
Mechanical properties and texture evolution during
hot rolling of AZ31 magnesium alloy
SUN Hong-fei(孙宏飞), LIANG Shu-jin(梁书锦), WANG Er-de(王尔德)
School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 10 June 2009; accepted 15 August 2009
Abstract: Mechanical properties and texture evolutions of the as-rolled AZ31 Mg sheets were investigated. The results show that the grains of the sheets are significantly refined after hot rolling. The mechanical properties of the as-rolled samples are enhanced due to the grain size refinement. The intensity of basal texture decreases with the increase of deformation ratio, and double-peak type basal texture is discovered in the intermediate and large strain hot rolling processes. The formation of the texture is ascribed to the activities of prismatic and non-basal slips, which is the same as the 30% rolled and 50% rolled samples. The incline of basal planes exerts an effect on the mechanical anisotropy during tension along rolling direction (RD) and transverse direction (TD) at room temperature.
Key words: magnesium alloy; AZ31; hot rolling; texture; mechanical properties; electron backscattered diffraction
1 Introduction
Magnesium alloys are very attractive materials due to their good properties, such as low density (1.74 g/cm3), high specific strength and stiffness, good castability and weldability[1]. In order to resolve the global energy and environmental problems, Mg alloys are used in automobiles to reduce mass and minimize the emission of harmful gases. However, Mg has inferior cold workability because of its HCP crystal structure and only basal slip system can be activated at room temperature. So plasticity improvement is very important for the wider application of Mg alloys. Refs.[2-3] reported extrusion, rolling and forging processes on magnesium alloys, which indicates that grain size refinement can effectively enhance the mechanical properties. And Refs.[4-5] demonstrate that texture can influence the ductility of Mg alloys at room temperature. Therefore, both grain refinement and texture distribution should be considered in mechanical properties research.
In this work, cast AZ31 Mg alloys were subjected to hot rolling. Then the effect of deformation ratio on grain size refinement and texture evolutions was examined. Subsequently, the as-rolled samples were tensioned to get their mechanical properties. The correlation between tensile properties and texture was discussed.
2 Experimental
The cast AZ31 Mg alloy sheets with thickness of 20 mm were used in this experiment. The alloy composition is given in Table 1. The fundamentality of billet homogenization was introduced in Ref.[6]. It can affect microstructures and mechanical properties of the rolled AZ31 Mg alloy. Homogenization conditions were set as follows: sheets were heated to 673 K for 10 h and then cooled to room temperature in the furnace. The original sheets were then machined to small slices with dimensions of 80 mm×50 mm×20 mm for use in rolling.
Table 1 Chemical composition of AZ31 used for present study (mass fraction, %)

Before rolling, the sheets were firstly heat treated for 15 min at 673 K. The rolling experiments consisted of one rolling pass to different final thicknesses. The thickness reduction was 20%, 30% and 50%, respectively.
The rolling speed was 5 m/min. It was worthy noting that the sheets were capable of accommodating very large reduction.
The microstructural examinations of the as-received and as-rolled sheets were performed on OLYMPUS GX71 optical microscope. Surface preparation consisted of grinding with progressively finer SiC papers and mechanical polishing. The grain structure was achieved by subsequent etching at room temperature in 1 min in a solution of picric acid (5.5 g), acetic acid (2 mL), water (10 mL) and ethanol (90 mL). Tensile specimens were machined along RD and TD of the sheets. Tensile tests were carried out on INSTRON5569 at room temperature with a strain rate of 1×10-3 s-1. Macrotexture analysis of the as-received sample was examined on a Siemens D5000 diffractometer. Electron backscattered diffraction (EBSD) measurements were performed on the as-rolled samples in JEOL 733 electron probe equipped with HKL Channel 5 system. The observation plane was perpendicular to RD. Sample preparations for EBSD were difficult. It consisted of grinding with progressively SiC papers of grit size 600, 800, 1 000, followed by electropolishing. The electropolishing process was carried out with a solution of 37.5% orthophosphoric acid and 62.5% ethanol at room temperature and voltage of 2.5-5.0 V. Finally, samples were cleaned with methanol and dried with filter paper.
3 Results
3.1 Microstructure of as-received and as-rolled samples
Fig.1(a) shows microstructure of the as-received sheet and it is full of coarse grains. Average grain size was 350 μm measured by the linear intercept method ( =1.74L, L is the liner intercept size). The microstructures of the as-rolled sheets are shown in Figs.1(b), (c) and (d). Twins are obvious in the as-rolled samples.
=1.74L, L is the liner intercept size). The microstructures of the as-rolled sheets are shown in Figs.1(b), (c) and (d). Twins are obvious in the as-rolled samples.
3.2 Texture distributions of as-rolled samples
Figs.2(a), (b) and (c) show orientation imaging maps (OIM) of the as-rolled sheets with rolling reduction of 20%, 30% and 50%, respectively. The different colors represent different orientations of the grains. The nearly identical colored grains mean that the misorientations between these grains are not large. Compared with the original microstructure, the grains of the as-rolled sheets are significantly refined by hot rolling. With the increase of rolling reduction, the grains become finer and finer and the microstructures are more and more homogeneous. A lot of fine and equiaxed grains are found in the as- rolled microstructures. This demonstrates that dynamic recrystallization (DRX) has taken place during the hot rolling. And with the increase of thickness reduction, the

Fig.1 Microstructures of as-received and as-rolled samples: (a) Original microstructure; (b) 20% thickness reduction; (c) 30% thickness reduction; (d) 50% thickness reduction
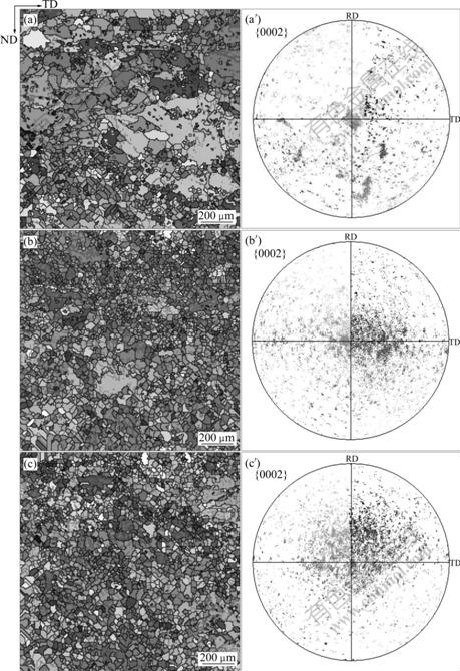
Fig.2 Orientation imaging maps of as-rolled samples((a), (b), (c)) and basal planes distributions of grains((a′), (b′), (c′)): (a), (a′) Rolling reduction 20%; (b), (b′) Rolling reduction 30%; (c), (c′) Rolling reduction 50%
volume fraction of recrystallized grains increases progressively. Figs.2(a′), (b′) and (c′) illustrate basal plane distributions of the grains which are observed in the OIMs. The different color points mean the different color grains in OIMs. Fig.2(a′) demonstrates that basal planes of most deformed grains are parallel to rolling plane (RP), and the basal planes of most recrystallized grains are tilted away from normal direction (ND) of RP to RD in the 20% rolled sample. When the thickness reduction is above 30%, there are only a few of deformed grains. The c-axis of most recrystallized grains tilts away from ND.
Fig.3 shows the X-ray diffraction patterns of the as-received sheet and the standard card of Mg powder. Compared with the standard diffraction pattern, the intensity ratio of diffraction peaks (Fig.3(a)) is nearly the same as the standard ones. This demonstrates that there is no obvious preferred orientation in the original sheet. Fig.4 shows pole figures of the as-rolled sheets by EBSD method. Fig.4(a) demonstrates that a strong {0002} < >-type texture is formed in the 20% rolled sample. Fig.4(b) illustrates that a double-peak type basal texture becomes apparent after 30% reduction, in which right peak tilts 40? away from ND toward TD. After one pass with 50% reduction, a weak {0002}<
>-type texture is formed in the 20% rolled sample. Fig.4(b) illustrates that a double-peak type basal texture becomes apparent after 30% reduction, in which right peak tilts 40? away from ND toward TD. After one pass with 50% reduction, a weak {0002}< >-type texture is formed (Fig.4(c)). The {0002} pole figure indicates that basal poles tilt ±20? away from ND toward RD.
>-type texture is formed (Fig.4(c)). The {0002} pole figure indicates that basal poles tilt ±20? away from ND toward RD.
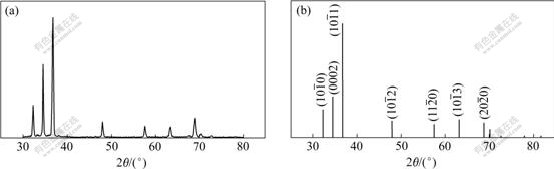
Fig.3 X-ray diffraction patterns of as-received sheet examined perpendicular to rolling plane: (a) As-received sheet; (b) Mg standard card (35-0821)
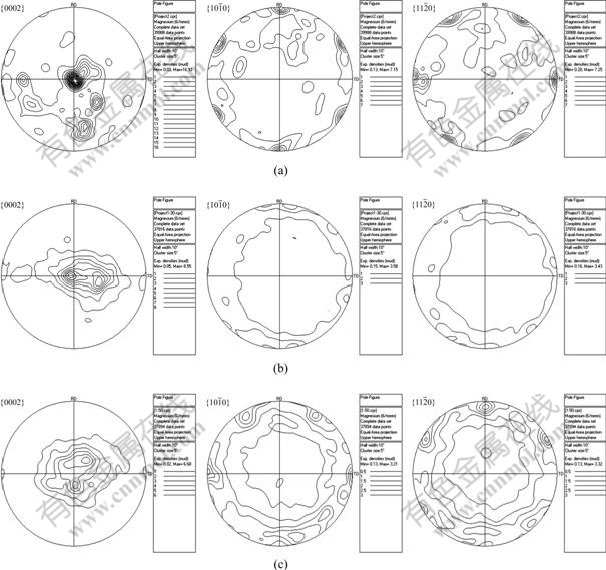
Fig.4 {0002}, { } and {
} and { } texture distributions of as-rolled samples: (a) 20% thickness reduction; (b) 30% thickness reduction; (c) 50% thickness reduction
} texture distributions of as-rolled samples: (a) 20% thickness reduction; (b) 30% thickness reduction; (c) 50% thickness reduction
3.3 Mechanical properties of as-received and as-rolled samples
Fig.5 shows tensile strength, yield strength and elongation against thickness reduction curves. It can be seen that the mechanical properties are significantly improved by rolling. This is mainly due to the grain size refinement. The mechanical properties are a bit different between specimens along TD and RD. This must be influenced by the crystallographic texture formed by rolling[4].

Fig.5 Mechanical properties of as-received and as-rolled samples: (a) Strength―thickness reduction curves; (b) Elongation―thickness reduction curves
4 Discussion
Rolling texture was studied by many researchers [7-16]. Basal texture is the main character for the rolled samples because twinning of the type { } reorients the c-axis parallel to the compression axis. In this study, when the rolling reduction is 20%, twinning will adjust the basal poles parallel to the compression axis. So strong {0002}<>-type texture is formed mainly by deformed microstructure. Fig.2(c) also obviously demonstrates that the c-axis of most recrystallized grains tilt to RD from ND. When the tensile tests are carried out along TD at room temperature, the basal planes of deformed and recrystallized grains are almost parallel to tensile direction and the Schmid factor for basal slip is nearly 0. Therefore, almost no shear force operates on basal planes. As a result, it will be difficult for basal slip to occur. So the yield strength is larger and the elongation is lower compared with those of the specimens tensioned along RD.
} reorients the c-axis parallel to the compression axis. In this study, when the rolling reduction is 20%, twinning will adjust the basal poles parallel to the compression axis. So strong {0002}<>-type texture is formed mainly by deformed microstructure. Fig.2(c) also obviously demonstrates that the c-axis of most recrystallized grains tilt to RD from ND. When the tensile tests are carried out along TD at room temperature, the basal planes of deformed and recrystallized grains are almost parallel to tensile direction and the Schmid factor for basal slip is nearly 0. Therefore, almost no shear force operates on basal planes. As a result, it will be difficult for basal slip to occur. So the yield strength is larger and the elongation is lower compared with those of the specimens tensioned along RD.
The present study is also focused on texture evolutions during intermediate and large strain hot rolling. When one pass rolling reduction reaches 30%, a double-peak type basal texture is formed mainly by recrystallized grains. The basal planes of left peak are parallel to RP, and the other is tilted toward TD. Compared with the 50% rolled sample, texture distribution changes obviously. Weak {0002}<>- type texture is discovered in the 50% rolled sample. From its {0002} pole figure, a double-peak type basal texture can also be identified. The two peaks are tilted toward RD and the opposite direction of RD, respectively. This is similar with that in Ref.[11]. However, the mechanisms responsible for the formation of the texture are still not clear. HUANG et al[17] reported the simulated and experimental texture results of cold rolled hexagonal metals, which were categorized into three groups according to their c/a ratios (for Mg, is about 1.633; for Zn, is more than 1.633; for Ti, is less than 1.633). Ti tended to form textures with basal poles tilted ±(20?-40?) away from ND toward TD and slip on prismatic planes was responsible for it. They also suggested that Zn tended to exhibit textures with basal poles tilted ±(15?-25?) away from ND toward RD and such textures were due to combination of basal slip and large scale twinning. AGNEW et al[18] recently simulated the texture evolution during plane strain deformation of pure Mg, Mg-Li and Mg-Y with an initial random texture. They found that a good correlation with the double peak experimental textures was obtained when an increasing activity of non-basal slip was taken into account on top of basal slip, twinning and prismatic slip. STYCZYNSKI et al[19] also gave clear evidence that the activity of the pyramidal slip system was responsible for the basal splitting by simulating method. In the one pass 30% reduction hot rolling process, basal slip and twinning cannot fully accommodate intermediate strain deformation[7]. At processing temperature of 673 K, the critical resolved shear stress (CRSS) of prismatic slip got smaller and it could be easily activated. The prismatic slip may be responsible for the basal texture splitting along TD. When the deformation ratio reached 50%, more slip systems were needed to accommodate the deformation. The pyramidal slip can provide five independent slip systems itself and the slip along < > direction can accommodate large strain deformation on c-axis direction. With rolling temperature of 673 K, the CRSS of pyramidal slip is smaller. It is possible to be activated during large strain deformation. Therefore, the pyramidal slip may be responsible for the basal texture splitting along RD.
> direction can accommodate large strain deformation on c-axis direction. With rolling temperature of 673 K, the CRSS of pyramidal slip is smaller. It is possible to be activated during large strain deformation. Therefore, the pyramidal slip may be responsible for the basal texture splitting along RD.
The differences of mechanical properties between tensile specimens along TD and RD are related to the basal texture splitting. For the 30% rolled sample, the basal texture is split along TD. The basal planes are all parallel to RD. When the specimens are tensioned along RD at room temperature, the Schmid factors for basal slip is nearly 0. So the elongation is smaller and the yield strength is larger along RD compared with those of the specimens along TD. For the 50% rolled samples, the Schmid factor for basal slip is large. Therefore, the elongation is larger and the yield strength is lower along RD.
5 Conclusions
1) The significant grain size refinement is achieved by hot rolling and the mechanical properties are improved due to the grain size refinement.
2) During the hot rolling, the basal texture intensity decreases with the increase of deformation ratio. In the low strain hot rolling process, strong {0002}<>- type texture develops during one pass 20% reduction hot rolling. In the intermediate strain hot rolling process, a double-peak type basal texture becomes apparent. The activity of prismatic slip results in the texture with basal poles tilted away from the normal direction to the transverse direction. In the large strain hot rolling process, weak {0002}<>-type texture is formed. The activity of non-basal slip is responsible for the basal splitting away from the normal direction toward the rolling direction.
3) The differences of mechanical properties between the specimens tensioned along the rolling direction and the transverse direction are due to different basal texture distribution.
References
[1] MORDIKE B L, EBERT T. Magnesium properties applications potential[J]. Mater Sci Eng A, 2001, 302(1): 37-45.
[2] HUANG X S, SUZUKI K, WATAZU A. Microstructural and textural evolution of AZ31 magnesium alloy during differential speed rolling[J]. J Alloy Compd, 2009, 479(1/2): 726-731.
[3] MACKENZIE L W F, PEKGULERYUZ M. The influences of alloying additions and processing parameters on the rolling microstructures and textures of magnesium alloys[J]. Mater Sci Eng A, 2008, 480(1/2): 189-197.
[4] YOSHIDA Y, CISAR L, KAMADO S, KOJIMA Y. Microstructure and tensile properties of ECAE-processed and forged AZ31 magnesium alloy[J]. Mater Trans, 2003, 44: 468-475.
[5] CHINO Y, MABUCHI M, SHIMOJIMA K. Forging characteristics of AZ31 Mg alloy[J]. Mater Trans, 2001, 42(3): 414-417.
[6] MURAI T, MATSUOKA S I, MIYAMOTO S, OKI Y. Effects of extrusion conditions on microstructure and mechanical properties of AZ31B magnesium alloy extrusions[J]. J Mater Proc Tech, 2003, 141: 207-212.
[7] EDDAHBI M, del VALLE J A, P?REZ-PRADO M T, RUANO O A. Comparison of the microstructure and thermal stability of an AZ31 alloy processed by ECAP and large strain hot rolling[J]. Mater Sci Eng, 2005, 410: 308-311.
[8] STYCZYNSKI A, HARTIG C, BOHLEN J, LETZIG D. Cold rolling textures in AZ31 wrought magnesium alloy[J]. Scripta Mater, 2004, 50: 943-947.
[9] KIM W J, LEE J B, KIM W Y, JEONG H T, JEONG H G. Microstructure and mechanical properties of Mg-Al-Zn alloy sheets severely deformed by asymmetrical rolling[J]. Scripta Mater, 2007, 56: 309-312.
[10] JIN Q L, SHIM S Y, LIM S G. Correlation of microstructural evolution and formation of basal texture in a coarse grained Mg-Al alloy during hot rolling[J]. Scripta Materialia, 2006, 55: 843-846.
[11] CHINO Y, SASSA K, KAMIYA A, MABUCHI M. Enhanced formability at elevated temperature of a cross-rolled magnesium alloy sheet[J]. Mater Sci Eng A, 2006, 441: 349-356.
[12] ZARANDI F, SEALE G, VERMA R. Effect of Al and Mn additions on rolling and deformation behavior of AZ series magnesium alloys[J]. Mater Sci Eng A, 2008, 496(1/2): 159-168.
[13] del VALLE J A, CARRE?O F, RUANO O A. Influence of texture and grain size on work hardening and ductility in magnesium-based alloys processed by ECAP and rolling[J]. Acta Mater, 2006, 54: 4247-4259.
[14] BARNETT M R, NAVE M D, BETTLES C J. Deformation microstructures and textures of some cold rolled Mg alloys[J]. Mater Sci Eng, 2004, 386: 205-211.
[15] BOHLEN J, CHMEL?K F, DOBRO? P, KAISER F, LETZIG D, LUK?? P, KAINER K U. Orientation effects on acoustic emission during tensile deformation of hot rolled magnesium alloy AZ31[J]. J Alloy Compd, 2004, 378: 207-213.
[16] KOHZU M, NAKATSUKA S, HIGASHI K. Rolling texture evolution of AZ31 magnesium alloy sheets by isothermal eccentric-rolls drawing[J]. Materials Transactions, 2008, 49(9): 2096-2099.
[17] HUANG T B, TSAI Y A, CHEN F K. Finite element analysis and formability of non-isothermal deep drawing of AZ31B sheets[J]. J Mater Process Tech, 2006, 177: 142-145.
[18] AGNEW S R, YOO M H, TOM C N. Application of texture simulation to understanding mechanical behavior of Mg and solid solution alloys containing Li and Y[J]. Acta Mater R, 2001, 48: 4277-4289.
[19] STYCZYNSKI A, HARTIG C, BOHLEN J, LETZIG D. Cold rolling textures in AZ31 wrought magnesium alloy[J]. Scripta Mater, 2004, 50: 943-947.
(Edited by CHEN Can-hua)
Corresponding author: SUN Hong-fei; Tel: +86-451-86418713; E-mail: sunhf@hit.edu.cn

