ЦР№ъУРЙ«ҪрКфС§ұЁ 2004,(08),1269-1273 DOI:10.19476/j.ysxb.1004.0609.2004.08.003
TiAl/40CrёЯЖөёРУҰЗҘәёҪУН·өДҪзГжЧйЦҜј°БҰС§РФДЬ
АоУсБъ ·лјӘІЕ әОЕф гЖҫГҙә
№ю¶ыұх№ӨТөҙуС§ПЦҙъәёҪУЙъІъјјКх№ъјТЦШөгКөСйКТ,№ю¶ыұх№ӨТөҙуС§ПЦҙъәёҪУЙъІъјјКх№ъјТЦШөгКөСйКТ,№ю¶ыұх№ӨТөҙуС§ПЦҙъәёҪУЙъІъјјКх№ъјТЦШөгКөСйКТ,№ю¶ыұх№ӨТөҙуС§ПЦҙъәёҪУЙъІъјјКх№ъјТЦШөгКөСйКТ №ю¶ыұх150001 ,№ю¶ыұх150001 ,№ю¶ыұх150001 ,№ю¶ыұх150001
ХӘ ТӘЈә
ТФAg Cu Ni LiОӘЗҘБП¶ФTiAlУл40CrҪшРРБЛёЯЖөёРУҰЗҘәё,СРҫҝБЛTiAl/40CrЗҘәёҪУН·өДҪзГжЧйЦҜәНБҰС§РФДЬЎЈІЙУГЙЁГиөзҫөЎўөзЧУМҪХлЎўXЙдПЯДЬЖЧ·ЦОцТЗөИ·ЦОцБЛҪзГжЧйЦҜј°ЙъіЙПа,ІвКФБЛҪУН·өДҝ№АӯЗҝ¶Иј°ҪзГжЙъіЙПаөДПФОўУІ¶ИЎЈҪб№ыұнГч:ЗҘБПУл2ЦЦДёІД·ўЙъҪзГжЙъ·ҙУҰіЙAl3TiЎўAg[s,s]ЎўTi(CuAl)2ЎўTi2NiәНTiCөИ¶аЦЦ·ҙУҰПа,ҪУН·ҪзГжҪб№№Al/AОӘTil3Ti/Al3Ti+Ag[s,s]/Ti(CuAl)2+Ti2Ni+Ag[s,s]/TiC/40CrЎЈФЪКөСйЛщСЎөД№ӨТХІОКэ·¶О§ДЪ,өұБ¬ҪУОВ¶ИҰИ=850Ўж,ұЈОВКұјдt=180sКұ,ҪУН·өДҝ№АӯЗҝ¶ИҙпөҪ265MPaЎЈ
№ШјьҙКЈә
TiAl/40Cr ;ёРУҰЗҘәё ;ПФОўЧйЦҜ ;БҰС§РФДЬ ;
ЦРНј·ЦАаәЕЈә TG407
ЧчХЯјтҪйЈә АоУсБъ(1978),ДР,І©КҝСРҫҝЙъ.;
КХёеИХЖЪЈә 2003-12-24
»щҪрЈә №ъјТёЯјјКхСРҫҝ·ўХ№јЖ»®ЧКЦъПоДҝ(2003AA305210);
Interfacial microstructure and mechanical properties of induction brazing TiAl/40Cr joints
AbstractЈә
Induction brazing of TiAl and 40Cr using Ag-Cu-Ni-Li foil as filler metal was investigated. Both interfacial microstructures and mechanical properties of brazed joints were studied, and the influence of brazing temperature was evaluated. The interface structure formation phases of the joints were investigated by scanning electron microscopy, electron probe microanalysis and X-ray diffraction, the tensile strength of joint and the microhardness of the formation phases were tested. The results show that Ag-Cu-Ni-Li has reacted with both of the base metal and Al3 Ti, AgЈЫs, sЈЭ, Ti(CuAl)2 and Ti2 Ni phases have been produced. The typical interface structure of brazed joints can be expresses as TiAl/Al3 Ti/Al3 Ti+AgЈЫs, sЈЭ/ Ti(CuAl)2 +Ti2 Ni+AgЈЫs, sЈЭ/TiC/40Cr. The excellent joint tensile strength obtained is 265 MPa when the temperature of joint is 850 Ўж and time is 180 s.
KeywordЈә
TiAl/40Cr; induction brazing; microstructures; mechanical properties;
ReceivedЈә 2003-12-24
УЙУЪҫЯУРГЬ¶ИРЎ(ФјОӘ3.8 g/cm3 )Ўў ұИЗҝ¶ИёЯЎў ёХРФәГЎў ёЯОВБҰС§РФДЬәНҝ№Сх»ҜРФәГөИУЕөг, TiAl»щәПҪрФЪәҪҝХЎў әҪМмЎў ҫь№ӨөИБмУтУРЧЕ№гА«өДУҰУГЗ°ҫ°
[1 ,2 ,3 ,4 ,5 ]
ЎЈ ДҝЗ°, ·ў¶Ҝ»ъОРВЦЛщУГөДёЯОВәПҪр¶аКэОӘДш»щәПҪр, ЛдИ»ЖдёЯОВРФДЬБјәГ, ө«УЙУЪДш»щәПҪрГЬ¶ИҪПҙу(ФјОӘ8 g/cm3 ), ҙУ¶шФміЙ·ў¶Ҝ»ъөДЖф¶ҜЎў ЦХЦ№ПмУҰВэ, »ъ¶ҜРФІоөИИұөг
[6 ]
ЎЈ Ҫ«TiAl»щҪрКфјд»ҜәПОпУл40CrёЦБ¬ҪУЦЖіЙ·ў¶Ҝ»ъОРВЦФцС№»ъ№№, ҝЙҪөөНЧӘ¶Ҝ№ЯБҝ, МбёЯЖф¶ҜРФДЬ, ДҝЗ°№ъДЪНвТСУРTiAlәПҪрУлТмЦЦІДБПБ¬ҪУ·ҪГжөДұЁөА
[7 ,8 ,9 ,10 ,11 ,12 ,13 ,14 ,15 ]
ЎЈ TiAl»щәПҪрУлҪб№№ёЦА©ЙўБ¬ҪУСРҫҝұнГч, ҪУН·ёҪҪьФЪА©ЙўБ¬ҪУ№эіМЦРРОіЙБЛ¶аЦЦҙаРФ·ҙУҰПа, К№ҪУН·Зҝ¶ИҙжФЪәЬҙу·ЦЙўРФ, ¶шА©ЙўБ¬ҪУРиТӘјУЦРјдІг
[14 ]
, ХвҫНК№өГёГЦЦ·Ҫ·ЁФЪКөјКУҰУГЙПКЬөҪәЬҙуПЮЦЖ
[12 ,13 ,14 ,15 ]
ЎЈ ұҫОДЧчХЯІЙУГAg-Cu-Ni-LiОӘЗҘБП¶ФTiAl/40CrҪшРРБЛёЯЖөёРУҰЗҘәё, ·ЦОцБЛЗҘәёҪУН·өДҪзГжЧйЦҜЎў БҰС§РФДЬ, СРҫҝБЛБ¬ҪУОВ¶И¶ФҪУН·РФДЬөДУ°ПмЎЈ
1 КөСй
ұҫОДКөСйФЪлІЖшұЈ»ӨөДМхјюПВҪшРР, ІЙУГёЯЖөёРУҰјУИИ·ҪКҪЎЈ КөСйЦРЛщУГөДДёІДОӘTiAlУл40Cr, ЖдіЙ·ЦБРУЪұн1ЦРЎЈ ЛщУГөДЗҘБПОӘAg-Cu27-Ni1-Li0.5(ЦКБҝ·ЦКэ, %), ЖдИЫөгОӘ1 073 KЎЈ УГөз»р»ЁПЯЗРёо»ъҪ«КөСйЛщУГөДБҪЦЦДёІДTiAlЎў 40CrјУ№ӨіЙd 7 mmЎБ30 mmөДФІЦщРО№Өјю, Ҫ«ЗҘБПјУ№ӨіЙd 7 mmЎБ55 ҰМmөДФІЖ¬, ҪУН·РОКҪІЙУГФІЦщ¶ФҪУөДРОКҪЎЈ ЗҘәёЦ®З°, Ҫ«ёчҙэәёұнГжФЪ200# Ўў 400# Ўў 600# Ўў 800# әН1 000# Й°ЦҪЙПЦрј¶ДҘ№в, ФЩҪшРР»ҜС§ЗеАнЎЈ ЗҘәёКөСйөДЗҘәёОВ¶И·ЦұрОӘ850Ўў 870әН930 Ўж, ұЈОВКұјдҫщОӘ180 sЎЈ ІЙУГЙЁГиөзҫө(SEM, S-570)Ўў өзЧУМҪХл(EPMA, JXA-8600)әНXЙдПЯСЬЙд·ЦОцТЗ(XRD, JDX-3530M)өИ¶ФКФјюҪУН·ҪзГжЧйЦҜҪшРРБЛ·ЦОц, ФЪөзЧУАӯЙм»ъЙП(Instron-1186)ІвКФБЛҪУН·өДҝ№АӯЗҝ¶И, ІўУГNMT-3ПФОўУІ¶ИТЗ¶ФҪУН·ҪзГжЧйЦҜҪшРРБЛПФОўУІ¶ИІвКФЎЈ
2 Ҫб№ыУлМЦВЫ
2.1 ҪзГжЧйЦҜ·ЦОц
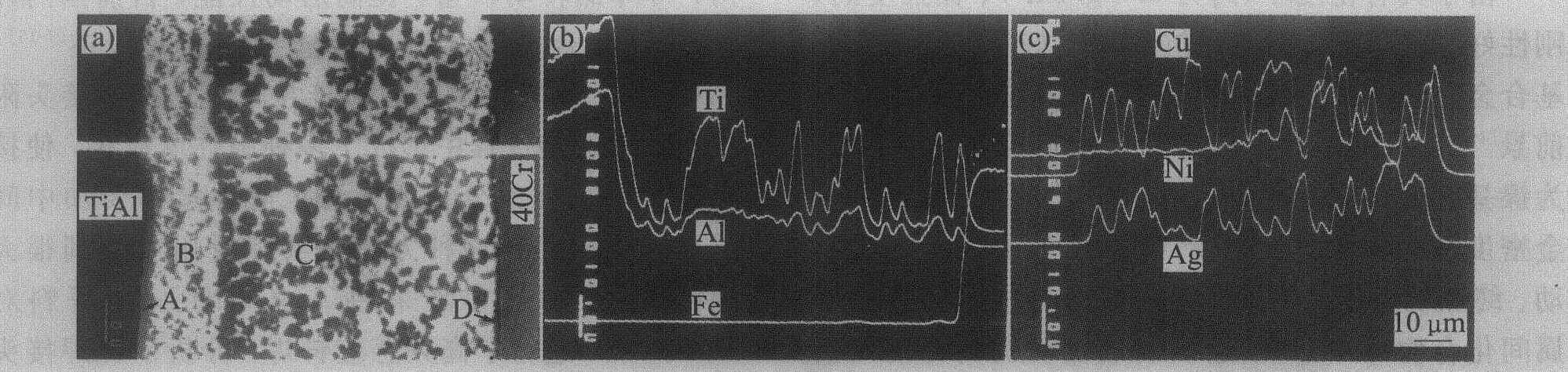
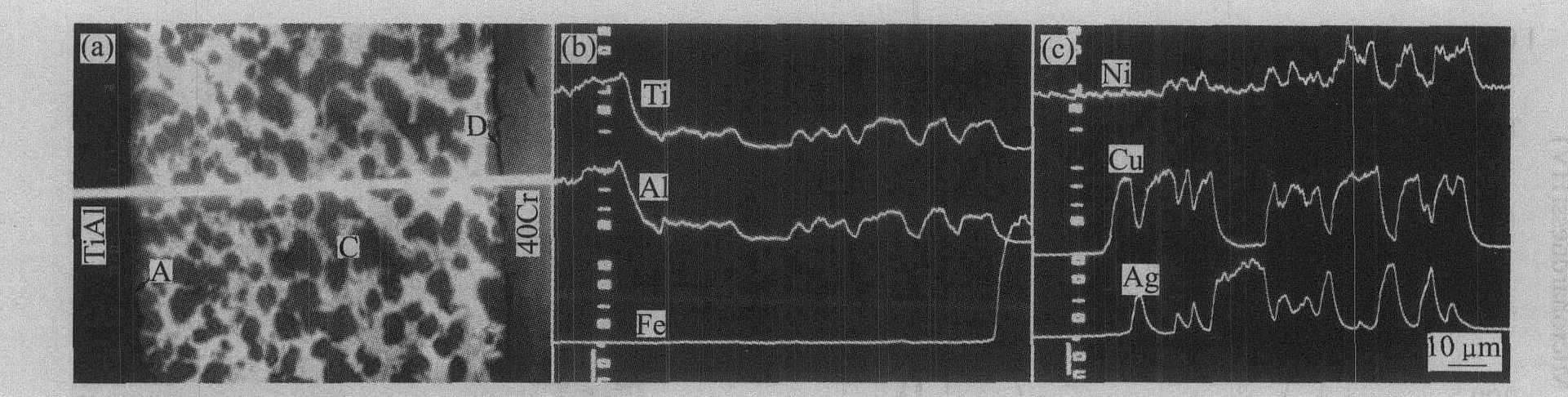
Ag-Cu-Ni-LiЗҘБПУлTiAlәН40CrБҪЦЦДёІДҫщ·ўЙъБЛҪзГж·ҙУҰ, ЙъіЙБЛ¶аЦЦ·ҙУҰПа, ХвР©·ҙУҰІъОп°ҙІг·ЦІј, №№іЙБЛІ»Н¬ҪзГж·ҙУҰІгЎЈ ОӘБЛЗш·Цёчёц·ҙУҰІг, °ҙОў№ЫЧйЦҜРОГІЎў »ҜС§іЙ·ЦөДІ»Н¬Ҫ«ёч·ҙУҰІгҙУTiAlТ»ІаөҪ40CrТ»Іа·ЦұрГьГыОӘAЎў BЎў CЎў DІгЎЈ өұБ¬ҪУОВ¶ИОӘ850 ЎжКұ, AЎў BЎў CЎў D·ҙУҰІгәс¶И·ЦұрОӘ3Ўў 12Ўў 42әН2 ҰМm; өұБ¬ҪУОВ¶ИОӘ930 ЎжКұ, AЎў CЎў D·ҙУҰІгәс¶И·ЦұрОӘ8Ўў 47әН5 ҰМm, ·ҙУҰІгBГ»УРіцПЦЎЈ
КөСйИЎөГөДҪУН·ҪзГжЧйЦҜј°ФӘЛШПЯЙЁГиПсИзНј1әН2ЛщКҫ, ёчёц·ҙУҰІгөД»ҜС§іЙ·Ц·ЦұрБРУЪұн2әН3ЎЈ
¶ФұИНј1(a)әННј2(a)ЦРөДҪУН·ҪзГжЧйЦҜ:
1) ЗҘ·мЗшөДҝн¶ИФЪІ»Н¬ОВ¶ИПВОЮГчПФұд»Ҝ, ЗҘәёОВ¶ИОӘ850 ЎжКұ, ЗҘ·мЗшөДЧЬҝн¶ИОӘ59 ҰМm; ЗҘәёОВ¶ИОӘ930 ЎжКұ, ЗҘ·мЗшөДЧЬҝн¶ИОӘ60 ҰМmЎЈ AЎў CЎў DІгөДҝн¶ИЛжЗҘәёОВ¶ИөДЙэёЯ¶јФцҙуБЛ, ·ЦұрФцјУБЛ5Ўў 5әН3 ҰМmЎЈ
2) өұЗҘәёОВ¶ИОӘ850 ЎжКұ, ҪзГжЧйЦҜЦРҙжФЪ·ҙУҰІгB; өұЗҘәёОВ¶ИЙэёЯөҪ930 ЎжКұ, ҪУН·ҪзГжЧйЦҜЦРөД·ҙУҰІгBПыК§БЛЎЈ
·ҙУҰІгAОӘҝҝҪьTiAlДёІДөД·ҙУҰІг, ФЪОў№ЫЧйЦҜЦРіКПЦ°ө»ТЙ«ІўУРҫвіЭРОН»ЖрЙмПт·ҙУҰІгBЦР, AІгФЪХыёцЗҘ·мЦРЛщХјөДұИАэҪПРЎЎЈ ФЪФӘЛШЙЁГиПсЙП, ¶ФУҰУЪAІгөДоСЎў ВБФӘЛШЙЁГиПЯПВҪөСёЛЩ, ДшЎў НӯЎў ТшөДФӘЛШЙЁГиПЯОӘөНЖҪЗъПЯЎЈ УЙұн2әН3өДДЬЖЧ·ЦОцҪб№ыҝЙҝҙіц, AІгЦчТӘОӘоСЎў ВБФӘЛШЎЈ ·ҙУҰІгBЦРУРБҪЦЦЧйЦҜ, Т»ЦЦОӘ№гІјөДІ»№жФтөДРЎҝй¶щЎў РЎөг¶щ, УлAІгөДСХЙ«ПаҪь; БнТ»ЦЦОӘ°ЧЙ«өД»щМеЎЈ »ТәЪЙ«өДРЎҝй¶щЎў РЎөг¶щПвЗ¶ФЪ°ЧЙ«»щМеЦР, ДЬЖЧ·ЦОцҪб№ыПФКҫBІгЦРөД»ТЙ«РЎҝй¶щУлAІгөДіЙ·ЦПаҪьЎЈ ·ҙУҰІгCЦРТІУРБҪЦЦЧйЦҜ, Т»ЦЦКЗГЦЙў·ЦІјөДҪПОӘҫщФИөДәЪЙ«РЎөг¶щ; БнТ»ЦЦОӘ°ЧЙ«өД»щМеЎЈ әЪЙ«РЎөг¶щПвЗ¶·ЦІјФЪ°ЧЙ«»щМеЦР, ЛжЧЕЗҘәёОВ¶ИөДЙэёЯ, CІгЦРөДәЪЙ«РЎөгУРЛщіӨҙу, ¶ш¶ФУҰУЪCІгөДоСЎў ВБЎў ТшЎў НӯәНДшФӘЛШЙЁГиПЯІЁ¶ҜҫщҪПҙу, ұнГчХвјёЦЦФӘЛШФЪCІгЦРҫщУР·ЦІјЎЈ DІгОӘҝҝҪь40CrДёІД¶П¶ПРшРш·ЦІјөДәЪЙ«РЎҝй¶щЎў РЎөг¶щ, ЛжЧЕЗҘәёОВ¶ИөДЙэёЯ, DІгЛщХјұИАэФцјУЎЈ ДЬЖЧ·ЦОцҪб№ыПФКҫDІгоСФӘЛШә¬БҝПа¶ФҪПёЯЎЈ
ұн1 КөСйІДБПөД»ҜС§іЙ·Ц
Table 1 Chemical compositions of experimental material(%)
Al
Ti
Fe
Cr
Nb
Ni
Si
C
Mn
S
P
* 47.20
Bal.
0.56
0.11
1.17
** Bal.
1.00
0.20
0.30
0.40
0.65
0.01
0.01
*ЎӘMolar fraction; **ЎӘMass fraction
Нј1 ЗҘәёОВ¶ИОӘ850 ЎжКұөДҪзГжЧйЦҜј°ФӘЛШПЯЙЁГиПс
Fig.1 Interface section microstructure and element line scanning images of TiAl/40Cr brazed at 850 Ўж
(a)ЎӘInterface section microstructure; (b)ЎӘTi, Al and Fe element line scanning images; (c)ЎӘNi, Cu and Ag element line scanning images
Нј2 ЗҘәёОВ¶ИОӘ930 ЎжКұөДҪзГжЧйЦҜј°ФӘЛШПЯЙЁГиПс
Fig.2 Interface section microstructure and element line scanning images of TiAl/40Cr brazed at 930 Ўж
(a)ЎӘInterface section microstructure; (b)ЎӘTi, Al and Fe element line scanning images; (c)ЎӘNi, Cu and Ag element line scanning images
ұн2 ЗҘәёОВ¶ИОӘ850 ЎжКұёч·ҙУҰІгөД»ҜС§іЙ·Ц
Table 2 Chemical compositions ofreaction layers brazed at 850 Ўж
Color
Al
Fe
Ni
Cu
Ag
Black
25.2
65.2
6.4
3.2
30.1
50.5
1.3
5.2
12.9
5.0
6.2
2.4
16.4
70.0
24.8
21.3
20.1
32.6
2.2
2.3
3.1
7.8
10.6
76.2
Black
48.5
4.2
21.5
5.9
18.8
1.1
ұн3 ЗҘәёОВ¶И930 ЎжКұёч·ҙУҰІгөД»ҜС§іЙ·Ц
Table 3 Chemical compositions ofreaction layers brazed at 930 Ўж
Color
Al
Fe
Ni
Cu
Ag
Black
25.4
63.3
7.2
4.0
22.0
24.3
21.1
30.6
2.0
6.5
7.8
10.2
12.4
63.1
Black
50.2
1.4
20.2
15.0
8.2
5.0
ДЬЖЧ·ЦОцҪб№ыПФКҫAІгЦчТӘОӘоСәНВББҪЦЦФӘЛШ, ЗТБҪХЯөДЦКБҝұИҪУҪь1ЎГ3ЎЈ ФЪTi-Al¶юФӘПаНјЦР, өұОВ¶ИОӘ700Ў«1 355 ЎжКұУРAl3 TiЙъіЙЎЈ »ҜС§·ҙУҰОӘ
LЎъL1 +№МИЬМе(Al3 Ti+Al) (1)
№МИЬМеЎъ(Al3 Ti+Al) (2)
BІгЦРөД»ТәЪЙ«РЎөг¶щөДіЙ·ЦУлAІгПаЛЖ, ПФОўУІ¶ИЦөПаҪь, ОӘН¬Т»ЦЦОпЦК(Al3 Ti)ЎЈ °ЧЙ«»щМеЦРөДЦчТӘФӘЛШОӘНӯәНТш, ҪбәПCu-Ag¶юФӘПаНј, °ЧЙ«»щМеОӘНӯФЪТшЦРРОіЙөД№МИЬМе, ЖдЦРТІИЬҪвБЛЙЩБҝөДЖдЛьФӘЛШ, јтКцОӘAg[s, s]ЎЈ CІгЦРөД°ЧЙ«ОпЦКУлBІгЦРөДіЙ·ЦПаҪь, РФДЬПаЛЖ, ОӘAg[s, s]; әЪЙ«РЎҝй¶щЦРә¬УРTi(CuAl)2 әНTi2 NiҪрКфјд»ҜәПОпЎЈ DІгЦР¶ПРш·ЦІјөДәЪЙ«ҝйЧҙОпЦКЦРә¬оСБҝҪПёЯ, ЖдПФОўУІ¶ИЦөҙпөҪHV856, ОӘTiCІгЎЈ
2.2 ҪУН·БҰС§РФДЬ
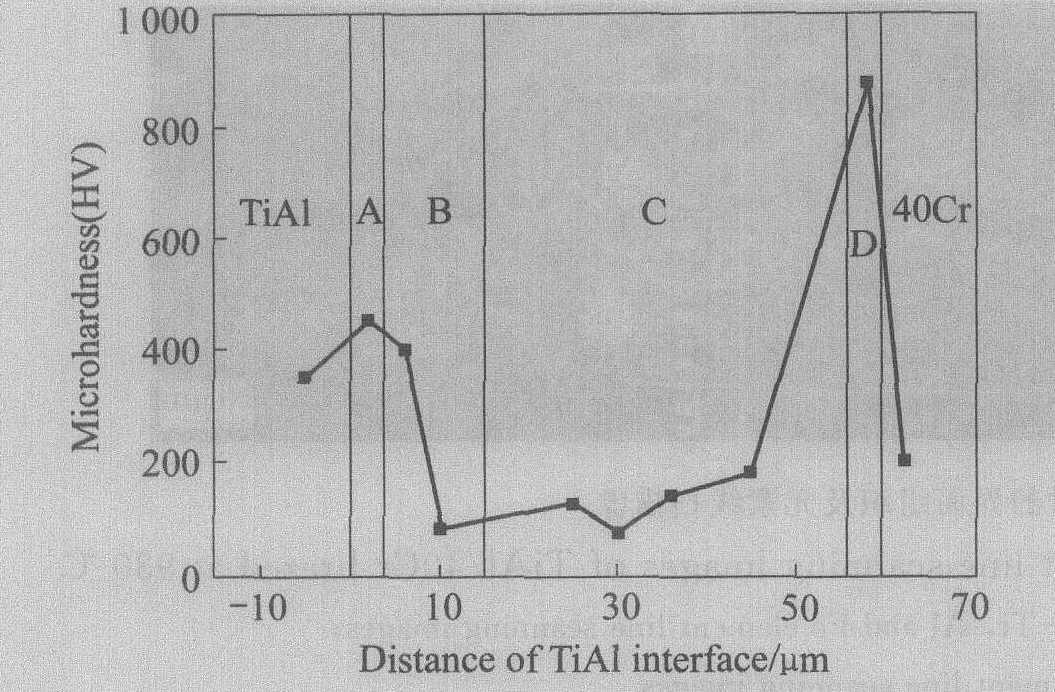
Нј3ЛщКҫОӘҙ№ЦұУЪҪУН·ҪзГжЦұПЯЙПөД·ҙУҰІгёчОў№ЫЗшУтөДПФОўУІ¶Иұд»ҜЗъПЯ(ЗҘәёОВ¶ИОӘ850 Ўж)ЎЈ ҙУПФОўУІ¶Иұд»ҜЗъПЯЦРҝЙТФ·ўПЦ:
1) ҪУҪьTiAlТ»ІаөД·ҙУҰІгA(ҪрКфјд»ҜәПОпAl3 TiІг)УІ¶ИЦөПа¶ФҪПёЯ, ОӘHV455; ФЪҝҝҪь40CrТ»ІаөД·ҙУҰІгD(TiCІг)ЦР, УІ¶ИЦөҙпөҪЧоҙу, ОӘHV856ЎЈ
2) AЎў BЎў CІгөДУІ¶ИЦөЧЬМеЙПіКПВҪөөДЗчКЖ, BЎў CІгЦРөДё»ТшЗшУтУІ¶ИЦөПа¶ФҪПРЎ, ·ЦұрОӘHV78Ўў HV69ЎЈ
ҝ№АӯЗҝ¶ИЦөІв¶ЁҪб№ыПФКҫ: ЗҘәёОВ¶ИОӘ850 ЎжКұ, ҪУН·ҝ№АӯЗҝ¶ИОӘ265 MPa; ЗҘәёОВ¶ИОӘ870 ЎжКұ, ҪУН·ҝ№АӯЗҝ¶ИОӘ187 MPa ; ЗҘәёОВ¶ИОӘ930 ЎжКұ, ҪУН·ҝ№АӯЗҝ¶ИОӘ157 MPaЎЈ ҝЙјы, ЗҘәёОВ¶И¶ФҪУН·ҝ№АӯЗҝ¶ИЦөУ°ПмҪПҙуЎЈ
Нј3 ЗҘәёОВ¶ИОӘ850 ЎжКұөД ҪзГжПФОўУІ¶Иұд»ҜЗъПЯ
Fig.3 Curve of microhardness vertical to interface brazed at 850 Ўж
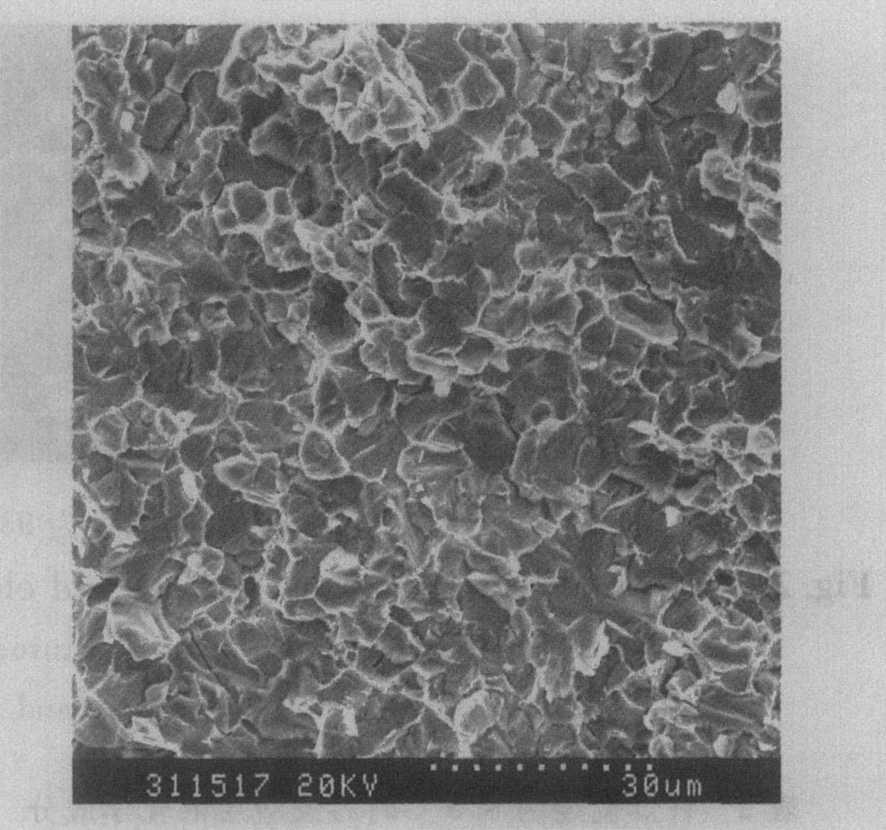
ОӘБЛҪшТ»ІҪ·ЦОцҪУН·өД¶ПБСРРОӘ, ¶ФҪУН·АӯЙм¶ПҝЪҪшРРБЛЙЁГиөзҫө·ЦОцј°XЙдПЯСЬЙд·ЦОцЎЈ Нј4ЛщКҫОӘ¶ПҝЪөДXЙдПЯСЬЙд·ЦОцҪб№ы, ¶ПҝЪөДЦчТӘЙъіЙІъОпОӘAgЎў Ti(CuAl)2 әНTi2 NiЎЈ Нј5ЛщКҫОӘЗҘәёОВ¶ИОӘ850 ЎжКұ, 40CrТ»ІаөДөдРН¶ПҝЪҫЦІҝЧйЦҜЎЈ ДЬЖЧ·ЦОцҪб№ыПФКҫёГЦЦ¶ПҝЪЙПөДФӘЛШЦчТӘОӘоСЎў НӯЎў ВБәНТш, ЗТоСЎў НӯЎў ВБФӘЛШөДЦКБҝұИФјОӘ1ЎГ2ЎГ2ЎЈ ҪбәПXЙдПЯСЬЙд·ЦОцҪб№ы, БСОЖЦчТӘІъЙъУЪоСЎў НӯЎў ТшФӘЛШРОіЙөДҙаРФҪрКфјд»ҜәПОпІгЦР, Нј5ЦРөДјэН·ұкіцБЛБСОЖІъЙъөДО»ЦГ, ФЪНвБҰЧчУГПВБСОЖА©Х№өҪҪрКфјд»ҜәПОпІгУлё»ТшІгЦ®јд, Іў·ўЙъ¶ПБСЎЈ
Нј4 ЗҘәёОВ¶ИОӘ850 ЎжКұ TiAl/40Cr¶ПҝЪөДXЙдПЯСЬЙд·ЦОцҪб№ы
Fig.4 XRD spectrum of fracture surface of TiAl/40Cr brazed at 850 Ўж
Нј5 ЗҘәёОВ¶ИОӘ850 ЎжКұ40CrТ»ІаөДөдРН¶ПҝЪ
Fig.5 Typical fracture surface of 40Cr side brazed at 850 Ўж
3 ҪбВЫ
1) ТФAg-Cu-Ni-LiОӘЗҘБПФЪлІЖшұЈ»ӨөДМхјюПВҝЙТФКөПЦTiAl/40CrөДёЯЖөёРУҰЗҘәёЎЈ
2) ҙУTiAlТ»ІаөҪ40CrТ»ІаөДҪзГжҪб№№ОӘTiAl/Al3 Ti/Al3 Ti+Ag[s, s]/Ti(CuAl)2 +Ti2 Ni+Ag[s, s]/TiC/40CrЎЈ ФЪЛщСЎЗҘәёКөСйІОКэЦР, ЛжЧЕЗҘәёОВ¶ИөДұд»Ҝ, ҪУН·ҪзГжЙъіЙПаөДЦЦАаОЮұд»ҜЎЈ
3) ФЪЛщСЎөДКөСйІОКэ·¶О§ДЪ, ЛжЧЕЗҘәёОВ¶ИөДЙэёЯ, ҪУН·өДҝ№АӯЗҝ¶ИЦөҪөөНЎЈ өұЗҘәёОВ¶ИОӘ850 Ўж, ұЈОВКұјдОӘ180 sКұ, ҪУН·ҝ№АӯЗҝ¶ИЦөЧоёЯ, ҙпөҪ265 MPaЎЈ өдРН¶ПҝЪ·ЦОцҪб№ыұнГч, БСОЖЦчТӘІъЙъУЪTi(CuAl)2 ҙаРФҪрКфјд»ҜәПОпДЪІҝЎЈ
ІОҝјОДПЧ
[1] ЎЎNodaT.ApplicationofcastgammaTiAlforautomobiles[J].Intermetallics,1998,6(78):709713.
[2] ЎЎLeeSJ,WuSK,LinRY.InfraredjoiningofTiAlintermetallicsusingTi 15Cr 15NifoilЎӘ1.themicrostructuremorphologiesofjointinterfaces[J].ActaMater,1998,46(4):12831295.
[3] ЎЎЛпЎЎјб,ОвҪЁЙъ,ХЕ»ЭТе,өИ.ҪьҰГЧйЦҜTiAlәПҪрөДі¬ЛЬРФ[J].ПЎУРҪрКфІДБПУл№ӨіМ,2000,29(1):1316.SUNJian,WUJian sheng,ZHANGHui yi,etal.SuperplasticityofnearҰГ TiAlalloys[J].RareMetalMaterialandEngineering,2000,29(1):1316.
[4] ЎЎәОЎЎЕф,·лјӘІЕ,ә«ҪЬІЕ,өИ.TiAlҪрКфјд»ҜәПОпј°ЖдБ¬ҪУКхөДСРҫҝҪшХ№[J].әёҪУС§ұЁ,2002,23(4):8486.HEPeng,FENGJi cai,HANJie cai,etal.AdvancesinTiAlintermetallicsanditsjoiningtechnology[J].TransactionsofTheChinaWeldingInstitution,2002,23(4):8486..
[5] ЎЎЕні¬Иә,»ЖІ®ФЖ,әШФҫ»Ф.TiAl»щәПҪрөД№ӨТХ[J].ЦР№ъУРЙ«ҪрКфС§ұЁ,2001,11(4):527540.PENGChao qun,HUANGBai yun,HEYue hui.Relationshipsamongtechnologies,microstructuresandmechanicalpropertiesofTiAl basedalloys[J].TheChineseJournalofNonferrousMetals,2001,11(4):527540.
[6] ЎЎTetsuiT.DevelopmentofaTiAlturbochargerforpassengervehicles[J].MaterialsScienceandEngineeringA,2002,A329331:582588.
[7] ЎЎLIUHJ,FENGJC.Interfacestructureandformationmechanismofdiffusion bondedjointsofTiAl basedalloytotitaniumalloy[J].ChinaWelding,2000,9(2):116120.
[8] ЎЎLIUHJ,FENGJC,QIANYY.Interfacestructureandformationmechanismofdiffusion bondedjointsofSiCceramictoTiAl basedalloy[J].ScriptaMaterialia,2000,43(1):4953.
[9] ЎЎ·лјӘІЕ,АоЧҝИ»,әОЎЎЕф,өИ.TiAl/40CrА©ЙўБ¬ҪУҪУН·өДҪзГжҪб№№ј°ПаіЙіӨ[J].ЦР№ъУРЙ«ҪрКфС§ұЁ,2003,13(1):162166.FENGJi Cai,LIZhuo ran,HEPeng,etal.InterfacestructuresandphasegrowthofTiAl/40Crdiffusionbondedjoint[J].TheChineseJournalofNonferrousMetals,2003,13(1):162166.
[10] ЎЎNodaT,ShimizuT,OkabeM,etal.JoiningofTiAlandsteelsbyinductionbrazing[J].MaterialsScienceandEngineeringA,1997,A239240:613618.
[11] ЎЎSachioS,KojiM,TomomasaM,etal.StrengthcharacteristicsonthediffusionbondedjointofintermetalliccompoundTiAlandstructuresteel[J].QuarterlyJournaloftheJapanWeldingSociety,1998,16(1):5965.
[12] ЎЎHanWB,ZhangJH.DiffusionbondingbetweenTiAlbasedalloysandsteels[J].JMaterSciTechnol,2001,17(1):191192.
[13] ЎЎHEPeng,FENGJi cai,QIANYi yu.AnalysisofdiffusionbondinterfaceofTiAlbasealloywithTi,TC4alloyand40Crsteel[J].JournalofHarbinInstituteofTechnology,2000,17(2):7881.
[14] ЎЎHEPeng,FENGJi cai,QIANYi yu,etal.MicrostructureandstrengthofTiAl/40Crjointdiffusionbondedwithvanadium copperfillermetal[J].TransNonferrousMetSocChina,2002,12(5):811813.
[15] ЎЎHEPeng,FENGJi cai,ZHANGBing gang,etal.InterfacemicrostructureandformationmechanismofdiffusionbondedjointsofTiAltosteel40Cr[J].TransNonferrousMetSocChina,2002,12(6):10691071.