DOI��10.19476/j.ysxb.1004.0609.2017.08.04
Cu-Sn-Bi�Ͻ�����ĥ���ս�����е���֯�ݱ�
������1, 3���ϼ�Ȩ1, 3������÷4��������1, 3���� ��1, 3��³�ҳ�2, 3
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 510640��
2. ����������ѧ ��е����������ѧԺ������ 510640��
3. �㶫ʡ�Ƚ����ܲ����ص�ʵ���ң����� 510640��
4. �㶫ˮ������ְҵ����ѧԺ������ 510925)
ժ Ҫ�����û�е�Ͻ��Ʊ���Cu-10%Sn-5%Bi�Ͻ��ĩ��Ȼ����ѹ�Ƴ��Ͳ������սᣬ�Ʊ��ɺϽ���壻����X��������(XRD)��ɨ��羵(SEM)�ȷ����ֶΣ��о�Cu-Sn-Bi�Ͻ��ڸ�����ĥ���ս��������֯�ṹ�ı仯�����������������ĥ������չCu-Bi��������ϵ�Ĺ��ܶȣ�������ĥ�������γɵ�Cu6Sn5��Ϊ���ȶ��࣬������ĥʱ���ӳ������γɶ������ֽ⣬�ֽ���Sn�����ܵ�Cu�У�ͬʱ��450 r/min��ĥ40 h��Sn��Bi������ȫ����Cu�У��γ�Cu�Ĺ��������塣���ս�����У�Bi��Cu�����ܣ�ϸС��ɢ�ֲ���Cu�����С���700 ������ս��Cu-Sn-Bi�Ͻ�����֯���ã�������ԽϺõ���ѧ���ܡ�
�ؼ��ʣ���е�Ͻ���ĩ�սCu-Sn-Bi�Ͻ𣻹���������
���±�ţ�1004-0609(2017)-08-1563-09���� ��ͼ����ţ�TG135���� ���ױ�־�룺A
�ִ���ҵ�Ŀ��ٷ�չ�����ڻ�����в��ϵ���������˸��ߵ�Ҫ��ͭ����кϽ����ھ��иߵij���������ƣ��ǿ�ȣ�ʹ���ڸ��ٶȡ����غɷ���������õ��㷺��Ӧ��[1]��Ȼ������ͳ��ͭ����кϽ��к����ж�Ԫ��Ǧ�����˼����������Σ�������������Ǧͭ����кϽ���о���Ϊ�����ȵ�[2-3]��
��Ŀǰ������ķ�չ����������ʵ��ͭ����в�����Ǧ���ĵ���Ҫ;����ͨ��Ѱ�Һ�����Ԫ�����ǦԪ���ںϽ��е����á�Ŀǰ�����о�[4-6]���֣�ͨ������ʯī��MoS2��WS2��Bi������Ԫ���Ǧ����ʵ����кϽ��ȥǦ�������ѳ���ȡ��һ�����о���չ��ʯī�Ļ�ѧ�ȶ��Ըߣ�ͨ������ͭ���巢����Ӧ������ʱ��Ħ���ȵ������£��ܹ��γ��ȶ�����Ĥ��ߺϽ�ļ�Ħ���ܡ�MoS2��WS2��ͭ����кϽ��е�������ʯī��ͬ�������ս�����лᷢ���ֽ⣬�ֽ������ͭ�����γɾ��������Ե�ͭ�����Щ��������в�״�ṹ�����Խ��ͺϽ��Ħ���������Ӷ���ߺϽ����ĥ��Ħ���ܡ������۵����Ԫ��Bi��Pbһ�����ڹ�̬�¾���ͭ�����ܣ��Ҳ��γɻ��������������̬������ͭ������[7]���ɼ���Bi��Pb�������Ƶ���������ѧ���ʣ��������Ǧ�Ŀ����ԡ�����[8]����Bi���Pb�о�CuSn10Bi10�Ͻ����CuSn10Pb10�Ͻ�Ŀ����ԣ�����������ڸ�ʴ�����£�����ͭ����кϽ�ϴ�ͳͭǦ�Ͻ���и��õĿ�ҧ�����ܣ�������չ�����д���ߡ����ӹ���[9-10]����Ǧ���������ͭ��кϽ������̽�����о���ͬʱ���Ʊ���ͭ���Ͻ��봫ͳ��CuSn10Pb10��кϽ��������ѧ��Ħ��ѧ���ܶԱȣ������������Ħ��ĥ������У�Bi������ͭ����кϽ���棬�ȼ���������Ĥ�����ֽ����˽Ӵ���ļ���ǿ�ȣ����˽Ϻõļ�Ħ�Ϳ�ճ�����ܡ����о�Ҳ���֣��ںϽ���֯��Bi����ͭ�Ͻ紦ƫ�ۣ����ѺϽ����������ԣ�ͬʱ����Bi�Ĵ��Խϴ����ڴӺϽ�ĥ��������䣬�����ͭ����кϽ���Ҫ����һ�����о���
Ŀǰ��ҵ��ͨ���������������Ʊ��Ͻ��ĩ���پ�����ĩ�սḴ�Ϲ���[11]�Ʊ��ɺϽ���ģ����Ʊ�����Ϊ�����̷�-��װ�ս�-����-����-�����������Ź�˾�Ѿ�������CuSn10Bi3�ƺŵ���Ǧ��кϽ��俹��ǿ�ȡ�ƣ��ǿ�ȼ���ʴ���ܾ����ڴ�ͳCuSn10Pb10��кϽ��[12]�������Ʊ���ͭ��������кϽ���Bi����֯�ϴִ���������ͭ�Ͻ���徧��ƫ�۵�����û�еõ��ܺõĽ������е�Ͻ�[13](���MA��)�����Ʊ�ϸС��ɢ�ֲ��ĵڶ���Ͻ����ųɹ���Ӧ��[14]���Ҳ���MA���Ʊ�Cu-Sn-Bi��кϽ����б�������ˣ��������߳��Բ���MA���Ʊ�Cu-Sn-Bi�Ͻ��о���ͬ����ĥ��ѹ�Ƽ��սṤ�նԺϽ���֯�ṹ�����ܵ�Ӱ�졣
1 ʵ��
��ƽ������Ϊ74��m��Cu��(����99.9%)��Sn��(����99.5%)�Լ�Bi��(����99.9%)��Cu-10%Sn- 5%Bi��Cu-5%Bi(��������)������ɻ�Ϸۣ�Ȼ������QM-3SP2��ĥ�����и�����ĥ���������Ϊ0.4 L���������ĩ�����ϱ�Ϊ15:1����ĥ���ղ���450 r/min��ͬʱ����ĥ����ĥ��������������½��С�����ĥ40 h��ĺϽ��ĩ��800 MPaѹ������ѹ�����ɸ�d 24 mm��3 mm��Բ�飬Ȼ�����CVD(G)-07/50/2���¹�ʽ¯�ڸߴ���������£���5 ��/min�ļ�������������ָ���¶ȣ�����20 min����¯��ȴ�����о���ͬ�ս��¶ȶԺϽ���֯�ṹ�����ܵ�Ӱ�졣
����Philips X��Pert MPD X����������(XRD)��Zeiss super 40������ɨ��������������Ͻ����ṹ������֯�ṹ������XRD����Ҫ����Ϊ������ԴΪCu K������ѹΪ40 kV������Ϊ40 mA����ɢ����DSΪ0.5�㣬����ɢ����ASΪ1�㣬ɨ�貽��Ϊ0.02�㣬ÿ��ͣ��ʱ��20 s������ǰ����Si�������豸���нǶ�У��������GB 5163-85(�������ս���������ܶȵIJ���)�����ܶȵIJ����Լ����ܶȵļ��㣬ÿ����ֵ����5����Ʒ�IJ���ƽ��ֵ��ã�ÿ�����ݵ���Χ�ǡ�0.5����HVS-1000��������Ӳ�ȼƲ����Ͻ�Ӳ�ȣ��غ�Ϊ4.9 N����ѹʱ��Ϊ10 s��ÿ����Ʒȡ5�����ƽ��ֵ���������Ͻ�������и����������(���9 mm����3 mm����3 mm)����Instron5900�͵������ܲ�����������ԺϽ������ǿ�ȣ���������Ϊ0.6 mm/min��
2 ��������
2.1 ��ĥ��Cu-Sn-Bi�Ͻ��ĩ��֯�ṹ��Ӱ��
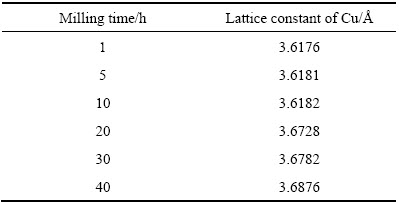
ͼ1��ʾΪ��450 r/min��ĥ��ͬʱ���Cu- 10%Sn-5%Bi�Ͻ��ĩ��XRD�ס���ͼ1�ɼ�����ĥ1 h�Ͻ��ĩ��Cu��Sn��Bi��Cu6Sn5��4����ɣ�������ĥ�����У���������е�ܵ����ã��ٽ���Cu��Sn�����ɢ���γ���Cu6Sn5�м��ࣻ��ĥ5h�Ͻ���Sn�����������Լ�����Cu6Sn5�����������������ߣ�������ĥʱ����ӳ���һ���ٽ���Sn��Cu֮�䷴Ӧ����Cu6Sn5�ࣻ����ĥʱ��ﵽ10 h�Ͻ���Bi�����������Լ�����������Sn���������ʧ����Cu������巢������������ͽ�ƫ�ƣ�����ĥʱ��ﵽ20 h�Ͻ��н����ڿ�����Cu������壬����������һ����ͽ�ƫ�ơ����о�����[15]����ĥ�γɵ�Cu6Sn5���ڸ�����ĥ�������»����γɶ������ֽ���ֽ��Snԭ�ӹ��ܵ�Cu�����У��ٽ�һ��������ĥʱ�䣬�����仯�����ԡ����ÿº���С���˷�[15]�������450 r/min��ĥ��ͬʱ���Cu-10%Sn-5%Bi�Ͻ���Cu�ľ�������������1��ͼ2��ʾ���ɼ�����ĥʱ��С��10 hʱ��Cu�ľ������仯�����ԣ�δ���γɴ�����Cu�������࣬�������Ϊһ����Bi��δ������Cu����һ����Sn��Cu��Ҫ�γ���Cu6Sn5�ࣻ��ĥʱ����10~20 hʱ��Cu�ľ������������ӣ���Ӧ�������ʱ��Cu6Sn5�༰Bi�����ʧ�йأ�������ĥ�ڸýλ�����һ��������ʹCu6Sn5����ֽ⣬�ֽ���Sn�ٹ��ܵ�Cu�У�ͬʱ��ĥʹCu����������������λ����ȱ�ݣ�ʹBi����Ҳ���ܵ�Cu�У��Ӷ�����Cu�ľ��������֮��������ĥʱ��Ľ�һ�����ӣ��Ͻ���Cu�ľ��������ӱ仺���������ﵽ����״̬������������Sn��Bi����������Cu���γɹ��������塣Ϊ֤ʵ��һ���۵���ȷ�ԣ��Աȼ����250��300��350��450 r/min�����£���ĥ40 h��Cu-10%Sn-5%Bi�Ͻ���Cu�ľ����������2���С��ɼ���������ĥת�ٵ����ӣ��Ͻ��ĩXRD����Cu6Sn5�����������������450 r/minʱ��ʧ����Cu�ľ�����Ҳ������Cu6Sn5�������ļ��������ӡ���Ҳ֤����Cu6Sn5���ڸ�ת�������¿��ܷ����ֽ⣬�γ���Cu(Sn)�Ĺ������ࡣ

ͼ1 ��450 r/min��ĥ��ͬʱ���Cu-10%Sn-5%Bi�Ͻ��ĩXRD��
Fig. 1 XRD patterns of Cu-10%Sn-5%Bi alloy after milling with 450 r/min for different milling time
���⣬��ͼ1�л����֣�����ĥʱ������ӣ�Cu������巢�������������侧��ϸ������������йء�ͼ3��ʾΪ����VOIGT������[16]����õ�������ͬʱ����ĥ��Cu-10%Sn-5%Bi�Ͻ��ĩ��Cu�ľ����ߴ�����ĥʱ��ı仯����ͼ3���Կ�����������ĥʱ������ӣ�Cu�ľ����ߴ���С������ĥʱ����5~10 hʱ��Cu����ϸ�������ԣ�֮����ĥʱ��ﵽ20 h���侧���ߴ�仯�����ԣ������ȶ���20 nm���ҡ�
��1 ��450 r/min��ĥ��ͬʱ���Cu-10%Sn-5%Bi�Ͻ���Cu�ľ�����
Table 1 Lattice constant of Cu in Cu-10%Sn-5%Bi alloy with 450 r/min milling speed for different milling time

ͼ2 ��450 r/min��ĥ��ͬʱ���Cu-10%Sn-5%Bi�Ͻ���Cu�ľ������ı仯
Fig. 2 Change of lattice constant of Cu in Cu-10%Sn-5%Bi alloy after milling with 450 r/min for different time
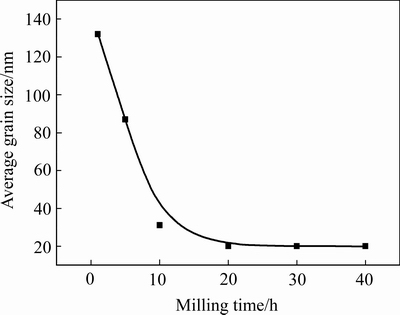
ͼ3 ��450 r/min��ĥ��ͬʱ���Cu-10%Sn-5%Bi�Ͻ���Cu�����ߴ�ı仯
Fig. 3 Change of grain size of Cu in Cu-10%Sn-5%Bi alloy after milling with 450 r/min for different time
��2 ����ͬ��ĥת��40 h��Cu-10%Sn-5%Bi�Ͻ���Cu�ľ�����
Table 2 Lattice constant of Cu in Cu-10%Sn-5%Bi alloy after milling for 40 h with different milling speeds

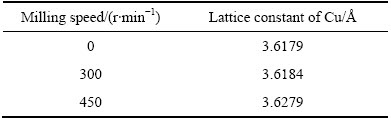
ͨ��Cu-BiΪ��̬��Ԫ��������ϵ������ͼ1�з��֣�������ĥʱ������ӣ�Bi���������������ʧ���Ʋ����ǹ��ܵ�Cu�С�Ҳ�����ױ���[18]���������Ա��ε��������ͻ���ȵĻ�������ϵ�������׳�����չ���ܵ�����Ϊ����֤������ĥ�ܹ���չBi��Cu�еĹ��ܶȣ����ò�ͬ��ĥת����ĥ40 h�Ʊ�Cu-5%Bi�Ͻ��ĩ�����������XRD�����������ͼ4��ʾ����ͼ4�п��Կ���������ĥת�ٴﵽ450 r/min��Bi���������ʧ���Ͻ��н����ڿ�����Cu������壬������ת�����Ӷ���ͽǶ�ƫ�ƣ����ÿº���С���˷�����Cu�ľ�������������3���С��ӱ�3���Կ�����Cu-5%Bi�Ͻ��ĩ��ĥ��Cu�ľ����������������ĥת�ٵ����ӣ�Cu�ľ�������������ԡ��ڱ�ʵ��Ķ�ԪCu-Bi�Ͻ���ϵ�У�Cu�ľ����������仯ֻ��������BiԪ�ع�����ɵģ���Bi��ԭ�Ӱ뾶��Cu�Ĵ�����ܵ�Cu�У�������Cu�ľ�����������ĥת������Bi����ȫ�����ܣ���Ҳ��Cu�ľ���������ĥת������Ľ������ϡ��ɴ�֤����������ĥ������չCu-Bi��������ϵ�Ĺ��ܶȣ�ʹBi���ܵ�Cu�С�
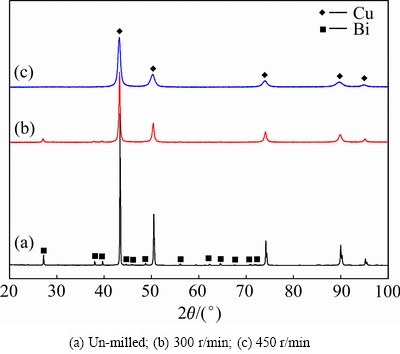
ͼ4 ����ͬת����ĥ40 h��Cu-5%Bi�Ͻ��XRD��
Fig. 4 XRD patterns of Cu-5%Bi alloy after milling with different milling speeds for 40 h
��3 ����ͬת����ĥ40 h���Cu-5%Bi�Ͻ���Cu�ľ�����
Table 3 Lattice constant of Cu in Cu-5%Bi alloy after milling with different milling speeds for 40 h
��450 r/min��ĥ40 h���Cu-10%Sn-5%Bi�Ͻ��ĩѹ�Ƴɿ��壬�ٽ���������SEM��ò�۲켰�������������ͼ5��ʾ����ͼ5���Կ�����ѹ�ƺ�ĺϽ�����д��ڽ϶�Ŀ�����ĩ����������ò�������֮��ͨ����еҧ�Ͻ����һ�𡣶ԺϽ������߱��۲�(��ͼ5(b))û�г��ֵڶ���ijĶȣ���Ҳ��ͼ1����ĥ40 h���XRD���һ�£�����ʱ�Ͻ���ɵ���Cu�Ĺ�����������ɡ����⣬�ӺϽ�ͱ���������ɨ����(��ͼ5(a)�в�ͼ)���Կ������Ͻ���Sn��BiԪ�ؽ�Ϊ������ɢ�ֲ���ͭ�Ͻ�����С�
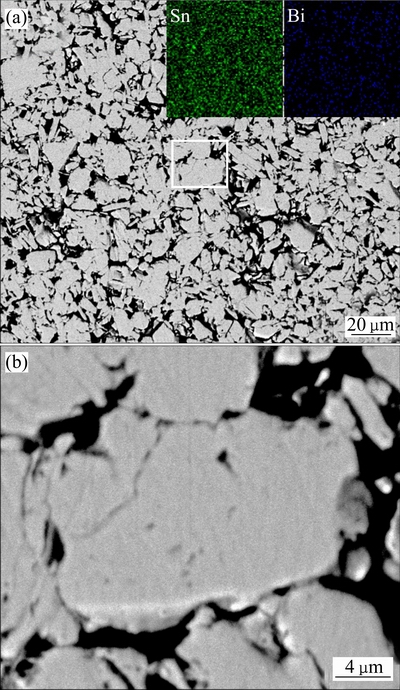
ͼ5 Cu-10%Sn-5%Bi�Ͻ�����SEM��ɢ����òͼ�����������
Fig. 5 Back scattering SEM, EDS(a) and high magnification(b) images of Cu-10%Sn-5%Bi green

ͼ6 ����ͬ�¶�һ���ս��Cu-10%Sn-5%Bi�Ͻ��XRD������
Fig. 6 XRD patterns of Cu-10%Sn-5%Bi alloy after primary sintering at different temperatures
2.2 Cu-Sn-Bi�Ͻ����ս��������֯�ݱ�
��ͼ5�ɼ���һ��ѹ�ƺ�������д��ڽ϶�Ŀ���Ϊ�ˣ������á���ѹ���ա������Ʊ��Ͻ���壬����ѹ�Ƽ��ս��¶Ⱦ���ͬ���Դ����о��Ͻ���֯�ṹ�����ܵı仯��ͼ6��ʾΪ����ͬ�¶�һ���ս���Cu-10%Sn-5%Bi�Ͻ��XRD�ס��ɼ���Cu-10%Sn- 5%Bi�Ͻ�ѹ�Ƽ�һ���ս��Bi��ʼ��Cu�Ĺ���������������������300 ���ս�ʱ��Bi��������ʮ���������ս��¶���ߵ�400 ��ʱ��Bi��������Ե�����壻֮�������ս��¶ȵ���ߣ�Bi������������ǿ������Bi�������������ࡣ��Cu���������������¶ȵ���߶���ü�����������Cu�ľ��������µģ�����700 ���ս��Bi�������������ǿ���������¶���Bi�������������Ϊ���á���ѹ���ա����գ��ʶԾ���ͬ�¶������ս���Cu-10%Sn-5%Bi�Ͻ�Ҳ������XRD�����������ͼ7��ʾ����ͼ6�Աȿ��Կ�����������ͬ�¶������ս�Ͻ��е�Bi�������ǿ�Ⱦ���һ���ս���ǿ�ȸߣ��������ھ�����ͬ�¶������ս��Bi�����������࣬���侧��������������ġ��Ҿ�������700 ���ս�Ͻ���Bi�������������࣬ǿ�Ƚϸߣ������ڸ��¶���Bi�ѻ�����Cu�����ܳ����������ս��Cu�ľ�����������ʹ�������Ҳ��һ���ս��ĸ�Ϊ�����Ҵ�ͼ6��7�л����֣�����ͬ�¶��ս��ĺϽ��о�δ����Sn�������壬��������ܲ�δ�������ܡ����⣬���ս��¶���ߵ�800 ��ʱ��һ���սἰ�����ս��ĺϽ��н����ڼ����Cu�������壬��Bi����������ʮ�ֲ����ԡ�Ϊ��ȷ��800 ���ս��Ͻ���Bi�Ƿ���ʧ���Ը��¶������ս��Ͻ�������SEM���������������ͼ8����3��ʾ����ͼ8�ɼ����Ͻ��н�������������ɫBi�࣬������(����3)������Bi�ĺ���ֻ��1.7%(��������)�����ԭʼ������5%ƫ��ϴ����ڱ�ʵ��ġ���ѹ���ա����ղ�����¯���¼���ȴ�����ս��¶ȴﵽ800 ������ڻ��ĵ��۵����Ԫ��Bi(�۵�Ϊ271.3��)��Һ̬ͣ��ʱ��ϳ����ҺϽ��д��ڽ϶�Ŀ�����ʹBi�ӺϽ��������ʧ�����ºϽ�ɷַ����ı䣬��˲��á���ѹ���ա������Ʊ�Cu-10%Sn-5%Bi�Ͻ���ս��¶Ȳ�����800 �����ϡ�

ͼ7 ����ͬ�¶������ս��Cu-10%Sn-5%Bi�Ͻ��XRD������
Fig. 7 XRD patterns of Cu-10%Sn-5%Bi alloy after twice sintering at different temperatures

ͼ8 Cu-10%Sn-5%Bi�Ͻ�800�������ս��SEM��ɢ����
Fig. 8 Back scattering SEM images of Cu-10%Sn-5%Bi alloy after twice sintering at 800��
��3 ��800 ���ս����κ�Cu-10%Sn-5%Bi�Ͻ��е�Ԫ�غ���
Table 3 Element content of Cu-10%Sn-5%Bi alloy after twice sintering at 800 ��

�Բ�ͬ�¶������ս���Cu-10%Sn-5%Bi�Ͻ�������SEM��������ͼ9��ʾ��ͼ���Ϊ��ɢ����������а���ɫ�ĵ�״�����Ӧ����ԭ�������ϴ��Bi�࣬��ɫ�����Ӧ����ԭ��������С��Cu���塣��ͼ9�п��Կ�������300 ���ս�ʱ���Ͻ��п��ϴִ�ĩ����֮��߽������ɼ������������û���γ�ұ���ϣ���ͨ����еҧ�����ö������һ�𡣵��ԸúϽ���и߱��۲죬��ͼ9(a)�в�ͼ��ʾ�����ֺϽ���Щ��������Ѿ�����ϸС��ɢ�ֲ�������Bi�ࡣCu-BiΪ��Ԫ��������ϵ��ͨ��������ĥ������ʹBi���ܵ�Cu�У��������ļ��ȼ���ȴ�����У�Bi���������������������¶Ƚϵ�ʱ�����γɵ�Bi�δ���������������ɢ�ֲ���Cu�����С���ͼ9(b)��(c)�ɼ��������ս��¶ȵ���ߣ��ӿ��˺Ͻ��ĩ��ԭ�ӵ���ɢ��ͬʱ���ڵ�Bi��������Ŀ���ʹ�Ͻ������˴�ճ�ϳ�һ�����壬���������ս��¶Ƚϵͣ��Ͻ��е��۵�Bi����״̬ʱ��϶̣��������Cu����ļ�϶���ҺϽ��ĩ��ԭ����ɢ����������ұ����Ч�����á����ս��¶���ߵ�700 ��ʱ���������ڵ�Bi�����ͭ�����еĿ�������˺Ͻ�����ܶȣ�ͬʱ�¶ȵ���ӿ��˺Ͻ�ԭ�Ӽ����ɢ�ٶȣ�ʹ�úϽ��ĩ��������õ�ұ���ϣ��Ҵ�ʱBi���Ϊ���ȵķֲ���Cu�����С���������Щ��ͬ�¶��ս��ĺϽ���֯�о�û�й۲쵽Sn��Ĵ��ڣ�Ϊ��ȷ���Ͻ�ɷ��Ƿ����˱仯����һ���Ծ���ͬ�¶������ս���Cu-10%Sn-5%Bi�Ͻ����������(����4)������������Ͻ���Sn��ĺ����ӽ�ԭ���ijɷ���ȣ�����Sn��δ���ܣ����ǹ�����Cu�У�����ͼ6��ͼ7�Ͻ�ͬ�¶��ս���XRD��û��Sn��������Ľ����һ�£�ͬʱ��700 ���ս��Ͻ��е�Bi����Ҳ�ӽ�ԭ���ijɷ���ȣ���û����ʧ��

ͼ9 ����ͬ�¶������ս��Cu-10%Sn-5%Bi�Ͻ��SEM��ɢ����
Fig. 9 Back scattering SEM images of Cu-10%Sn-5%Bi alloy after twice sintering at different temperatures
��4 ����ͬ�¶������ս��Cu-10%Sn-5%Bi�Ͻ��������
Table 4 EDS analysis of Cu-10%Sn-5%Bi alloy after twice sintering at different temperatures

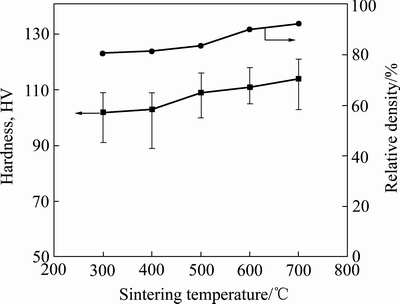
ͼ10 ����ͬ�¶������ս��Cu-10%Sn-5%Bi�Ͻ�����ܶȼ���Ӳ�����¶ȵı仯
Fig. 10 Variation of relative density and microhardness of Cu-10%Sn-5%Bi alloy after twice sintering at different temperatures
2.3 �ս��Cu-Sn-Bi�Ͻ����ѧ����
�����ڡ���ѹ���ա������У����ս��¶ȴﵽ800 ���Cu-10%Sn-5%Bi�Ͻ��е�Bi����ʧ�϶࣬Ϊ�˺�������ܶȼ����ܲ��ԣ����ٷ���800 ���ս����Ʒ����������ͬ�¶������ս���Cu-10%Sn-5%Bi�Ͻ���������ˮ�����������ܶȣ���������Ӳ�Ƚ��в��ԣ������ͼ10��ʾ����ͼ10�п��Կ�����Cu-10%Sn-5%Bi�Ͻ�����ܶȼ�Ӳ�Ⱦ������ս��¶ȵ���߶��������ս��¶ȴﵽ700 ��Ͻ�����ܶȴﵽ92%���ϣ���Ӳ�ȿɴ�114 HV������������700 ���£���һ���ս�����У����ܵ�Cu�е�Bi����������ɢ�ֲ���Cu�����У���˺Ͻ��н�С�Ŀ�϶��ͨ����ѹ���գ�ʹ�Ͻ��нϴ��϶��С����ͨ�����յĹ��̣�ʹ�Ͻ��е��۵���Ԫ���ڵ�����Ͻ���ϸС�Ŀ�϶���Ӷ���ߺϽ�����ܶȣ�ͬʱ�ڸ��¶����ս������ںϽ��ĩ��ԭ�ӵ���ɢ��ʹ�Ͻ���γɸ��õ�ұ���ϡ���700 �������£��Ͻ��о�����û����ȫ����������ֻ�����ͼ9(d)Ҳ���Կ��������ʵĵڶ���Bi��ɢ�ֲ���Cu�����У���Ҳ��������ߺϽ������Ӳ�ȡ�
Ϊ��ȷ��700 ���Ƿ�Ϊ������ѹ���ա������Ʊ��Ͻ���������ս��¶ȣ���һ�����Բ���650 �漰750 ���¶ȶԺϽ��������սᣬ����700 ���ս��ĺϽ���������ѧ���ܶԱȣ����5���С��Ӳ��Խ����������700 ���ս��ĺϽ��������ܶȡ�Ӳ�Ⱦ���Խϸߡ����⣬����ͨ�����ԺϽ���������ǿ�����жϺϽ���ս����ܡ�������ǿ�Ȳ��Խ��(����5)��������700 ���ս�ĺϽ��������ǿ�ȸߴ� 163 MPa�������ڸ��¶����Ʊ��ĺϽ�������ŵ���ѧ���ܡ�
��5 ����ͬ�¶��ս���Cu-10%Sn-5%Bi�Ͻ����ѧ����
Table 5 Mechanical test of Cu-10%Sn-5%Bi alloy sintered at different temperature

3 ����
1) ������ĥ������չ������Cu-Bi��ϵ�Ĺ��ܶȣ�ʹBi���ܵ�Cu�У���450 r/min��ĥ40 h��Sn��Bi�����ȫ��������Cu�����У��γɽ��е�Cu�Ĺ��������壬�侧���ߴ���20 nm���ҡ�
2) ����ĥ���ڣ�Cu-Sn����γ����ȶ���Cu6Sn5�࣬��������ĥʱ����������γɶ������ֽ⣬����ĥ���ڣ��ֽ���Sn�ֻ���ܵ�Cu�����С�
3) ������ĥ�Ʊ���Cu-10%Sn-5%Bi�Ͻ��ĩ�����ս�����У�Bi���Cu�Ĺ�������������������Sn��������ֹ�����Cu�У����ջ�ý�ϸС��Bi����ȷֲ���Cu(Sn)�����ϡ�
4) �ڱ�֤Bi�������ʧ��ǰ���£�����700 ���ս����Ʊ���Cu-10%Sn-5%Bi�Ͻ���Bi���Ϊ���ȷֲ���Cu�����У��ս����ܶȴﵽ��92.3%��Ӳ�Ⱥ�����ǿ�ȷֱ�ﵽ114 HV��163.6 MPa��
REFERENCES
[1] ITO H, KAMIYA S, KUMADA Y. The transition of plain bearing materials[J]. Journal of Japanese Society of Tribologists, 2003, 48(3): 172-177.
[2] ������. ����������������в��Ϸ�չ��״������[J]. �������������, 2009(3): 10-13.
JIANG Yu-qin. The development and trend of automobile sliding bearing materials[J]. Automobile Technology & Material, 2009(3): 10-13
[3] �� ��. ������ȼ��������в�����Ǧ������Ӧ��[J]. �������������, 2009(7): 1-3.
LI Peng. Lead free and its application in internal combustion engine sliding bearing material[J]. 2009(7): 1-3
[4] YOKOTA H, DESAKI T, HAYAKAWA H, HASHIZUME K, ITO H, INAYOSHI N, MURAKAMI Y, NOZU T, SUZUKI M. Newly development lead free copper alloy bushing for fuel injection pump[C]// Proceeding of SAE World Congress. Michigan, 2006: 6-11.
[5] Kouji Zushi, Kenji Sakai, Hiroyuki Sugawara, Hideo Ishikawa. Development of lead free copper based alloy for piston pin bushing under higher load engines[C]// Proceeding of SAE World Congress. Michigan, 2006: 20-21.
[6] KATO H, TAKAMA M, IWAI Y, WASHIDA K, SASAKI Y. Wear and mechanical properties of sintered copper�Ctin composites containing graphite or molybdenum disulfide[J]. Wear, 2003, 255(1): 573-578.
[7] YIN Y G, LI Y Y, ZHANG G T, YIN L, JIAO X N. Study on mechanical properties of Cu-Bi bearing materials[C]// Advanced Materials Research. Trans Tech Publications, 2013: 89-92.
[8] �� ��. ���������Cu-Sn-Bi�Ͻ������[J]. �������������, 2011(7): 58-61.
ZHANG Sui. The properties of Cu-Sn-Bi sliding bearing alloy[J]. Automobile Technology & Material, 2011(7): 58-61
[9] YIN Y G, LIN F D, YAO W, XIE T, YU J W. Tribological properties of the surface bonded self-lubricating coating[C];; Advanced Materials Research. Trans Tech Publications, 2011: 583-587.
[10] ���ӹ�, �ָ���, �Ὠ��, ������, �� ͦ, �� ��. ��Ǧͭ����кϽ��Ħ��ѧ����[J]. �����ȴ���ѧ��, 2012(S1): 1- 6.
YINYan-guo, LINFu-dong, YUJian-wei, JIAOMing-hua, XIETing. Tribological properties of lead-free copper bismuth bearing alloys[J]. Transactions of Materials and Heat Treatment, 2012(S1): 1-6.
[11] ������, �����. ��ĩұ��Ǧ��ͭ���ܶ���в��ϵ�����[J]. ��ĩұ����, 1993, 11(4): 311-312.
GAO Tie-dui, LI Lian-di. Preparation of powder metallurgy lead bronze bearing material with high density[J]. Powder Metallurgy Technology, 1993, 11(4): 311-312.
[12] SAXTON D M. Lead-free replacements for SAE 792 in bushing applications[C]// Proceeding of SAE World Congress. Michigan, 2006: 1-5.
[13] �� ��, ������, ŷ������, ��־��, �� ��. ��е�Ͻ��Ʊ��� Al ����кϽ�Ľṹ������[J]. ����������ѧѧ��(��Ȼ��ѧ��), 2007, 35(10): 37-43.
ZHU Min, ZENG Mei-qin, OUYANG Liu-zhang, WU Zhi-fang, LI Xin. Microstructure and wear properties of al-based bearing alloys fabricated by mechanical alloying[J]. Journal of South China University of Technology (Nature Science Edition), 2007, 35(10): 37-43.
[14] Ҷ ��, ³�ҳ�, ������, ������, �� ��. Si �������Ի�е�Ͻ�Al-12%Sn�Ͻ���֯��Ħ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(1): 53-60.
YE Xin, LU Zhong-chen, ZENG Mei-qin, HU Ren-zong, ZHU Min. Effect of Si addition concentration on the microstructure and wear properties of MA Al-12%Sn[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(1): 53-60.
[15] ��־��. �����������������Ǧͭ�����ϲ��ϵ��о�[D]. ���: ����ѧ, 2012.
ZHANG Zhi-jia. Research on Pb free Cu-based composite used by bearing materials of engine[D]. Tianjin: Tianjin University, 2012.
[16] �� ��. ����X����ѧ[M]. ����: ��е��ҵ������, 1989.
FAN Xiong. Metallic X-ray physics[M]. Beijing: China Machine Press, 1989.
[17] LANGFORD J I. A rapid method for analysing the breadths of diffraction and spectral lines using the Voigt function[J]. Journal of Applied Crystallography, 1978, 11(1): 10-14.
[18] REN F, ARSHAD S N, BELLON P, AVERBACK R S, POURYAZDAN M, HAHN H. Sliding wear-induced chemical nanolayering in Cu-Ag, and its implications for high wear resistance[J]. Acta Materialia, 2014, 72: 148-15.
Microstructure evolution of Cu-Sn-Bi alloy in ball milling and sintering
ZENG Mei-qin1, 3, XING Ji-quan1, 3, HE Qiu-mei4, HU Ren-zong1, 3, ZHU Min1, 3, LU Zhong-chen2, 3
(1. School of Materials Science and Engineering, South China University of Technology, Guangzhou 510640, China;
2. School of Mechanical & Automotive Engineering, South China University of Technology, Guangzhou 510640, China;
3. Key Laboratory of Advanced Energy Storage Materials of Guangdong Province, Guangzhou 510640, China;
4. Guangdong Polytechnic of Water Resources and Electric Engineering, Guangzhou 510925, China)
Abstract: The mechanical alloying (MA) was used to prepare Cu-10%Sn-5%Bi alloy powders. Then the bulk alloy was obtained by a combination of cold pressing and conventional powder sintering. The microstructure evolutions of Cu-10%Sn-5%Bi alloy during ball milling and sintering were investigated by XRD and SEM. The results show that high-energy milling can extend solid solubility of Cu-Bi immiscible system, and the metastable Cu6Sn5 phase successively happens to formation and decomposition with milling time. Meanwhile, the decomposition Sn is dissolved into Cu matrix. After milling with 450 r/min for 40 h, both Sn and Bi are completely dissolved into Cu matrix and a supersaturated solid solution of Cu(Sn, Bi) is formed. During sintering, Bi precipitates from Cu(Sn, Bi) supersaturated solid solution, are fine and dispersed homogeneously in Cu(Sn) matrix. The Cu-Sn-Bi alloy twice sintered at 700 �� exhibits an excellent microstructure and mechanical properties.
Key words: mechanical alloying; powder sintering; Cu-Sn-Bi alloy; supersaturated solid solution
Foundation item: Project(51501065) supported by the National Natural Science Foundation of China; Project (2014A030310395) supported by the Natural Science Foundation of Guangdong Province, China; Project(2014ZB0020) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2016-07-05; Accepted date: 2016-12-29
Corresponding author: LU Zhong-chen; Tel: +86-20-87112762��E-mail: mezclu@scut.edu.cn
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51501065)���㶫ʡ��Ȼ��ѧ����������Ŀ(2014A030310395)�������У��������ҵ���������Ŀ(2014ZB0020)
�ո����ڣ�2016-07-05�������ڣ�2016-12-29
ͨ�����ߣ�³�ҳ�����ʦ����ʿ���绰��020-87112762��E-mail: mezclu@scut.edu.cn

