J. Cent. South Univ. Technol. (2008) 15: 801-807
DOI: 10.1007/s11771-008-0148-y
Cemented backfilling technology with unclassified tailings based on vertical sand silo
WANG Xin-min(王新民)1, ZHAO Bin(赵 彬)1, ZHANG Qin-li(张钦礼)1, XU Dong-sheng(徐东升)2
(1. School of Resources and Safety Engineering, Central South University, Changsha 410083, China;
2. Wuhan Institute of Rock and Soil Research, Chinese Academy of Science, Wuhan 430071, China)
Abstract: A new technology characterized by rapidly non-mechanical settlement of unclassified tailings was developed based on a large number of tests, and dynamic settlement and continual slurry preparation without hardening in vertical sand silo were eventually realized by the addition of an effective flocculating agent (NPA). The results show that the sedimentation velocity of interface between unclassified tailings and water after the addition of NPA increases by 10-20 times, the sedimentation mass fraction of unclassified tailings at the bottom of vertical sand silo is up to 64%, the solid particle content of waste water meets the national standard, and the side influences of NPA can be removed by the addition of fly ash. The industrial test result shows that the system, the addition manner and the equipments are rational, and the vertical sand silo is used efficiently. This developed system is simple with large throughput, and the processing cost is 2.2 yuan(RMB)/m3, only 10%-20% of that by mechanical settlement.
Key words: vertical sand silo; unclassified tailings; flocculating agent; settlement; concentration; industrial test
1 Introduction
Pipeline gravity transportation technology for backfilling slurry, introduced in 1960’s of China, is widely employed in many mines with classified tailings as backfilling aggregate stored in vertical sand silos. The technology is characterized by rapid settlement of classified tailings in vertical sand silos, high sedimentation mass fraction of tailings slurry recovered from the silos and no hardening at the bottom of the silos. However, the utilization rate of unclassified tailings is very low, usually less than 50%, due to excessive rejection of fine particles. Furthermore, the excessive rejected fine particles are harmful to the safety of slurry dams and shorten the service period of dams, increasing the maintenance fee. Meanwhile, the rigorous request of the backfilling body capability to avoid rockburst raises the fee of backfilling seriouly in the deep well mines. It has become an urgent task to study backfilling technology with unclassified tailings, especially for the deep well mines[1].
Key point of cemented backfilling with unclassified tailings is dewatering and settlement technology. Mechanical technology is characterized by two-step craftrork: dewatering and filtering. Firstly, unclassified tailings with 10%-20% of mass fraction from the preparation plant are raised to a slurry with 40%-50% of mass fraction by high efficiency concentrator. Secondly, the slurry is consequently dewatered into filter with 20%-22% of water content[2-5]. The two-step technology is effective, however, with the disadvantages of large investment, frequent change of devices, complex craftwork, high energy consumption and limited processing capability[6-7]. Quick concentration and settlement of unclassified tailings with flocculating agent were studied in Wangershan Gold Mine and Xiaotieshan Mine of Baiyin Corporation. However, the study was only focused on the concentration and settlement influences, and it is not popularized for not getting a simple and effective addition manner and good solutions to solve the problems of being hard to dewater, high water content of backfilling body, long time for initial solid and low body strength caused by flocculating agent[8-9]. In this study, a new technology, with a convenient addition manner of flocculating agent and fly ash as the removers of the side effects of flocculating agent on backfilling effect, characterized by rapid non-mechanical settlement of cemented backfilling with unclassified tailings, was developed, aiming at the vertical sand silos of metal mines based on the tests of settlement, cemented strength and industrial application with unclassified tailings. The new technology achieves dynamic settlement and continual slurry preparation of unclassified tailings without hardening in vertical sand silos.
2 Laboratory tests of settlement with unclassified tailings
2.1 Research methods
Unclassified tailing samples were obtained from the Shuikoushan Preparation Plant, Hunan Province, China. The sedimentation velocity of the interface between the unclassified tailings and water, pH values and transparence of flow water were measured in a 1 L standard graduated cylinder by the R.S.Ramalho approach, pH-3 acidometer and 72 photometer, respectively. Unclassified tailings slurry and flocculating agent were mixed by gravity self-flowing in a 50 mm (diameter)×800 mm (length) organic glass jar with 18% of slope, and passed into a mixing tank with 100 mm (diameter)×227 mm (height) for the settlement and concentration tests.
2.2 Properties of materials
A suitable backfilling aggregate was manufactured from unclassified tailings, created by the new technology, and combined with Portland cement binder. Fly ash was introduced in the tests in order to improve the flowability of the backfilling slurry. The main physical and mechanical features, size distribution and main chemical compositions of the backfilling materials are listed in Tables 1-3.
From these tables, it can be seen that:
1) The great content of fine particle (about 45.0% for the particles with size less than 74 μm) and low permeability coefficient (one number degree smaller than classified tailings) of unclassified tailings suggest that the drainage is difficult.
2) Fly ash has potential binding capability for its great content of SiO2 (56.90%) and Al2O3 (20.30%). Furthermore, according to experience, fly ash should be ground to 3 000 cm2/g to make good use of the cementation activity.
3) SiO2 is inert material although content in unclassified tailings is up to 58.6%, and the harmful content (As) is little. So unclassified tailings can be used to backfill.
2.3 Flocculating agent
A polyacrylamide flocculating agent, named NPA, whose relatively molecular mass approximates to 5×106, with the features of dissolving in water but not in organic solvent[10], was chosen. It is very popular in the field of drinking-water, sewage and liquid waste disposal. The molecular formula of NPA is as follows:
The active element of NPA is acetyl group (―CO―NH2), which presents nonionic property in alkalescence and weak acid medium, and weak cationic active in strong acid medium. NPA (added into solution with 1.0% of concentration for these tests) has an excellent flocculating capacity even at low dosage levels, but requires special storage without iron wares, solarization, drench, strong collision and exposure, etc[11].
Table 1 Main physical and mechanical features of unclassified tailings and fly ash

Table 2 Size distributions of unclassified tailings and fly ash (mass fraction, %)

Table 3 Main chemical compositions of unclassified tailings and fly ash (mass fraction, %)

2.4 Function mechanism
NPA is very useful to the unclassified tailings in both normal and dynamic tests. According to the DLVO theory[12-13], the function mechanism is interpreted as follows.
1) Bonding mechanism of hydrogen bond: During the function process between NPA and unclassified tailings, the hydrogen of the active group and the oxygen on the mineral surface can bond, and be absorbed on the mineral surface, then form synthesis and flocculation. The bonding energy is 8-40 kJ/mol.
2) Bonding mechanism of coordination bond: The covalent electron of the coordination bond is supplied by a single atom, but not both. NPA mainly reacts with these elements: Fe, Mg, Al and Ca of the mineral gangue. The valence electron orbit of the atom on the surface of the mineral gangue is not saturated or empty, and the hydroxyl complex ion is the same with the capability to accommodate the single electron of N or O from the active group of the NPA to form the coordination bond. And the complex action emerges, making the flocculation absorbed on the mineral surface.
3) Bonding mechanism of chemical bond: The reason for the NPA absorbing on the surface of the mineral is possibly that some hydroxyls (―OH ˉ ) react with these elements: Ca, Fe, Al, ect, on the surface of the mineral, engendering chemical bond and compound. And the bonding energy is higher than 40 kJ/mol.
4) Absorbing mechanism of electrostatic force and the van der Waals force: The electricity signs of the flocculation active group and the mineral are opposite, which engenders sorption function between the flocculation active group and mineral. And the sorption function energy lies on the ohmic potential drop between these electricities, being about 4-12 kJ/mol.
The van der Waals force between the NPA and mineral, in nature, is an instantaneous dipole function, and its energy is about 8-40 kJ/mol.
2.5 Results and analysis
2.5.1 Effects of NPA dosage on sedimentation features
The effects of NPA dosage on sedimentation features, with 20% of mass fraction of unclassified tailings, are illustrated in Fig.1 and Table 4. The sedi- mentation velocity of the interface between unclassified tailings and water increases with increasing dosage of NPA. For example, the sedimentation velocity of the interface is only 3 mm/min without NPA, and increases to 90, 115 and 200 mm/min with 5.0, 7.5 and 10.0 mg/L of dosage of NPA, respectively. And the velocity will maximize and become constant with 30.0 mg/L of dosage or more[14-15].
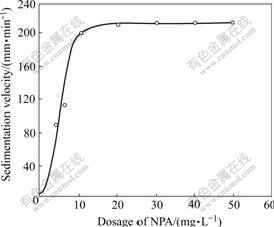
Fig.1 Relationship between sedimentation velocity of interface and dosage of NPA
In Fig.2, these sedimentation distance feature curves, with 20% of mass fraction of unclassified tailings, show that the unclassified tailings go down slowly without NPA (curve 1), but go down quickly with 10.0 mg/L of dosage (curve 3). The sedimentation distance reaches 204 mm in the first 1 min, then speeds into compression.

Fig.2 Curves of sedimentation distance of unclassified tailings with different dosages of NPA
The sedimentation mass fraction of unclassified tailings and transparence of overflow water are greater than 60% and 85% when the dosage of NPA varies from 5.0 to 30.0 mg/L according to Table 4. However, the optimum dosage of NPA is 10.0 mg/L, according to economic and technology factors.
Table 4 Effects of dosage of NPA on sedimentation features

2.5.2 Effects of mass fraction of unclassified tailings on sedimentation features
The effects of mass fraction of unclassfied tailings on sedimentation features with 10.0 mg/L of dosage of NPA are shown in Table 5. Obviously, the sedimentation velocity of the interface decreases with increasing mass fraction of unclassified tailings when the dosage of NPA is kept constant. The velocity is 244 mm/min at 15.7% of mass fraction of unclassified tailings, and 208, 200 and 175 mm/min at 17.5%, 20.7% and 22.8% of mass fraction, respectively. This suggests that the stable mass fraction of unclassified tailings is crucial to the sendimentation indexes.
Table 5 Effects of mass fraction of unclassified tailings on sedimentation features

2.5.3 Effects of concentration of NPA solution on sedi- mentation features
The effects of concentration of NPA solution on sedimentation features are shown in Table 6, in which the mass fraction of unclassified tailings and dosage of NPA are 20% and 10.0 mg/L, respectively.
Table 6 Relationship between concentration of NPA solution and sedimentation features

The sedimentation velocity is only 170 mm/min with 0.5% of concentration of NPA, but reaches 200 mm/min with 0.1% of concentration. Moreover, in the first situation, the overflow water is still turbid with 40% of transparence, and the suspended solid concentration is 1×10-4, even after 90 min. This is because the NPA solution with high concentration cannot be rapidly scattered in the slurry. Therefore, the optimum concentration of NPA solution is 0.1%.
3 Laboratory tests of cemented strength with unclassified tailings
The conglobation function of NPA results in the problems of being hard to dewater, high water content of backfilling body, long time for initial solid and low body strength. So, cemented strength tests were carried out to solve these problems with fly ash addition. During these tests, the dosage of NPA and concentration of NPA solution were 10.0 mg/L and 0.1% respectively, according to the laboratory tests of settlement with unclassified tailings above.
3.1 Proportion tests
According to the properties and main mechanical compositions of unclassified tailings and fly ash, the recipe of backfilling materials was adopted in laboratory tests as follows: the mass ratios of cement to fly ash to unclassified tailings are 1?0?6, 1?0?8, 1?2?6, 1?2?8, 1?1?6 and 1?1?8; mass fractions of solid materials are 68% and 70%; maintance periods are 14, 28 and 90 d[16-17]. Moreover, the circumstance temperature for proportion tests is lower than 10 ℃. The results of proportion tests are summarized in Table 7.
Table 7 Results of proportion tests

3.2 Results and analysis
1) Fly ash can greatly raise the compressive strength. For example, the 90 d uniaxial compressive strengths of samples with 1?1?6 and 1?2?6 of mass ratio are 2.97 and 3.79 MPa, higher than those of samples with 1?0?6 by 15% and 90%, respectively.
2) Mass fraction of solid material is not significant to the cemented strength for the rational size distribution and dense unclassified tailings after concretion. After the addition of active materials, the strength raises and the concrete isolation disappears. Furthermore, the bleeding rate of samples with fly ash is obviously lower than that of the samples without fly ash, which is beneficial to improving backfilling quality[18].
3) The circumstance temperature for laboratory tests is lower than 10 ℃, which reduces the effect of hydration reaction. However, in fact, the maintaining temperature is higher than 20 ℃ during the industrial test, which will increase the strength by 30%.
4) Following recipe of backfilling materials is suggested by economical and technical analysis of experimental results. Mass ratio of cement to fly ash to unclassified tailings is 1?1?6, mass fraction of solid materials is 68%, and 90 d uniaxial compressive strength of backfilling body is not less than 2.97 MPa.
4 Industrial test
Industrial test was carried out based on the existing backfilling system of Kangjiawan Mine with proper NPA addition manner, according to the laboratory tests of settlement and cemented strength with unclassified tailings.
4.1 Backfilling system
The backfilling system was established near the Shuikoushan Processing Plant in 1997, including two same vertical sand silos with the volume capacity of 850 m3, a cement silo with the volume capacity of 110 m3 and a mixing tank with the diameter of 2.1 m. The old manufacturing preparation process with classified tailings required unclassified tailings from the Shuikoushan Processing Plant. These particles, being less than 37 μm in size, are excluded by a hydraulic cyclone with 600 mm of diameter, and the others are pumped into two vertical sand silos (10 km away from the plant for natural settlement) with 90-110 m3/h of throughput. Industrial test of the new technology was carried out based on the existing system without the hydraulic cyclone, but with NPA[19].
4.2 Addition manner of NPA
The flowchart of addition of NPA is shown in Fig.3.

Fig.3 Flowchart of addition of NPA
The NPA powder was firstly scattered into two slurry mixing tanks with the size of 1.7 m(diameter)×1.7 m (height) by two vibrating reagent feeders to form NPA solution with 0.5% of concentration. Then, the solution flowed into a 6.5 m(length)×4.6 m(width)×1.5 m (height) store unit with the slope more than 18% and the third slurry mixing tank with the size of 1.6 m (diameter) ×1.6 m (height), to form the NPA solution with 0.1% of concentration in a dilution tank with the effective volume of 5.25 m3. At last, the NPA solution was added into two vertical sand silos by four siphon machines with 2.16 m of length.
4.3 Effect of industrial test
The sedimentation velocity varies from 129 to 142 mm/min with the average of 131 mm/min when NPA (10 mg/L) is added. Meanwhile, unclassified tailing slurry with 20% of mass fraction is continuously pumped into vertical sand silos. The sedimentation mass fraction of unclassified tailings reaches 60%-78%, and the content of solid particle in the waste water meets the national water quality standards (Table 8). The gross of 800 m3 unclassified tailings, the original unclassified tailings with 20% of mass fraction and 180 m3/h of flux from the Shuikoushan Processing plant, can be gained in vertical sand silos for 16 h. The sedimentation mass fraction of unclassified tailings slurry at last fluctuates from 62% to 71%, which is fit for production.
Table 8 Quality parameters of waste water

The backfilling volume with unclassified tailings is 2.9×104 m3 during the industrial test. The maximum capability is 452.8 m3 per shift, which satisfies the requirement of practical backfilling. The current mass ratio of cement to fly ash to unclassified tailings (1?0?8) is used, but not the suggested mass ratio, for no available fly ash devices. Furthermore, the 7 and 28 d uniaxial compressive strengths are 0.52 and 1.23 MPa, respectively. The processing cost of unclassified tailings by using the new technology is only 10%-20% of that required by the conventional mechanical settlement craftwork.
5 Conclusions
1) A new technology, characterized by rapid non-mechanical settlement of unclassified tailings, can solve such difficult problems as large investment, high energy consumption and limited capability existing in mechanical dewatering technology. It achieves dynamic settlement and continual preparation of unclassified tailings in vertical sand silo eventually breaks through in the field of backfilling with unclassified tailings and establishes basement for the deep well mines.
2) The flocculation process is very complex for the influence factors of flocculating agent property, mineral surface property, medium composition and others. The function comes from the hydrogen bonding, the coordination bonding and the chemical bonding, which is helpful for further study on different unclassified tailings.
3) The sedimentation velocity of the interface between unclassified tailings and water in vertical sand silos after NPA addition is 10-20 times of that of the cases without flocculating agent and the content of solid particle in waste water meets the national water quality standards. The sedimentation time of unclassified tailings using the new technology in vertical sand silos is greatly shortened, raising the utilization rate of the unclassified tailings and avoiding unclassified tailings hardened at the bottom of vertical silos. The sedimentation mass fraction of unclassified tailings slurry recovered from the vertical silos exceeds 64%.
4) Fly ash can remove the side effects of NPA and be propitious to backfilling for reducing the isolation of cement greatly, decreasing the bleeding of backfilling body clearly and advancing the strength of backfilling body effectively.
5) The flocculation addition system has proven to be reasonable and effective by the industrial test and the cost is 2.2 yuan(RMB)/m3, only 10%-20% of that in mechanical settlement process. By now, this new technology has been used to backfill about 4.3×105 m3 mined-out gobs using all the unclassified tailings from the mine, saving 1.6×107 yuan(RMB) for maintaining of the tailing dam, in Kangjiawan Mine, China.
References
[1] GU De-sheng, LI Xin-bing. Modern mining science and technology for metal mineral resources [M]. Beijing: Metallurgy Industrial Press, 2006. (in Chinese)
[2] SI Jing-cai, CHANG Jie-chen, CHEN Xiao-xing. Reliability of paste fill system of the Jinchuan No.2 mine [J]. Journal of University of Science and Technology Beijing, 2002, 9(3): 166-169.
[3] GAO Ying-li, ZHOU Shi-qiong. Influence of ultra-fine fly ash on hydration shrinkage of cement paste [J]. J Cent South Univ Tech, 2005, 12(5): 596-600.
[4] WANG Xin-min, XU Dong-sheng. Comprehensive evaluation of the quality in downward drift stoping [J]. China Mining Magazine, 2006, 15(11): 62-65. (in Chinese)
[5] CUI Jian-qiang, SUN Heng-hu, ZHANG Yu-cheng. A new mode of coal mining under buildings with paste-like backfill technology [J]. Journal of China University of Mining and Technology, 2002, 12(2): 143-147.
[6] WANG Xin-min. Cemented filling industry experiment and prosductive research of Kangjiawan mine [R]. Hengyang: Kangjiawan Mine of Shuikoushan Mining Bureau, 2003. (in Chinese)
[7] HAN Bin, WU Ai-xiang, DENG Jian, WANG Xian-lai. Backfill technical analysis based on reliability theory in the underhand drift cut-and-filling stoping [J]. Journal of Central South University: Science and Technology, 2006, 37(3): 583-587. (in Chinese)
[8] ZHANG Chang-suo, WANG Chen, FU Yi. Study on restraining surficial mud on unclassified tailing filling body [J]. Mining and Metallurgy, 2004, 13(3): 1-5. (in Chinese)
[9] FENG Ju-en, WU Chao, YAO Zhen-gong. Experiment research on improving filling effect with flocculants [J]. Metal Mine, 2005(10): 12-19. (in Chinese)
[10] LI Rong-ting, ZHENG Ya-jie, PENG Zhen-hua, PENG Chang-hong. Simulated dyeing wastewater treated by DMDAAC and its composite flocculant [J]. Journal of Central South University: Science and Technology, 2008, 39(4): 658-664. (in Chinese)
[11] XU Xiao-jun. Flocculation principle [M]. Beijing: Science Press, 2005. (in Chinese)
[12] CHEN Liang, LIN Zhi-yan, CHEN Dong-hui. Flocculation kinetics of chitosan [J]. Journal of Donghua University, 2003, 20(1): 1-3.
[13] MA Fang, WANG Qin, MENG Lu, XU Yang, YANG Ji-xian. The flocculation efficiency of compound bio-flocculant by flocculant-producing bacteria [J]. Journal of Harbin Institute of Technology, 2006, 13(4): 435-438.
[14] LANDR IAULT D A, BROWN R E, COUNTER D B. Paste backfill study for deep mining at Kidd Creek [J]. CIM Bulletin, 2000, 93(1036): 156-161.
[15] LIU Zhi-yong, ZHANG Dong-chen. Study on flocculating mechanism of microbial flocculate for coal slurry [J]. Express Information of Mining Industry, 2008(4): 45-47. (in Chinese)
[16] PATERSON A J C, COOKE R. Design of hydraulic backfill distribution system-lesson from case studies [C]// Proceedings of the 6th International Symposium on Mining with Backfill. Brisbane, Australia: Institute of Mining and Metallurgy, 1998: 121-127.
[17] ZHANG Qin-li, WANG Xin-min. Performance of cemented coal gangue backfill [J]. J Cent South Univ Tech, 2007, 14(2): 216-219.
[18] HOU Hao-bo, HE Xing-hua, ZHU Shu-jing, ZHANG Da-jie. The cement solidification of municipal solid waste incineration fly ash [J]. Journal of Wuhan University of Technology: Material Science Edition, 2006, 21(4): 137-140.
[19] WANG Xin-min, ZHANG Qin-li. The research of cemented filling experiment in Kangjiawan Mine [R]. Changsha: Central South University, 2002. (in Chinese)
Foundation item: Project(2006BAB02A03) supported by National Key Technology Research and Development Program; Project(2006BA02B05) supported by Key Programs for Science and Technology Development of China during the 11th Five Year
Received date: 2008-04-20; Accepted date: 2008-06-25
Corresponding author: WANG Xin-min, Professor, PhD; Tel: +86-731-8879821; E-mail: wxm1958@126.com
(Edited by YANG Hua)

