Effect of moving baffle on average velocity and mixing of binary particles in rotating drums
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2020���2��
�������ߣ����� ������ ���� ���dz� �غ� �ؾ���
����ҳ�룺478 - 489
Key words��discrete element method (DEM); rotating drum; moving baffle; binary particles
Abstract: Adding a moving baffle to the drum is a new way to enhance the motion and mixing of particles in rotating drums. To obtain its influence on binary particles, horizontal rotating drums provided with a moving baffle were investigated by discrete element method (DEM). At ��=15 r/min, increasing the length of moving baffle can increase the fluctuation amplitude of average particle velocity. At ��=60 r/min, the influence of the moving baffle on the average velocity fluctuation tends to be more random. At both rotational speeds, the moving baffle causes the average particle velocity to fluctuate more sharply. The moving baffle can enhance particle mixing. At ��=15 r/min, the moving baffle with length of ��=1/3 can best enhance particle mixing. However, at ��=60 r/min, only the moving baffle with a specific length (��=1/4) can enhance mixing. This basic research has a positive reference value for the application of the moving baffle in industry.
Cite this article as: ZHANG Li-dong, MA Jie, WANG Zhi-chao, QIN Hong, BAI Jing-ru, WANG Qing. Effect of moving baffle on average velocity and mixing of binary particles in rotating drums [J]. Journal of Central South University, 2020, 27(2): 478-489. DOI: https://doi.org/10.1007/s11771-020-4310-5.

J. Cent. South Univ. (2020) 27: 478-489
DOI: https://doi.org/10.1007/s11771-020-4310-5

ZHANG Li-dong(������), MA Jie(����), WANG Zhi-chao(���dz�),QIN Hong(�غ�), BAI Jing-ru(�ؾ���), WANG Qing(����)
Engineering Research Centre of Oil Shale Comprehensive Utilization (Ministry of Education),Northeast Electric Power University, Jilin 132012, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Abstract: Adding a moving baffle to the drum is a new way to enhance the motion and mixing of particles in rotating drums. To obtain its influence on binary particles, horizontal rotating drums provided with a moving baffle were investigated by discrete element method (DEM). At ��=15 r/min, increasing the length of moving baffle can increase the fluctuation amplitude of average particle velocity. At ��=60 r/min, the influence of the moving baffle on the average velocity fluctuation tends to be more random. At both rotational speeds, the moving baffle causes the average particle velocity to fluctuate more sharply. The moving baffle can enhance particle mixing. At ��=15 r/min, the moving baffle with length of ��=1/3 can best enhance particle mixing. However, at ��=60 r/min, only the moving baffle with a specific length (��=1/4) can enhance mixing. This basic research has a positive reference value for the application of the moving baffle in industry.
Key words: discrete element method (DEM); rotating drum; moving baffle; binary particles
Cite this article as: ZHANG Li-dong, MA Jie, WANG Zhi-chao, QIN Hong, BAI Jing-ru, WANG Qing. Effect of moving baffle on average velocity and mixing of binary particles in rotating drums [J]. Journal of Central South University, 2020, 27(2): 478-489. DOI: https://doi.org/10.1007/s11771-020-4310-5.
1 Introduction
Particulate materials are commonly used in chemical, mineral, and pharmaceutical industrials [1, 2]. The motion and mixing of particulate materials in the rotating drums have an important impact on the quality of the product and the energy efficiency of the entire system [3, 4]. With the development of computer technology, DEM is becoming an important means to study particle motion and mixing. Many researchers have done a lot of researches on the factors affecting the motion and mixing of particles in the drum.
The properties of particles have an important influence on the motion and mixing of particles. YAMAMOTO et al [5] studied the effects of particle density on particle mixing in the rotating drums and found that low-density particles are more prone to movement than high-density particles, resulting in the segregation of particle mixing. PEREIRA et al [6] found that when the drum runs slowly, the particles with higher density and smaller size tend to move towards the center of the granular bed, and the streak is only formed in a cylindrical rotating drum having a diameter much larger than the length. Experimental studies using radioactive particle tracking technique by DUBE et al [7] showed that the shape of the particles also affects the segregation of the particles. HOHNER et al [8] studied the mixed kinetics of polyhedral particle systems and found that the lower the sphericity of the particles, the larger the dynamic angle of repose. Spherical particle systems have a higher mixing rate than polyhedral particle systems. GUI et al [9] studied the movement and mixing of tetrahedral particles at different rotational speeds and filling levels and compared with spherical particles. MA et al [10] studied the motion distribution and mixing behavior of ellipsoidal particles with different sphericities in a rotating drum.
Operating parameters also make an important contribution to the motion and mixing of the particles. The study of XIE et al [11] showed that the maximum thickness of the active layer is logarithmic to the rotational speed, and the average velocity of particles is linear to the filling degree. The study of LIU et al [12] showed that the fraction of the mixing zone of granular bed in rotary kilns is related to three dimensionless variables, and its value increases approximately linearly with the increase of Froude number and dynamic repose angle of the material.
Many researchers have also done a lot of work on the influence of the structure of the rotating drum on the particle motion and mixing. LI et al [13,14] and GUI et al [15] studied the flow mechanism of particles in the elliptical drum and the mechanism and driven force of particle mixing enhancement in the wavy drum, respectively. In addition to studying the effects of drum shape, more researches have focused on the effects of fixed baffles installed inside the drum on particle motion and mixing. SUNKARA et al [16] experimentally studied the motion characteristics of quartz sand, glass spheres and steel balls with different particle sizes on the baffles at different rotational speeds. MAIONE et al [17] studied the effects of baffles on the flow state of the particles and found that the baffles have different cyclic behaviors on solid granular bed according to the solid hold up. BHATTACHARYA et al [18] combined the experiment with the simulation to study the effect of several new baffles on the particle segregation mechanism and found that the new baffles can cause periodic flow inversions in the rotating drum, thus weakening the segregation. ZHOU et al [19] studied the effects of baffles on the mixing of the cohesive particles, and found that the length of baffles required for high cohesive particles is longer than that for low cohesive particles, and the effects of baffles on mixing of high cohesive particles is better than that of low cohesive particles. KARALI et al [20] studied the optimal filling level in the drums with different types of rectangular baffles based on image analysis technology. The study of LI et al [21] showed that when the ratio of the tip length to the base length of the baffles is 1 and the baffles tip angle is higher, heat transfer can be enhanced, and increasing the number of baffles can significantly enhance the heat transfer. SCHERER et al [22] studied the convective drying process of wood chips by coupling DEM and CFD (computational fluid dynamics), and found that the L-shaped baffles can make the distribution of wood chips more uniform and accelerate the drying rate. XIE et al [23] studied the influence of the number, width, and length of L-shaped baffles on the heat transfer characteristics between the steel balls and the drum wall, and discussed the heat transfer mechanism. The transverse mixing of particles is better than the axial mixing. In order to enhance axial mixing, YU et al [24] installed staggered baffles in the drums. Compared with a baffle-free or conventional baffle arrangement, this arrangement can effectively enhance the axial mixing.
The motion and mixing of particles in rotating drums have an important influence on the processing of particulate materials. The moving baffle is different from the fixed baffle to enhance the motion and mixing of particles in rotating drums. Therefore, the effects of the moving baffle on the average velocity and mixing of binary particles in the rotating drums are studied, which provides some help for the application of the moving baffles in the industry.
2 Numerical method
2.1 Characterization of mixing degree
Lacey mixing index [25], M, is adopted to describe the mixing degree of binary particles in the drum quantitatively, which is given by:
 (1)
(1)
where S2 is the actual mixing variance of binary particles;  is the mixing variance of completely segregated particles;
is the mixing variance of completely segregated particles;  is the mixing variance of completely mixed particles.andare, respectively, calculated by:
is the mixing variance of completely mixed particles.andare, respectively, calculated by:
 (2)
(2)
 (3)
(3)
where P and 1-P are the volume fractions of the two kinds of particles, respectively; N is the total number of particles. The above equations are only applicable to systems containing mono-size particles. For binary particles, N is the total equivalent number of particles. In this study, the particle with a diameter of 1 mm was selected as reference particle, and then the equivalent number of particles with a diameter of 3 mm and 4 mm was determined by volume, respectively. A particle with a diameter of 3-4 mm can be equivalent to 27 and 64 reference particles, respectively.
The drum is divided into12��12��3 sample cells. The discrepancy of number of particles in each sample cell is significant; therefore, the weighting scheme is adopted to solve this problem. A sample cell containing more particles has larger weighting than that containing few particles. If there is no particle in the sample cell, the weighting of that sample cell will be 0. By this principle, S2 can be obtained by:
 (4)
(4)
where Ns is the total number of sample cells; ai is the volume fraction of any one of the binary particles in the sample cell i;  is the volume fraction of the corresponding particles in the drum. k can be calculated by:
is the volume fraction of the corresponding particles in the drum. k can be calculated by:
 (5)
(5)
 (6)
(6)
where ki is the weighting of sample cell i; Ni is the equivalent number of particles in the sample cell i; and Nt is the total equivalent number of particles in all the sample cells.
The value of Lacey index, M, varies in the range of [0, 1], where the bigger the Lacey index is, the better the binary particles are mixed. The value of M=0 means that the two kinds of particles in the drum are separated from each other, while the value of M=1 means that the binary particles are completely mixed.
2.2 DEM model
The discrete element software EDEM (EDEM 2.7, DEM-Solution, UK) was used in the simulation. DEM proposed by CUNDALL et al [26] is a technique for simulating the behavior of granular materials. Instead of treating the material as a continuous model, the DEM treats each particle as a discrete unit, which provides more position and velocity information for each particle. DEM is based on Newton's second law and simulates the dynamics of each particle separately. For each particle i, there are two kinds of motions, translational motion and rotational motion, which can be described as:
 (7)
(7)
 (8)
(8)
where mi, Ii, a, �� are the mass, moment of inertia, linear acceleration and angular acceleration of the particle i, respectively; Fn and Ft are the normal contact force and tangential contact force, respectively; Ri is the vector from the center of the particle to the point of contact; ��r is the coefficient of rolling friction; g is the acceleration of gravity.
Several models have been developed to model the contact force between particles [27]. In this study, the HERTZ-MINDLIN (no-slip) model is used to calculate the contact force between particles. The calculation of normal force and tangential force is based on HERTZ contact theory [28] and MINDLIN-DERESIEWICZ theory [29] respectively. And detailed equations can be obtained from the study of KRUGGEL-EMDEN [30, 31] et al and CHEN et al [32, 33], as follows:
 (9)
(9)
 (10)
(10)
 (11)
(11)
 (12)
(12)
 (13)
(13)
where and
and are normal damping force and tangential damping force, respectively; ��n, Kn,
are normal damping force and tangential damping force, respectively; ��n, Kn,  , ��t, Kt and
, ��t, Kt and are normal overlap, normal stiffness, relative normal velocity, tangential overlap, tangential stiffness and relative tangential velocity, respectively; E, v, m and e are elastic modulus, Poisson ratio, mass of each particle and coefficient of restitution, respectively; R* and R are equivalent particle radius and particle radius, respectively.
are normal overlap, normal stiffness, relative normal velocity, tangential overlap, tangential stiffness and relative tangential velocity, respectively; E, v, m and e are elastic modulus, Poisson ratio, mass of each particle and coefficient of restitution, respectively; R* and R are equivalent particle radius and particle radius, respectively.
2.3 Validation of DEM model
Two groups of validation experiments were set up to compare with DEM numerical simulations to validate the DEM model. In the first group of experiments, no moving baffle was added to the drum, while in the second group, a moving baffle with ��=1/4 was added to the drum. The same is true for the settings in the corresponding numerical simulation. In the experiments and simulations, the material, cross-sectional radius, and depth of the drum were consistent with those described in the simulation conditions below, and the drum ran at ��=15 r/min. For the convenience of observation, the endplate at one end of the drum was a transparent glass plate. And the recording device was placed in front of the glass plate to record the motion and mixing state of the particles in the experiments. In both experiments and simulations, the interaction between the glass plate and particles was considered. The diameter and number of binary particles were also consistent with those described in the simulation conditions below, but the materials were ceramics. The density of ceramic balls is 2800 kg/m3, Poisson ratio is 0.23, and shear modulus is 2.4��1010 Pa. Table 1 lists the parameters used in this study for the DEM model validation.
The two kinds of particles were marked with different colors for visual observation; 3 mm particles were red and 4 mm particles were white. Figure 1 shows the comparisons between experimental images and simulated snapshots at four moments. Figure 1(a) shows a comparison of particle flow patterns between experiment and simulation when no moving baffle is added to the drum. From this figure, it can be seen that the initial state of the particles is the same in the experiment and the simulation. At 1 s, the 3 mm particles mainly distribute in the top-left of the granular bed,while the 4 mm particles mostly distribute in the bottom-right of the granular bed, and the boundary between them is clear. At 2 s and 4 s, the 3 mm particles mainly distribute on the top of the granular bed, while the 4 mm particles mostly distribute below the granular bed. However, more 3 mm particles infiltrate into the 4 mm granular group. Figure 1(b) shows a comparison of particle flow patterns between experiment and simulation when a moving baffle with ��=1/4 is added to the drum. As can be seen from this figure, at the same time, the flow patterns of particles and the positions of the moving baffle in the experiment and simulation are similar. However, at 4 s, the distribution of particles in the drum is more random due to the disturbance of the moving baffle. There is a visual sense that the mixing degrees of the simulations and experiments are comparable under the same condition. For the better comparison between simulation and experiment, Lacey mixing index is used to quantify the mixing degree as shown in Figure 2. From this figure, it can be seen that the simulations can compare well with the experiments. Synthesizing the above discussions, the DEM model can reasonably simulate the motion and mixing behavior of binary particles in the horizontal rotating drum.
Table 1 Parameters used in DEM model validation
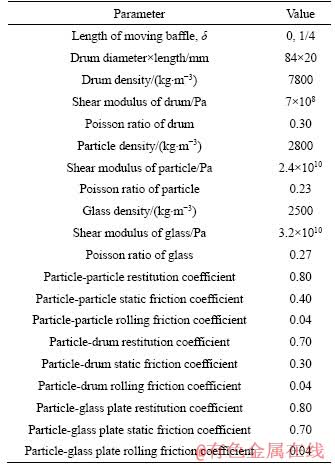

Figure 1 Comparison of experimental flow pattern with simulation:

Figure 2 Quantification of particle mixing degree in experiments and simulations
2.4 Simulation condition
In the numerical simulation, the density of the binary particles was 1800 kg/m3, and the diameters were 4 mm and 3 mm, respectively. The volume ratio of the two kinds of particles filled in the drum was 1:1. The drum ran at two speeds: ��=15 r/min and ��=60 r/min. The moving baffle was made up of spherical particles with a radius of 1 mm, and its surface is rougher than that of the actual moving baffle. However, spherical particle splicing is the primary method of creating a non-spherical model that is free to move. TAO et al [34] and MAIONE et al [17, 35] used spherical particle splicing to construct non-spherical particles for research. And the simulation results agree well with the experimental observations. The structure of the cross-shaped moving baffle used in the simulation is shown in Figure 3. The material properties of the moving baffle and the drum are the same. The width b=11 mm and thickness c=2 mm of the moving baffle were constant. By changing the length of the moving baffle, its effects on particle motion and mixing were studied. The dimensionless amount ��=a/d was defined to characterize the length of the moving baffle for better guiding the application of the moving baffle in different diameter drums, where a is the actual length of the moving baffle and d is the diameter of the drum. Table 2 lists the length �� of the moving baffle and other parameters in the numerical simulations.
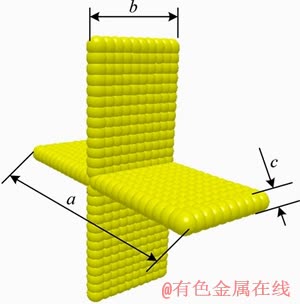
Figure 3 Moving baffle
Table 2 Parameters used in simulations

3 Results and discussion
3.1 Average particle velocity
In the study of particle motion behavior in the drum, the study of particle velocity is mainly to select a single particle randomly for velocity analysis [36, 37]. However, this paper primarily studied the effects of the moving baffle on the average particle velocity. The average particle velocity can be written as:
 (14)
(14)
where vi is the velocity of particle i in the drum; n is the number of particles in the drum; is the average velocity of particles at that time.
is the average velocity of particles at that time.
The standard deviation is usually used to assess the degree of dispersion of the data. In this paper, the standard deviation �� is used to quantitatively evaluate the average velocity fluctuation to characterize the fluctuation characteristics of particles. The standard deviation �� of average velocity can be described as:
 (15)
(15)
 (16)
(16)
where t is the total number of the time step;  is the average particle velocity of the whole process;
is the average particle velocity of the whole process;  is the average velocity at j time.
is the average velocity at j time.
3.1.1 Effect of moving baffle on average particle velocity
Figure 4 shows the variation of average particle velocity in the drum with time during 12-20 s, where Figure 4(a) is at ��=15 r/min and Figure 4(b) is at ��=60 r/min. As shown in Figure 4(a), at ��=15 r/min, when no moving baffle is added to the drum or a moving baffle with ��=1/2 is added, the average velocity fluctuation ranges are 0.053-0.070 m/s and 0.051-0.076 m/s, respectively. The fluctuation of average particle velocity is relatively stable. When a moving baffle with ��=1/6 is added to the drum, the fluctuation range of the average velocity is 0.045-0.099 m/s, and more pronounced peaks begin to appear. When a moving baffle of length 1/4, 1/3, 5/12 or 1/2 is added to the drum, the average velocity fluctuation ranges are 0.042-0.117, 0.038-0.143, 0.032-0.166 and 0.033- 0.207 m/s, respectively. The peaks and valleys are clearly identifiable. From this figure, it also can be seen that the fluctuation magnitudes of the average velocity become larger as the length of the moving baffle increases. The moving baffle can affect both the minimum and the maximum velocity, but the moving baffle can increase the fluctuation range of the average velocity mainly by increasing the highest velocity.

Figure 4 Variation of average particle velocity with time:
As shown in Figure 4(b), at ��=60 r/min, when no moving baffle is added to the drum or a moving baffle with ��=1/2 is added, the fluctuation ranges of average velocity are 0.150-0.180 m/s and 0.150-0.189 m/s, respectively. The fluctuations are also relatively stable. When a moving baffle of length 1/6, 1/4, 1/3, 5/12 or 1/2 is added to the drum, the average velocity fluctuation ranges are 0.142-0.212, 0.141-0.205, 0.118-0.220, 0.101- 0.319 and 0.095-0.297 m/s, respectively. And the fluctuation amplitudes of average velocity are significantly larger than that without a moving baffle. However, the fluctuation ranges do not gradually increase as the length of the moving baffle increases.
The above results show that the moving baffle with ��=1/12 has little effect on the average particle velocity at both rotational speeds. When ��=15 r/min, the influence of the moving baffle on the average particle velocity shows evident regularity. With the increase of the length of the moving baffles, the fluctuation magnitude of the average velocity increases. When ��=60 r/min, the effect of the moving baffle on the average velocity is more random.
The variation of average velocity fluctuation is mainly affected by the disturbance of the moving baffle on the particles. Since the length of the moving baffle with ��=1/12 is short, the moving baffle performs a rotary motion together with all the particles, which has little effect on the average velocity fluctuation. The moving baffle with ��=1/6 also can rotate with all the particles as a whole, but its self-rotation can enhance the disturbance of the particles. At ��=15 r/min, if �ġ�1/4, the moving baffle gradually rises along the wall of the drum under the combined action of friction and support force. At the same time, some particles are lifted, which breaks the active layer and inhibits the particle flow of the granular bed. When the moving baffle rises to a certain height, the force can no longer make it move upward. The moving baffle suddenly falls, and the particles lifted by the moving baffle form a ��caving��, so that the average velocity increases.
Taking the cases of ��=1/3 and ��=5/12 as examples, a motion process of the moving baffle at ��=15 r/min as shown in Figures 5(a) and (b) is selected for analysis, respectively. At 13.05 s in Figure 5(a) and 15.10 s in Figure 5(b), the lifted particles fall together with the moving baffle. The velocity of some particles increases rapidly, and the average velocity is at the peak. At 13.15 s in Figure 5(a) and 15.25 s in Figure 5(b), the particles are in the final stage of the ��caving�� process. From this point on, the moving baffle stops moving to the lower right. The moving baffle inhibits the particle flow so that the particle velocity decreases and the average velocity is at the beginning of the trough. The 13.55 s in Figrue 5(a) and 15.70 s in Figure 5(b) are the last moments of the rising process of the moving baffle. From this point on, the moving baffle stops rising, and the average velocity is at the end of the trough. Within 13.15-13.55 s in Figure 5(a) and 15.70-15.80 s in Figure 5(b), the moving baffle rises with the rotation of the drum. At the same time, it breaks the active layer and inhibits the particle flow of the granular bed. Most of the particles are in the low-velocity region, and the average velocity is in the trough. At 14.70 s in Figure 5(a) and 15.80 s in Figure 5(b), the particles are in a new ��caving�� process, and the average velocity forms a new peak. At ��=60 r/min, if �ġ�1/4, the moving baffle mainly disturbs the particles by its rotation. However, the rotation of the moving baffle is non-uniform and irregular, so its influence on the average velocity fluctuation is random.

Figure 5 A motion process of moving baffle at ��=15 r/min:
3.1.2 Evaluation of average particle velocity fluctuation
The standard deviation of average velocity is calculated shown in Figure 6 to quantitatively evaluate the difference of average velocity fluctuation at different ��. It can be seen from this figure, as with the above study, the moving baffle with ��=1/12 has little influence on the average velocity fluctuation. Because the length of the moving baffle is short and its rotation motion with the particle group as a whole is stronger than its self-rotation, its disturbance to particles is weak. When the rotational speed is constant, the standard deviation increases with the increase of the length of the moving baffle. With the increase of the length of the moving baffle, the perturbation effect of the moving baffle on the particles increases gradually, which makes the fluctuation of the average velocity more and more intense. When the length of the moving baffle is constant, the standard deviation at ��=60 r/min is greater than that at ��=15 r/min. At high rotational speed, the fluctuation of particles in the drum is more intense.

Figure 6 Standard deviation of average velocity
3.2 Particle mixing
As we know, the mixing process of the particles in the drum is affected by the mixing mechanism and the segregation mechanism [38]. The mixing mechanism tends to distribute the two kinds of particles evenly. The segregation mechanism makes the particles with large particle size and small density distribute in the periphery and the particles with small particle size and large density form vortices. When the drum operating conditions are fixed, the mixing mechanism and the separation mechanism will eventually reach the dynamic balance as the drum rotates.
3.2.1 Effect of moving baffle on particle mixing
In this study, the effects of the moving baffle on the mixing of binary particles in the drum was analyzed. The Lacey index of the dynamic equilibrium stage (12-32 s) can effectively reflect the final mixing degree. So, the mean value of the Lacey index of the dynamic equilibrium stage, Mav, as shown in Figure 7, is calculated to study the effect of the moving baffle on the degree of particle mixing. As can be seen from Figure 7(a), when ��=15 r/min, the value of Mav from ��=1/12 to ��=1/2 varies from 0.717 to 0.781, and is greater than the mean value of Lacey index of 0.710 at ��=0, which indicates that at relatively low rotational speed, the moving baffle can improve the mixing degree of binary particles. It also can be seen from the figure that with the increase of the length of the moving baffle, its influence on the mixing degree increases first and then decreases, and the enhanced mixing effect of the moving baffle with ��=1/3 is the best, which indicates that there is an optimal length of the moving baffle to enhance particle mixing, and the optimized length is 1/3 (a/d). As shown in Figure 7(b), when ��=60 r/min, only the value of Mav of ��=1/4 is larger than that of ��=0. When �ġ�1/4, the mixing degree decreases gradually as the length of the moving baffle increases, and the inhibition effect of moving baffle on the particle mixing is enhanced, which indicates that at relatively high rotational speeds, only the moving baffle with a specific length can enhance the particle mixing.
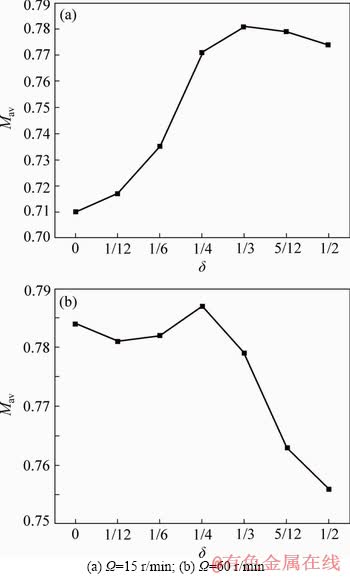
Figure 7 Time-averaged Lacey index of dynamic equilibrium stage:
3.2.2 Effect of fixed baffle on particle mixing
According to the above research, when ��=15 r/min, the moving baffles with ��=1/3 and ��=5/12 have better effects on particle mixing. So, taking these cases as examples, the effect of moving baffle and fixed baffle on particle mixing is compared. The width b, thickness c and equivalent length l=2l1/d of the fixed baffle are the same as the moving baffle. Figure 8 shows the structure and arrangements of the fixed baffles. At position 1, arrangement is close to one side of the drum; At position 2, arrangement is at the center of the drum periphery; At position 3, staggered arrangement is at the drum periphery.
Table 3 lists the mean value of the Lacey index of the dynamic equilibrium stage. As shown in the table, both the moving baffle and the fixed baffle can enhance particle mixing, but the moving baffle has a better effect on the mixing than the fixed baffle. For the fixed baffle arranged in the same position, the fixed baffle with l=5/12 has a better influence on mixing than the fixed baffle with l=1/3. The different arrangements of the fixed baffle have different effects on particle mixing. For fixed baffles of the same length, the arrangement at the center of the drum periphery is better than a staggered arrangement at the drum periphery, and both are better than that close to one side of the drum.
4 Conclusions
As far as we know, adding a moving baffle to the drum is a new way to enhance the motion and mixing of particle in rotating drum. The length of the moving baffle is characterized by the dimensionless amount ��. Lacey index is used to quantify the mixing degree of particles.
1) The results show that the short (��=1/12) moving baffle has less influence on the average particle velocity fluctuation. At ��=15 r/min, the fluctuation amplitude of the average particle velocity increases as the length of the moving baffle increases. At ��=60 r/min, the influence of the moving baffle on the average velocity fluctuation tends to be more random because the moving baffle mainly depends on its irregular self-rotation to disturb the particles. At both rotational speeds, the disturbance effect of the moving baffle becomes stronger with the increase of the moving baffle length.
2) The moving baffle length plays a significant role in mixing. At ��=15 r/min, adding a moving baffle to the drum can improve the mixing degree of binary particles, and the increase of the length of moving baffle can increase the degree of particle mixing at first and then decrease it. The optimal length of moving baffle to enhance mixing is 1/3 (a/d). Moving baffle has a greater advantage in enhancing mixing than fixed baffle with equal length. However, at ��=60 r/min, it is not suitable to increase the mixing degree of binary particles by adding a moving baffle to the drum.
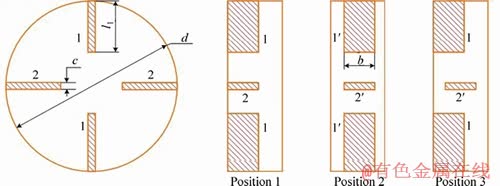
Figure 8 Structure and arrangements of fixed baffle (Note: 1 and 2 indicate that the fixed baffle was arranged close to one side of the drum; 1�� and 2�� indicate that the fixed baffle was arranged at the center of the drum periphery)
Table 3 Mean value of Lacey index in rotary drums provided with different forms of baffle

References
[1] HUANG An-ni, KUO H P. Developments in the tools for the investigation of mixing in particulate systems��A review [J]. Advanced Powder Technology, 2014, 25(1): 163-173. DOI: 10.1016/j.apt.2013.10.007.
[2] MARIGO M, CAIRNS D L, DAVIES M, INGRAM A, STITT E H. A numerical comparison of mixing efficiencies of solids in a cylindrical vessel subject to a range of motions [J]. Powder Technology, 2012, 217: 540-547. DOI: 10.1016/j.powtec.2011.11.016.
[3] BASEL A S, FARHAD E M, ALI L. Evaluation of poly- disperse solid particles mixing in a slant cone mixer using discrete element method [J]. Chemical Engineering Research and Design, 2015, 96: 196-213. DOI: 10.1016/j.cherd. 2015.02.020.
[4] CHEN H, XIAO Y G, LIU Y L, SHI Y S. Effect of Young��s modulus on DEM results regarding transverse mixing of particles within a rotating drum [J]. Powder Technology, 2017, 318: 507-517. DOI: 10.1016/j.powtec. 2017.05.047.
[5] YAMAMOTO M, ISHIHARA S, KANO J. Evaluation of particle density effect for mixing behavior in a rotating drum mixer by DEM simulation [J]. Advanced Powder Technology, 2016, 27(3): 864-870. DOI: 10.1016/j.apt.2015.12.013.
[6] PEREIRA G G, PUCILOWSKI S, LIFFMAN K, CLEARY P W. Streak patterns in binary granular media in a rotating drum [J]. Applied Mathematical Modelling, 2011, 35(4): 1638-1646. DOI: 10.1016/j.apm.2010.09.040.
[7] DUBE O, ALIZADEH E, CHAOUKI J, BERTRAND F. Dynamics of non-spherical particles in a rotating drum [J]. Chemical Engineering Science, 2013, 101: 486-502. DOI: 10.1016/j.ces.2013.07.011.
[8] HOHNER D, WIRTZ S, SCHERER V. A study on the influence of particle shape and shape approximation on particle mechanics in a rotating drum using the discrete element method [J]. Powder Technology, 2014, 253: 256-265. DOI: 10.1016/j.powtec.2013.11.023.
[9] GUI Nan, YANG Xing-tuan, TU Ji-yuan, JIANG Sheng-yao, ZHANG Zhen. Numerical simulation of tetrahedral particle mixing and motion in rotating drums [J]. Particuology, 2018, 39(4): 1-11. DOI: 10.1016/j.partic.2017.08.004.
[10] MA Hua-qing, ZHAO Yong-zhi. Modelling of the flow of ellipsoidal particles in a horizontal rotating drum based on DEM simulation [J]. Chemical Engineering Science, 2017, 172: 636-651. DOI: 10.1016/j.ces.2017.07.017.
[11] XIE Zhi-yin, FENG Jun-xiao. Numerical analysis of behavior of active layer in rotary kilns by discrete element method [J]. Journal of Central South University, 2013, 20(3): 634-639. DOI: 10.1007/s11771-013-1529-4.
[12] LIU Xiao-yan, SPECHT E. Predicting the fraction of the mixing zone of a rolling bed in rotary kilns [J]. Chemical Engineering Science, 2010, 65(10): 3059-3063. DOI: 10.1016/j.ces.2010.01.031.
[13] LI Dan, WANG Lin, WANG Qiang, LIU Guo-dong, LU Hui-lin, ZHANG Qing-hong. Simulations of dynamic properties of particles in horizontal rotating ellipsoidal drums [J]. Applied Mathematical Modelling, 2016, 40(17, 18): 7708-7723. DOI: 10.1016/j.apm.2016.03.035.
[14] LI Dan, LIU Guo-dong, LU Hui-lin, ZHANG Qing-hong, WANG Qi, YU Hong-bing. Numerical simulation of different flow regimes in a horizontal rotating ellipsoidal drum [J]. Powder Technology, 2016, 291: 86-96. DOI: 10.1016/j.powtec.2015.12.2007.
[15] GUI N, YANG X T, TU J Y, JIANG S Y. Numerical simulation and analysis of particle mixing and conduction in wavy drums [J]. Drying Technology, 2016, 34(1): 91-104. DOI: 10.1080/07373937.2015.1025140.
[16] SUNKARA K R, HERZ F, SPHCHT E, MELLMANM J. Transverse flow at the flight surface in flighted rotary drum [J]. Powder Technology, 2015, 275: 161-171. DOI: 10.1016/j.powtec.2015.01.058.
[17] MAIONE R, KIESGEN D K S, MAUVIEL G, WILD G. DEM investigation of granular flow and binary mixture segregation in a rotating tumbler: Influence of particle shape and internal baffles [J]. Powder Technology, 2015, 286: 732-739. DOI: 10.1016/j.powtec.2015.09.011.
[18] BHATTACHARYA T, HAJRA S K, MCCARTHY J J. A design heuristic for optimizing segregation avoidance practices in horizontal drum mixers [J]. Powder Technology, 2014, 253: 107-115. DOI: 10.1016/j.powtec.2013.10.035.
[19] ZHOU Zhi-xing, LI Ji-hong, ZHOU Zhi-jing, LI Shi-zhong, Feng Jun-xiao. Enhancing mixing of cohesive particles by baffles in a rotary drum [J]. Particuology, 2015, 25(2): 104-110. DOI: 10.1016/j.partic.2015.03.008.
[20] KARALI M A, HERZ F, SPECHT E, MALLMANN J. Comparison of image analysis methods to determine the optimum loading of flighted rotary drums [J]. Powder Technology, 2016, 291: 147-153. DOI: 10.1016/j.powtec. 2015.11.053.
[21] LI Mu-yuan, LING Xiang, PENG Hao, CAO Zheng-yu, WANG Yan. An investigation on heat transfer of granular materials in the novel flighted rotary drum [J]. Canadian Journal of Chemical Engineering, 2017, 95(2): 386-397. DOI: 10.1002/cjce.22681.
[22] SCHERER V, MONNIGMANN M, BERNER M O, SUDBROCK F. Coupled DEM�CCFD simulation of drying wood chips in a rotary drum �C Baffle design and model reduction [J]. Fuel, 2016, 184: 896-904. DOI: 10.1016/ j.fuel.2016.05.054.
[23] XIE Qiang, CHEN Zuo-bing, MAO Ya, CHEN Gong, SHEN Wei-qiang. Case studies of heat conduction in rotary drums with L-shaped lifters via DEM [J]. Case Studies in Thermal Engineering, 2018, 11: 145-152. DOI: 10.1016/j.csite. 2018.02.001.
[24] YU Fu-hai, ZHOU Guang-zheng, XU Ji, GE Wei. Enhanced axial mixing of rotating drums with alternately arranged baffles [J]. Powder Technology, 2015, 286: 276-287. DOI: 10.1016/j.powtec.2015.08.032.
[25] LACEY P M C. Development in the theory of particle mixing [J]. Journal of Applied Chemistry, 1954, 4(5): 257-268. DOI: 10.1002/jctb.5010040504.
[26] CUNDALL P A, STRACK O D L. A discrete numerical model for granular assemblies [J]. Geotechnique, 1979, 29(30): 331-336. DOI: 10.1680/geot.1980.30.3.331.
[27] JIANG Ming-jing, SHEN Zhi-fu, THORNTON C. Microscopic contact model of lunar regolith for high efficiency discrete element analyses [J]. Computers and Geotechnics, 2013, 54: 104-116. DOI: 10.1016/j.compgeo. 2013.07.006.
[28] HERTZ H. Ueber die Ber��hrung fester elastischer Korper [J]. Crelle��s Journal, 1882, 92: 156-171. DOI: 10.1515/crll.1882. 92.156.
[29] MINDLIN R D, DERESIEWICZ H. Elastic spheres in contact under varying oblique forces [J]. Japplmechasme, 1953, 20(3): 327-344. DOI: 10.1007/978-1-4613-8865-4-35.
[30] KRUGGEL-EMDEN H, SIMSEK E, RICKELT S, WIRTZ S, SCHERER V. Review and extension of normal force models for the discrete element method [J]. Powder Technology, 2007, 171(3): 157-173. DOI: 10.1016/j.powtec.2006.10.004.
[31] KRUGGEL-EMDEN H, WIRTZ S, SCHERER V. A study on tangential force laws applicable to the discrete element method (DEM) for materials with viscoelastic or plastic behavior [J]. Chemical Engineering Science, 2008, 63(6): 1523-1541. DOI: 10.1016/j.ces.2007.11.025.
[32] CHEN Hui, Wei Qing-song, WEN Shi-feng, LI Zhong-wei, SHI Yu-sheng. Flow behavior of powder particles in layering process of selective laser melting: Numerical modeling and experimental verification based on discrete element method [J]. International Journal of Machine Tools and Manufacture, 2017, 123: 146-159. DOI: 10.1016/j.ijmachtools.2017. 08.004.
[33] CHEN Hui, WEI Qing-song, ZHANG Ying-jie, CHEN Fan, SHI Yu-sheng, YAN Wen-tao. Powder-spreading mechanisms in powder-bed-based additive manufacturing: Experiments and computational modeling [J]. Acta Materialia, 2019, 179: 158-171. DOI: 10.1016/j.actamat. 2019.08.030.
[34] TAO He, ZHONG Wen-qi, ZHANG Yong, YANG Pin. Numerical simulation of flow characteristics for non-spherical particle mixture flowing in moving bed [J]. Chinese Science Bulletin, 2015, 60(27): 2667-2675. DOI: 10.1360/n972014-01172. (in Chinese)
[35] MAIONE R, RICHTER S K D, MAUVIEL G, WILD G. Axial segregation of a binary mixture in a rotating tumbler with non-spherical particles: Experiments and DEM model validation [J]. Powder Technology, 2017, 306: 120-129. DOI: 10.1016/j.powtec.2016.10.073.
[36] HASSANPOUR A, TAN H, BAYLY A, GOPALKRISHNAN P, NG B, GHADIRI M. Analysis of particle motion in a paddle mixer using discrete element method (DEM) [J]. Powder Technology, 2011, 206: 189-194. DOI: 10.1016/ j.powtec.2010.07.025.
[37] SANTOS D A, BARROZO M A S, DUARTE C R, WEIGLER F, MELLMANN J. Investigation of particle dynamics in a rotary drum by means of experiments and numerical simulations using DEM [J]. Advanced Powder Technology, 2016, 27(2): 692-703. DOI: 10.1016/j.apt.2016. 02.027.
[38] OTTINO J M, KHAKHAR D V. Mixing and segregation of granular materials [J]. Annual Review of Fluid Mechanics, 2000, 32(1): 55-91. DOI: 10.1146/annurev.fluid.32.1.55.
(Edited by YANG Hua)
���ĵ���
��������ת��Ͳ�ڶ���Ԫ����ƽ���ٶȺͻ�ϵ�Ӱ��
ժҪ���ڹ�Ͳ�����ӻ������һ��ǿ����ת��Ͳ�ڿ����˶����ϵ��·�����Ϊ�˻�û����Զ���Ԫ������Ӱ�죬������ɢ��Ԫ��(DEM)�о������ӻ�����ˮƽ��ת��Ͳ����ת�٦�=15 r/minʱ�����ӻ����ij����ܹ���߿���ƽ���ٶȲ����ķ��ȡ���ת�٦�=60 r/minʱ��������ƽ���ٶȵ�Ӱ����������������ת���£�����嶼��ʹ����ƽ���ٶȲ����ø��Ӿ��ҡ�������ܹ���ǿ������ϡ���ת�٦�=15 r/minʱ�����Ȧ�=1/3�Ļ�����ܹ�����Ч����ǿ������ϡ�Ȼ������ת�٦�=60 r/minʱ�������ض�����(��=1/4)�Ļ�����ܹ���ǿ��ϡ���������о��Ի�����ڹ�ҵ�ϵ�Ӧ�þ��л����IJο���ֵ��
�ؼ��ʣ���ɢ��Ԫ��(DEM)����ת��Ͳ������壻��Ԫ����
Foundation item: Project(51676032) supported by the National Natural Science Foundation of China; Project(IRT_17R19) supported by the Program for Changjiang Scholars and Innovative Research Team in University, China
Received date: 2019-06-12; Accepted date: 2019-11-27
Corresponding author: WANG Qing, PhD, Professor; Tel: +86-13843225761; E-mail: rlx888@126.com; ORCID: 0000-0002-9840-6492

