���±�ţ�1004-0609(2013)05-1262-07
ֱ���绡ԭλұ���Ʊ��־�̼���ٿ��帴�ϲ���
�� ���������������壬�� �����骣��� ÷�������
(ɽ���Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ���ൺ 266590)
ժ Ҫ������ֱ���绡ԭλұ�����Ʊ��־�̼���ٿ��帴�ϲ��ϣ�������X���������ǡ�����̽��ȶ���������ɡ�����֯��W��C��Ӧ���̺�WC������̬�ݱ���ƽ����о������������̼���ٸ��ϲ��ϵ���ҪӲ����ΪWC��W2C�����Ժĵ缫��������ʱ��WC�������ͣ��������ߴ�����������ߴ�ԼΪ100 ��m����ԭλұ������У�W��CԪ��ͨ���ܽ�����۳ط�����ɢ��Ӧ�����γ�W2C��WC��WC������̬���������ݱ�Ϊ��������������ʽΪСƽ�澧��̨�ײ����ﵽ�ٽ�����ʱ��WC����Ѹ��������
�ؼ��ʣ�̼���٣����ϲ��ϣ��־���ֱ���绡ԭλұ��������̬
��ͼ����ţ�TB331 �� �� ���ױ�־�룺A
Coarse-grain bulk WC composites prepared by direct current arc in-situ metallurgy
CHI Jing, LI Hui-qi, WANG Shu-feng, LI Min, LI Jian-nan, WANG Mei, GAO Xu-jie
(College of Materials Science and Engineering, Shandong University of Science and Technology, Qingdao 266590, China)
Abstract: Coarse-grain bulk WC composites were prepared by direct current arc in-situ metallurgy. The examination of phase composition and microstructure for the materials, reaction process of W and C as well as transformation mechanism for WC morphologies was carried out by X-ray diffractometry and electron probe micro-analysis. The results show that WC and W2C are the main hard phases in the composites. Furthermore, the WC content decreases but the grain sizes of WC increase with increasing the length of consumable electrode, and the largest WC grains can reach about 100 ��m. During the process of in-situ metallurgy, W and C dissolve and interdiffuse in the molten pool. As a result, W2C and WC form successively. The WC growth morphology is triangular prism that transforms from hexangular prism, and the growth pattern of WC is lateral growth layer by layer of the facet crystals. The WC grains can grow rapidly when undercooling reaches the critical value.
Key words: WC; composites; coarse-grains; direct current arc in-situ metallurgy; growth morphology
̼����(WC)��Ӳ�ʺϽ���нϸߵ�Ӳ�ȡ���С��������ϵ������������ĥ����ʴ���ܣ����㷺���ڲ�ú���ɿ�ʯ�Ϳ�̽�ͽ����������������У����ڴ�WC���������Ƶ�ƫת�ͷֲ�������ǿ������Ч���Ӳ�ʺϽ�����ԣ���ˣ����緶Χ�ڵĿ�ɽ���߾����ô־�WCӲ�ʺϽ�[1-2]��
��ͳ��ĩұ�������Ʊ�WCӲ�ʺϽ������Ҫ����[3-4]�����÷��������ӣ�ʱ�䳤���ܺĸߡ����������и�����������Ŀ������켼����Ӧ����WC��ǿ���ϲ��ϵ��Ʊ���ZHAO��[5]��WC-17%CoΪԭ�Ϸ�ĩ�����õ�������ע������Q235��̼�����Ʊ���WC��ǿ������������ϲ��ϡ�LIU��[6]������WC��ĩ��Ϊ��ǿ���������ü�����ע�����Ʊ���WC/Fe����Ϳ�㡣�����ֵ�[7]���ó����ٻ�����Ϳ�����Ʊ����ṹWC-10Co4CrͿ�㣬����Ϳ����۽ṹ�ͻ���ĥ����Ϊ�����˷�������Ŀǰ�о���Ҫ���������ø��������Ʊ�WC������ǿ���ϣ������ڿ���WC���ϵĿ����Ʊ��������о��������١�ͬʱ��ֵ��ע����ǣ������������ж���WC��Ϊԭʼ��ĩ���о�WC���۳��е��ܽ��Լ�������������������Ͻ�̼�������Ϊ[8-11]�������ڸ�������������W��C��ԭλ��Ӧ�����Լ�WC������̬�ݱ�����о����١�
�����ֱ���绡��Ѹ���ۻ����۵������ʵ��WC�����������е�ԭλ�ᾧ�������̿����Ʊ�������ϡ�����������W��C��ĩΪԭ�ϣ������Ժĵ缫ֱ���绡ԭλұ�����Ʊ��־�WC���帴�ϲ��ϣ��о��Ժĵ缫���ȶԲ���������ɺ�����֯��Ӱ�죬����W��Cԭλ��Ӧ���̺�WC������̬�ݱ���ƽ������ۡ�
1 ʵ��
��W�ۺ�C�۰���������93:7��ɻ�Ϸ�ĩ���Ժĵ缫����Ϊ1Cr18Ni9Ti����ֹܡ��ֹܳߴ磺�⾶10 mm���ں�1 mm������150��300 mm������Ϸ�ĩ������Na2SiO3��9H2Oճ�����Ͼ��ȣ�����ڲ���ֹ��ڲ�ѹʵ�����º�ɡ�
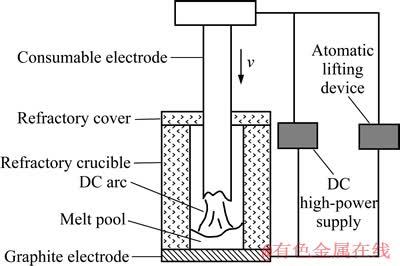
ͼ1 ֱ���绡ԭλұ�����ʾ��ͼ
Fig. 1 Schematic representation of direct current arc in-situ metallurgy process
ʵ����ֱ���绡ԭλұ��ϵͳ��Ҫ�������������ֱ����Դ���Զ�����װ���Լ��ײ�Ϊʯī�缫��ұ��������ʵ�����ʾ��ͼ��ͼ1��ʾ���Ժĵ缫��װ���Զ�����װ���ϣ��ӵ�Դ������ʯī�ӵ�Դ������ʵ��ʱ���Ժĵ缫�����½���ʯī�缫�Ӵ���ȼ�绡����ֱ���绡�������Ժĵ缫�����ۻ������������γ��۳أ�W�ۺ�C�������۳��з�����ɢ��Ӧ�����Ժĵ缫�ۻ�����ʱ���ñ��¸�Ѹ�ٸ������۳��Ϸ���ʹ�仺���������̡����ó���Ϊ150��300 mm���Ժĵ缫�ֱ�������A(d 20 mm��15 mm)������B(d 20 mm��29 mm)��������A��B�Ƴɱ�������������RIKAKA D/MAX2500PC��X���������ǽ��������������JXA-8230����̽��۲�����֯����̽���Դ������ǽ������ɷַ�����
2 ��������
2.1 WC���ϲ����������
ͼ2��ʾΪ����A��B��XRD�ס���ͼ2��֪�������������������ͬ����Ҫ����WC��W2C��M7C3(M=Fe,Cr,W) ��(Fe,Ni)�����ࣻ���У�WCΪ����Ҫ����壬��������ֱ���绡ԭλұ���������˴���WC���������WC��W2CΪ��ҪӲ���ࡢFe��������Ϊճ����Ŀ��帴�ϲ��ϡ��Ԧ�-Al2O3Ϊ�ڱ����ʣ�����Kֵ��[12]������������WC��W2C�ĺ���(��������)������A��WC��W2C�ĺ����ֱ�Ϊ53.46%��13.83%������B��WC��W2C�ĺ����ֱ�Ϊ42.34%��25.23%�����Կ��������Ժĵ缫��������ʱ��������WC�������ͣ�W2C�������ӡ�ԭ������W�ۺ�C�۵��ܺ���Լ73.6%��˵����Ӧ��Լ6%��W�ۺ�C���γ���M7C3(M=Fe��Cr��W)�Ȼ������ˣ��ϳ�������WC��W2C�ĺ�������ͨ���ı�ԭ������W�ۺ�C�۵ĺ������е��ڡ�

ͼ2 WC ���帴�ϲ��ϵ�XRD��
Fig. 2 XRD patterns of bulk WC composites
2.2 WC���ϲ�������֯����
ͼ3(a)��ʾΪֱ���绡ԭλұ��WC���ϲ��ϵĵͱ���ò�����Կ����������������ܣ�û�����ԵĿ������ơ�ͼ3(b)��ʾΪWC���ϲ��ϵĵ�������֯��ò����Ӧ�IJ������������1�����У������κ;��ξ���(ͼ3(b)��λ��A��B)���н϶��W(Ħ������ԼΪ49%����������ԼΪ94.7%)����C��W��Ħ���Ƚӽ�1:1������Ԫ�غ������ͣ��ɺ��ԣ���ˣ�ȷ�������κ;��ξ���Ϊֱ���绡ұ�������ԭλ�γɵ�WC�ࡣ��״֦��(ͼ3(b)��λ��C)Ҳ���нϸߵ�W������ͬʱ�������Լ10%(Ħ������)��Cr������W-C��Ԫ��ͼ[13]��W��C��Ҫ�γ�����̼����WC��W2C��WC�ǽ�����ѧ�����Ȼ������W2C����нϿ��ķǻ�ѧ�����ȷ�Χ(C������Χ��26%~34%��Ħ������)��BERGER��[14]���о�������Cr��W2C�о���һ���Ĺ��ܶȣ��γɵ�Ӳ����(W��Cr)2C������W2C�ľ���ṹ����ˣ��������γɵĻ�״֦��Ϊ������Cr��W2C�ࡣ

ͼ3 WC���帴�ϲ��ϵ���֯��ò
Fig. 3 Microstructures of bulk WC composites
��1 WC���帴�ϲ��ϵIJ��������
Table 1 WDS analysis results of bulk WC composites

�����а�ɫ�Ļ�����(ͼ3(b)��λ��D)��Fe�������壬��Ϊճ������ڡ�ͼ3(b)��λ��E��W�����ϵ�(3.98%��Ħ������)����Ҫ����Fe(40.67%��Ħ������)��Cr(21.97%��Ħ������)�����XRD���ȷ������ΪM7C3 (M=Fe��Cr��W)���˴���òΪM7C3̼������Fe���������γɵ��ǹ�����֯[15]����ʵ���в��ò�ͬ���ȵ��Ժĵ缫ʱ����������֯��ò��ͬ����WC�����ߴ����Բ�ͬ����ͼ3(c)��(d)��ʾ�����Կ���������A��WC�����ߴ�Ϊ40~70 ��m�������Ժĵ缫���ȵ����ӣ�����B��WC�������Դֻ����ߴ�Ϊ60~100 ��m��
2.3 W��C��Ӧ���̷���
��ֱ���绡�����������£��Ժĵ缫�¶˲����ۻ�������ұ���������γɷ�Ӧ�۳ء�W��CԪ����Ҫ��ͨ���ܽ�����۳ز�������ɢ��Ӧ���γ�WC��W2C����̼������ܵķ�Ӧ���£�
W+C=WC (1)
 (2)
(2)
��������ѧ����[16]����÷�Ӧ(1)��(2)�ļ���˹���������¶�(��G��T)��ϵ����(��G��T���߲�������CԪ����298~1 100 K��1 100~2 500 K����ѧ���ݲ�ͬ����)����ͼ4��ʾ����ͼ4���Կ��������¶ȸ���1 652 Kʱ����Ӧ(2)�ļ���˹�����ܵ��ڷ�Ӧ(1)�ģ���������ʱW2C����������ɣ����¶ȵ���1 652 Kʱ����Ӧ(1)�ļ���˹�����ܸ��ͣ�����ʱ�۳��Ѿ����̣�W��C�Ĺ�����ɢ�ٶȻ������ڴ��¶���W��C��Ӧ����WC��Ҫ�൱����ʱ�䡣��ˣ��ƶ���ֱ���绡ԭλұ������У�W��C֮��ķ�Ӧ��Ҫ�ڸ����½��У���W2C����������ɡ�ͬʱ������������C����ɢϵ��Զ����W����ɢϵ��[17]��W��C����ɢ��Ӧ��C��W����ɢΪ������ˣ���W�༴W2C���������ɣ���������ѧ������������ڵ绡���������Լ��۳���ȴ�����У�����Cԭ�ӵĽ�һ����ɢ��W2C��WCת�䣬�γɵ�WC������-Һ������ԭ�ӵĸ��������������DMITRII��[18]���õ�һ��ԭ�����㷽��֤ʵ��W2C�ڸ�����Ϊ�����ಢ����WC��ת�䡣���µ�[19]���ý�����������羵�о���W��C�Ĺ�̬��ɢ���̣��������W�������������γ�W2C������C��W�е���ɢ��W��W2C����ʧ��WC���γɡ���������뱾�о����ý��һ�¡�
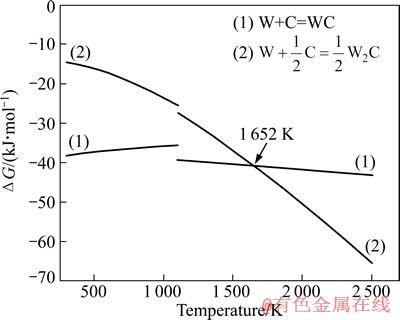
ͼ4 W ��C ��Ӧ�Ħ�G��T����
Fig. 4 ��G��T curves of W reacting with C
���������ֺ㶨���Ժĵ缫��������ʱ���绡����ʱ���ӳ�����������������ʹ�۳��¶����ߣ���ʱ�и����W2C���ɣ��������۳����̹�����ȴ�� �ȿ죬����ʱ��̣�W2C��WC��ת�������ޣ���ˣ�������WC�������ͣ�W2C�������ӣ��������Ѿ����ɵ�WC���缫���ȵ�����ʹ�۳ر���ʱ���ӳ���WC�����ʱ����Գ�֣����WC�����ߴ����Ժĵ缫���ȵ����Ӷ�������ͼ3(c)��(d)��ʾ��
2.4 WC������̬�ݱ����
���������ɵ�W2CΪ��-W2C���ռ�ȺΪP63/mmc��Wԭ��Ϊ�������ܶѻ���Cԭ�����ռ��Wԭ�ӹ��ɵİ������϶�е�һ�룬��һ��������϶Ϊ�ṹ��λ������Cԭ����W2C����ɢ���ṹ��λ���٣���Cԭ��ռ�����еİ������϶ʱ��W2Cת��ΪWC��
WC��������������ϵ�� �ռ�Ⱥ����������a=0.290 6 nm��c=0.283 7 nm���ڵ�λ�����У�W��Cԭ�ӵĿռ�����ֱ�Ϊ(0��0��0)��(1/3��2/3��1/2)������Cԭ��λ�õIJ��Գ��ԣ���WC��������ֳ����鲻ͬԭ�����еľ�����
�ռ�Ⱥ����������a=0.290 6 nm��c=0.283 7 nm���ڵ�λ�����У�W��Cԭ�ӵĿռ�����ֱ�Ϊ(0��0��0)��(1/3��2/3��1/2)������Cԭ��λ�õIJ��Գ��ԣ���WC��������ֳ����鲻ͬԭ�����еľ����� ��
�� �����ԣ�WC�ij�����ò���ɵ���{0001}�����������ɵ�����������ͼ5(a)��λ��A��ʾ��WC���ܶѻ���ʽΪAB���ͽ��ܶѻ�������<0001>����W��Cԭ�ӵ��ܶѻ�����{0001}�潻����֣�Wԭ��λ��������ڵ�6��Cԭ�ӹ��ɵı��ΰ������ڣ��γ�6��W��C��������WC��ճ����Ľ��棬����Cԭ�ӵIJ��Գ�λ�ã���������ֱ�ֻ�γ�2����4��W��C�����Ľ����ܸ����Ľ�����[20]��������Խ�ߣ����淨����������Խ�죬�ھ�����ò�ϱ��������ԽС��Խ������ʧ�������������������ľ��潫���ɾ���������������̬[21]���������������нϿ���������ʣ������������о����������С(ͼ5(a)��λ��B)������������ʧʱ��WC��������ò���������ݱ���ɵ���{0001}���������ɵ�������(ͼ5(b))��LAY��[22]ͨ���о�WC��������ļ�����֤����WC�������������б�������������������棬���������������һ�¡�
�����ԣ�WC�ij�����ò���ɵ���{0001}�����������ɵ�����������ͼ5(a)��λ��A��ʾ��WC���ܶѻ���ʽΪAB���ͽ��ܶѻ�������<0001>����W��Cԭ�ӵ��ܶѻ�����{0001}�潻����֣�Wԭ��λ��������ڵ�6��Cԭ�ӹ��ɵı��ΰ������ڣ��γ�6��W��C��������WC��ճ����Ľ��棬����Cԭ�ӵIJ��Գ�λ�ã���������ֱ�ֻ�γ�2����4��W��C�����Ľ����ܸ����Ľ�����[20]��������Խ�ߣ����淨����������Խ�죬�ھ�����ò�ϱ��������ԽС��Խ������ʧ�������������������ľ��潫���ɾ���������������̬[21]���������������нϿ���������ʣ������������о����������С(ͼ5(a)��λ��B)������������ʧʱ��WC��������ò���������ݱ���ɵ���{0001}���������ɵ�������(ͼ5(b))��LAY��[22]ͨ���о�WC��������ļ�����֤����WC�������������б�������������������棬���������������һ�¡�
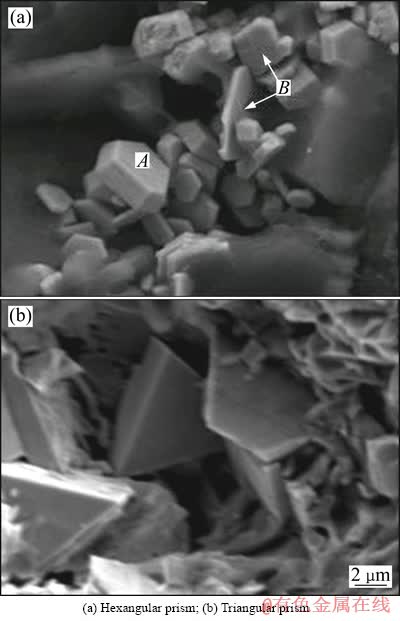
ͼ5 ���帴�ϲ�����WC��������ò
Fig. 5 Growth morphologies of WC grains in bulk composites
ֱ���绡ԭλұ����������ɵ�WC��������Ƿ���(ͼ3��5)������Сƽ�澧�塣���ݾ�����������[21]��Сƽ�澧�������������̨�ײ���������ά�ɺ˻�����λ����ȱ���ṩ��̨��������WC������ܶѻ���{0001}����нϵ͵Ľ����ܣ���WC�����Ĺ�-Һ���档�����������У����Ƚ��뾧��{0001}���������Ԫ�ṩ����̨�ף������Ԫ����̨������λ����ȱ���ṩ��̨����{0001}�棬��������������������ϲ����µ�һ��̨�ף����������γ���{0001}Ϊ������<0001>����IJ�״������ʽ��ͼ6(a)��ʾΪ{0001}�ϵIJ�״����̨�ס�ͨ����������ȴ�ٶȵ����ӻ������й���ȵ���ߣ��������������ϵľ���ȱ���ܶ���������[21]���Ӷ���������̨���ܶȵ����ߡ���ֱ���绡ԭλұ������У��Ͽ����ȴ�ٶȼ��ֲ��������ȵ����ӣ�û�иı�WC��̨�ײ��������ۻ��ƣ������������ϵ�̨���ܶ����ߣ���ˣ��ڲ���WC������ò�������˴�����{0001}Ϊ������<0001>����IJ�״����̨�ף���ͼ6(b)��ʾ��
���Сƽ�澧�������������Ʋ�ͬ��Сƽ�澧��WC�����������Ķ�ά�ɺ˺�λ�����������У����������ٶȲ��������ȳ�ֱ�߹�ϵ�����Ǵ����ٽ����ȡ��������С���ٽ�ֵʱ����������������������ȴﵽ�ٽ�ֵ���������ٶ�ͻȻ����[21,23]����ͼ7��ʾ��ֱ���绡ԭλұ����ȴ�ٶȿ죬���ṩ�ϴ�Ĺ���ȣ����ﵽ�ٽ�ֵʱ��WC��������Ѹ������������������ұ�����ṩ����Ĺ���ȣ����������ʹ��죬WC������ߴ�һ��Ϊ20 ��m[24]�������ұ���ڻ��ı����γɵ��۳���ȣ�ֱ���绡ԭλұ���۳ر���ʱ�������������WC�����Ľ�һ����������γ������ߴ�ԼΪ100 ��m�Ĵ־�WC��

ͼ6 ���帴�ϲ�����WC�IJ�״����
Fig. 6 Layer-by-layer growth fashion of WC grains in bulk composites
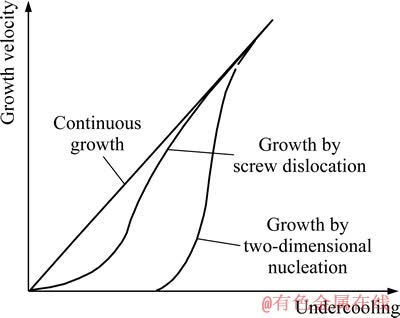
ͼ7 �����������������ȵĹ�ϵ[21, 23]
Fig. 7 Dependence of crystal growth velocity on undercooling[21, 23]
3 ����
1) ��W�ۺ�C��Ϊԭ�ϣ������Ժĵ缫ֱ���绡ԭλұ�����Ʊ�����WC��W2CΪ��ҪӲ���ࡢ��Fe��������Ϊճ����Ŀ��帴�ϲ��ϡ������Ժ� �缫���ȵ����ӣ�������W2C�������ߣ�WC�������ͣ���WC�����ߴ�����
2) ��ֱ���绡ԭλұ������У�W��CԪ��ͨ���ܽ�����۳ز�������ɢ��Ӧ��W2C�ڸ��������¸��������ɣ�����Cԭ�ӵĽ�һ����ɢ��W2C��WCת�䡣
3) ֱ���绡ԭλұ����������ɵ�WC���������ò���ɵ���{0001}�����������ɵ����������������������ھ��нϿ���������ʶ�������ʧ��ʹWC��������ò���������ݱ���ɵ���{0001}���������ɵ���������WC����������ʽΪСƽ�澧��̨�ײ�����{0001}Ϊ������<0001>�����״���������ﵽ�ٽ�����ʱ��WC����Ѹ�ٳ����γ����ߴ�ԼΪ100 ��m�Ĵ־�WC��
REFERENCES
[1] �ﶫƽ, �ı�. ���־�������Ӳ�ʺϽ��о����½�չ[J]. ���һ�е��������, 2009(4): 41-46.
SUN Dong-ping, XIA Bin-hua. New development of super coarse-grains rock drilling cemented carbides[J]. Rock Drilling Machinery and Pneumatic Tools, 2009(4): 41-46.
[2] �� ��, �����, �����, �� ��. ����WCӲ�ʺϽ���о���չ������[J]. ��ɽ��е, 2010, 38(8): 23-27.
CHI Jing, LI Hui-qi, WANG Shu-feng, LI Min. Development and tendency of bit-used WC cemented carbides[J]. Mining and Processing Equipment, 2010, 38(8): 23-27.
[3] ���ƽ, �� ��, ��Ԫ��, �Ʋ���, �� ��. ��ѧ�����۹����Ʊ��־���WC-CoӲ�ʺϽ�[J]. �й���ɫ����ѧ��, 2010, 20(4): 701-705.
WU Hou-ping, ZHANG Li, WANG Yuan-jie, HUANG Bai-yun, CHENG Xin. WC-Co cemented carbide from porous spumous cobalt enwrapped WC powders by chemical route[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(4): 701-705.
[4] �� �t, �� ��, �� ƽ, ������. La2O3��WC-MgO���ϲ�����֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2010, 20(10): 1982-1988.
ZHANG Yi, MA Jun, DI Ping, ZHU Shi-gen. Effects of La2O3 on microstructures and mechanical properties of hot-pressing sintered WC-MgO composite material[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(10): 1982-1988.
[5] ZHAO Min-hai, LIU Ai-guo, GUO Mian-huan, LIU De-jian, WANG Zhi-jian, WANG Chang-bai. WC reinforced surface metal matrix composite produced by plasma melt injection[J]. Surface and Coatings Technology, 2006, 201(3/4): 1655-1659.
[6] LIU De-jian, LI Li-qun, LI Fu-quan, CHEN Yan-bin. WCp/Fe metal matrix composites produced by laser melt injection[J]. Surface and Coatings Technology, 2008, 202(9): 1771-1777.
[7] ������, �����, ����ϲ, ������, �� ��. �����ٻ�����ͿWC-10Co4CrͿ����ͻ���ĥ����Ϊ[J]. �й���ɫ����ѧ��, 2012, 22(5): 1371-1376.
LI Song-lin, XIANG Jin-tao, ZHOU Wu-xi, LI Yu-xi, CHEN Wen. Sliding wear behavior of high-velocity oxy-fuel sprayed WC-10Co4Cr coatings[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(5): 1371-1376.
[8] ZHOU Sheng-feng, ZENG Xiao-yan. Growth characteristics and mechanism of carbides precipitated in WC-Fe composite coatings by laser induction hybrid rapid cladding[J]. Journal of Alloys and Compounds, 2010, 505(2): 685-691.
[9] TOBAR M J,  A. Morphology and characterization of laser clad composite NiCrBSi-WC coatings on stainless steel[J]. Surface and Coatings Technology, 2006, 200(22/23): 6313-6317.
A. Morphology and characterization of laser clad composite NiCrBSi-WC coatings on stainless steel[J]. Surface and Coatings Technology, 2006, 200(22/23): 6313-6317.
[10] ZHONG Min-lin, LIU Wen-jin, YAO Ke-fu, GOUSSAIN J C, MAYER C, BECKER A. Microstructural evolution in high power laser cladding of Stelllite 6+WC layers[J]. Surface and Coatings Technology, 2002, 157(2/3): 128-137.
[11] ���ǻ�, ���, �ض���, ������. ����۸������Ͻ�Ϳ����̼���ٿ���ת����Ϊ[J]. ϡ�н��������빤��, 2008, 37(10): 1869-1871.
WANG Zhi-hui, YANG Ai-di, HE Ding-yong, JIANG Jian-min. The transformation of WC in Ni-based alloy coating by vacuum melting[J]. Rare Metal Materials and Engineering, 2008, 37(10): 1869-1871.
[12] �� ��. ���Ϸ�������[M]. ����: ��е��ҵ������, 2004: 1-331.
ZHOU Yu. Materials analysis methods[M]. Beijing: China Machine Press, 2004: 1-331.
[13] ������. Ӳ�ʺϽ�����ԭ��[M]. ����: ұ��ҵ������, 1988: 1-390.
WANG Guo-dong. Fundamentals of cemented carbides[M]. Beijing: Metallurgical Industry Press, 1988: 1-390.
[14] BERGER L M, SAARO S, NAUMANN T,  Influence of feedstock powder characteristics and spray processes on microstructure and properties of WC-(W,Cr)2C-Ni hardmetal coatings[J]. Surface and Coatings Technology, 2010, 205(4): 1080-1087.
Influence of feedstock powder characteristics and spray processes on microstructure and properties of WC-(W,Cr)2C-Ni hardmetal coatings[J]. Surface and Coatings Technology, 2010, 205(4): 1080-1087.
[15] POWELL G L F, CARLSON R A, RANDLE V. The morphology and microtexture of M7C3 carbides in Fe-Cr-C and Fe-Cr-C-Si alloys of near eutectic composition[J]. Journal of Materials Science, 1994, 29(18): 4889-4896.
[16] Ҷ����, ������. ʵ��������ѧ�����ֲ�[M]. ����: ұ��ҵ������, 2002: 1-1210.
YE Da-lun, HU Jiang-hua. Practical inorganic thermodynamics data handbook[M]. Beijing: Metallurgical Industry Press, 2002: 1-1210.
[17] �����, �����, �� ��, �� ��, �� », �� ��. ������ԭλұ��̼���ٺϽ���֯������ᾧ�����о�[J]. ���Ϲ���, 2011(8): 72-76.
WANG Shu-feng, LI Hui-qi, CHI Jing, LI Min, CHAI Lu, XU Hui. Microstructure and crystallization mechanism of composite WC alloy produced by plasma in-situ metallurgy[J]. Journal of Materials Engineering, 2011(8): 72-76.
[18] DMITRII V S, IGOR R S, ALEXANDER L I. Structural, electronic properties and stability of tungsten mono- and semi-carbides: A first principles investigation[J]. Journal of Physics and Chemistry of Solids, 2009, 70(1): 64-71.
[19] �� ��, ������, �� ��, �� ��, �����, ���ܷ�, �� ΰ. ����̼�����������ʴֿ���WC��ĩ[J]. �й���ҵ, 2007, 22(6): 39-42.
HUANG Xin, SUN Ya-li, YAN Jie, TANG Kai, LIU Qing-cai, HE Xian-feng, LI Wei. The synthesis of high quality coarse WC powder by two-step carbonization[J]. China Tungsten Industry, 2007, 22(6): 39-42.
[20] HERBER R P, SCHUBERT W D, LUX B. Hardmetals with rounded WC grains[J]. International Journal of Refractory Metals and Hard Materials, 2006, 24(5): 360-364.
[21] ������. ��������ԭ��[M]. ����: ��е��ҵ������, 2000: 1-196.
HU Han-qi. Fundamentals of metal solidification[M]. Beijing: China Machine Press, 2000: 1-196.
[22] LAY S, DONNADIEU P, LOUBRADOU M. Polarity of prismatic facets delimiting WC grains in WC-Co alloys[J]. Micron, 2010, 41(5): 472-477.
[23] �� ��, ������. MC̼�����ƽ������Һ/�̽���ṹ����������[J]. ����ѧ��, 2003, 39(3): 254-258.
CHEN Yao, WANG Hua-ming. Liquid/solid interface structure and growth mechanism of MC carbide under non-equilibrium solidification conditions[J]. Acta Metallurgica Sinica, 2003, 39(3): 254-258.
[24] GU Dong-dong, MEINERS W. Microstructure characteristics and formation mechanisms of in situ WC cemented carbide based hardmetals prepared by selective laser melting[J]. Materials Science and Engineering A, 2010, 527(29/30): 7585-7592.
(�༭ ����Ƽ)
������Ŀ���ൺ�пƼ���չ�ƻ���Ŀ(12-1-4-6-(4)-jch)��ɽ��ʡ��ʿ����������Ŀ(BS2010CL038)
�ո����ڣ�2012-07-26�������ڣ�2012-12-25
ͨ�����ߣ��� ������ʦ����ʿ�о������绰��0532-86057927��E-mail��chijing79@163.com

