
Filling analysis for thixomolded process of AZ91D magnesium alloy
ZHANG You-fa(���ѷ�), LIU Yong-bing(���±�), CUI Xiao-peng(������), CAO Zhan-yi(��ռ��)
Key Laboratory of Automobile Materials, Ministry of Education, Department of Materials Science and Engineering,
Jilin University, Changchun 130025, China
Received 20 April 2006; accepted 30 June 2006
Abstract: Mold filling in lately-developed Thixomolding? process is a complex process, of which numerical simulation is necessary for development. Governing equations and numerical models are first given, and then the experiment and its filling simulation are carried out. The results demonstrate that the modeling temperature changes from 864 to 873 K when the barrel temperature is 873 K. The difference is primarily in the runner system, but nearly invariable in the part. Consequently, the slurry fills the cavity smoothly with low solid fraction, and the filling process finishes in 5 ms, the filling process completes successfully before solidification of the slurry, which has good agreement with the experiment. Through a snapshot of the filling process and defects tracking, drawbacks are displayed and confirmed in the experiment.
Key words: analysis; semisolid; thixomolded; magnesium
1 Introduction
Recently, Thixomolding? becomes one of the hottest topics as a kind of lately-developed magnesium alloy process, which combines the principle of typical plastics injection molding and traditional die casting. It has been used for making near-net-shape components with the advantages of lower porosity, good quality, high size accuracy and protecting environment, etc[1?3]. However, the die design and trial periods are too long, the quality and accuracy have not been well ensured. Furthermore, the experimental work has shown phenomenologically a strong coupling between the slurry structure and the flow behavior under various flow conditions, which has been reviewed by Fan[2] and Suery et al[4] etc. Along with the fast development of computer technique, simulation method and the gradual understandability of the forming characteristics, such as rheology and thixotropy, the application of computer simulation in analyzing the molding process of semi-solid alloys is growing rapidly[2?5]. Nevertheless, the numerical simulation of Thixomolding? process is still a new field for development[6,7]. In this study, the filling process of mobile phone housing by Thixomolding? is analyzed by commercial software FLOW?3D?, some comparisons between the analysis and practical production is displayed.
2 Governing equations and analytic model
To date, the fixed rheological models based on the non-Newtonian fluid model are mostly used to model the molding process for semi-solid alloys by being implicated into commercial softwares[2,3,8]. In this paper, FDM is employed to model; FAVOR? method is used to generate mesh; and VOF method[9] is used to track the free surface. In order to simulate the flow process of incompressible semi-solid slurry in the die cavity, the following governing equations are necessary:
1) Continuity equation:
 (1)
(1)
where u, v, w are velocity components in x, y, z directions, respectively.
2) Momentum equation:
 (2)
(2)
 (3)
(3)
(4)
where �� is fluid density, p is pressure; G is gravity acceleration, �� is apparent viscosity,  is Laplacian operator.
is Laplacian operator.
3) Energy equation:
 (5)
(5)
where T is temperature, cp is specific heat, k is thermal conductivity.
4) Volume of fluid equation:
 (6)
(6)
where VF is fraction of opening volume in elements.
5) Transport equation for viscosity:
Semi-solid alloys show non-Newtonian and thixotropic behavior. Transport equation for the apparent viscosity reflects the rheology and thixotropy [2,3,7,8]. Here a generic expression based on the ��Carreau�� model is used for the strain rate dependent viscosit
 (7)
(7)
where ��0, ���� are the shear viscosities at zero and shear rate at infinity, respectively; �� is a time constant and n(0��n��1) is power-law index. This model can describe shear-thinning behavior over wide ranges of shear rates.
3 Experiment and simulation
The semi-solid slurry of AZ91D is regarded as a homogeneous, continual, incompressible fluid. The flow process is considered laminar[10?15]. Firstly, the three-dimensional solid model of the mobile phone housing and its runner system are constructed, presented in Fig.1. Secondly, the modeling parameters and boundary conditions are added into the model. The physical properties of slurry and die material, and the molding parameters are listed in Tables 1 and 2. Fig.2 shows the generation mesh, which is divided into 4 blocks using the multi-block technique. The total number of elements is
1 218 120. The injection machine is JLM220MG produced by JSW. The die material is SKD61 steel.

Fig.1 Solid model of part with runner system
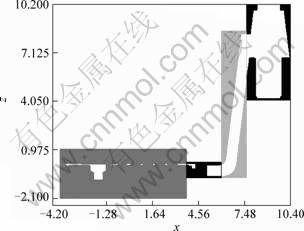
Fig.2 Multi-blocks based on generated mesh
4 Results and discussion
1) Because of the big ratio of flow distance to wall thickness of the part, the solid volume fraction should be low in order to get good fluidity. Irrespective of the other flow conditions, the solid volume fraction is showed in Fig.3 as a function of barrel temperature; it decreases
Table 1 Physical properties of AZ91D and SKD61

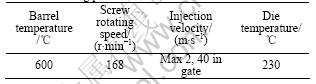
Table 2 Molding parameters
with increasing barrel temperature. Figs.4 and 5 reflect the modeling temperature in runner system and part. The color scale indicates temperature distribution, which changes between 864 K and 873 K, mainly in the cold plug catcher of runner system, as shown in Fig.4. However, it is nearly invariable in the part, only about 871?873 K in overflows, revealed in Fig.5. Based on the Fig.3, the corresponding solid volume fraction is about 3.4%?5.1% during the process. The cavity would be filled smoothly by theory analysis. Then it was found to be the same as experiment and modeling.
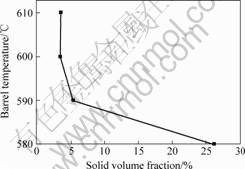
Fig.3 Correlation of solid volume fraction and barrel temperature
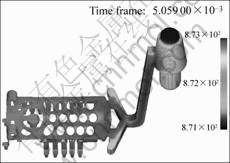
Fig.4 Analytic temperature distribution of part with runner system
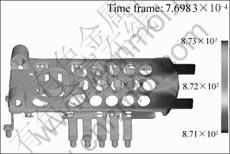
Fig.5 Simulated temperature distribution of part
2) Fig.6 presents the variation of injection pressure and velocity of screw pushing ahead during the filling process. According to the pressure and velocity variation, the process is mainly divided into 4 stages, which are the stage of storing material in barrel, the stage of filling cavity, the stage of compaction and the stage of keeping pressure. It is seen that the maximal velocity was about 2 m/s; the screw finishes the pushing motion in about 20 ms, the real filling time is figured out about 5 ms by simulation. Furthermore, the filling time of the part cavity irrespective of runner system was much less, about 0.77 ms. Combining the simulation, the high injection velocity and short injection time promised the filling process completed successfully before the solidification of the semi-solid slurry.
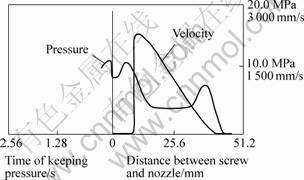
Fig.6 Variation of pressure and velocity during injection
3) During the experiment, inert argon(Ar) gas was used to prevent the oxidation or burning of the AZ91D slurry, some was brought into barrel and can��t released, which possibly caused air entrapment. Fig.7 displays clearly a snapshot of the filling process during the simulation. Free surface of the slurry front is predicted exactly in the simulation. A large air pocket is found to form in the indicated station of the figure, which would mostly increase air hole and decrease tensile strength. Fracture morphology in SEM of a tensile sample was shown in Fig.8; it revealed the existence of porosity in the modeling area, confirmed the above analysis. In Fig.9, the predicted places of drawbacks are displayed in the section of warm color. A specimen of the predicted location was cut down from the part. Its�� microstructure images of metallography is shown in Fig.10, where the locations of porosity were marked. There was a few of drawbacks, just as predicted in the simulation.
4) The pressure field of mobile phone housing by simulation is displayed in Fig.11, which distributes homogeneously except of the overflows. The good compactness of the part validated the simulation.
The last filled area is pointed out by modeling. The impurity and gas would escape through the overflows when the mold was filled completely. These reflected
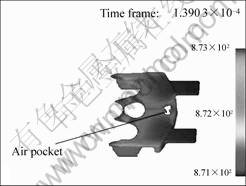
Fig.7 Filling feature during simulation
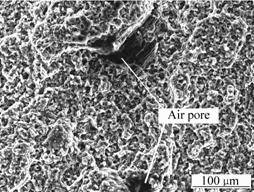
Fig.8 SEM image of tensile sample
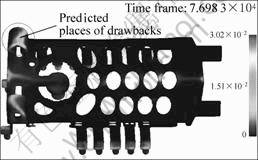
Fig.9 Predicted locations of drawbacks
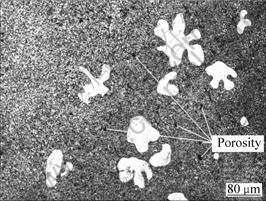
Fig.10 Microstructure in predicted locations
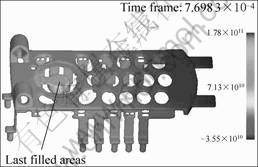
Fig.11 Analytic pressure field of part
that the places of overflows were reasonable. However,an amout of alloy flowed into the overflows. The size of the overflows was thought too large.
5 Conclusions
An experiment and a numerical simulation of the filling process were conducted; the obtained conclusions are as follows.
1) The temperature in mobile phone housing is nearly invariable, and the solid volume fraction is about 3.4%, the slurry fill the cavity smoothly.
2) The injection pressure and velocity are divided into four stages during the screw pushing ahead. The total filling process takes about 5 ms when the injection velocity is 2 m/s. The filling process completes successfully before the solidification of semi-solid slurry.
3) The free surface of the slurry is tracked preferably. Based on the simulation results, some drawbacks are showed clearly and explained combining with the experiment. They have good agreement.
4) Both the homogeneous distribution of pressure and the last filled area prove the reasonable places of overflows. But, the size of the overflows is too large. Simulation is thought to be a valuable assistant for Thixomolding? production.
References
[1] CZERWINSKI F. Injection molding magnesium alloys[J]. Adv Mater Process, 2002, 160(11): 31?33.
[2] FAN Z. Semisolid metal processing[J]. Int Mater Rev, 2002, 47: 49?85.
[3] ATKINSON H V. Modeling the semisolid processing of metallic alloys[J]. Prog in Mater Sci, 2005, 50: 341?412.
[4] SUERY M, MARTIN C L, SALVO L. Overview of the rheological behavior of globular and dendritic slurries[A]. KIRKWOOD D H, KAPRANOS P. Proc 4th Int Conf on Semi-Solid Processing of Alloys and Composites[C]. Sheffield: University of Sheffield, 1996.21?29.
[5] YANG Xiang-jie, LIU Jin, XIE Shui-sheng. Simulation of fill status during thixoforming of semi-solid aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(1): 145?149.(in Chinese)
[6] CUI X P, LIU Y B, CAO Z Y, et al. Influence of process conditions of Thixomolding on the microstructure of magnesium mobile phone housing[J]. Mater Sci Forum 2005, 488?489: 377?380.
[7] KIM L K, KANG T H, KIM Y S, et al. Analytic and experimental method for making magnesium alloy products based on an injection molding process[J]. Int J Adv Manuf Technol, 2004, 23: 566?571.
[8] KIRKWOOD D H. The numerical modeling of heating, melting and slurry flow for semi-solid processing of alloys: A review[A]. BHASIN A K, MOORE J J, MIDSON S. Proc 5th Int Conf on Semi-Solid Processing of Alloys and Composites[C]. Golden: Colorado School of Mines, 1998. XXXIII?XL.
[9] HIRT C W, NICHOLS B D. Volume of fluid (VOF) methods for the dynamics of free boundaries[J]. J Comput Phys, 1981, 39: 201?255.
[10] BARKHUDAROV M R, BRONISZ C L, HIRT C W. Three-dimensional thixotropic flow model[A]. KIRKWOOD D H, KAPRANOS P. Proc 4th Int Conf on Semi-Solid Processing of Alloys and Composites[C]. Sheffield: University of Sheffield, 1996.110?114.
[11] BARKHUDAROV M R. High Pressure die casting simulation using FLOW?3D[J]. Die Cast Eng, 1997, 5/6: 36?40.
[12] MODIGELL M, KOKE J. Time-dependent rheological properties of semi-solid metal alloys[J]. Mech Time-Depend Mat, 1999, 3: 15?30.
[13] MODIGELL M, KOKE J. Rheological modeling on semi-solid metal alloys and simulation of thixocasting process[J]. J Mater Process Technol, 2001, 111: 53?58.
[14] LI Y B, ZHOU W. Numerical simulation of filling process in die casting[J]. Mater Technol, 2003, 18(1): 36?41.
[15] HU B H, TONG K K, NIU X P, et al. Design and optimization of runner and gating systems for the die casting of thin-walled magnesium telecommunication parts through numerical simulation[J]. Mater Proc Technol, 2000, 105: 128?133.
[16] CZERWINSKI F, ZIELINSKA-LIPIEC, PINET P J, et al. Correlating the microstructure and tensile properties of a Thixomolded AZ91D magnesium alloy[J]. Acta Mater, 2001, 49: 1225?1235.
(Edited by CHEN Ai-hua)
Foundation item: Project (2002AA001022) surported by the National High-Tech Research and Development Program of China and Project 985 �C Auto-
motive Engineering of Jilin University
Corresponding author: CAO Zhan-yi, Professor; Tel: +86-431-5095874; E-mail: caozy@jlu.edu.cn

