Trans. Nonferrous Met. Soc. China 20(2010) s781-s787

Microstructural characteristics of thixoforged A356 alloy in mushy state
S. TAHAMTAN, A. FADAVI BOOSTANI
Department of Materials Science and Engineering, Isfahan University of Technology, Isfahan, Iran
Received 13 May 2010; accepted 25 June 2010
Abstract: Tensile properties of a thixoforged A356 alloy were measured and compared with those of rheocast and gravity cast alloys with the same composition. In the thixoforging process, A356 rheocast alloy produced by stirring method was reheated to 600 ��C or 610 ��C, held for 10 min, and then 50% deformation was applied. Microstructure, tensile properties and fracture surfaces of produced specimens were then investigated. Results obtained show that tensile strength, yield strength and elongation-to-failure of thixoforged samples formed at lower temperature are higher than those of samples formed at higher temperature. By increasing temperature, in the case of thixoforged samples, tensile fracture path is changed from trans-primary alpha phase to inter-primary alpha phase. Differences observed in the tensile fracture path and improvement in the mechanical properties due to thixoforging process is attributed to microstructural changes as well as morphological aspects of silicon phase.
Key words: thixoforging; rheocasting; tensile properties; hot working; fracture surface
1 Introduction
A considerable amount of research work has been focused on semi-solid metal processing as a unique manufacturing method to form near-net-shape products for various industrial applications, such as automotive and electronic industries[1]. In the conventional casting processes, superheated liquid metal is poured into the relatively cold mould. Heterogeneous nucleation takes place in the undercooled liquid close to the mould wall. The majorities of the nuclei are transferred to the overheated liquid region by convection and dissolution. Only a small proportion of the nuclei survive and contribute to the final microstructure, giving rise to a typical three-zone structure: a chilled zone with fine structure near the mould wall, a columnar zone following the chilled zone and a coarse equiaxed zone in the middle of the cast section. In many rheocasting processes a high shear rate is applied on the solidifying alloy. Under this intensive mixing action, both temperature and composition fields in the melt become uniform. During the continuous cooling under forced convection in the rheocaster, heterogeneous nucleation takes place throughout the whole volume of the undercooled liquid and most of the nuclei will survive[2]. Compared with conventional solidification, while the actual nucleation rate may not be increased but most of the nuclei will survive, resulting in an increased effective nucleation rate. Fine and uniform microstructure, resulting from enhanced effective nucleation and spherical growth during solidification under high shear rate and high intensity of turbulence, close-to-zero porosity, due to the elimination of the entrapped air by laminar mould filling, is achieved by the viscous semisolid slurry[2].
Semi-solid metal (SSM) processing offers the ability to cast components of complex shape, substantially higher quality than die castings but lower cost than forgings. The process is feasible only when the starting material has a non-dendritic microstructure. Several methods have been developed to produce feedstock materials with such microstructure[3]. Two techniques have been developed to produce semi-solid metal components, thixoforming and rheocasting. In the thixoforming process, a solid billet with a fine-grained equiaxed microstructure, having the potential to transform into an equiaxed structure, is partially remelted to the semi-solid state. The billet which has thixothropic characteristics is then formed in mushy zone. Rheocasting involves stirring the alloy during solidification to produce a semi-solid slurry, then injecting the slurry directly into the die[4-5]. Al-Si and Al-Si-Mg rheocast alloys have widely been used for thixoforming processes. Among these alloys, A356 and A357 are the most common alloys used to obtain near net shape products because of the relatively high volume fraction of Al-Si eutectic, which provides fluidity and good castability[6-8].
The recent interest in the semi-solid metal research area encompasses the mechanical properties of final products as related to the microstructural characteristics[1, 3, 6, 9-10]. It has been reported that microstructural characteristics, such as volume fraction, size and shape of primary alpha, eutectic silicon particles and entrapped eutectic have significant effect on mechanical properties and fracture behavior of A356 and A357 alloy[10-12].
The purpose of this work is to evaluate the effect of holding temperature and hot working on the microstructure, tensile properties and fracture behavior of semi-solid A356 thixoformed alloy and to compare them with rheocast and gravity cast alloy.
2 Experimental
In this study, A356 alloy was produced by melting high purity aluminum and mixing with high purity silicon and magnesium. Table 1 shows the chemical composition of the alloy produced. All the samples were rheocast using a mechanical stirrer type rheocaster machine. For this purpose, A356 alloy was heated to 50 ��C above its liquidus temperature (623 ��C) and then cooled down to 620 ��C, where mechanical stirring at 1000 r/min was started. Mechanical stirring was continued within the temperature range of 620 ��C to 578 ��C. When the semi-solid mixture reached to 578 ��C, corresponding to 60% solid fraction, the slurry was bottom-poured into a metallic mold. In order to homogenize the composition, ingots were reheated to 435 ��C, held for 5 and then quenched into water[11]. Specimens were consequently reheated to 600 ��C or 610 ��C in an electric muffle furnace with ��2 ��C temperature accuracy and held at these temperatures for 10 min. Temperature of the specimens was measured using a calibrated K-type thermocouple located at the centre of the top surface of the mold[12]. The holding time was measured from the moment that the furnace reached the target temperature. The holder with the die and specimens were then transferred from the furnace to the platform on the press and 50% hot deformation was applied. In order to prevent the specimens from cooling during hot working, the forming die and the holder were all heated to the same temperatures as the specimens in the furnace. Microstructure and tensile properties of the specimens were then investigated and compared with those of rheocast and gravity cast samples. Tensile specimens used were round bar with diameter of 3 mm and gauge length of 10 mm[10]. The strain rate used was 1��10-3 s-1[13]. Tensile tests were performed using a Hounsfield tensile testing machine of model H50KS.
Table1 Chemical composition of alloy used in this study (mass fraction, %)

Quantitative metallography evaluation of microstructural features and defects were carried out using image analysis techniques. In order to obtain quantitative metallography evaluation, more than 10 images were captured for each sample. Surfaces, fracture surfaces and side surfaces of all tested specimens were examined using a Nikon optical microscope (OM) of model Epiphoto300 and a Philips-XH3 scanning electron microscope (SEM).
3 Results and discussion
Microstructure of gravity cast A356 alloy used in this study is shown in Fig.1 (Higher magnification of optical microstructure of the eutectic zone is also shown). In this case, typical dendritic shape of alpha phase was observed.
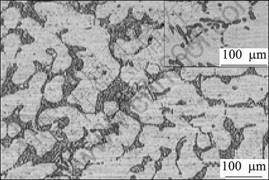
Fig.1 Microstructure of gravity cast A356 alloy
Fig.2 shows the typical microstructures of the rheocast A356 ingot at different positions where the specimens for thixoforging process were cut. Optical microstructure of the eutectic zone was also provided. As is observed, microstructures are not significantly changed at various positions. The volume fraction of primary alpha phase varies within the range of 59%-62%. Table 2 represents the tensile properties of rheocast, gravity cast and thixoforged A356 samples. As is seen, the yield strength and ultimate tensile strength of A356 alloy are higher for the rheocast and thixoforged samples compared with those of gravity cast samples. Table 2 clearly demonstrates that, compared with gravity casting, the thixoforging process is extremely beneficial for improving tensile properties, especially tensile elongation.
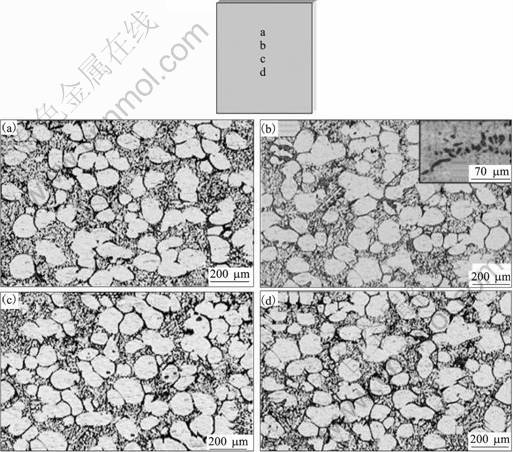
Fig.2 Optical micrographs of rheocast A356 specimens in various locations of rheocast ingot
Quantitative metallography evaluation of microstructural features and defects was carried out to compare the various cast microstructures produced. Results of quantitative metallography measurements are summarized in Table 3.
Table 2 Tensile properties of rheocast, gravity cast and thixoforged A356 alloys

Table 3 Quantitative metallography results for microstructures under investigation
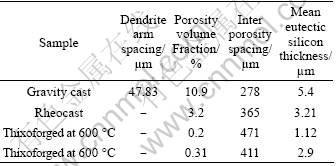
Fig.3 shows the side view and SEM fractograph of fracture surface of gravity cast tensile specimens. Fig.3(a) shows exposed dendritic arms in shrinkage porosity. The presence of structural defects, such as shrinkage porosity, at initiation sites for fracture would imply that improvements in processing method are required in order to improve elongation and ultimate tensile strength values in gravity cast A356 alloys. As is shown in Fig.3(b), the presence of shrinkage porosity (arrows in Fig.3(b)) in A356 gravity casting acts as fracture initiation point.
Fig.4 shows the side view and SEM fractograph of tensile fractured A356 alloy, produced by rheocasting process. The tensile fracture paths tend to follow the primary alpha phase boundary. The fractographic observation shows that tensile fracture occurs mostly by dimpled rupture with voids initiation at eutectic silicon particles. Microporosity (dash arrows in Fig.4(a)) and flat areas (solid arrows in Fig.4(a)) can be seen on the fracture surface of rheocast samples. Acicular shape silicon particles in rheocast samples which cause stress concentration tend to break and form the flat areas. In rheocast samples, the number of acicular silicon particles is less than that of globular silicon eutectic particles. Globular eutectic silicon particles cause ductile fracture (dimples in Fig.4(a)). Therefore, it seems that tensile fracture has occurred by either void initiation at eutectic silicon particles or by shearing them.
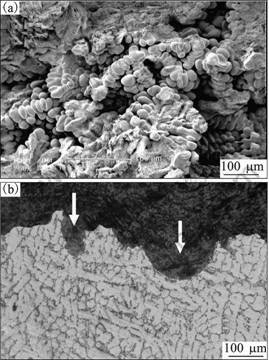
Fig.3 SEM image (a) and optical side view (b) of shrinkage
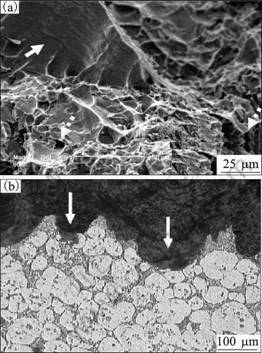
Fig.4 SEM image (a) and optical side view (b) of tensile fractured area of rheocast A356 alloy porosity on fracture surface of gravity cast tensile specimens
Fig.5 shows the optical micrographs of rheocast samples reheated to 600 ��C or 610 ��C, held for 10 min and 50% hot deformation. Optical microstructures of the eutectic zones are also shown. As can be seen that eutectic silicon particles in sample subjected to 600 ��C are more globular compared with samples produced at 610 ��C. In the case of 610 ��C, eutectic silicon particles are more rectangular. Also size of eutectic silicon particles has increased by increasing the reheating temperature. In comparison with gravity cast and rheocast samples, in the former, shape of eutectic silicon particles was mostly globular (Fig.1) with an average size of 3.53 ��m; while in the latter, mostly acicular- shaped silicon particles were observed (Fig.2).
It has been reported that by applying pressure, globular solid grain size decreases, allowing the improvement of mechanical properties[14-15]. There is less solid fraction at 610 ��C. By applying pressure, agglomeration of the solid phase especially at 600 ��C would occur. This is due to its more primary solid fraction. Therefore, in the case of 600 ��C, more continuous (less grain boundary) primary alpha phase can be seen (Fig.5(a)). As a result, in this case, primary alpha phase becomes the continuous and dominant phase, while in the case of 610 ��C, the eutectic structure containing brittle silicon particles is the continuous and dominant phase.

Fig.5 Optical micrographs of thixoforged A356 samples with 50% hot deformation worked at 600 ��C (a) and 610 ��C (b)
Thus, if a crack is initiated, it would propagate more rapidly in thixoforged samples reheated to 610 ��C. This is believed to be due to brittle nature of eutectic silicon particles. Therefore, samples reheated to 600 ��C have better tensile properties than samples reheated to 610 ��C. By comparison, in the gravity cast sample, typical dendritic shape of the alpha phase was observed and in the rheocast samples, non-dendritic primary alpha phase with an average size of 107 ��m was found to be uniformly distributed throughout the matrix.
In thixoforging process, reheating temperature has substantial effect on tensile properties[13-14, 16-19]. In the present study, reheating temperature seems to have two effects on tensile properties:
1) By increasing temperature at mushy zone, entrapped liquid, due to rapid grain-boundary movement, will increase[20]. Entrapped liquid has the effect of decreasing the effective liquid fraction and does not participate in the forming process. As a result, it can contribute to microporosity formation[20-21]. The thixoforged samples formed at 600 ��C exhibited a very small porosity level, as shown in Table 3. At 600 ��C lower porosity is responsible for higher tensile properties, especially tensile elongation (Table 2).
2) By increasing temperature, eutectic silicon particles would be coarsened. At a reheating temperature of 610 ��C, rectangular-shaped silicon particles were observed as shown in Fig.5(b), which would reduce the tensile properties of thixoforged A356 alloy.
Figs.6(a) and (b) show the representative SEM images of fracture surface of tensile specimens corresponding to those shown in Figs.5(a) and (b), respectively. Fracture surface of thixoforged A356 alloys showed mostly dimple fracture mode. The size of dimples varied depending on reheating temperature. The size of dimples for the thixoforged specimen reheated to 610 ��C was substantionally larger than that for the thixoforged specimens reheated to 600 ��C. This could be due to coarsening of eutectic silicon particles by increasing temperature.

Fig.6 SEM images of thixoforged A356 alloys with 50% hot deformation worked at 600 ��C (a) and 610 ��C (b)
Figs.7(a) and (b) show optical micrograph side views of tensile fracture areas of thixoforged A356 samples which have been 50% hot deformation worked at 600 ��C and 610 ��C. The tensile crack paths for the thixoforged specimens formed at 600 ��C tend to follow the primary alpha phase (Fig.7(a)), while in the case of 610 ��C, tensile crack paths tend to follow the eutectic silicon particles (Fig.7(b)). It has been reported that large and elongated silicon particles fracture more frequently than spherical particles[22-25].

Fig.7 Optical micrograph side views of fractured areas of thixoforged A356 alloy with 50% deformation hot-worked at 600 ��C (a) and 610 ��C (b)
Thixoforged tensile specimens which have less shrinkage porosity with respect to gravity cast specimens (Table 3), are likely to show higher elongation (Table 2) and fracture would most probably initiate from fractured silicon particles. In the case of specimens reheated to 610 ��C, coarsened silicon particles are the main sources of stress concentration and the fracture path tends to pass through the eutectic phases (Fig.7(b)). But, in the case of specimens reheated to 600 ��C, fracture path tends to shearing the primary alpha phase (Fig.7(a)). Therefore, in the case of 610 ��C, silicon particles have participated in the fracture process. Consequently, the average size of dimples in the thixoforged specimens formed at 610 ��C is much larger than that in thixoforged specimens formed at 600 ��C (Figs.6(a) and (b)). Therefore, tensile elongation is greater in the case of samples reheated to 600 ��C. Such a trend for crack path propagation can be explained by WANG��s mechanism[24]. Fig.8 shows the schematic illustration of WANG��s mechanism. At the first stage, shear bands form in the matrix (Fig.8(a)). Then, continuous straining results in the cracking of particles (Fig.8(b)). At the third stage and as deformation proceeds, more particles crack and microcracks form. Finally, when the critical volume fraction of broken silicon particles is reached, the alloy fails by rapid linkage of microcracks. This is why in the case of 610 ��C, some flat areas can be seen (arrows in Fig.6(b)). It can also be concluded that the tensile ductility is related to the rate of particle cracking. Thus, in the case of 610 ��C with large silicon particles, low tensile ductility is achieved. In contrast, in the case of 600 ��C with smaller and rounder silicon particles, ductility is higher due to slow accumulation of damages during deformation. In this case, fracture occurred by microvoid coalescence mechanism.

Fig.8 Schematic illustration of WANG��s mechanism[24]: (a) Shear band formation; (b) Particle cracking; (c) More particles cracking and microcrack formation; (d) Rapid linkage of microcracks
In the case of 600 ��C, the yield strength was observed to be higher than in the case of 610 ��C. Considering the fact that broken particles no longer act as an obstacle for a slip band, the slip band would be able to pass the broken particle and continue its path[24]. Therefore, higher yield strength for thixoforged specimens formed at 600 ��C could be explained.
4 Conclusions
1) Thixoforged A356 samples produced in this study showed significant improvement in the tensile properties compared with those of rheocast and gravity cast samples.
2) Different shape and size of silicon particles and primary alpha phase are believed to be responsible for different mechanical properties in various casting methods of A356 alloy.
3) In thixoforging process, coarsened silicon particles at higher temperature would decrease the tensile properties.
4) Presence of microporosity in gravity cast A356 alloy would have the general effect of reducing elongation in tensile test. Tensile specimens with less microporosity (thixoforged samples) have shown high values of elongation.
5) Tensile cracks are believed to be initially formed in the eutectic area and propagate through either trans-primary alpha phase or inter-primary alpha phases depending on reheating temperature.
References
[1] PARK C, KIM S, KWON Y, LEE Y, LEE J. Mechanical and corrosion properties of rheocast and low-pressure cast A356-T6 alloy [J]. Materials Science and Engineering A, 2005, 391: 86-94.
[2] FAN Z, FANG X, JI S. Microstructure and mechanical properties of rheo-diecast (RDC) aluminium alloys [J]. Materials Science and Engineering A, 2005, 412: 298-306.
[3] WANG H, DAVIDSON C J, STJOHN D H. Semi-solid microstructural evolution of AlSi7Mg alloy during partial remelting [J]. Materials Science and Engineering A, 2004, 368: 159-167.
[4] RAUL A. Formation and processing of rheocast microstructure, formation and processing of rheocast microstructure [D]. Boston: Massachusetts Institute of Technology, 2004.
[5] NAFISI S, GHOMASHCHI R. Semi-solid metal processing routes: An overview [J]. Canadian Metallurgical Quarterly, 2005, 3: 289-304.
[6] PAES M, ZOQUI E J. Semi-solid behavior of new Al-Si-Mg alloys for thixoforming [J]. Materials Science and Engineering A, 2005, 406: 63-73.
[7] NAFISI S, GHOMASHCHI R. Grain refining of conventional and semi-solid A356 Al�CSi alloy [J]. Journal of Materials Processing Technology. 2006, 174: 371-383.
[8] XU J, TIAN Z, SHI L. Study on new Al-Mg-Si alloys for semi-solid processing [C]// 8th International Conference on Semi-solid Processing of Alloys and Composites, S2P. Korea, 2006.
[9] REGINALDO E, FERRACINI E G, PIFFER V P, FERRANTE M. Microstructure, material flow and tensile properties of A356 alloy thixoformed parts [J]. Materials Research, 2004, 7: 595-603.
[10] PARK C, KIM S, KOWN Y, LEE Y, LEE J. Effect of microstructure on tensile behavior of thixoformed 357-T5 semi-solid alloy [J]. Metallurgical and Materials Transactions A, 2004, 33: 1407-1410.
[11] YU Y, KIM S, LEE Y, LEE J. Phenomenological observation on mechanical and corrosion properties of thixoformed 357 alloys: A comparison with permanent mold cast 357 alloys [J]. Metallurgical and Materials Transactions A, 2002, 33: 1399-1412.
[12] PARK C, KIM S, KOWN Y, LEE Y, LEE J. Fracture behavior of thixoformed 357-T5 Al alloys [J]. Metallurgical and Materials Transactions A, 2004, 35: 1017-1027.
[13] CAVALIERE P, CERRI E, L EO P. Effect of heat treatments on mechanical properties and damage evolution of thixoformed aluminium alloys [J]. Materials Characterization, 2005, 55: 35-42.
[14] SEO P K, YOUN S W, PARK S M, KANG C G. Effect of aging time and applied pressure on microstructure and mechanical properties of the thixoformed aluminum part [C]// 7th International Conference on Semi-solid Processing of Alloys and Composites, Japan, 2004.
[15] LIU D, ATKINSON H V, KAPRANOS P, JIRATTITICHAROEAN W, JONES H. Microstructural evaluation and tensile mechanical properties of thixoformed high performance aluminum alloys [J]. Materials Science and Engineering A, 2003, 361: 213-224.
[16] LEE S Y, OH S I, SOHN K Y. Defects, microstructures, and mechanical properties of thixoformed aluminum suspension parts for electric vehicle [C]// 7th International Conference on Semi-solid Processing of Alloy and Composites, Japan, 2004
[17] FEEITAS E D, FERRACINI E G, PIFFER V, FERRANTE M. Back-extrusion an A356 aluminum alloy in the semi-solid state: process optimization and product characterization [C]// 7th International Conference on Semi-solid Processing of Alloys and Composites, Japan, 2004.
[18] XIE S S, PAN H P, DING Z Y. An experimental investigation on thixoforming property of AlSi7Mg alloy [C]// 7th International Conference on Semi-solid Processing of Alloys and Composites, Japan, 2004.
[19] TAHAMTAN S, GOLOZAR M A, KARIMZADEH F, NIROUMAND B. Microstructure and tensile properties of thixoformed A356 alloy [J]. Materials Characterization, 2008, 59: 223-228.
[20] PAN Q Y, APELIAN D. Quantitative microstructure characterization of commercial semi-solid aluminum alloys [C]// 7th International Conference on Semi-solid Processing of Alloys and Composites, Japan, 2004.
[21] PAN Q Y, APELIAN D, ALEXANDROU A N. Yield behaviour of commercial Al-Si alloys in the semisolid state [J]. Metallurgical and Material Transaction B, 2004, 35: 1187-1202.
[22] GOKHALE A M, DIGHE M D, HORSTEMEYER H. Effect of temperature on silicon particle damage in A356 alloy [J]. Metallurgical and Material Transaction A, 1998, 29: 905-907.
[23] YEH J W, LIU W P. The cracking mechanism of silicon particle in an A357 aluminum alloy [J]. Metallurgical and Material Transaction A, 1996, 27: 3558-3568.
[24] WANG Q G. Microstructural effects on the tensile and fracture behavior of aluminum casting alloys A357/A356 [J]. Metallurgical and Material Transaction A, 2003, 34: 2887-2889.
[25] WANG Q G, CACERES C H, GRIFITHS J R. Damage by eutectic particle cracking in aluminum casting alloy A357/A356 [J]. Metallurgical and Material Transaction A, 2003, 34: 2901-2912.
(Edited by YANG Hua)
Corresponding author: S. TAHAMTAN; E-mail: salehtahamtan59@yahoo.com

