on the thixocasting process was investigated.

Fig.1 Blade of air-turbine
In semi-solid processing, billet includes liquid phase and solid phase, therefore, compared with conventional forging and casting technologies, the forming process become more and more complex, and numerical simulation is much more difficult[1, 8-9]. Up to now, a lot of researchers have successfully used commercial software to simulate semi-solid metal (SSM) process. For instance, some of them have used finite different softwares: BARKHUDAROV et al with Flow-3D, KIM and KANG with MAGMAsoft, ILEGBUSI and BROWN with PHOENIC etc. Others used finite element software: Alexandrou et al with PAMCASTSI-MULOR, ZAVALIANGOS and LAWLEY with ABAQUS, DING et al with DEFORM3-D etc[9]. One of them, JAHAJEEAH et al successfully used power law cut-off (PLCO) model in Procast to simulate the thixocasting process[9-13]. In this work, the PLCO model was used to simulate AISI420 stainless steel air-turbine blade thixocasting process, and then, the influence of main technology parameters on thixocasting process was revealed.
2 Modelling air-turbine blade thixocasting process
Thixotropy is defined as material behavior characterized by a reversible decrease of apparent viscosity due to the application of shear[8]. Thixotropic materials have a very complex thermo-mechanical behaviour because they are temperature dependent[11]. Depending on the thermo-mechanical loading condition, the deformation of the liquid and solid phases can be either homogenous or heterogeneous. Modelling and simulation of SSM processing have been achieved with essentially two different approaches: two-phase and one-phase approaches[4,11]. In one phase approach, the thixotropic material behaves like a ��classical�� and homogenous medium in which both solid and liquid have the same velocity. This method has a wider solidification interval from a volume solid fraction of 0 up to 1 and is implemented in the PLCO of Procast. The PLCO model is based on the assumption that the material model is isotropic, its behaviour is purely viscoplastic and independent on pressure, and deformation is homogenous[10-13].
During a thixoforming process, no significant macroscopic liquid segregation occurs. The thixotropic material which consists of a partial solid and partial liquid phase can therefore be treated as a one phase model. The fluid flow is described by a Navier-Stokes model with a non-Newtonian viscosity function[9-11]. The temperature dependent shear thinning is approximated by a power law function as shown in Eqs. (1) and (2):
m( ,T)= m0(T)
,T)= m0(T) if
if  ��0 (1)
��0 (1)
m(,T)= m0(T)n(T) if ��0 (2)
where m is the local viscosity, m0 is the temperature dependent base viscosity, is local shear rate, 0 is cut-off shear rate and n is shear thinning exponent[9-11]. The shear history of the fluid is taken into account in this model by using a simple cut-off method. The latter is applied in different identified shear regions. In such regions, shear thinning will only occur if the shear rate cut-off value, 0, is exceeded. On the other hand, if it is not exceeded, the viscosity is not affected by local shearing and is calculated using 0[10-11].
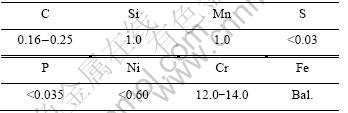
The air-turbine blade is made of AISI-420 stainless steel, and its chemical composition is shown in Table 1. Liquid point and solidus point are 1 450 oC and 1 510 oC, respectively[1,7,14].
Table 1 Chemical composition of alloy (mass fraction, %)
Simulation parameters identification: There are three main parameters influencing on this thixocasting process, namely billet temperature, piston velocity and die temperature. The quality of a thixocasting process can be compromised if the processing parameters are not appropriate. For instance, a high piston velocity will introduce turbulence, a low billet temperature will lead to incomplete fill and a low die temperature will cause cold shut problems[11]. Hence, it is needed to clearly specify these suitable values of technology parameters.
The main technology parameters in air-turbine blade thixocasting process simulation are specified as follows: billet temperature 1 478-1 490 oC, corresponding to volume solid fraction between 0.41 and 0.60; piston velocity 8-25 m/s; die temperature 300-500 oC; heat transfer coefficient between die and casting 1 kW/(m2��K).
3 Simulation and analysis
The air-turbine blade thixocasting process is divided into two stages: one is die filling process and the other is cooling and solidification. First stage evolves in a quite short time (0.02-0.09 s), therefore, the billet temperature is nearly unchanged. Filling process is shown in Fig.2, corresponding to the billet temperature 1 483 oC, piston velocity 15 m/s and die temperature 400 oC.

Fig.2 Die filling process corresponding to different time: (a) 0.008 s; (b) 0.020 3 s; (c) 0.0285 s; (d) 0.051 7 s
Die filling process depends on variety of parameters, in which billet temperature and piston velocity are very important. If billet temperature is so low, solid fraction is too high and viscosity is high, so that there might still exist incomplete filling defect. If billet temperature is high, the viscosity will be decreased and filling capability will be increased, but this has a bad influence on microstructure[11]. Moreover, with high velocity of piston, the increase of flowing velocity will introduce turbulence flow, which causes decrease in filling capability as well as products quality. If the velocity of piston is quite low, the viscosity is quite high, so that there may exist incomplete filling defect. Therefore, in the thixocasting process, billet temperature should be reasonably chosen. If billet temperature is too low, this might also lead to incomplete filling. Simulation results show that, at either billet temperature lower than 1 475 oC (corresponding to 65% solid fraction) or piston velocity less than 5 m/s, it might also lead to incomplete filling.
Velocity field of thixocasting process, corresponding to piston velocity of 15 m/s, is shown in Fig.3(a). It can be seen that velocity is not uniformly distributed. Some points have a high flow velocity, and this can lead to turbulence flow.
The die filling time in thixocasting process of blade of air-turbine is quite short, normally it takes 0.02-0.09 s, depending mostly on piston velocity. Fig.3(b) represents the distribution of filling time, corresponding to piston velocity of 15 m/s and billet temperature of 1 483 oC. The relationship between filling time and piston velocity diagram is shown in Fig.4. It can be seen from Fig.4 that the dependence of filling time upon piston velocity is nonlinear. When piston velocity is low, die filling time is quite sensitive to piston velocity; when piston velocity increases, filling time strongly decreases. At a specific point, the sensitivity of relation between filling time and piston velocity decreases significantly.

Fig.3 Velocity field (a) and die filling time (b)
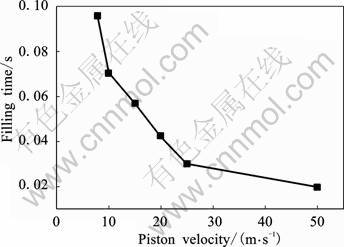
Fig.4 Die filling time-piston velocity curve
Second stage of thixocasting process of air-turbine blade is cooling and solidification. The temperature distribution corresponds to initial billet temperature at 1 483 oC, die temperature at 400 oC and the time is 52.70 s, as shown in Fig.5. It can be seen that billet temperature is not uniformly distributed. The temperatures in the central billet and gating system are significantly higher than those in other positions, hence, they are the last ones to be solidified (shown in Figs.6 and 7). This may lead to concentration of defects on these positions, such as shrinkage porosity and dendrite microstructure, which has a bad influence on the products mechanical property.
The solidification time of the thixocasting process of air-turbine blade mainly depends on initial temperature of billet as well as die temperature (see Fig.8). When billet and die temperature increase, solidification time also increases. On the other hand, low die temperature will cause cold shut problems[11].

Fig.5 Temperature distribution when corresponding time is 52.70 s

Fig.6 Solidification time
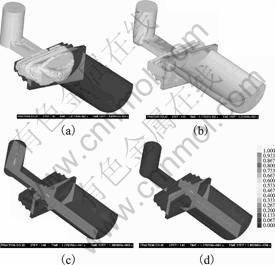
Fig.7 Solidification process corresponding to different time: (a) 0.0162 s; (b) 0.0512 s; (c) and (d) 12.77 s, cross section 1 and 2, respectively
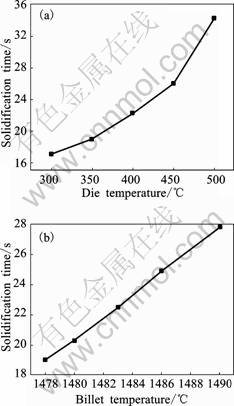
Fig.8 Solidification time�Cdie temperature curves (a) at billet temperature of 1 483 oC and solidification time-billet temperature (b) at die temperature of 400 oC
Defects in the thixocasting process can also be predicted by Procast software, such as shrinkage porosity (see Fig.9). According to Figs.5-7 and 9, it can be seen that the last solidification positions are also the concentration defect locations, i.e., the central of billet and gating system. The level and locations of defect depend on die temperature, billet temperature and piston velocity.

Fig.9 Distribution of shrinkage porosity for cross section 1 (a) and 2 (b)
Simulation results show that in air-turbine blade thixocasting process, although porosity defect may still exist, it is in a low level. Specifically, with the same simulation parameters such as billet temperature, piston velocity and die temperature, defect level is quite low (shrinkage porosity about 0.10-0.15) compared with 0.20-0.25 of high pressure die casting. There is a remarkable advantage of the AISI420 stainless steel air-turbine blade thixocasting.
The relationship between defect level, billet temperature and piston velocity is shown in Fig.10, corresponding to die temperature of 400 oC. When piston velocity increases, the level of shrinkage porosity also increases. This can explain that when piston velocity increases, incidence of turbulence and gas trapping phenomenon increases, hence, causing an increased defect level[11]. Simultaneously, with billet temperature of 1 483 oC, defect level will be smaller than that when billet temperature is 1 478 oC and 1 490 oC. The reasons may be that when billet temperature is quite low, high volume solid fraction, high viscosity, bad filling capability and solid-liquid segregation easily occur; when billet temperature is quite high, collapse phenomenon easily occurs, and oxidization level increment leads to an increased defect level[1,11]. Simulation results show that processing with billet temperature of 1 483 oC, piston velocity of 12-15 m/s and die temperature of 400 oC will lead to minimum defect level.
By changing air-turbine blade thixocasting technology parameters in simulation process, the most reasonable parameter were derived. Billet temperature should be in the range of 1 483-1 485 oC, piston velocity should be in the range of 12-15 m/s and die temperature should be about 400 oC. With above values, the filling process will be suitable, fluid flow velocity is not too high so that turbulence will not occur and defect level will be minimum.
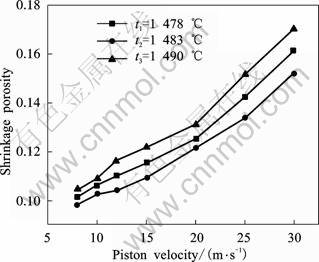
Fig.10 Relationship between shrinkage porosity and piston velocity
4 Conclusions
1) In AISI420 stainless steel air-turbine blade thixocasting process, there are three main technology parameters, i.e., billet temperature, piston velocity and die temperature, influencing forming process and product quality. Filling time is quite short, i.e. 0.02-0.09 s; solidification time is 17-35 s. The last solidification locations occur in the center of billet and gating system, and these might be the defect concentration locations.
2) In air-turbine blade thixocasting process, although defect might still exist, its level is considerably decreased compared with that in conventional casting. Level and location of defects depend on main technology parameters such as billet temperature, piston velocity and die temperature.
3) Through simulation and analysis, the suitable values of several technology parameters for forming AISI420 stainless steel air-turbine blade are obtained. These parameters include billet temperature 1 483-148 5 oC, piston velocity 12-15 m/s and die temperature about 400 oC. These parameters are important foundation for applying thixocasting technology in forming air-turbine blade.
References
[1] HIRT G, KOPP R. Thixoforming: semi-solid metal processing [M]. Weiheim: Willey VCH Ver Gmbh & Co, KGaA, 2009: 169-235.
[2] KIRKWOOD D H, DAVID H. Semi-solid processing of alloy [M]. New York: Springer, 2009: 3-15.
[3] MAO Wei-min. Semi-solid metal process[M]. Beijing: China Machine Press, 2004: 287-328. (in Chinese)
[4] FLEMMINGS M C. Behavior of metal alloy in the semi-solid [J]. Metall Trans, 1991, 22B: 269-293.
[5] FAN Z. Semisolid metal processing [J]. International Materials Reviews, 2002, 47:1-39.
[6] PUTTGEN W, BLECK W, HIRT G, SHIMAHARA H. Thixoforming of steel: A status report [J]. Advanced Engineering Material, 2007, 4: 231-245.
[7] HIRT G, BLECK W, BUHRIG-POLACZEK A, et al. Semi solid casting and forging of steel [J]. Solid State Phenomena, 2006, 116/117: 34-43.
[8] ZAVALIANGOS A, LAWLEY A. Numerical simulation of thixoforming [J]. Journal of Material Engineering and Performance, 1995, 4(1): 40-47.
[9] ATKINSON H. V. Modelling the semisolid processing of metallic alloys [J]. Progress in materials science, 2005, 50: 341-412.
[10] ORGEAS L, GABATHULER J-P, IMWINKELRIED T H, PARADIES C H, RAPPAZ M. Modelling of semi-solid processing using a modified temperature-dependent power-law model [J]. Modelling and simulation in Materials Science and Engineering, 2003, 11: 553-574.
[11] JAHAJEEAH, BRUWER R, DAMM O, et al. Application of numerical modelling in SSM automotive brake calliper castings [C]//. Proceedings of the 7th International on Advanced semi-solid Processing of Alloy and Composites. Tsukuba, 2002: 533-538.
[12] FOROUGHI A, AASHURI H, et al. Modelling of Die Filling of Semi-Solid A356 Aluminum Alloy [C]//. Proceedings of the 10th International on Advanced Semi-Solid Processing of Alloy and Composites. Aachen, Germany and Li��ge, Belgium, 2008: 141-143.
[13] PARADIES C J, RAPPAZ M, IMWINKELRIED T, et al. Simulation of the pressure die casting process of a thixotropic aluminium alloy [C]//. 4th International Conference on Semi-Solid Processing of Alloys and Composites. Sheffield, England, 1996: 115-120.
[14] YAN Biao. Stainless steel handbook [M]. Beijing: China Chemical Industry Press, 2009: 96-110. (in Chinese)
(Edited by CHEN Can-hua)
Foundation item: Project(50375117) supported by the National Natural Science Foundation of China
Corresponding author: Dao Van-luu; Tel: +86-29-82668607; E-mail: daoluu_nt@yahoo.com

